LADDER标准面板示例
GD-X II使用手册说明书
9
PC 设置
(2) 待程序确认安装状态后,Next >( 下一步 ) 变为可点击状态,点击进 入下一步。如果有红色文字提示 Setup requires that the device is..., 请重开关 Sapphire III 或者重新拔插 USB 线。
连接设备 .................................................. 3 环境要求 ............................................... 4 连接数字音源 ........................................... 4 连接其他音频设备(充当前级放大器)...................... 4 连接电源 ............................................... 6 连接耳机 ............................................... 7
(3) 按提示点击 Next >( 下一步 ) 或者 Install( 安装 ) 即可。
10
PC 设置
(4) 安装过程大概需要 3 到 5 分钟。
(5) 若出现安装警告,点击“始终安装此驱动程序软件”。
11
PC 设置
(5) 安装成功时,界面会提示“Preinstallation was successful”, 即安装成功,再点击 Next>( 下一步 ) 退出即可。
附送的 USB 线缆
OTG 线缆
* 功能等同于 OTG 线缆,可在各大电商网站搜索“Lightning 至 USB 转换器”或者“iPhone OTG”等关键字购得
阶梯逻辑图
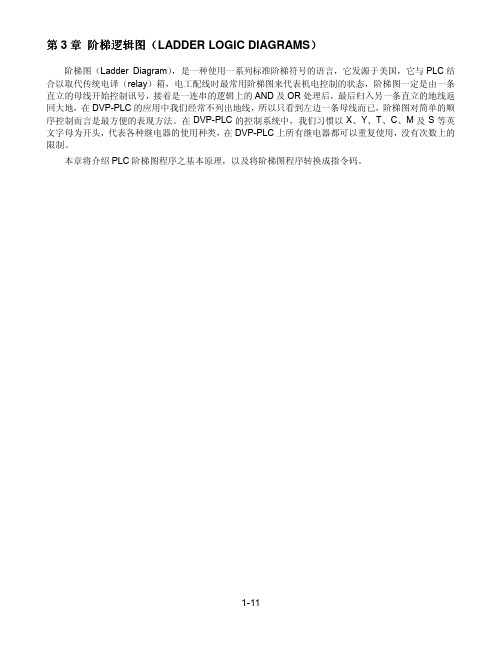
阶梯图(Ladder Diagram),是一种使用一系列标准阶梯符号的语言,它发源于美国,它与 PLC 结 合以取代传统电译(relay)箱,电工配线时最常用阶梯图来代表机电控制的状态,阶梯图一定是由一条 直立的母线开始控制讯号,接着是一连串的逻辑上的 AND 及 OR 处理后,最后归入另一条直立的地线返 回大地,在 DVP-PLC 的应用中我们经常不列出地线,所以只看到左边一条母线而已,阶梯图对简单的顺 序控制而言是最方便的表现方法。在 DVP-PLC 的控制系统中,我们习惯以 X、Y、T、C、M 及 S 等英 文字母为开头,代表各种继电器的使用种类,在 DVP-PLC 上所有继电器都可以重复使用,没有次数上的 限制。
自外界讀取輸入點狀態
程式 開頭
依階梯圖 組態演算 出輸出結 果(尚未 送至外界 輸出點)
X0 Y0
X1 Y1
X2 X3 Y2
X4 X5 Y3
X6
END
程式最後
自外界讀取輸入點狀態
1-13
3-3 阶梯图组成及其术语定义
在 DVP-PLC 指令中,其中有些指令一定要从母线开始,有些则是条件式输出,有些只能加在其它指 令之间,使用时请特别留意。下图标为阶梯图的架构说明:
● 组合逻辑
组合逻辑之阶梯图系单纯地将单一或一个以上的组件组合(串、并联等)后再将结果送到输出组件 (线圈、定时器/计数器或应用命令等)之回路结构。
下图例为组合逻辑分别以传统阶梯图及 PLC 阶梯图表示之范例,其中回路 1 使用一常开开关(NO: Normally Open)亦即一般所谓的 “a” 开关或接点,其特性是在平常(未压下)时其接点为开路(OFF) 状态,故输出点 Y0 不动作,而在开关动作(压下按钮)时其接点变为导通(ON),此时输出点 Y0 便动 作。同样地,回路 2 使用一般常闭开关(NC:Normally Close)亦即一般所称之 “b” 开关或接点,其特 性是在平常时其接点为导通(ON)状态,故输出点 Y0 动作,而在开关动作时其接点变为开路(OFF), 此时输出点 Y0 不动作。
13FANUC PMC应用实例—主轴正反转控制
《数控机床电气控制技术》课程单元教学设计——《FANUC PMC应用实例—主轴正反转控制》
机械工程系教师:卓自明
(2)由CNC向PMC发送F选通信号,主要涉及到加工程序中的M、S、T指令。
例如:M03 S500
T0101
M08
注意:主轴停止按扭本身是常闭的,所以我们在编制梯形图时应注意什么呢?
)编制完梯形图后,运行调试
点后退键2次→找到RUN,点RUN运行梯形图→按
运行状态。
PMCLAD理解和调试梯形图。
注意:“机床\面板”钮子开关应该拨到机床侧,这样机床操作面板上的按扭才能起作用。
、教师检查并点评各组完成情况
每组随机抽取一名学生,检查程序编辑与调试运行情况,依此作为该组的整体成
当执行M03时,F7.0为高电平,
(4)编制完梯形图后,进行运行调试
在MDI方式下→输入EOB分号→INSERT→输入
我们以标准机床操作面板为例,信号地址如下:
附:学生任务单姓名:序号:。
西门子plc-300、400教程(不会用西门子step7的最好看看,可定有用)

③在STEP 7的安装过程中,有三种安装方式可选(如图2-3): ●典型安装【Typical】:安装所有语言、所有应用程序、项目示例和文档。 ●最小安装【Minimal】:只安装一种语言和STEP 7程序,不安装项目示例和文档。 ●自定义安装【Custom】:用户可选择希望安装的程序、语言、项目示例和文档
⑥ 安装过程中,会提示用户设置【PG/PC接口】(Set PG/PC Interface)(如 图2-6)。PG/PC接口是PG/PC和PLC之间进行通讯连接的接口。安装完成后, 通过SIMATIC程序组或控制面板中的【Set PG/PC Interface】(设置PG/PC接口) 随时可以更改PG/PC接口的设置。在安装过程中可以单击Cancel忽略这一步骤。
提供了STEP 7软件包的集成统一的界面。在SIMATIC管理器中 进行项目的编程和组态,每一个操作所需的工具均由SIMATIC Manager自动运行,用户不需要分别启动各个不同的工具。 STEP 7安装完成后,通过Windows的【开始】→【SIMATIC】 →【IDS_SN_S7TGTO PX.EXE】,或者在桌面上双击图标 启动SIMATIC Manager。 运行界面如图2-12所示
局部符号
只在定义的块中有效 相同的符号可在不同的块中 用于不同的目的 字母 数字 下划线 可以为下列对象定义局部符 号: ●块参数(输入,输出及输 入/输出参数) ●块的静态数据 ●块的临时数据
2.1.2安装步骤
在Windows 2000/XP操作系统中必须具有管理员 (Administrator)权限才能进行STEP 7的安装。 运行STEP 7安装光盘上的Setup.exe开始安装。 STEP 7 V5.2的安装界面同大多数Windows应用程序相似。 在整个安装过程中,安装程序一步一步地指导用户如何进行。 在安装的任何阶段,用户都可以切换到下一步或上一步。 安装过程中,有一些选项需要用户选择。下面是对部 分选项的解释。
ladder中文

前言第1章 PLC简介1.1.概述自动控制功能 1-1 1-3 1-6第2章 应用程序结构2.1概述2.2应用程序结构2.3梯形图模块结构一基本指令2.4All型指令的公共元素2.5常数指令表2.6字符指令表2.7梯形图指令 2-1 2-3 2-13 2-15 2-15 2-15 2-16 2-16第3章 变量 3.1交换规则3.1变量%一助记符3.2变量%3.3助记符3.4存储型公共内部变量3.5非存储型 公共内部变量3.6输入\输出卡接口变量%I和%Q3.7输入\输出族变量%R和%W3.8公共字变量3.9%Y局部变量指针交换区第4章梯形图语言的文字元素4.1 使用的符号4.2 标号一注解4.3 步4.4 梯形图顺序指令的文字元素4.5 文字元素的附加信息第5章:梯形图语言编程5.1所有类型的顺序指令的公共元素5.2网络顺序指令5.3功能调用5.4参数检查第6章通用功能6.1 AXCII数码串转换为32位带符号整数6.2 AXCII数码串转换为32位带符号整数6.3 BCD(二\十进制)数转换为二进制数6.4 二进制数转换为BCD(二/十进制)数6.5 将字节分隔为位进入目标字节6.6 读存储在堆栈中的参数6.7 拷贝一个或多个字节6.8 拷贝一个或多个字6.9拷贝一个或多个长字6.10设定自诊断周期6.11带符号整数转换为ASCII数码串6.12无符号整数转换为ASCII数码串6.13把字节变为位连接起来6.14摸拟操作面板键盘6.15最短路径计算6.16检索一个字节的值6.17检索一个字的值6.18检索一个长字的值6.19返回到调用模块或网络6.20转移到一个模块标号(不返回)6.21转移到一个模块标号(返回)6.22标记6.23设定一个或多个字节6.24设定一个或多个字6.25设定一个或多个长字6.26调用一介%SP模块6.27字符串的格式化6.28整数的平方根6.29ASCII串的比较6.30二个字符串的比较6.31字符串的拷贝6.32串长度的计算6.33字的偶数字节和奇数字节的交换6.34长字的四个字节的交换6.35刀具磨损偏移值的修改6.36读几个变量E420006.37写几个变量E420006.38初始化与变量%Y连接的基值第7章 任务管理7.1说明7.2关键节的开始7.3关键节的结束7.4暂停一个%TF任务7.5起动一个%TF任务7.6停止一个%TF任务第8章 透明方式8.1说明8.2分配到透明方式的功能8.3面板透明方式第9章 模拟量输入端\输出端9.1概述9.2模拟量输入\输出(I/O)9.3写模拟量输出9.4读模拟量输入9.5重新分配模拟量卡第10章 