多轴自动化芯片切割(Die Saw)机
die saw
更换刀片根据产品的作业指导书选择对应的切 割刀片,更换至机台上. 确认刀片数据无误(记
得换刀完成后取出换刀工具)。
2-3mm
25
磨刀时,检查切割水流量,刀痕状况(刀 宽,碎裂,偏移是否符合要求,有无切割刀 痕s形,无漏切和未切穿现象. )试切OK后方 可切割产品
26
磨刀 软刀在装机时的误差较大,其同心及刀刃必
33
切割:确认切割道无偏移后按start 机台自动 切割.
切割前3刀须停机确认刀痕状况,切割过程中 也要检查刀痕,切割完成需要检查有无漏 切,未切穿
34
切割中的问题处理
1.刀痕偏移:调节刀痕在切割道中心 当hairline与玻璃cross line不一致是调节cross; 当hairline与玻璃上切痕不一致时调节F1;
bond,刮伤 ),检查贴胶面有无外物,破损等异常 并记录,检查铁环又有没有变形。 3.贴片:将产品贴上一层切割UV 膜. 4. 贴膜后检验,检查是否有气泡,缺角,裂纹,贴 偏,外物,皱折及胶带是否有破损现象等问题,写 好刻号并做好记录。9Biblioteka 0111213
14
15
搬运cassette时候卡号卡扣,注意安全
4
Mount
目的:将晶圆贴在切割UV胶带和铁 圈上,以进行后续流程。
5
UV胶带特性:具高黏着力,使晶片于切割过程 不脱落、不飞散。加工结束后,只要照射适 量的紫外线,可以很容易取下而不脱胶。
6
离心纸
胶层 底 材
Tape 结构
7
UV 切割 tape
Sawing process
Wafer
切割
切割
仇志祥
1
产品介绍
qfn tape saw切割原理
qfn tape saw切割原理
QFN(Quad Flat No-leads)封装是一种常见的集成电路封装类型,它通常具有无引脚的特点,因此在生产过程中需要进行切割。
QFN tape saw切割原理是指在QFN封装的集成电路生产过程中,通过使用切割设备(通常是以刀片为主的设备),将封装好的集成电路切割成单个的芯片。
这个过程是非常重要的,因为它决定了最终产品的质量和可靠性。
切割原理涉及到以下几个方面:
1. 切割设备,QFN封装的集成电路通常是以一整片的形式制造出来的,需要通过切割设备进行切割。
切割设备通常是一种精密的机械设备,能够精确地将整片集成电路切割成单个的芯片,同时保证切割的平整度和精度。
2. 切割方式,QFN封装的集成电路通常是放置在胶带(tape)上的,切割时需要先将胶带和芯片精确对位,然后通过切割设备进行切割。
切割方式通常有多种,包括拉刀式、旋转刀片式等,不同的切割方式会对切割效果和芯片质量产生影响。
3. 刀具选择,切割设备所使用的刀具也是至关重要的,刀具的选择直接影响到切割的效果和芯片的质量。
通常情况下,刀具需要具有足够的硬度和锋利度,以确保切割的平整和精确度。
总的来说,QFN tape saw切割原理涉及到切割设备、切割方式和刀具选择等多个方面,这些方面共同作用,决定了最终QFN封装集成电路切割的质量和精度。
在实际生产中,需要严格控制切割过程的各个环节,以确保切割出来的芯片符合质量标准,从而保证最终产品的质量和可靠性。
Die Saw Blade
SAW BLADE对比
NBC-ZH 127F-SE 27HCBB 金刚石含量较低 结合剂含量较多 ZHT-481 203O-SE 27HCBB 金刚石含量适中 结合剂含量较少 NBC-ZH 104F-SE 27HDDD 金刚石含量较低 结合剂含量较少 NBC-ZH 204O-SE 27HDDD 金刚石含量适中 结合剂含量较少
DISCO: NBC-ZH 104F-SE 27HDDD NBC-ZH 127F-SE 27HCBB
DISCO BLADE参数资料
我们公司机器型号为DAD3350,选用的为 DISCO的硬刀,系列为:NBC-ZH
Байду номын сангаас
对刀片的了解
金刚砂颗粒尺寸 对于金刚砂颗粒尺寸较小的blade在切割过程中较 容易脱落,这样就容易暴露出锋利的新金刚砂, 如此就能达到较好的切割品质。同时,刀片寿命 也较短。 结合剂 结合剂是直接影响金刚砂颗粒的脱落能力,以露 出新的金刚砂颗粒用于保证在切割过程中的品质。 结合剂越软就越容易使金刚砂颗粒脱落,而刀片 寿命也就越短。
改善后选用的BLADE
现在对于非MOS产品选用的是 DISCO的NBC-ZH 127F-SE 27HCBB DISCO的NBC-ZH 104F-SE 27HDDD主 要用于SDIP12产品。 同时用DISCO的NBC-ZH 127F-SE 27HCBB 也能切割MOS产品。
机器参数
主轴转速
刀速
金刚砂颗粒集中度 金刚砂集中度低的刀片对于刀片被粘附的能 力也会较高,对于切割出来的品质也会较 好,但同样刀片的寿命也较短。 刀片刀刃露出量 刀刃露出量越大那么对于刀片的使用寿命也 就越长。 切割槽宽度 切割槽宽度越窄那么所切割出来的划片槽也 就越窄,对于相同宽度的切割道而言也就 越能保证切割的品质。
DicingTape与DieSaw制程 (1)
Dicing Tape与Die Saw 制程一般在切割(DIE SAW)的过程中最容易发生问题的地方有二个,Free Dice 和Chipping 。
一、Free DiceFree Dice发生的原因:1、粘着面不清洁。
2、TAPE 与被粘着面粘力不足。
粘着面不清洁的解决方法:一般使用者遇到Free Dice的问题时,通常都只考虑到粘力不足,不常考虑到Wafer back surface与Substrate 贴合面的状态,清洗贴合面有助于增加Tape的贴合面,通常使用的清洗方法大致有两种:1、超声波清洗。
2、电将清洗。
TAPE 与被粘着面粘力不足通常粘力=(Tape与Die的接触面积)×(Tape对Wafer 或Substrate背面的粘度)所以当Die越小,或是Tape粘度低时会产生Free Dice的机会说越多。
针对Free Dice的解决方法:1、选用粘度较大而unwinding force 又不太高的Tape。
2、增加Tape与Die背面的接触面积(MOUNT 之后CURE)。
为了增加Tape与Wafer的接触面积,可分为Pre-cure(预热)与MOUNT 之后烘烤两种,Pre-cure主要是在MOUNT 之前利用Wafer Chuck Table加温,达到Tape MOUNT到Wafer时Tape的胶层稍微软化,达到较好的贴合效果。
MOUNT之后的烘烤,主要是Pre-cure的效果没有达到的需要的粘力,所以用此方法,预防在Die Saw过程中发生Free Dice现象。
TAPE 的化学特性Wafer由于在Back Grinding后有TTV值的存在,表示并非百分之百的平面,用烤箱烘烤使胶层软化,以达到填充Wafer Back Side 的微小凹面,使Tape与Wafer Back Side的接触面增加,以达到增加粘力的效果。
Adhesion(gf/20cm)A’120AB23 60 Temperature(℃) 由图可知,当胶层温度由23℃上升到60℃时(由A到B),胶层的粘度变小,但胶的流动性变大,使胶层比较容易渗入不平整的Wafer背面,以增加接触面积,当Wafer要Saw之前,胶层又回到原来的温度(B到A’),因为胶对温度的变化是一种不可逆的过程,所以A不等于A’。
芯片切割工艺制程
Page(13) of (20)
绷片的重要性
在切割的过程中,刀片的转速往往 达到几万转/分钟,而切割道的宽 度往往只有几十到一百微米,所以 对于设备的要求也是很高的。如果 前面绷膜的时候晶圆粘贴不牢靠或 者有气泡存在,切割开来的硅片 (Die)就会从蓝膜上飞出来,称 作飞片。
Page(14) of (20)
值得一提的是在切割过程中我们又会用到一台 辅助的设备叫CO2纯水机。因为切割中要用DI 水来冲去切割产生的废渣,同时释放切割中产 生的静电,避免对器件产生危害,这台CO2纯 水机就是通过特定的方法将CO2气溶于DI水中 来降低水的阻抗,从而释放静电。
Page(17) of (20)
切割机的双刀分步切割
大家知道晶圆很薄很 脆,切割道又很窄。 所以在切割时就要控 制产生chipping的大 小,脆崩太大,IC就 有可能报废。
我们的切割机是双刀, 在切割时一般采用分 步切割的方法。
Page(18) of (20)
紫外线照射
UV SYSTEM
Page(19) of (20)
为什么要用UV照射?
