压力容器制造表卡
压力容器制造工艺检验流转卡

铆 工
划线尺寸Φ=
坡口角度α°
坡口钝边P
标记移植
划线尺寸Φ=
坡口角度α°
坡口钝边P
标记移植
E
3
对 接
点 焊
(1)按标号组对。
(2)对坡清理坡口及其两侧各20mm范围内溶渣飞边、除锈 、去污
(3)拼板的对口错边量b不应大于材料厚度δs的10%,且不大于1.5mm。
(4)点固封头拼板。
焊缝代号
A -----筒体及接管等纵缝
B -----筒体及接管等环缝
C-----法兰、平板与筒体及接管等焊缝
D -----接管、凸缘、补强圈等与壳体的焊缝
E -----非受压元件与受压元件的焊缝
BDJL6-03
BDJL6-04
某某
有限公司
容器排版图
名称
压缩空气罐
型号
DN2200
材质
Q345R
编号
R15-0xx
批准手续
返修次数
增探比例
返修结论
批准手续
返修次数
增探比例
返修结论
焊接责任人
签字
E
质控符号:E----检查点H----停止点
筒体制造工艺检验流转卡
BDJL6-06
产品编号
XXXX
材料
Q345R
材料移植号
代用材料
质
控
符号
零部件名称
筒体
规格
DN2200X12
件号
12-2
件数
1
状态
序号
工序
名称
工序内容及工艺要求
质控符号:E----检查点 H----停止点
筒体制造工艺检验流转卡
TSG07-2019压力容器设计表卡
压力容器设计记录表卡(第XX版)编制:审核:文件发放号:受控状态:XXXX2019年XX月XX日发布 2019年XX月XX日实施文件修改记录表压力容器设计任务书压力容器设计文件更改通知书编号:XX204压力容器设计委托书项目名称:设备名称:图号:xxxx有限公司年月日编号:XX206换热器设计委托书项目名称:设备名称:图号:xxxx有限公司年月日编号:XX208塔器设计委托书项目名称:设备名称:图号:xxxx有限公司年月日表卡编号:XX210 设计文件校审记录表压力容器设计文件标准化审查记录表压力容器设计文件质量评定卡压力容器成果登记表表卡编号:XX213表卡编号:XX214表卡编号:XX215表卡编号:XX216压力容器设计许可印章使用管理记录表卡编号:XX217表卡编号:XX218表卡编号:XX219设计档案设备名称:设备图号:设备类别:设备级别:设备位号:设计人:校核人:审核人:批准人:归档人:归档日期:年月日xxxx有限公司表卡编号:XX220 设计文件档案目录文件、资料回收、发放、批准登记簿表卡编号:XX221文件借阅、批准记录编号:XX222收文簿表卡编号:XX01注:本表由商务部归口管理。
表卡编号:XX92表卡编号:XX93陪同员:受审人:审核员:共页第页不合格报告表卡编号:XX94注:本表设计批准人编制,并报综合办管理备案。
压力容器表格1

压力容器表格1压力容器产品出厂质量证明文件目次6压力容器产品出厂质量证明文件目次(续)8压力容器产品质量证明书10压力容器产品合格证12产品技术特性14产品焊接试板力学和弯曲性能检验报告16压力容器外观及几何尺寸检验报告18焊缝射线检测报告20焊缝射线检测底片评定表22检测部位示意图24焊缝超声检测报告26焊缝超声检测评定表28磁粉检测报告30渗透检测报告32钢板、锻件超声检测报告34热处理检验报告36液压试验报告38气压试验报告40气密性试验报告42不承诺打钢印产品焊工代号分布图44受压元件(封头)产品质量证明书46封头产品合格证48封头质量检验报告49受压元件(锻件)产品质量证明书51锻件产品合格证53锻件质量检验报告54产品制造变更报告56安全附件合格证58压力容器产品工艺文件60压力容器工艺文件目次表62压力容器图样、技术文件发放记录64压力容器图样设计、工艺性审查记录66压力容器工艺流程图68压力容器壳体排版图70_______工艺过程卡71_______工艺过程卡(续页)74热处理工艺卡76成型工艺卡78锻造工艺卡80压力容器材料工艺消耗定额明细表82压力容器外购件明细表84技术联系单86压力容器工艺装备验证卡88压力容器工艺流程图90焊接工艺规程92焊接工艺规程94压力容器工艺流程图错误!未定义书签。
焊接工艺规程98焊接工艺规格100设备档案102设备文件名目104设备卡片106随机附件记录108备件一览表110设备定期检查与鉴定记录112设备检修记录114记事栏116记事栏118压力容器质量信息反馈单120压力容器质量信息处理回执单122压力容器质量信息反馈治理台账124辽A7—1共页第页压力容器产品出厂质量证明文件产品名称:__________________产品编号:__________________电话_____________________________电挂_____________________________传真_____________________________电子信箱_____________________________网址_____________________________邮政编码_____________________________地址_____________________________制造单位_____________________________压力容器产品出厂质量证明文件目次DCMC.PV.