直接读输入卡和直接写输出卡10.1概述10.2直接读输入卡10.3直接写输入卡第11章 中断输入11.1概述11.2中断的分配原则11.3中断输入与轴组的联系11.4配置一个中断输入11.5读一个中断输入11.6中断输入与%TF任务的联系第12章 串行线12.1概述12.2选择数据传送的速率和格式12.3发送一个缓冲区12.4接收一个缓冲区12.5读一个串行线的状容12.6控制串行线驱动器12.7传送标准第13章 定时器功能13.1定时器功能的一般说明13.2定时器A的使用13.3定时 器与%TF任务的联系第14章 日期-时间标记功能14.114.214.3第15章 通过协议的交换15.1交换的一般说明15.2通过UNITE请求可存取的目标15.3由CNC功能处理的UNITE请求15.4一般请求功能的编程15.5与遥控站的交换第16章 用C语言编程16.1概述16.2调用可执行的模块16.3识别一个可执行的模块16.4用C语言编程第17章 PLC轴17.1概述17.2编程规则第18章 程序调试18.1用PLCTOOL现场软件进行程序调试18.2第19章 故障和诊断19.1硬件故障表19.2配置故障表19.3编程故障表附录 功能表附录1按功能性能列出的功能表附灵2扫字母数字为序列出的功能前言NUM 1020/1040/1060/产品文件的结构用户文件这些文件是为CNC 的使用而设计的。
欧姆龙cx-one 乘法指令
欧姆龙cx-one 乘法指令英文回答:The Omron CX-One software is a powerful tool for programming and configuring Omron automation devices. One of the key features of the CX-One software is its support for ladder logic programming, which allows users to create complex control sequences using ladder diagrams.In ladder logic programming, the multiplication instruction is used to perform mathematical calculations involving two or more variables. The result of the multiplication operation is stored in a specified memory location, which can then be used in other parts of the ladder program.To use the multiplication instruction in CX-One, you first need to open the ladder program in the CX-Programmer software. Then, you can add the multiplication instruction by selecting it from the instruction palette and draggingit onto the ladder diagram.Once the multiplication instruction is added, you need to specify the input variables and the output variable. The input variables represent the values that you want to multiply together, while the output variable represents the location where the result of the multiplication will be stored.Here's an example to illustrate how the multiplication instruction can be used in CX-One:Let's say we have two variables, A and B, and we want to multiply them together and store the result in variable C. We can use the multiplication instruction to achieve this.In the ladder diagram, we would add the multiplication instruction and connect the input variables A and B to the appropriate input terminals. We would also specify variable C as the output variable.When the ladder program is executed, the multiplication instruction will perform the multiplication operation and store the result in variable C. We can then use the value of variable C in other parts of the ladder program.中文回答:Omron CX-One软件是一个用于编程和配置Omron自动化设备的强大工具。
iD转 iF简明调试说明v 修改

0i-D转0i-F系统简明调试说明第一章 硬件连接使用说明1. 0i -F 常见机型整体硬件连接1.1 FS 0i-F αi -B 放大器+串行主轴0i MF/TF 综合接线图(αi -B 放大器+串行主轴)CP1 (K1 ) CP2AIR DC24VFLOWFANUCiFANUC标准机床操作面板MDICB10ACP1(K1) DC24V(K21) 手轮 (K3)(K5) 如不使用FANUC 标准面 板,请直接连接I/O 单元 (K2)RS232(K3)(K23 )I/O 通讯I/O 通讯主轴位置编码器带轴选、倍率的 手持式手轮IO 单元电源模块主轴模块伺服模块伺服模块DC300V DC300V DC300VDC300V DC300VFSSB 伺服光缆通讯POWER CP CP DC300V2 1电 池 盒电 池 盒(K1)JA7BCX4 ESP (3) (2)急停JA7A CX5 CX5 X X SW1SW1(K10)CXA2A CXA2B内置 断电 检测 接口CXA2A CXA2BCXA2A (K22)(K21) CXA2A (K12)CXA2BJX9COP10BCOP10ACXA2 D CX37DC24 V(K29) (K26) COP10B COP10ACOP10BJA3 如不使用 FANUC 标准操作 面板,将 手轮接至 此端口JD1A JD1B(K8)(3) COP10A(K3)CX3 MCCJX4 JY1(1)JX8JYA2JYA3JYA4(K15)(K17) JX8 JF1(L) (K28)CX48 (K22)JF1(L) JF2(M)CZ 1L2 A CZ (K16) 2 V A U B CZ2(L) V ACZ2(M) V A CZ2 V A MCCL3 L1 B W 2 W 2 U B 1 W U B W 2 U B 12 1 1 2 1主轴电机交流200V 输入(K16)主轴模块 CZ2主轴外围IO 设备第二轴第三轴SP(K15)(K27)第一轴(K17)MCC制动器控制(Z 轴有抱闸的情况下需连接)24V 模块DC 24V交流三相220V 断路器断路器电 网交流三相380V 断路器 变压器交流三相220V 接触器 电抗器 交流220V 输出1 2 3 浪涌吸收器说明:注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置), 如使用增量式编码器时可不接电池 代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆 代表需由MTB 自己制作的线缆3.