绷片的重要性
飞片是非常危险的, 第一是会造成成品 率的下降,第二是 飞出来的硅片可能 会造成临近硅片的 物理损伤。这就是 为什么刀片需要这 么高的转速的一个 原因。
半自动绷片机
Page(15) of (20)
切割机 A-WD-200T
特点:
High Throughput High Cutting Quality High Reliability Easy Operation
而这一步的UV照射时间和UV照度的控制,则是 一个技术关键。
Page(20) of (20)
半导体简介

《晶柱成长制程》硅晶柱的长成,首先需要将纯度相当高的硅矿放入熔炉中,并加入预先设定好的金属物质,使产生出来的硅晶柱拥有要求的电性特质,接着需要将所有物质融化后再长成单晶的硅晶柱,以下将对所有晶柱长成制程做介绍。
长晶主要程序︰融化(MeltDown)此过程是将置放于石英坩锅内的块状复晶硅加热制高于摄氏1420度的融化温度之上,此阶段中最重要的参数为坩锅的位置与热量的供应,若使用较大的功率来融化复晶硅,石英坩锅的寿命会降低,反之功率太低则融化的过程费时太久,影响整体的产能。
颈部成长(Neck Growth)当硅融浆的温度稳定之后,将<1.0.0>方向的晶种渐渐注入液中,接着将晶种往上拉升,并使直径缩小到一定(约6mm),维持此直径并拉长10-20cm,以消除晶种内的排差(dislocation),此种零排差(dislocation-free)的控制主要为将排差局限在颈部的成长。
晶冠成长(Crown Growth)长完颈部后,慢慢地降低拉速与温度,使颈部的直径逐渐增加到所需的大小。
晶体成长(Body Growth)利用拉速与温度变化的调整来迟维持固定的晶棒直径,所以坩锅必须不断的上升来维持固定的液面高度,于是由坩锅传到晶棒及液面的辐射热会逐渐增加,此辐射热源将致使固业界面的温度梯度逐渐变小,所以在晶棒成长阶段的拉速必须逐渐地降低,以避免晶棒扭曲的现象产生。
尾部成长(Tail Growth)当晶体成长到固定(需要)的长度后,晶棒的直径必须逐渐地缩小,直到与液面分开,此乃避免因热应力造成排差与滑移面现象。
《晶柱切片后处理》硅晶柱长成后,整个晶圆的制作才到了一半,接下必须将晶柱做裁切与检测,裁切掉头尾的晶棒将会进行外径研磨、切片等一连串的处理,最后才能成为一片片价值非凡的晶圆,以下将对晶柱的后处理制程做介绍。
切片(Slicing)长久以来经援切片都是采用内径锯,其锯片是一环状薄叶片,内径边缘镶有钻石颗粒,晶棒在切片前预先黏贴一石墨板,不仅有利于切片的夹持,更可以避免在最后切断阶段时锯片离开晶棒所造的破裂。
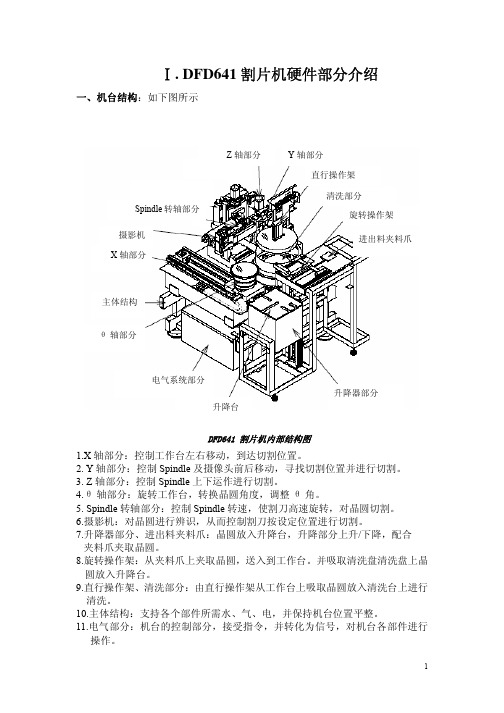
Dicing saw DFD641
清洗切割工作区
防水帘( Bellows)上之硅渣清除
Shower(莲蓬头) + 刷
长毛
月检查项目 处理项目
机器气压过滤器 真空压力 纯水压力 冷却水流量
X. Y. Z.轴承检查 工作区清洁 漏水检查
刀座修整
流量计检查
检查位置 机器后方过滤器压力表
真空 Sensor 机台内部水压表 机台内部流量表 X. Y. Z 轴行进间 工作区 / 防水盖 机器内部 / 外部
总电源 保险丝
继电器
温度传感器
电气部分
温度传感器是安装在机台内部,为了防止机台工作时内部温度过高,烧坏内部 器件,传感器会在一定温度时报警,从而让机器停止工作,起到保护机台的目的。
5.机台侧面可看见马达部分,如下图
Y轴
Z轴
X 轴马达
侦测器
X、Y、Z 轴部分
X 轴马达为伺服马达,Y、Z 轴马达为步径马达。对于它们的保养,我们需 要定期做月保养,给导轨加 2#黄油。做保养时须先用黄油带出脏油,然后加润 滑油。在 X 轴下方有一侦测器,用来侦测漏水。
4
滤芯
电磁阀
割片机的左边有两个过滤空气的滤芯,当它的颜色变化时,就需要更换滤芯 了。边上还有很多的电磁阀,用来控制机台水压、气压阀门和机器防护盖的开关, 起到保护的作用。
6.机台后面如下图所示
风扇
紧急停止 总电源开关
二流体 侦测器
真空产生器
Spindle 冷却水流量计 废水水槽
机台后面图
机台的背面,有个总电源开关,它供给机台各个部分的电源。此开关只需在 长假期或机器维修时关闭。边上有一紧急按钮是对其进行紧急关闭。 冷却水流量计作用是侦测有循环水进入,从而起到冷却 Spindle(转轴)的功能, 防止因太热而使 Spindle(转轴)损坏。当流量计浮子下落时,说明循环水进入 量不足以冷却 Spindle(转轴),机器发生报警并停机。
die saw
2.如出现无胶分层,镀膜层厚度异常区飞 die,则继续切割,否则通知技术人员。
3.当发生死机,断刀,超过规格的切偏,碎 裂,切死,漏切,水气电真空等异常时机台 放水并通知相关人员处理。
4.对于未完全切割的产品严禁放真空取出切 割盘
36
clean
6.清洗:切割完成后,将产品转至清洗机台.对 wafer切割面进行清洁.(注意确认放置的位置 和程式)
bond,刮伤 ),检查贴胶面有无外物,破损等异常 并记录,检查铁环又有没有变形。 3.贴片:将产品贴上一层切割UV 膜. 4. 贴膜后检验,检查是否有气泡,缺角,裂纹,贴 偏,外物,皱折及胶带是否有破损现象等问题,写 好刻号并做好记录。
9
10
11
12
13
14
15
搬运cassette时候卡号卡扣,注意安全
16
Die saw
目的:将WAFER切割成单颗的lens
17
每日点检
1.检查切割水是否正常 (冷却水为扇形)
切割水对准刀片
2.BBD破刀检测 、 OPC光学测高(optic相 当与disco的NCS) 电压确认
3.水气电情况 4.油石清洁table 5.机台清洁
18
33
切割:确认切割道无偏移后按start 机台自动 切割.