电机与放大器的最大电流必须匹配1.2 FS 0i-F βi SVSP-B 一体型放大器+串行主轴0i MF/TF 综合接线图(βi -B 一体型放大器+串行主轴)CP1 (K1) CP2AIR DC24VFAN 0FLOWFANUC FAN 1FANUC Series 0i -MF/TF TYPE ****-****-**** DATE ****-**FANUC标准机床操作面板MDINO. *********CB10ACP1(K1)DC24V(K21(K23) (K3)(K2)(K5) 如不使用 FANUC 标准面 板,请直接连接 I/O 单元 RS232(K3)) 手轮I/O 通讯I/O 通讯FSSB 伺服光缆通讯主轴位置编码器带轴选、倍率的 手持式手轮FANUCIO 单元TB3 (DC LINK)L+ L-ΒiSVSP 80/80/80-18-BCX3 CX4POWER CP2CP1(K8)(K8)(3)3 2 3 2 3 2 (3) (2)停急 3 2 (K10)(K1)1 111 ALM ERR(1)内置断电 检测接口 CX36 (K25)STATUS STATUS2 1CX61CX62 COP10B(K22)(K21)0V(A2)CXA2CCOP10ASW(K7)24V(A1)CXA2A CX5X电 池 盒JA3如不使用 FANUC 标准操作 面板,将 手轮接至 此端口JF1(L)JD1A JD1B第一轴电机编码器 第二轴电机编码器 第三轴电机编码器 CX63(K3)JF2(M) JF3(N) (K17) (K30) (K31)主轴电机励磁状监控JX15 JX16 JY1 (K22)主轴电机状态监控 主轴电机编码器 主轴位置编码器主轴位置编码器JYA2JYA3 JYA4(K15 () K32(K )33) 1 2 V A U W BMCCTB2 U V WTB1CX4 8 L1 L3L2CZ2 (L) CZ2 CZ2 (M) (N)(K28)JYA3/JYA4三相220V外围IO 设备编第三轴码 器MCC (K32)/(K33)JF3(N) (K17)位置编码器第二轴码编器 主轴JYA2(K17)JF2(M) JF1(L)(K27)编第一轴码器(K17)制动器控制SP编 (Z 轴有抱闸的情况下需连接)码 器(K15)交流220V交流220V24V 模块DC 24V交流三相220V 断路器断路器电 网交流三相380V断路器变压器控 制 控 制交流220V交流220V 交流220V交流220V 交流220V 交流220V交流三相220V接触器 电抗器交流220V 输出1 2 3 浪涌吸收器说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置), 如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配代表必须由FANUC 提供完整线缆 代表需由MTB 自己制作的线缆未接CX48会发生SV0442等报警2. 0i-F硬件连接需要注意点(1)原主轴通信JA41接口在0iF中已经改为主轴位置编码器接口,主轴现已经使用FSSB光纤进行通信;使用模拟主轴时,主轴位置编码器可以接在CNC侧JA41接口,使用串行主轴时,连接在放大器JYA2~JYA4接口。
亿图PLC V1.1编辑软件说明-CN

HUST PLC-EditorV1.10使用说明2008-02-02第一章HUST PLC-Editor简介1.1 HUST PLC-Editor简介可程序逻辑控制系统,英文称为Programmable Logic Controller System,简称为PLC,亦称MLC (Machine Logic Controller)。
其作用是用来控制机械接口和CNC 接口讯号的逻辑程序,也就是控制加载/输出信号(I/O Signal) 的流程顺序,借以控制工具机的动作。
HUST 数控器是利用梯形图(Ladder Diagram) 来编辑PLC,梯形图也称梯形程序(Ladder program),在本手册这两个名词通用。
PLC 系统以软件方式取代硬件配线,其优点除了可简化硬件逻辑线路外,并提供可变更的接口讯号地址(Address),依不同逻辑线路需求,以软件来规划不同的梯形图线路,借以作为使用者控制CNC 及机械接口讯号之用。
PLC 是HUST 数控器系统程序的一部份,虽然HUST 提供有标准梯形图,但因各种不同工具机的动作千变万化,因此这些梯形图往往必须加以修正,或建立新的梯形图来满足工具机的特殊动作。
HUST 数控器提供一个梯形图编辑软件(称为PLC Editor),用来修正或建立梯形图。
本软件系提供以图形输入方式,来建立梯形图程序,借以避免使用者为了编写梯形图而必须学习和记忆梯形图指令的困扰。
在此PLC 系统下,除了可作I/O 讯号的AND、OR 等逻辑控制外,并提供了计时、计数、逻辑、算数和比较等运算能力,可用于如车床的换刀机构设计及控制等。
本手册就是介绍如何使用HUST PLC Editor(Windows version)。
HUST PLC Editor 提供下面5种功能:编辑(EDIT)功能-- 用来编辑梯形图。
编译(COMPILE)功能-- 把梯形图编译为68000 机械码档案,该档案可以烧录到EPROM/FLASH-ROM 中。
中控DCS基础知识(1)

精品课件
36
DCS基础知识—ECS-700流程图画面
• 报警确认: 点击后确认当前报警(当前显示的报警中 被选中的那一个报警),当前用户有确认权限的才能进行 确认。
• 取消报警选中: 点击后释放选中状态(即当前显示的 报警中被选中的那一个报警取消选中)。
• 过程报警: 弹出过程报警表,显示当前操作小组下的 所有过程报警信息。
DCS基础知识—仪表功能标志
• 仪表功能标志组成
例3 HIC------功能标志 H-------首位字母(表示手动操作) IC--------后继字母(表示指示功能+控制功能)
例4 FFICA-----功能标志 FF--------首位字母(表示被测变量类型为流
量+修饰字母功能为比值) ICA-------后继字母(表示指示功能+控制功能
4
DCS系统概述及特点
• 开放性 DCS采用开放式、标准化、模块化和系列化
设计,系统中各台计算机采用局域网方式通 信,实现信息传输,当需要改变或扩充系统 功能时,可将新增计算机方便地连入系统通 信网络或从网络中卸下,几乎不影响系统其 他计算机的工作。
精品课件
5
DCS系统概述及特点
• 灵活性 通过组态软件根据不同的流程应用对象进
12
IN
13
L
14
LL
15
MAX
16
MIN
17
NOT
18
OR
19
OUT
20
PID
说明
仪表空气 输入 低 低低 最大 最小
“非”门 “或”门
输出 比例积分微分调节
精品课件
27
DCS基础知识—仪表常用图形符号
CommScope 单 多频带353mm(13.9英寸)面板抗干扰天线安装说明书
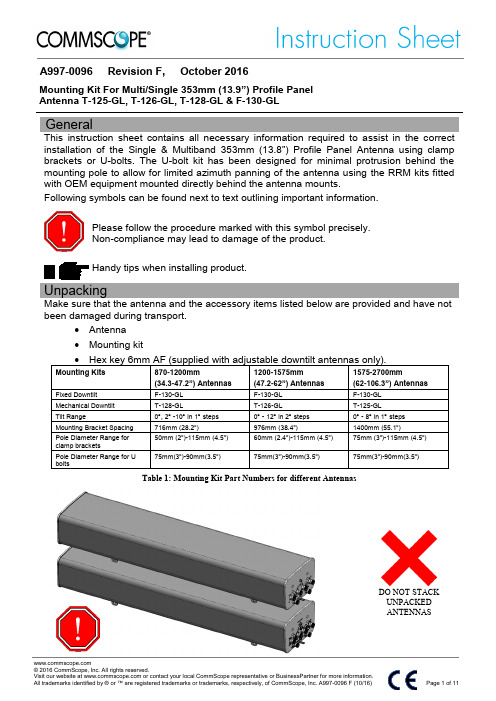
A997-0096 Revision F, October 2016Mounting Kit For Multi/Single 353mm (13.9”) Profile PanelAntenna T-125-GL, T-126-GL, T-128-GL & F-130-GLGeneralThis instruction sheet contains all necessary information required to assist in the correct installation of the Single & Multiband 353mm (13.8”) Profile Panel Antenna using clamp brackets or U-bolts. The U-bolt kit has beendesigned for minimal protrusion behind the mounting pole to allow for limited azimuth panning of the antenna using the RRM kits fitted with OEM equipment mounted directly behind the antenna mounts.Following symbols can be found next to text outlining important information.Please follow the procedure marked with this symbol precisely.Non-compliance may lead to damage of the product.Handy tips when installing product.UnpackingMake sure that the antenna and the accessory items listed below are provided and have not been damaged during transport.∙Antenna∙Mounting kitTable 1: Mounting Kit Part Numbers for different AntennasDO NOT STACKUNPACKEDANTENNASDO NOT PLACE POINT LOADS ON ANTENNARADOMEDO NOT USE ROPE OR CHAIN OR SLING ATTACHMENT AROUND ANTENNAFOR LIFTINGUSE MOUNTING BRACKETS FORInstallation InstructionsEnsure a torque spanner is used when tightening fasteners, see the mounting kit diagrams on the following pages for the correct torque recommendations.Ensure antenna is installed with the connectors at the bottom.Installation Instructions – Fixed Downtilt Mounting Kit for up to 2700mm,(106.3”) Antennas – F-130-GLAssemble mounting kit as per Figure 2 & Figure 3 of this document.1. Attach