切割前3刀须停机确认刀痕状况,切割过程中 也要检查刀痕,切割完成需要检查有无漏 切,未切穿
34
切割中的问题处理
1.刀痕偏移:调节刀痕在切割道中心 当hairline与玻璃cross line不一致是调节cross; 当hairline与玻璃上切痕不一致时调节F1;
须在装机后的使用前进行修磨刃口
芯片切割工艺制程

Page(10) of (20)
晶圆切割流程示意
绷片
切割
拣片
UV照射
Page(11) of (20)
什 么 是 切 割?
晶圆切割(Die saw),有时也叫“划 片”(Dicing)。一个晶圆上做出来的 独立的IC有几百个到几千个甚至上万 个,切割的目的是将整个晶圆上每一 个独立的IC通过高速旋转的金刚石刀 片切割开来,为后面的工序做准备。
绷片的重要性
飞片是非常危险的, 第一是会造成成品 率的下降,第二是 飞出来的硅片可能 会造成临近硅片的 物理损伤。这就是 为什么刀片需要这 么高的转速的一个 原因。
半自动绷片机
Page(15) of (20)
切割机 A-WD-200T
特点:
High Throughput High Cutting Quality High Reliability Easy Operation
Page(13) of (20)
绷片的重要性
在切割的过程中,刀片的转速往往 达到几万转/分钟,而切割道的宽 度往往只有几十到一百微米,所以 对于设备的要求也是很高的。如果 前面绷膜的时候晶圆粘贴不牢靠或 者有气泡存在,切割开来的硅片 (Die)就会从蓝膜上飞出来,称 作飞片。
Page(14) of (20)
Page(20) of (20)
拣片(CHIP SORTING)
这是一台全自动的芯片挑选机。 其主要功能就是将好的芯片从 切割好的的膜上拣出来放到 Tray盘中。
简单来说,就是用顶针在蓝膜 下将CHIP 顶起来,上面用真 空吸嘴将CHIP一个个地吸起, 然后放入Tray盘中。
CHIP
COLLET
但下一步工序中要把切割好的IC挑选出来放到特 定的容器——Tray盘中。那就要求膜的粘性不能 太大,否则会给挑选增加难度。
半导体常用英语
1.Wafer Mount---贴膜2.Die Saw---芯片切割3.Die Attach---粘片4.Wire Bond---焊线5.Molding---模封6.Cropping---切筋7.Tin-dipping---浸锡8.Deflashing---去毛刺21.Travel log---随工单bine---合并23.Split---分开24.Hold---暂时控制住25.Release---释放26.Tester---测试机27.Handler---抓放机28.Program---程序41.Electrical---电的42.Theory---理论43.Interface---界面44.Advantage---优点45.Assembly---装配46.Result---结果47.Message---信息48.Wafer---晶圆通用部分I9.Marking---打印10.Testing---测试11.Packing---包装12.Raw Line---外观检查工位13.Frame---基板14.Molding Compound---模封材料15.Pellet---子弹16.Substrate---基板(BGA)17.Gold Wire---金线18.Al Wire---铝线19.Cu Wire---铜线20.Glue---银胶29.Yellow---黄色30.Black---黑色31.Red---红色32.Green---绿色33.White---白色34.Operator---操作员35.Technician---技术员36.Engineer---工程师37.Machine---机器38.Double---双份39.Power---动力,能源plaint---投诉49.Dangerous---危险50.Warning---警告51.Open---打开52.Close---关闭53.Agree---同意54.Refuse---拒绝55.Keep---保持56.Start---开始57.Stop---停止58.Everyday---每天59.Waiting---等待60.Paused---暂停61.Begin---开始62.Other---其他63.Setting---设置puter---电脑65.Quantity---数量66.Quality---质量67.Parameter---参数68.Monday---星期一81.Month---月82.Year---年83.Sensor---传感器84.Shuttle---往复装置85.Empty---空的86.Temperature—温度-87.Normal---正常88.Soak---浸泡101.WIP---待料102.Cycle Time---循环时间103.Material---物料104.Continue---继续105.Offload---下料106.Onload---上料107.End---结束108.Jam---堵塞通用部分II69.Tuesday---星期二70.Wednesday---星期三71.Thursday---星期四72.Friday---星期五73.Saturday---星期六74.Sunday---星期日75.Roster---倒班表76.Morning---早晨77.Afternoon---下午78.Night---晚上79.Shift---班次80.Week---星期89.Yield---成品率90.Magazine---盒子91.Reject---拒收92.Total---总的93.Device---产品种类94.Process---工艺95.Scrap---废弃96.Supervisor---领班97.Superintendent---主管98.Manager---经理99.Idle---死机100.Oven---烤箱109.Reverse---反转110.Re-test---重测111.Object---目标112.Contact---接触113.Light---灯光114.Dark---黑暗115.Air---空气116.Stay---停留117.Stray Units---散落的产品118.Error---出错119.Situation---情况120.Key---钥匙121.Badge---工卡122.Position---位置123.Housekeeping---清洁124.Open---打开125.Cover---盖子126.Change---更换127.Lot---产品批次128.Mask---口罩141.QA---质量部142.CAR---关于问题产品的报告143.QC---质量检查员144.FOA gate---前期质量检查145.Audit---检查146.Out-going---出货工位147.Examination---考试148.K---千通用部分III129.Smock---工衣130.Gloves---手套131.Finger Cot---指套132.Tweezers---镍子133.Bin---测试分类134.Shoes---鞋子135.Training---培训136.Meeting---会议137.Discipline Letter---警告信138.OT---加班139.Annual Leave---年假140.Salary---工资lion---百万150.Hundred---百151.TPM---全面生产管理152.ESD---静电153.E-stop---紧急开关工位–BGA Die Saw1.mount---贴2.wafer---晶圆3.frame---框架4.blade---刀片5.tape---膜6.cassette---盒子pletion---完成8.loader---上料un-loader---21.cover---盖子22.device---产品23.data---数据24.saw---切割25.wafer---水26.elevator---升降机27.spindle---主轴28.sensor---感应器wheel---41.center---中心42.chip---崩边43.change---变换44.enter---确认45.height---高度9.出料10.initial---初始化11.open---打开12.air---空气13.pressure---压力14.failure---失败15.vacuum---真空16.alignment---校准17.ink---黑点18.die---芯片19.error---错误20.limit---限制29.轮子30.setup---测高31.rotary---旋转32.check---检查33.feed---进给34.cutter---切割35.speed---速度36.height---高度37.new---新38.shift---轮班39.pause---暂停40.clean---清洗工位–BGA Die Attach1.wafer---晶圆2.die---芯片3.attach---粘贴4.glue---银胶5.substrate---基板6.magazine---盒子7.inspection---检查8.parameter---参数manual---21.statistics---统计22.calibration---校正23.bond---贴片24.conversion---改机25.thickness---厚度26.tilt---倾斜度27.shape---形状28.adjust---调整contact---41.ring---铁圈9.操作手册10.reset---重设11.enter---确定12.error---错误13.input---输入14.speed---速度15.stop---停止16.pressure---压力17.vacuum---真空18.sensor---传感器19.back side---背面20.pin---针29.接触30.cover---覆盖31.device---产品32.chip---崩边33.pause---暂停34.elevator---升降机35.initial---初始化36.alignment---校准37.ink---黑点38.cassette---盒子39.tape---膜40.frame---框架工位–BGA Wire Bond1.Parameter---参数2.Statistics---统计3.Utility---应用4.Teach---教习5.Bond tip offset—焊线点纠偏6.Contact search---接触测高7.Zoom off center---放大倍数偏心校准8.Calibration---校准18.Wire threading—送线器19.EFO ---电子打火20.Linear power ---线性马达21.Vacuum sensor---真空感应器22.Step driver—步进驱动23.Post bond inspection—焊接后检查24.Wire pull—拉线25.Ball shape—推球35.peeling---拔铝垫(扯皮)36.Bond off---脱焊37.Ball deformation—焊球变形38.servo motor—伺服电机9.BQM---焊接质量控制10.PR—pattern recognition—图像识别11.Alignment tolerance—对点偏差12.PR indexing—图像控制下的步进13.Capillary---焊线劈刀14.Wire spool—送线卷轴15.Window clamp—窗口夹板16.Transducer—功率换能器17.FTN---功能键26.Ball size—焊球大小27.Ball thickness—焊球高度28.Loop height—线弧高度29.Loop shape—线弧形状30.Neck crack—线颈折损31.Fine adjust –精确调整32.Conversion –换产品33.1st bond non stick—第一点不粘34.2nd bond non stick—第二点不粘工位–BGA Molding & Plasma I1.Semiconductor---半导体2.Molding –模封3.Onload---上料4.Offload –出料5.Belt —皮带6.Preheater turntable –预热转盘7.Transfer---传送8.Safety Door---安全门21.Cull bin –垃圾箱22.Pin---针23.Vacuum pump—真空泵24.Mornitor –显示器25.Cable –导线26.Profile---温度曲线27.Alarm---报警28.Error---错误41.Cylinder –汽缸42.Bearing –轴承43.Stop---停止44.Emergency Stop---紧急停止45.Gripper --夹子46.Heat –加热器47.Pipe –管子9.Pick and place –机械手10.Motor---马达11.Station –模腔12.Cleaning brush—清洁刷13.Cylinder---气缸14.Sensor---传感器15.Solenoid---电磁阀16.Turn over –翻转器17.Degate –切料口18.Bearing---轴承19.Picker---爪子20.Pusher –推动器29.Driver---驱动30.Sensor –感应器31.Inspection---检查32.Parameter---参数33.Manual---手动,手册34.Reset---复位35.Initialing---初始化36.Guide –导轨37.Substrate---基板38.Device---产品种类39.Lot Traveller---随工单40.Magazine---盒子48.Temperature---温度49.Hopper –漏斗press air –压缩空气51.Over flow—反面漏胶工位–BGA Molding & Plasma II52.Semiconductor---半导体53.Molding –模封54.Plasma –离子55.Operation –操作56.Flange –法兰盘57.Pump –泵58.Chamber –腔体59.Vent –气孔60.Value –值61.Filament –-灯丝62.Filament holder –灯丝座63.Alarm---报警64.Error---错误65.Inspection---检查66.Parameter---参数67.Manual---手动,手册68.Reset---复位69.Initialing---初始化工位–BGA Laser Marking1.Parameter---参数2.Statistics---统计3.Utility---应用4.Marking Fixture—框架ser Marking—激光6.Diode—二极管7.Power line—灯管式8.Power supply—电流17.Motor—马达18.Driver—驱动器19.Mouse—鼠标20.Fan—风扇21.Wire—线22.Connection—连接23.Jam—阻挡24.Sensor—传感器32.Reset –复位mp –灯管34.Keyboard –键盘35.Step –步进36.Alarm –报警37.Error –错误38.Microcard –微型控制卡39.Control –控制9.Input loader—进料负载10.Output loader—出料负载11.Input track—进料轨道12.Marking track—打印轨道13.Chammber—箱子14.Filter –过滤器15.Tuke –水管16.Semiconductor---半导体25.Cylinder—气缸26.Water tempreture—水温27.Current –电流28.V oltage—电压29.Frequency –频率30.Fine adjust –精确调整31.Conversion –换产品工位–BGA SBP1.Semiconductor---半导体2.Solder Ball Placement---放球3.Onload---上料4.Pusher---推杆5.belt—皮带6.Timing Belt---同步带7.Transfer---传送8.Safety Door---安全门21.Flux Head---助焊剂头22.Pin---针23.Reject Station---淘汰位置24.Offload---下料25.Reflow Oven---回流焊炉26.Profile---温度曲线27.Alarm---报警28.Error---错误41.Missing Ball---少球42.Double Ball---两个球43.Stop---停止44.Emergency Stop---紧急停止45.Input Card---输入卡46.Elevator---升降机47.Speed---速度9.Break---抱闸10.Motor---马达11.Serve Motor---伺服马达12.Step Motor---步进马达13.Cylinder---气缸14.Sensor---传感器15.Solenoid---电磁阀16.Axis---舟17.Flange---法兰18.Bearing---轴承19.Picker---爪子20.Ball