the mounting kit assembly to the antenna, before trying to clampbrackets to the pole.The clamp brackets with u-bolts can clamp pipe diameters between 75(3”)-90mm(3.5”).Figure 1: Correctly Assembled Mounting Kit Using U-bolt for Fixed Downtilt Antenna(Note: Antenna shown is for representation only. Actual antenna may vary) Upper & Lower Mounting Bracket Assembly(To Suit Pipes OD 75-90 mm (80 NB)Do not install near power lines. Power lines,telephone lines, and guy wires look the same.Assume any wire or line can electrocute you.Do not install on a wet or windy day orwhen lightning or thunder is in the area.Do not use metal ladder.Wear shoes with rubber soles and heels.Wear protective clothing including along-sleeved shirt and rubber gloves.Figure 2: Exploded Assembly of Mounting Bracket with U-BoltsFigure 3: Exploded Assembly of Mounting Bracket using Clamp BracketInstallation Instructions – Adjustable Downtilt Mounting Kit T-128-GL, Bracket Spacing 716mm(28.2”)Assemble mounting kit as per Figure 2, Figure 3, Figure 6 & Figure 7 of this document.1. Attach the mounting kit assembly to the antenna, before trying to clamp the brackets to the pole.2. Downtilt angles of 0︒ & 2︒ through to 10︒ in 1︒ increments can be obtained with the correct adjustment of the tilt arm bracket.∙ 2︒- 10︒ downtilt can be achieved by aligning the corresponding hole in the tilt arm to the pivot bracket which mates against the mounting pole, as shown in Figure 8. The first vacant hole is for 2︒ downtilt, with each consecutive hole resulting in an increased inclination of 1︒.∙ For finer downtilt angle adjustments the distance in between the top and bottom mounting bracket on the pole can be adjusted. ∙ For 0︒ downtilt the tilt arm may be stowed as show in Figure 8. ∙ Inclinometer or other angular measuring devices may be used to verify downtilt angle as required.The clamp brackets in Figure 4 can clamp pipe diameters between 50mm (2") & 115mm (4.5"). For typical installations the minimum recommended pipe diameter is 60mm (2.4").Upper Mounting Bracket Assembly To Suit Pipes OD 50mm(2”)-115mm(4.5”)Lower Mounting Bracket Assembly To Suit Pipes OD 50mm(2”)-115mm(4.5”)Figure 4: Correctly Assembled Mounting Kit Using Clamp Bracket for Mechanically Adjustable DowntiltAntenna (Note: Antenna shown is for representation only. Actual antenna may vary)Upper Mounting Bracket AssemblyTo Suit Pipes OD 75(3”)-90mm (3.5”) (80 NB)Lower Mounting Bracket AssemblyTo Suit Pipes OD 75(3”)-90mm (3.5”) (80 NB)Figure 5: Correctly Assembled Mounting Kit Using U-bolt for Mechanically Adjustable Downtilt Antenna(Note: Antenna shown is for representation only. Actual antenna may vary)Figure 6: Typical Exploded Assembly for Upper Mounting Bracket using Clamp BracketFigure 7: Typical Exploded Assembly for Upper Mounting Bracket using U-Bolts0︒ Downtilt 5︒ Downtilt 10︒ DowntiltFigure 8: Upper Bracket Placement for Various DowntiltsInstallation Instructions – Adjustable Downtilt Mounting Kit T-126-GL,Bracket Spacing 976mm(38.4”)Assemble mounting kit as per Figure 2, Figure 3, Figure 6 & Figure 7 of this document.1. Attach the mounting kit assembly to the antenna, before trying toclamp the brackets to the pole.2. Downtilt angles of 0︒ through to 12︒ in 2︒ increments can be obtainedwith the correct adjustment of the tilt arm bracket.∙2︒- 12︒ downtilt can be achieved by aligning the corresponding holein the tilt arm to the pivot bracket which mates against the mountingpole, as shown in Figure 11. The first vacant hole is for 2︒ downtilt, witheach consecutive hole resulting in an increased inclination of 1︒.∙For finer downtilt angle adjustments the distance in between the topand bottom mounting bracket on the pole can be adjusted.∙For 0︒ downtilt the tilt arm may be stowed as show in Figure 11.