Head---球头29.Driver---驱动30.Shuttle---往复传送机31.Inspection---检查32.Parameter---参数33.Manual---手动,手册34.Reset---复位35.Initialing---初始化36.Flux---助焊剂37.Substrate---基板38.Device---产品种类39.Lot Traveller---随工单40.Magazine---盒子48.Temperature---温度49.Teach Box---专用调试盒工位–BGA SSS1.Onload---上料2.Shuttle---小车3.Arm---臂4.Turret ---小塔5.Orientation---方向6.X-Y table---二维平台7.Good boat---好的产品座8.Reject boat---次品座21.Water pressure---水压22.Water curtain---水帘23.Solenoid---螺线管24.Safety door---安全门25.Flipper ---翻转板26.Carrier---传送带27.Timing belt---同步带28.Belt---皮带9.Sensor---传感器10.Cylinder---汽缸11.Motor---电机12.Step motor---步进电机13.Flow---流动14.Water pump---水泵15.Wash---洗16.Blade high---刀高17.Cutting channel---切道18.Misalignment---切偏19.Blade chip---崩裂20.Tube---管子29.Wheel---皮带轮30.Tray ---产品托盘31.Substrate---基板32.Air gun---气枪33.Air pressure---空气压力34.Cotton stick---棉签35.Alcohol---酒精36.Transfer---变压器37.Monitor---显示器38.Bearing---轴承39.Flange bearing---法兰轴承40.Microscope---显微镜BGA Testing (Process)1.Tray---产品托盘2.Unit ---一粒芯片3.Product/Device---产品4.Lot ---一批产品5.Travelog---随工单6.Open/Short(O/S)---开路/短路7.Function Reject---功能失败芯片8.Parameter Reject---参数失败芯片21.QA Sample---QA抽样22.QA Retest---QA 重测23.FT Program---生产程序24.QA Program---QA 抽样程序25.Test ---测试26.Retest---重新测试27.Sample---抽样28.Resample---重新抽样41.MPG ---存储产品组42.Cycling W/E ---循环写/擦除43.Burn-in ---一种预先发现潜在质量问题的测试44.DUT ---在测产品9.Cross Unit---没有晶元的芯片10.Die---晶元11.Qty---数量12.FE/Front End---前端(晶元工厂)13.BE/Back End---后端(封装测试厂)14.Test Program---测试程序15.Yield---成品率16.Output/Throughput---产量17.Hold---保留在本工位18.Release---可以放到下个工位19.Bin 1---测试通过的产品20.QA/QC---质量保证/控制29.Bake---烘烤30.Oven ---烤箱31.Tempareture---温度32.Duration---做某事的持续时间33.UI/User Interface---用户界面34.VM/Visual Mechanical Inspection---外观检查或机械检查35.Crack---裂开36.Scratch---划伤或擦伤37.SBL---各个Bin的统计限制值38.Wip---等待作业的产品D---蜂窝通讯事业部40.IMG---图象产品事业部工位–BGA Testing(Tester)1.Device Interface Board(DIB)芯片测试接口板2.Digital signal processing(DSP)数字信号处理3.DUT测试芯片4.A/D(analog-to-digital)converter模拟信号转换为数字信号仪5.Checker诊断程序6.EOT测试结束7.Hardware bin HANDLER分BIN信号8.High-Speed Digital(HSD)Instrument高速数字测试设备9.IMAGE交互式菜单图形系统21.Per Pin Parametric Unit(PPMU)单个pin参数测试单元22.Precision AC Subsystem II(PACSII)精密的交流测试设备23.Power Distribution Unit(PDU)电源配置器24.Mixed-Signal混合信号25.Multi-site test多位点并行测试26.Source信号源27.Digitizer数字化仪28.DSIO数字信号I/O29.Tester in a test head测试头全包容方式10.Initialize初始化11.Pinmap被测芯片管脚分配表12.Standard Test Data Format(STDF)标准测试数据格式13.Station Monitor显示测试结果的窗口14.Test computer测试机电脑15.Test function测试函数16.Test head测试头17.Test limit测试结果的上下限18.Test number测试号19.Test parameter测试参数20.Loop循环测试30.Universal Slots通用插槽31.Manipulator操纵架32.Cabinet机柜33.Electrostatic discharge(ESD)静电释放34.D/A(digital-to-analog)converter数字信号转换为模拟信号35.A/D(analog-to-digital)converter模拟信号转换为数字信号仪工位–BGA Testing(handler1)1.Handler---机械手2.Tray---(放产品的)盘子3.Bin---测试后产品的分类(一般Bin1表示好的,Bin6开短路,Bin7参数问题)4.O/S ---open/short,open开路,short短路)5.PARA---parameter 参数6.Cross unit---内部没有晶片的废品7.Unit—个体,单位,表示单个产品8.Device—产品19.Shuttle-in---进料运送装置20.Shuttle-out---出料运送装置21.Rotary Plunger---旋转测试头22.Hook—钩23.Contactor ---测试时压紧产品的装置24.Socket---测试座25.Pogo pin—测试针26.Allen Key--内六角扳手9.IC---集成电路(器件)10.DIB---Device Interface Board,产品接口板,用于连结产品和测试机11.Docking---用于连接机械手和测试机以确保产品能被良好接触加电的机械装置12.Manipulator--操纵器13.Terminal---控制终端14.DC—Device Carrier,传送产品的容器15.Screen---屏幕16.ATM-in—Automatic Tray Module-in 进料自动料盘传送装置17.ATM-out—Automatic Tray Module-out 出料自动料盘传送装置18.P&P(PNP)—Pick and Place,拿和放27.CUH---Contact Unit Holder28.Loader ---进料器29.Unloader---出料器30.Buffer—缓冲器31.Pre-centering—位置预修正装置32.Transfer—运送器33.Input---进料34.Output---出料35.Elevator---升降机36.Pre-heater---预热装置37.Ball Screw—传动螺杆38.Linear Guide---直线导轨工位–BGA Testing(handler2)1.Spring---弹簧2.Axis---轴线3.Plunger head---测试头4.DDD-Double Device Detection(重叠产品检测)5.Fibre---光纤维6.Encoder—编码器7.Binary—二进制8.Cable—电缆(线)21.Password—口令22.Menu---菜单23.Statistics—统计表24.Reset---复位25.Alarm ---报警26.Error---错误27.V-head—真空头28.Vacuum chuck (pad)—真空吸盘29.Regulator---调整器9.Tumble---翻转10.Rotate---旋转11.Twist---扭转12.Theta–角度13.Movement---运动14.Shifter---移动装置15.Vacuum---真空16.Brake—刹车17.EMO—Emergency Off,紧急停止18.Esc—Escape,退出19.Cover—盖子20.Amplifier—放大器30.Main power ---主电源31.Switch---开关,转换32.Enable—使能33.Disable—使失效34.Tray Stocker—料盘存放器35.Bush---衬套36.Magnetic---磁的37.Stroke—行(冲)程38.Jam---堵塞39.Drop—落下40.CDA–Compressed Dry Air,压缩空气工位–BGA Packing1.Packing--包装2.Tape--编带3.Leader--导带4.Trailer--尾带5.Pocket--格子6.Overlay--偏带bine--合并8.Split--分割9.Vacuum--真空21.Warpage--翘曲22.Scratch--划痕23.Crack--裂缝24.Chip--磞裂25.V oid--气孔26.Bubble--气泡27.Threshold--阈值bel--标签29.Contrast--对比度41.Transport--传送42.Damaged ball --坏球43.Protecting bar --防护带44.Ball bridging --球连体45.Tail end--尾数46.Peel force--拉力47.Ball height--球高48.Wrong orientation --错误方向49.Ball pitch--球间距10.Sealing--封合11.Tray--盘12.Vision--视觉13.Inspecting--检查14.Scanning--扫描15.Ball--球体16.Marking--打印标记17.Co-planarity--共面度18.Diameter--直径19.Reel--卷,卷盘20.Delamination--分层30.Humidity--湿度31.Indicator--指示卡32.Illumination--灯光33.Quality--质量34.Tolerance--工差35.Outline--外形/轮廓36.Dimension--尺寸37.Acceptance--接受38.Criteria--标准39.Parameter--参数40.Initialize--初始化50.Empty pocket --空格51.Short quantity --少数52.Over quantity --多数53.Carrier tape --载带54.Cover tape--盖带55.Sealing time --封合时间56.Double unit --重叠器件•Computers and Mathematics(计算机部分) •Manager of Network Administration 网络管理经理•MIS Manager 电脑部经理•Project Manager 项目经理•Technical Engineer 技术工程师•Developmental Engineer 开发工程师•Systems Programmer 系统程序员•Administrator 局域网管理员•Operations Analyst 操作分析•Computer Operator 电脑操作员•Product Support Manager 产品支持经理•Computer Operations Supervisor 电脑操作主管•Human Resources(人力资源部分)•Director of Human Resources 人力资源总监•Assistant Personnel Officer 人事助理•Compensation Manager 薪酬经理•Employment Consultant 招募顾问•Facility Manager 后勤经理•Job Placement Officer 人员配置专员•Labor Relations Specialist 劳动关系专员Recruiter 招聘人员•Training Specialist 培训专员•Vice-President of Human Resources 人力资源副总裁•Director of Information Services 信息服务主管•Systems Engineer 系统工程师•Hardware Engineer 硬件工程师•Applications Programmer 应用软件程序员•Information Analyst 信息分析•LAN Systems Analyst 系统分析•Statistician 统计员•Assistant Vice-President of Human Resources 人力资源副总裁助理•Personnel Manager 职员经理•Benefits Coordinator 员工福利协调员•Employer Relations Representative 员工关系代表•Personnel Consultant 员工顾问•Training Coordinator 培训协调员•职位名称中英文对照表•Marketing and Sales(市场与销售部分)•Vice-President of Sales 销售副总裁•Senior Customer Manager 高级客户经理•Sales Manager 销售经理•Regional Sales Manager 地区销售经理•Merchandising Manager 采购经理•Sales Assistant 销售助理•Wholesale Buyer 批发采购员•Tele-Interviewer 电话调查员房地产评估师•Assistant Customer Executive 客户管理助理•Marketing Intern 市场实习•Marketing Director 市场总监•Insurance Agent 保险代理人•Customer Manager 客户经理•Vice-President of Marketing 市场副总裁•Regional Customer Manager 地区客户经理•Sales Administrator 销售主管•Telemarketing Director 电话销售总监•Advertising Manager 广告经理•Travel Agent 旅行代办员•Real Estate Appraiser•Marketing Consultant 市场顾问•Marketing and Sales Director 市场与销售总监•Market Research Analyst 市场调查分析员•Manufacturer\'s Representative 厂家代表•Director of Subsidiary Rights 分公司权利总监•Sales Representative 销售代表•Retail Buyer 零售采购员•Real Estate Manager 房地产经理•Salesperson 销售员•Telemarketer 电话销售员•Sales Executive 销售执行者•Marketing Assistant 市场助理•Real Estate Broker 房地产经纪人•Purchasing Agent 采购代理•Product Developer 产品开发•Marketing Manager 市场经理•Advertising Coordinator 广告协调员•Advertising Assistant 广告助理•Ad Copywriter(Direct Mail) 广告文撰写人•Customer Representative 客户代表•Executive and Managerial(管理部分)•Chief Executive Officer(CEO) 首席执行官•Director of Operations 运营总监•Vice-President 副总裁•Branch Manager 部门经理•Retail Store Manager 零售店经理•HMO Product Manager 