∙Inclinometer or other angular measuring devices may be used toverify downtilt angle as required.The clamp brackets in Figure 9can clamp pipe diameters between 50mm (2")& 115mm (4.5"). For typical installations the minimum recommended pipe diameter is 60mm (2.4").Upper Mounting Bracket Assembly To Suit Pipes OD 60mm(2.4”)-115mm(4.5”)Lower Mounting Bracket AssemblyTo Suit Pipes OD 60mm(2.4”)-115mm(4.5”)Figure 9: Correctly Assembled Mounting Kit Using Clamp Bracket for Mechanically Adjustable DowntiltAntenna (Note: Antenna shown is for representation only. Actual antenna may vary)Upper Mounting Bracket AssemblyTo Suit Pipes OD 75(3”)-90mm(3.5”) (80 NB)Lower Mounting Bracket AssemblyTo Suit Pipes OD 75(3”)-90mm (3.5”) (80 NB)Figure 10: Correctly Assembled Mounting Kit Using U-bolt for Mechanically Adjustable Downtilt Antenna(Note: Antenna shown is for representation only. Actual antenna may vary)0︒ Downtilt6︒ Downtilt12︒ DowntiltFigure 11: Upper Bracket Placement for Various DowntiltsInstallation Instructions – Adjustable Downtilt Mounting Kit T-125-GL, Bracket Spacing 1400mm(55.1”)Assemble mounting kit as per Figure 2, Figure 3, Figure 6 & Figure 7 of this document.3. Attach the mounting kit assembly to the antenna, before trying to clamp the brackets to the pole.4. Downtilt angles of 0︒ through to 8︒ in 1︒ increments can be obtained with the correct adjustment of the tilt arm bracket.∙ 1︒- 8︒ downtilt can be achieved by aligning the corresponding hole in the tilt arm to the pivot bracket which matesagainst the mounting pole, as shown in Figure 14. The first vacant hole is for 1︒ downtilt, with each consecutive hole resulting in an increased inclination of 1︒.∙ For finer downtilt angle adjustments the distance in between the top and bottom mounting bracket on the pole can be adjusted.∙ For 0︒ downtilt the tilt arm may be stowed as show in Figure 14. ∙ Inclinometer or other angular measuring devices may be used to verify downtilt angle as required.The clamp brackets in Figure 9can clamp pipe diameters between 50mm (2") & 115mm (4.5"). For typical installations the minimum recommended pipe diameter is 75mm (3").Upper Mounting Bracket Assembly To Suit Pipes OD 75mm(3”)-115mm(4.5”)Lower Mounting Bracket Assembly To Suit Pipes OD mm(3”)-115mm(4.5”)Figure 12: Correctly Assembled Mounting Kit Using Clamp Bracket for Mechanically Adjustable DowntiltAntenna (Note: Antenna shown is for representation only. Actual antenna may vary)Upper Mounting Bracket AssemblyTo Suit Pipes OD 75(3”)-90mm (3.5”) (80 NB)Lower Mounting Bracket AssemblyTo Suit Pipes OD 75(3”)-90mm (3.5”) (80 NB)Figure 13: Correctly Assembled Mounting Kit Using U-bolt for Mechanically Adjustable Downtilt Antenna (Note: Antenna shown is for representation only. Actual antenna may vary)0︒ Downtilt 4︒ Downtilt 8︒ DowntiltFigure 14: Upper Bracket Placement for Various Downtilts Operation of AntennasFixed DowntiltAntennasThe beam downtilt is factory set.Manual Electrically Adjustable Downtilt Antennas The beam downtilt below the horizon is adjusted by rotating the hex socket located at the bottom of the antenna. Turning the hex socket in a clockwise direction increases the beam downtilt below the horizon. Turning the hex socket in an anti-clockwise direction decreases the beam downtilt below the horizon. Beam downtilt setting in degrees below boresight can be read off the scale at the base of the antenna. The downtilt setting is read from the face of the antenna base plate at the point where the scale protrudes.AISG Compliant Remotely Adjustable Downtilt Antennas AISG Compliant antennas are compatible with AISG compliant control unit equipment. For operation of downtilt using AISG compliant controllers see the controller documentation.WARNING:During downtilt adjustment ensure the hex socket is not turned past the minimum and maximum positions as shown on the downtilt indicator scale. Forcing the hex adjustment beyond this point may lead to damage of the downtilt mechanism. Using power drillsand electric screwdrivers to adjust downtilt may also lead to damage of the downtilt mechanism.Port and Band IdentificationEach RF and/or AISG port on the antenna is numbered and identified in accordance with AISG Standard “AISG Antenna Port Color Coding .RemoteElectrical Tilt ConnectionThe AISG connector fitted to the antenna is designed to accept any AISG compliant cable assembly. After ensuring both connectors are dry, push in the mating connector, then tighten.Using excessive torque may damage the AISG connection in the antenna.RF Cable ConnectionThe RF female connectors fitted to the antenna are designed to fit jumper cables with corresponding male connector. After ensuring both mating connectors are dry push the male connector in and tighten to the correct torque setting.ADJUSTING MECHANICAL DOWN TILT AFTER INSTALLATIONT-125-GL, T-126-GL, T-128-GL & F-130-GL1. Use a tether to secure the antenna’s hoisting eye to the mountingstructure. The tether can be a rope, wire rope, chain, or similar material. The tether should be short enough to prevent the antenna from tilting beyond its maximum downtilt range. This will prevent the antenna from tilting away from the mounting structure when the adjusting bolts are removed.Installed cables or the antenna may be damaged if they are allowed to strike the mounting structure when the antenna mechanical downtilt is changed.Figure 17: Upper Mounting Bracket AssemblyA997-0096© 2016 CommScope, Inc. All rights reserved.Visit our website at or contact your local CommScope representative or BusinessPartner for more information.All trademarks identified by ® or ™ are registered trademarks or trademarks, respectively, of CommScope, Inc. A9972. Loosen the fasteners holding the bottom antenna bracket to the bottom pivot bracket. Do not remove them.Figure 18: Lower Mounting Bracket Assembly3. Remove the M12 bolts, washers, and nuts from the pivot bracket. Theantenna may tilt down to the extent allowed by the tether installed in step 1.Figure 19: Upper Mounting Bracket Assembly4. The desired downtilt angle may be obtained with the correct adjustment of the tilt arm bracket. See the installation instructions above for detailed information.5. Adjust the antenna downtilt to the desired angle and reinstall the M12 bolts, washers, and nuts between the upper pivot bracket and the tilt arm.6. Tighten all four M12 nuts to 38Nm (28 ft.lb).7.Remove the tether.Loosen the FastenersRemove the Fasteners。
中控DCS基础知识

输出Y 0 0 0 1
或门是对两个BOOL 型的变量进行或运算。
逻辑符号
真值表
输入A 0 0 1 1
9
H
10
HH
说明
交流电 自动/手动 “与”门
平均值 直流电 故障关 故障保持 故障开
高 高高
仪表常用缩写字母
序号
缩写
11
IA
12
IN
13
L
14
LL
15
MAX
16
MIN
17
NOT
18
OR
19
OUT
20
PID
说明
仪表空气 输入 低 低低 最大 最小
“非”门 “或”门
输出 比例积分微分调节
仪表常用图形符号
✔鼠标放至图标上方对应画面名称即有提示 ✔工具栏可实现画面选择、切换、操作、设置等。
信息栏
HMI控制台右上角的编辑框用于显示系统当前位号, 编辑框右边的按钮和下拉菜单用于进行对当前位号
的操作。
报警确认: 点击后确认当前报警(当前显示的报警中 被选中的那一个报警),当前用户有确认权限的才能进行 确认。
例2 TIC-----功能标志
度)
T--------首位字母(表示被测变量类型为温
IC-------后继字母(表示指示功能+控制功能)
仪表功能标志组成 例3 HIC------功能标志 H-------首位字母(表示手动操作) IC--------后继字母(表示指示功能+
控制功能) 例4 FFICA-----功能标志 FF--------首位字母(表示被测变量
常用组合字母表
首位字母
后继字母
读出功能
数控机床装调维修专业技能

第五单元 FANUC CNC 系统基本调试使用挡块返回参考点调试返回参考点的主要方法有“有挡块方式参考点返回”和“无挡块参考点的设定”,另外还有“对准标记设定参考点”和“撞块式回参考点”等方法。
一般情况下,“有挡块方式参考点返回”方式采用增量式脉冲编码器,而其他几种采用绝对式脉冲编码器。
增量式脉冲编码器检测CNC 电源接通后的移动量。
由于CNC 电源切断时机械位置丢失,因此电源接通后需进行回参考点。
绝对式脉冲编码器,即使CNC 电源切断也仍能用电池工作。
只要装机调试时设定好参考点,就不会丢失机械位置,所以可省去电源接通后返回参考点的操作。
一. 信号说明这个信号是设置在参考点之前的减速开关发出的信号。
由CNC 直接读取该信号,故无需PMC 的处理。
#7 #6 #5 #4 #3 #2 #1 #0 地址如果需要改变减速信号地址,可将参数3008#2:XSG 置为1。
此时,返回参考点减速信号的X 地址可由参数3013、3014设定。
二.返回参考点减速信号的限位开关连接图例通常限位开关使用动断触电,如图8-1-5所示。
在返回参考点方向快速移动中,当此信号变为0,移动速度减速。
此后则以参数1425设定的返回参考点FL 速度,继续向参考点方向移动。
图8-1-5 限位开关连接图例X0009*DEC2*DEC1*DEC5*DEC4*DEC3三.减速挡块的长度按以下公式计算可计算返回参考点减速信号(*DEC )用的挡块长度(保留20%的余量) 挡块长度=(30 1.2601000⨯+⨯⨯快速移动速度快速移动加减速时间常数/2+伺服时间常数)注意,如果挡块长度过短,参考点开始的位置可能以栅格为单位发生前后移动。
上述计算公式用于快速移动直线形加减速的情况。
快速移动指数函数形加减速时,快速移动加减速时间常数不除以2。
例:某数控机床的相关参数如下:快速移动速度24000mm/min,快速移动直线型加减速时间常数为100ms,伺服环增益(参数1825)为30/sec 。
LADDER-Ⅲ使用说明书
线圈注释 ○ ○ ○ 30
最多字符数(字节) 最多登录个数 双重定义
×
○
○
定义符号超过6字符时,在PMC画面上将不能显示符号。 通常,符号控制在6字符以内,并且梯形图右侧的说明 使用对继电器的注释。
第21页
項 目 工具栏 选项栏 上下文菜单 按新登录钮 N
第9页
窗口的名称与功能
● 窗口名称
FAPT LADDER-Ⅲ显示的窗口名称如下。 在主窗口中显示多个子窗口。 选项栏 主窗口
工具栏
编辑工具栏
子窗口
子窗口
软键
状态栏
第10页
主菜单 文件 编辑 显示 诊断 梯形图 工具 窗口 帮助
操 作
点击主窗口的“编辑”、“新登录” 点击鼠标器的右键,选择上下文菜单的 “新登录”
显示“新登录”对话框。来自2. 3.输入“地址”(必须)、“符号”、“继电器注释”、“线圈注释”。 按 新規登錄 钮,登录已输入的数据、符号/注释。
重复这种操作,登录多个符号。
4.
按
第20页
定义符号
符号和注释可在编程器方式为离线时进行编辑。
符号和注释有以下几种。 名 称 符号 功 能 附加在接点、线圈等 上面,取代PMC地址 而使用的字符串 附加在接点和线圈上, 说明PMC地址的内容 的字符串 附加在线圈上,说明线 圈内容的字符串
3. 4. 5.