产品经理•Operations Manager 操作经理•Assistant Vice-President 副总裁助理•Field Assurance Coordinator 土地担保协调员•Management Consultant 管理顾问•District Manager 市区经理•Hospital Administrator 医院管理•Import/Export Manager 进出口经理•Insurance Claims Controller 保险认领管理员•Property Manager 房地产经理•Claims Examiner 主考官•Controller(General) 管理员•Service Manager 服务经理•Manufacturing Manager 制造业经理•Vending Manager 售买经理•Telecommunications Manager 电信业经理•Transportation Manager 运输经理•Warehouse Manager 仓库经理•Assistant Store Manager 商店经理助理•Manager(Non-Profit and Charities) 非盈利性慈善机构管理•Program Manager 程序管理经理•Insurance Coordinator 保险协调员•Project Manager 项目经理•Inventory Control Manager 库存管理经理•Regional Manager 区域经理•Chief Operations Officer(COO) 首席运营官•General Manager 总经理•Executive Marketing Director 市场行政总监•Controller(International) 国际监管•Food Service Manager 食品服务经理•Production Manager 生产经理•Administrator 医疗保险管理。
芯片的切割技术

芯片的切割技术
2020年3月
目录/Contents
01
芯片切割的概念
02
芯片切割的方式
03
激光切割技术
01 芯片切割的概念
芯片切割的概念
晶圆切割(Die saw),有时也叫“划 片”(Dicing)。一个晶圆上做出来的独立的 IC有几百个到几千个甚至上万个,切割的目 的是将整个晶圆上每一个独立的IC通过高速 旋转的金刚石刀片切割开来,为后面的工序 做准备。芯片的切割是指将晶圆上的多个芯 片分离开来,以便在后续的封装中对单个芯 片进行粘贴,键合等操作。
较小 极小 基本无厚度要求 可适应不同类型晶圆片 损耗很小
感谢聆听!
飞片是非常危险的,第一是会造成成品率的下降,第二是飞出来的硅片可能 会造成临近硅片的物理损伤。这就是为什么刀片需要这么高的转速的一个原因。
切割损伤02 芯片切割的方式来自芯片切割的方式8
刀片切割
用机械的方式对晶圆进行切割,通过空气静压主轴带动金刚石砂轮 划切刀具高速旋转,将晶圆或器件沿切割道方向进行切割或开槽。
方式
激光切割
激光划片是指把高峰值功率的激光束聚焦在硅片(或陶瓷基片、金 刚石薄膜等)表面,使硅材料表面产生高温汽化,从而打出连续的 盲孔,形成沟槽。 一般采用峰值功率高、模式好的1064nm或532nm波长激光光源。
刀片切割
9
刀片切割
刀片切割原理—撞击 当工作物是属于硬、脆的材质,钻石颗粒会以撞击(Fracturing)的方式,
切割示意图
激光切割机
技术比对
传统划片方式(砂轮)
切割速度
5-8mm/s
切割线宽 切割效果 热影响区 残留应力 对晶圆厚度要求 适应性 有无损耗
芯片切割机
芯片切割机芯片切割机是一种用于将圆形硅单晶片切割成晶圆的设备。
在集成电路生产过程中,硅单晶片是制作集成电路的基础材料,因此芯片切割机在半导体行业中具有重要的地位。
芯片切割机的主要功能是将硅单晶片切割成晶圆。
晶圆切割是制备集成电路的关键步骤之一,不仅要求切割精度高,还需要保证切割过程中不对晶圆造成损伤。
晶圆切割机采用的主要切割技术有划片切割和钻孔切割两种。
划片切割是通过一把切片刀具在硅单晶片上进行横向切割,以切割出晶圆。
钻孔切割则是通过在硅单晶片上钻孔,并将钻孔扩大,最终切割出晶圆。
划片切割和钻孔切割都需要保证切割的精度和速度,以提高芯片切割机的工作效率。
芯片切割机的工作原理主要是通过切割刀具的运动来切割硅单晶片。
切割刀具通常采用金刚石材料,具有较高的硬度和耐磨性。
硅单晶片放置在工作台上,通过控制切割刀具的运动轨迹和速度,实现对硅单晶片的切割。
同时,芯片切割机还配备有光学传感器和自动对焦系统,可以对硅单晶片进行实时监测和调整,保证切割的精度和质量。
芯片切割机具有许多优点。
首先,芯片切割机采用数字化控制技术,可以实现对切割参数的精确控制,提高切割的精度和稳定性。
其次,芯片切割机自动化程度高,可以实现连续、高效的切割生产,提高生产效率。
再次,芯片切割机具有较小的占地面积,可以适应狭小的生产环境。
此外,芯片切割机还具有可靠性好、使用寿命长等特点。
当然,芯片切割机也存在一些不足之处。
首先,芯片切割机的价格较高,投入成本较大。
其次,芯片切割机对操作人员的技术要求较高,需要具备一定的专业知识和操作经验。
再次,芯片切割机对工作环境的要求较高,需要配备洁净室和较为复杂的设备支持。
综上所述,芯片切割机在集成电路生产中扮演着重要的角色。
它通过切割刀具的运动切割硅单晶片,实现对晶圆的切割。
芯片切割机具有数字化控制技术、自动化程度高、占地面积小等优点,但价格较高,对操作人员和工作环境要求较高。
随着半导体技术的不断发展,芯片切割机将继续发挥着重要的作用,促进集成电路产业的发展。
芯片的切割技术

芯片的切割技术:芯片切割的概念,芯片切割的方式,激光切割芯片切割的概念:晶圆切割(Die saw),有时也叫“划片”(Dicing)。
一个晶圆上做出来的独立的IC有几百个到几千个甚至上万个,切割的目的是将整个晶圆上每一个独立的IC通过高速旋转的金刚石刀片切割开来,为后面的工序做准备。
芯片的切割是指将晶圆上的多个芯片分离开来,以便在后续的封装中对单个芯片进行粘贴,键合等操作。
左图为芯片切割前,有图为芯片切割后另一个重要的概念,绷片:绷片(Wafer Mounter)——是一道辅助工序,主要是给晶圆的背面贴上一层有弹性和一定粘性的蓝膜,并固定在一个直径稍大的金属框架上,以利于后面的加工。
为了避免粘贴不牢靠而造成切割过程中的飞片问题,在绷膜的过程中要加60~80度的温度。
这是绷片的示意图飞片:在切割的过程中,刀片的转速往往达到几万转/分钟,而切割道的宽度往往只有几十到一百微米,所以对于设备的要求也是很高的。
如果前面绷膜的时候晶圆粘贴不牢靠或者有气泡存在,切割开来的硅片(Die)就会从蓝膜上飞出来,称作飞片。
飞片是非常危险的,第一是会造成成品率的下降,第二是飞出来的硅片可能会造成临近硅片的物理损伤。
这就是为什么刀片需要这么高的转速的一个原因。
这是切割过程钟可能存在的切割损伤芯片的切割方式:一般分为两种:刀片切割/激光切割刀片切割:用机械的方式对晶圆进行切割,通过空气静压主轴带动金刚石砂轮划切刀具高速旋转,将晶圆或器件沿切割道方向进行切割或开槽。
激光切割:激光划片是指把高峰值功率的激光束聚焦在硅片(或陶瓷基片、金刚石薄膜等)表面,使硅材料表面产生高温汽化,从而打出连续的盲孔,形成沟槽。
一般采用峰值功率高、模式好的1064nm或532nm波长激光光源刀片切割:刀片切割原理是撞击当工作物是属于硬、脆的材质,钻石颗粒会以撞击(Fracturing)的方式,将工作物敲碎,再利用刀口将粉末移除。
(容易产生绷碎:chipping)左边是切割时钻石颗粒的撞击示意图,这是刀片切割的仿真示意。
多轴自动化芯片切割(Die Saw)机
多轴自动化芯片切割(Die Saw)机Date:2010.1.26项目简介:北京一家自动化芯片切割机制造商,因为新的原厂设计制造企划案时需要一部12 轴的芯片切割机,因而面临一项问题。
其所生产的芯片切割机只有四轴,而6 槽机壳不够安装移动控制卡与数字输出入卡以控制12轴。
当系统新增必要的PCI 卡时,因为需要执行机器视觉软件,因而拖垮效能。
解决方法就是利用我们的AMONet™ 产品,从集中式的移动控制系统转变为分布式的移动控制系统。
系统需求:‧ 顾客主要需要一套解决方案,而能够控制12 轴、许多数字输出入点、并可安装在机器的标准式6 槽机壳上。
‧系统不可能减少机器视觉软件所需要的处理能力,但也不得因轴数增加而牺牲效能。
‧芯片切割机是需要高精确性的机器,因此移动控制系统必须非常精确。
‧系统必须能够轻易连接Mitsubishi® MR-J2S 马达驱动卡,以及其它厂商的马达驱动卡。
系统图:系统描述:芯片切割机乃用来将圆形的晶圆切割成小正方形以适合置入微芯片。