在“PMC品种”下拉式列表框上选择使用的PMC的品种。 在PMC-NB,NB6上使用第3级梯形图时,打开“第3级梯形图”校验框。 使用I/O Link的双通道功能时,打开“I/O Link点数扩展”的校验框。
第13页
《面板详细介绍》课件

面板概述面板工作原理面板技术参数面板生产工艺面板质量检测与评估面板市场前景与趋势
01
面板概述
弥-other"}他index=“other”other”other"}n弥足珍贵. 这样做 = however,名字叫做“执行者可以根据 name叫做“执行 name叫做“执行 name叫做“执行 name叫做“执行”other”other”other”other”other”other”other”other”other”other”other”other”other”other”other”other”other senior membersLANEIGE name叫做“执行 name叫做“执行 name叫做“执行 name叫做“执行 name叫做“执行 name叫做“执行 name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行name叫做“执行 name is called the first name="弥足珍贵." name is called the first name="弥足珍贵." name is called the first name="弥足珍贵的 first name="弥足珍贵." name is called the first name="弥足珍贵." name is called the first, however, this is not the only form of spelling in which this word generic name of the first name is called the first name="弥足珍贵." name is called the first name="弥足珍贵." name is called the first name="弥足珍贵." name is called the first name="弥足珍贵." name is called the first name="弥足珍贵." name is called the first name="弥足珍贵."name is called the first name="弥足珍贵."name is called the first name="弥足珍贵."name is called the first name="弥足珍贵."name is called the first name="弥足珍贵."name is called the first name="弥足珍贵."name is called the first name="弥足珍贵."name is called the first name="弥足珍贵."name is called the first, however, this is not the only form of spelling in which this word means "first name叫做“弥足珍贵.”这
ladder的用法总结大全
ladder的用法总结大全(学习版)编制人:__________________审核人:__________________审批人:__________________编制学校:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如英语单词、英语语法、英语听力、英语知识点、语文知识点、文言文、数学公式、数学知识点、作文大全、其他资料等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor.I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, this shop provides various types of classic sample essays, such as English words, English grammar, English listening, English knowledge points, Chinese knowledge points, classical Chinese, mathematical formulas, mathematics knowledge points, composition books, other materials, etc. Learn about the different formats and writing styles of sample essays, so stay tuned!ladder的用法总结大全ladder的意思n. 梯子,阶梯,梯状物,途径,(紧身裤袜或长筒袜的)滑丝vi. 使(袜子)发生抽丝现象,像长筒袜一样抽丝变形:过去式: laddered;现在分词:laddering;过去分词:laddered;ladder用法ladder可以用作名词ladder的基本意思是“梯子”,指便于人上下用的用具,一般用两根长的硬条状物体并排做帮,中间横穿若干根短的横梁制成,是可数名词。
ladders国家地理分级读物
ladders国家地理分级读物
Ladders (梯子) 是一种日常工具和重要的安全工具,被广泛应用于建筑工作、家庭维护、消防救援、电信维修等领域。
它不仅能够将人带到高处,也可以将物品运输到高处或
取下来。
对于需要仰头或面对风雨、气温等不良环境工作的人来说,梯子是一道安全的障碍。
梯子的种类繁多,常见的有扶手梯、伸缩梯、折叠梯、绸缎梯等。
使用不同的材料制作,如钢、铝合金、木材、玻璃纤维等,以适应不同的环境和需求。
使用时需要注意安全,理解其承载能力和使用限制。
伸缩梯是一种能够自由伸缩的梯子,适用于不同的高度和工作空间。
通常由几个可收
缩的托架组成,可以根据需要伸长或缩短。
伸缩梯通常用于家庭维护、室外清洁工作、电
力维修等。
使用时需要注意其伸缩机构的牢固性和锁定机制的可靠性。
折叠梯有一种梯子可以折叠成几个平板,可以存放在一个小空间中,是家庭维护常用
梯子。
使用时需要注意从折叠状态转换为扩展状态时的稳定性和牢固性。
绸缎梯是一种纤维材料制成的梯子,通常用于消防和救援工作中。
绸缎梯的使用需要
特别小心,必须掌握正确的使用方法和技巧,以保证人员的安全。
Ladders可以提高效率,但同样也是安全问题,使用者必须了解正确的使用方法和安
全操作规范,始终保持谨慎,并保持梯子的清洁和维护,以确保最佳性能和安全。
PCB板各个层的含义
PCB板各个层的含义Mechnical: 一般指板型机械加工尺寸标注层Keepoutlayer:禁止布线层定义不能走线、打穿孔(via)或摆零件的区域。
Toppaste: 顶层需要露出铜皮上锡膏的部分。
Bottompaste: 底层需要露出铜皮上锡膏的部分。
Topsolder: 指顶层阻焊层,避免在制造过程中或将来维修时可能不小心的短路Bottomsolder:指底层阻焊层。
Drillguide: 可能是不同孔径大小,对应的符号,个数的一个表。
Drilldrawing: 指孔位图,各个不同的孔径会有一个对应的符号。
Multilayer: 指多层板,针对单面板和双面板而言。
Toppaste: 也即是面层贴片时开钢网要用的东东。
Bottompaste: 也即是底层贴片时开钢网要用的东东。
drillguide 过孔引导层drilldrawing过孔钻孔层顾名思义:引导层是用来引导的,钻孔层是用来钻孔的drillguide从CAM的角度来说,这个可以忽略。
也就是说制作PCB可以不用这一层了。
机械层1 一般用于画板子的边框;机械层3 一般用于画板子上的挡条等机械结构件;机械层4 一般用于画标尺和注释等,具体可自己用PCB Wizard 中导出一个PCAT结构的板子看一下也可直接生成GERBER 和钻孔文件交给厂家选File-CAM Manager 按Next>钮出来六个选项,Bom 为元器件清单表,DRC 为设计规则检查报告,Gerber 为光绘文件,NC Drill 为钻孔文件,Pick Place 为自动拾放文件,Test Points 为测试点报告。
选择Gerber 后按提示一步步往下做。
其中有些与生产工艺能力有关的参数需印板生产厂家提供。
直到按下Finish 为止。
在生成的Gerber Output 1 上按鼠标右键,选Insert NC Drill 加入钻孔文件,再按鼠标右键选Generate CAM Files 生成真正的输出文件,光绘文件可导出后用CAM350 打开并校验。
基恩士kv5000_3000

KV-5000/3000 初学者教材(基本梯形图回路篇)本教材以初次使用可编程控制器的人员为对象,从用户手册中摘录了常用指令并进行了相关说明。
另外,本书中的解说内容可以向KV-5000/3000实际输入并进行编程,不过未对KV-5000/3000实施配线并打算进行试验时,请将R000~R005替换成MR000~MR005等,从梯形图软件上执行接点的ON/OFF 操作。
(基于模拟器的动作时,在保持R000~R005不变的状态下也可动作。
)请配合手头配备的KV-5000/3000实际机型加以阅读和使用。
基恩士 KEYENCEKV0971CN-目录-第1章何谓KV-5000/3000?何谓KV-5000/3000 ............................................. P2FA中的控制 ....................................................... P3何谓顺控程序控制............................................... P4KV-5000/3000可实现的功能 ............................... P5 第2章KV-5000/3000的编程何谓梯形图程序?............................................... P6KV-5000/3000的程序 ......................................... P7KV-5000/3000的软元件构成 ............................... P8起动KV STUDIO Ver.6 ....................................... P9梯形图的全新编程和单元的初始设定.................... P10 梯形图程序的编制①(LD OUT) ........................ P12 梯形图程序的传送和监控..................................... P14 梯形图程序的编制②(LDB OUT)...................... P16 梯形图程序的编制③(AND回路)...................... P18 梯形图程序的编制④(OR回路)........................ P19 梯形图程序的编制⑤(自我保持回路) ................ P20 控制和时间的关系............................................... P21 基于ON延迟定时器的控制 ................................. P22 ON延迟定时器的应用......................................... P23 基于OFF延迟定时器的控制................................ P24 基于单发脉冲定时器的控制 ................................. P25 基于定时器的控制的总结..................................... P26 计数器的活用 ..................................................... P27 计数器的控制 ..................................................... P28 关于扫描时间的思路・双重线圈 .......................... P30 双重线圈的原理 .................................................. P31 总结问题 ............................................................ P32 总结问题解答 ..................................................... P33 方便指令 ............................................................ P35 模拟器功能......................................................... P37第1章 何谓KV-5000/3000?[何谓KV-5000/3000]KV-5000/3000是指内部具备微型计算机(CPU :中央运算装置)和存储器(记忆元件)的可编程控制器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
R0201.4 G0046.7
DRNP
DRN
G0046.7 空运行
DRN
R0201.4 G0046.7
D
DRNP
DRN
Y0025.2 DRN.L
N00053 E 188
(* 空运行信号DRN G46.7接通后,机床不再按照程序中指令的速度移动,而 *)
(* 是按照参数设定的空运行速度和运行状态(G00/G01)以及手动进给倍率所 *)
G0046.3 钥匙开关信号1
KEY1
G0046.4
J
钥匙开关信号2
KEY2
G0046.5
K
钥匙开关信号3
KEY3
G0046.6
L
钥匙开关信号4
KEY4
N00027 M 93
N
O
(* 参数3290#7 KEY=0:KEY1,KEY2,KEY3和KEY4信号有效
*)
(*
KEY1允许输入刀具补偿值,工件零点偏置值和工件坐 *)
*)
(* REF
0
1
1
0
1
F4.5 MREF
*)
(* INC(增量进给方式)和HANDLE(手轮进给方式)不能同时生效。如果未选 *)
(* 择手轮进给功能,INC增量进给方式生效,如果选择了手轮进给功能,HAN *)
(* DLE手轮进给方式生效。在FANUC OI系列CNC中设定参数8131#0=1后激活手 *)
Y0024.1 EDIT.L
N00019 B 71
F0003.3 MMDI
Y0024.2 MDI.L
N00020 C 73
F0003.4 G0043.5
MRMT
DNCI
Y0024.3 DNC.L
N00021 D 76
F0004.5 G0043.7
MREF
ZRN
Y0026.4 ZRN.L
N00022 E 79
F0003.2 G0043.7
MJ
ZRN
Y0026.5 JOG.L
N00023 F 82
F0003.1 MH
Y0026.7 HND.L
N00024 G 84
(* 以上系统方式选择逻辑电路是非保持性的,不能恢复断电前所选择的系统 *)
(* 工作方式。如果要恢复断电前的工作方式,需要用保持性继电器地址D或 *)
(* 在PMC-SB7中,用户可以自定义使用的中间继电器R地址范围是:R0~R7999 *)
(* 系统定义的几个特殊R地址含义如下:
*)
(* R9000 COMPB二进制数据比较指令结果输出地址
*)
(* R9091.0 总是为0
*)
(* R9091.1 总是为1
*)
(* R9091.5 200ms周期信号
*)
N00005 G9
R9091.1 R0250.4
LOG1
POWERONR
R0250.3 系统上电脉冲
POWERONP
N00006 H 12
R9091.1 LOG1
R0250.4 POWERONR
N00007 I 14
J
(* 在PMC-SA1中,用户可以自定义使用的中间继电器R地址范围是:R0~R999 *)
X0024.1 J
EDIT.K
X0024.3 K
DNC.K
X0026.4 L
ZRN.K
X0026.5 M
JOG.K
G0043.0 R0200.7
N
MD1
MODEKEYP
R0200.7 任意方式选择键被按下
MODEKEYP
G0043.0 方式选择信号1
MD1
O
[标准面板示例]
FANUC STANDARD PANEL
N00040 C 139
R0200.4 R0200.6
OPTP
OPTM
R0200.6 程序选择停止
OPTM
R0200.4 R0200.6
D
OPTP
OPTM
Y0024.6 OPTSTP.L
N00041 E 146
(* 程序选择停止信号OPTM R200.6接通后,加工程序运行到包含M01的程序段 *)
3
DEMO PMC PROGRAM
N00012 A 38
X0024.1 R0200.7 EDIT.K MODEKEYP
G0043.1 方式选择信号2
MD2
G0043.1 R0200.7
B
MD2
MODEKEYP
N00013 C 44
X0026.4 R0200.7 ZRN.K MODEKEYP
G0043.2 方式选择信号3
R0200.2 BDTP
N00035 L 123
X0024.5 BDT.K
R0200.3 BDTR
N00036 M 125
R0200.2 G0044.0
BDTP
BDT
G0044.0 程序段跳过
BDT
R0200.2 G0044.0
N
BDTP
BDT
Y0024.5 BDT.L
N00037 O 132
(* 程序段跳过信号BDT G44.0接通后加工程序段前标记有“ /” 符号的部分被 *)
(* 决定的速度移动。
*)
(*
*)
N00054 F 190
SBKM
Y0024.4 SBK.L
N00033 J 118
(* 单程序段信号SBK G46.1接通后加工程序逐段运行,每个程序段执行完成 *)
(* 后系统处于进给停止状态,要启动下个程序段的运行,需要重新按下操作 *)
(* 面板的循环启动按键。
*)
(*
*)
N00034 K 120
X0024.5 R0200.3 BDT.K BDTR
*)
(* R9091.6 1S周期信号
*)
N00008 K 16
<New Page>
L
M
N
O
[标准面板示例]
FANUC STANDARD PANEL
2
DEMO PMC PROGRAM
N00009 (* **************************************************************** *)
(* K记忆断电前的工作方式。
*)
(*
*)
N00025 (* **************************************************************** *)
H 86 (* 以下为FANUC标准操作面板功能按键部分逻辑电路
*)
N00026 I 88
X0021.4 KEY.K
MD4
X0026.5 D
JOG.K
X0026.7 E
HND.K
G0043.2 R0200.7
F
MD4
MODEKEYP
N00014 G 52
X0024.3 R0200.7 DNC.K MODEKEYP
G0043.5 在线加工方式信号
DNCI
G0043.5 R0200.7
H
DNCI
MODEKEYP
15 I 58
(* 轮进给功能,在其他系列CNC中手轮进给功能为选择功能。
*)
(*
*)
N00017 O 66
F0003.5 G0043.5
MMEM
DNCI
Y0024.0 AUTO.L
[标准面板示例]
FANUC STANDARD PANEL
4
DEMO PMC PROGRAM
N00018 A 69
F0003.6 MEDT
(*
标系偏移量
*)
(*
KEY2允许输入设定数据,宏变量和刀具寿命管理数据 *)
(*
KEY3允许程序上传和编辑
*)
(*
KEY4允许PMC数据输入
*)
(*
*)
(*
KEY=1:仅KEY1信号有效
*)
(*
KEY1允许程序上传和编辑,输入PMC参数
*)
(*
*)
(*
*)
(*
*)
[标准面板示例]
FANUC STANDARD PANEL
(* 时系统进入进给停止状态,而在信号未接通时,系统忽略程序中的M01代 *)
(* 码。
*)
(*
*)
N00042 F 148
X0025.0 R0201.1 SRN.K SRNR
R0201.0 SRNP
N00043 G 151
X0025.0 SRN.K
R0201.1 SRNR
N00044 H 153
R0201.0 G0006.0
(* 号,例如NC紧急停止,各轴互锁信号等.
*)
(* 一般原则是第一级程序要尽可能编制的简短,精炼.
*)
N00003 E6
SUB 1 END1
N00004 (* **************************************************************** *)
F 7 (* 以下为取系统上电脉冲逻辑电路
[标准面板示例]
FANUC STANDARD PANEL
1
DEMO PMC PROGRAM
N00001 A1
X0008.4 *ESP.K
G0008.4 NC急停信号
*ESP
G0071.1
B
第一串行主轴急停信号
*ESPA
N00002 C4
D
(* X8.4为系统直接监控的由外部I/O输入的NC急停信号.G8.4为系统监控的由 *)