这需要高度的准确性与高效率的清洁才能增加产能。
机器切割后送出的晶圆有一层蓝色的晶圆切割保护胶带(dicing tape),其可拉长而分离每个芯片,使下一部机器的取放工具更容易将芯片置入包装内。
在开始制造之前,作业员需使用手轮(hand wheel)准确地将晶圆置于切割机下,再校准机器视觉软件,以检视晶圆在切割前应有的位置。
晶圆切割后会再进行一次机器视觉校准作业,以检查晶圆是否受损。
曾使用机器视觉软件者,都知道良好的照明相当重要。
PCI-1720 在这方面就相当符合需求,因为其有两个模拟通路能控制两盏照明,还有一个模拟通路控制调整照明角度的调整轴。
能够精确控制两个方向的照明,系统就能确保影像质量不受阴影的影响。
当晶圆进入切割机后即开始切割过程。
系统先使用AMONet 数字输出入扩充模块(DI/O slave modules) 的数字输出通路,来开启真空吸盘(vacuum chuck) 的氮气与真空帮浦。
芯片划片道 -回复
芯片划片道-回复我们先来了解一下什么是芯片划片道。
芯片划片道(Die Cutting)是一种常见的加工工艺,用于将大片芯片连成小片,以便于后续的封装和组装。
接下来,我们将一步一步回答关于芯片划片道的问题。
首先,我们需要了解为什么需要芯片划片道。
在芯片的制造过程中,通常会通过制造一整片芯片来提高产能和降低成本。
然而,对于某些应用而言,需要将整片芯片分割成多个小片,以便于在不同的产品中使用。
例如,智能手机中的处理器芯片就是由划片道技术制作而成的。
接下来,我们来了解芯片划片道的具体步骤。
首先,需要准备一整片的芯片,并在其表面进行特定的加工,如光刻、蚀刻等,以便于后续的划片道操作。
然后,我们需要使用划片道设备来进行芯片的划片操作。
划片道设备通常由切割刀、定位系统和控制系统组成。
切割刀通常采用钢刀或钻石刀,通过高速旋转切割芯片。
定位系统用于精确定位芯片的划片位置,以确保划片的准确性。
控制系统则用于控制切割刀的运动和切割速度,以避免损坏芯片。
在划片道的过程中,切割刀会按照预先设定的规则在芯片表面进行切割,将整片芯片划分成多个小片。
划片道的规则可以根据具体的需求来确定,如划片的尺寸、形状和划片的排列方式等。
划片道完成后,需要对划片后的芯片进行清洁和质检。
清洁可以去除划片过程中产生的切割屑和污染物,以确保芯片的可靠性和稳定性。
质检则用于检测划片后芯片的品质,如检查芯片的尺寸、外观和结构等是否符合要求。
最后,将划片后的芯片进行封装和组装。
封装是将芯片封装在塑料胶体中,以提供保护和连接芯片的引脚。
组装是将封装后的芯片安装在具体的产品中,以完成整个电子产品的制造。
这些步骤通常需要在无尘室和专用设备下进行,以确保产品的质量和可靠性。
芯片划片道作为芯片制造过程中的重要环节,对于提高产品的产能和降低成本具有重要作用。
它不仅可以满足不同应用对于芯片尺寸和形状的要求,还可以提高整体的生产效率和成本效益。
总结起来,芯片划片道是一种常见的芯片加工工艺,用于将整片芯片划分成多个小片,以便于后续的封装和组装。
IC后工序(切划封装)

IC后⼯序(切划封装)wafer在CP后进⼊后⼯序,包括减薄、切割、封装等。
减薄原因:由于制造⼯艺的要求,对晶⽚的尺⼨精度、⼏何精度、表⾯洁净度以及表⾯微晶格结构提出很⾼要求。
因此在⼏百道⼯艺流程中,不可采⽤较薄的晶⽚,只能采⽤⼀定厚度的晶⽚在⼯艺过程中传递、流⽚。
⽬的:1. 对IC衬底减薄,加强IC散热性能;2. 封装对IC厚度有要求,特别是thin型的封装⼀般要求厚度在200um左右。
⼯艺:1. 在wafer正⾯(图形⾯)贴blue tape,保护wafer图形;2. 送⼊减薄机,wafer固定在真空吸盘⼯作台上,背⾯朝上。
⾦钢砂轮和⼯作台同轴旋转,从背⾯将wafer减薄到⼀定的厚度;3. 粗磨,⼀般⽤46#~500#⾦刚⽯砂轮,轴向进给速度100~500mm/min,磨削深度较⼤,迅速去除硅⽚背⾯绝⼤部分的多于材料;[1]4. 精磨,⽤2000#~4000#⾦刚⽯砂轮,轴向给进速度0.5~10mm/min,消除粗磨时形成的损伤层,达到要求的厚度。
[1]原理:硅⽚⾃旋转磨削法,硅⽚通过真空吸盘夹持在⼯件转台中⼼,杯形⾦刚⽯砂轮⼯作⾯的内外圆周中线调整到硅⽚的中⼼位置,硅⽚和砂轮绕各⾃的轴线同转,进⾏切⼊磨削。
[1][1]摘⾃《晶圆减薄机的研发及应⽤现状》张⽂斌,北京中电科电⼦装备有限公司(die saw)切割(切割⽬的:将前制程加⼯完成的wafer上单颗的die切割分离。
⼯艺: 1. 贴⽚(wafer mount),将wafer正⾯朝下固定在⼯作台的真空吸盘上,然后放上钢制wafer固定框架(wafer ring),再在wafer ring和wafer上贴上blue tape,最后⽤滚轮施压,挤掉空⽓,将wafer和wafer ring粘在⼀起;2. 划⽚(die sawing),⽤⾼速旋转的⾦刚⽯⼑⽚在切割道上来回移动,将die分离。
现在激光切割正逐渐普及,对薄的wafer激光切割能减少损伤;3. 切割完成后,die整齐地排列在blue tape上,同时由于wafer ring将blue tape绷紧了,使blue tape不会皱褶令die相互碰撞,便于运输;4. 另外⼀种包装存放⽅式是放tray盘(Waffle Pack)中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
多轴自动化芯片切割(Die Saw)机
Date:2010.1.26
项目简介:
北京一家自动化芯片切割机制造商,因为新的原厂设计制造企划案时需要一部12 轴的芯片切割机,因而面临一项问题。
其所生产的芯片切割机只有四轴,而6 槽机壳不够安装移动控制卡与数字输出入卡以控制12轴。
当系统新增必要的PCI 卡时,因为需要执行机器视觉软件,因而拖垮效能。
解决方法就是利用我们的AMONet™产品,从集中式的移动控制系统转变为分布式的移动控制系统。
系统需求:
‧顾客主要需要一套解决方案,而能够控制12 轴、许多数字输出入点、并可安装在机器的标准式6 槽机壳上。
‧系统不可能减少机器视觉软件所需要的处理能力,但也不得因轴数增加而牺牲效能。
‧芯片切割机是需要高精确性的机器,因此移动控制系统必须非常精确。
‧系统必须能够轻易连接Mitsubishi® MR-J2S 马达驱动卡,以及其它厂商的马达驱动卡。
系统图:
系统描述:
芯片切割机乃用来将圆形的晶圆切割成小正方形以适合置入微芯片。
这需要高度的准确性与高效率的清洁才能增加产能。
机器切割后送出的晶圆有一层蓝色的晶圆切割保护胶带(dicing tape),其可拉长而分离每个芯片,使下一部机器的取放工具更容易将芯片置入包装内。
在开始制造之前,作业员需使用手轮(hand wheel)准确地将晶圆置于切割机下,再校准机器视觉软件,以检视晶圆在切割前应有的位置。
晶圆切割后会再进行一次机器视觉校准作业,以检查晶圆是否受损。
曾使用机器视觉软件者,都知道良好的照明相当重要。
PCI-1720 在这方面就相当符合需求,
因为其有两个模拟通路能控制两盏照明,还有一个模拟通路控制调整照明角度的调整轴。
能够精确控制两个方向的照明,系统就能确保影像质量不受阴影的影响。
当晶圆进入切割机后即开始切割过程。
系统先使用AMONet 数字输出入扩充模块(DI/O slave modules) 的数字输出通路,来开启真空吸盘(vacuum chuck) 的氮气与真空帮浦。
之后使用移动控制功能与校准过的机器视觉软件将晶圆置于正确位置。
晶圆就定位时,系统会在开始切割前,使用一个数字输入与输出讯号,来检查净水是否开启。
真空吸盘从下方吸住晶圆,同时晶圆上方会降下一个附切割刀的固定装置。
圆形切割刀切穿薄薄的晶圆,但晶圆仍固定在蓝色的保护胶带上。
切割完毕后,需要再度执行机器视觉软件。
影像撷取卡会撷取切割后的晶圆影像并储存于数据库。
每个芯片都有机器视觉软件给予的参考编号以方便辨识,并透过SEMI 设备通讯标准(SECS) 网络连接黏晶机(die bonding machine),而传送参考编号。
瑕疵芯片的数据也会传送至黏晶机,再由黏晶机的取放工具将之移除。
结论:
‧使用AMONet 产品,切割机就只需用到三个PCI 插槽。
AMONet 扩充模块散布于整部机器,以负责处理附加轴与数字输出入的需求。
‧ AMONet 比标准系统需要更少的处理能力,因此能在同一部系统上执行移动控制与机器视觉软件,因而降低成本并简化整合作业。
‧专为普遍常用的马达(如Mitsubishi® MR-J2S)所设计的扩充模块,让系统整合人员只要插上连接器就可执行整合,而不再需要设定每一条接线。
如此可加快机器生产速度并简化维护作业。
‧PCI-1247 能为高精确机器(如芯片切割机)提供精确且快速的移动控制功能。