辽A7—2.1共页第页共页第页压力容器产品出厂质量证明文件目次(续)辽A7—2.2共页第页共页第页辽A7—5共页第页压力容器产品质量证明书产品名称:__________________产品编号:__________________质量保证工程师(签章)________________________单位法定代表人(签章)________________________质量检验专用章(签章)________________________共页第页辽A7—3共页第页压力容器产品合格证制造单位______________________________________________ ________________制造许可证编号______________________________________________ ________________产品名称__________________________ 容器类不_____ ________________设计单位__________________________ 设计批准书编号_____ ________________图号__________________________ 产品编号_____ ________________订货单位__________________________ 合同号_____ ________________制造完成日期年月日本压力容器产品经质量检验,符合《压力容器安全技术监察规程》、设计图样和技术条件及合同的要求。
压力容器制造工序过程卡
制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
压力容器质量记录表卡
图纸会审记录编号:Q03-1 共页第页图纸会审记录编号:Q03-1 共页第页技术交底编号:Q03-2 共页第页排版示意图编号:Q03-3 共页第页组装工艺过程卡编号:Q03-4 共页第页试板工艺过程卡编号:Q03-5 共页第页试板工艺过程卡编号:Array Q03-5共页第页筒体工艺过程卡编号:Q03-6 共页第页筒体工艺过程卡编号:Q03-6 共页第页椭圆封头工艺过程卡编号:Q03-7 共页第页椭圆封头工艺过程卡编号:Q03-7 共页第页工艺简图:编制:年月日审核:年月日补强圈工艺过程卡编号:Q03-8 共页第页补强圈工艺过程卡编号:Q03-8 共页第页XX工艺过程卡编号:Q03-9 共页第页XX工艺过程卡编号:Q03-9 共页第页热处理工艺过程卡编号:Q03-10 共页第页压力容器材料工艺消耗定额明细表编号:Q03-11 共页第页主要受压元件△△受压元件△压力容器产品合格证编号:Q03-12 共页第页压力容器产品数据表编号:Q03-13 共页第页主要受压元件材料清单编号:Q03-14 共页第页外观及几何尺寸检验报告编号:Q03-15 共页第页液压试验报告编号:Q03-16 共页第页气压试验报告编号:Q03-17 共页第页气密性试验报告编号:Q03-18 共页第页P(MPa)焊缝射线检测报告编号:Q03-19 共页第页焊缝射线检测评定表编号:Q03-20 共页第页检测部位示意图编号:Q03-21 共页第页渗透检测报告编号:Q03-22 共页第页设备定期检查与鉴定记录编号:Q03-23 共页第页设备检修记录编号:Q03-24 共页第页记事栏编号:Q03-25 共页第页压力容器质量信息反馈单编号:Q03-26 共页第页压力容器质量信息处理回执单编号:Q03-27 共页第页。
压力容器制造工艺卡检验过程卡
压力容器
制造工艺、检验过程卡
:沧州市化工机械有限公司
GY表3 封头制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 筒节制造工艺、检验过程卡
GY表3 人孔法兰制造工艺、检验过程卡
GY表3 人孔法盖制造工艺、检验过程卡
GY表3 人孔筒节制造工艺、检验过程卡
GY表3 管板制造工艺、检验过程卡
GY表3 容器法兰制造工艺、检验过程卡
GY表3 膨胀节制造工艺、检验过程卡
GY表3 长颈法兰与接管组焊工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡
GY表3 储存容器总装工艺、检验过程卡共2页第2页
GY表3 换热器总装工艺、检验过程卡
GY表3 换热器总装工艺、检验过程卡
GY表3 水压试验工艺、检验过程卡
GY表3 气压试验工艺、检验过程卡
GY表3 气液组合压力试验工艺、检验过程卡
GY表3 气密性试验工艺、检验过程卡
GY表3 氨检漏试验工艺、检验过程卡
GY表3 M36以上(含M36)容器主螺栓制造工艺、、检验过程程卡
GY表3 公称直径≥250接管制造工艺、检验过程卡
GY表3 换热管制造工艺、检验过程卡
GY表3 补强圈制造、检验过程卡
GY表3 产品试板制作、试验、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 产品酸洗钝化工艺、检验过程卡
GY表3 除锈、喷漆过程检验卡。
压力容器制造工艺卡
□合格□不合格
材质标记移植
按标记移植规定
1、
2、
3、
4、
5、
刨边
长度/宽
1.1601±1.0/ 2231+50
1、
2.±1.0/+100
2、
3.±1.0/+100
3、
4.±1.0/+100
4、
5.±1.0/+100
5、
对角线差
≤2.0
坡口角度
按焊接工艺
钝边
按焊接工艺
辊圆
预弯
双弧曲率法
编号:
产品编号
件号
材质及厚度
数量
16MnRδ=10
工艺
检验
工序名称
控制项目
技术要求mm
检测记录mm
操作者
日期
检验员
日期
下料
质证书及标记确认
物证相符
按图样尺寸下料
φ410
材质标记移植
按标记移植规定
机
加
工
内径允差
φ±3.0
外径允差
φ400±2.0
内、外坡口角度
按焊接工艺
钝边
按焊接工艺
信号螺孔直径
M 10mm
工艺
检验
工序名称
控制项目
技术要求mm
检测记录mm
操作者
日期
检验员
日期
焊接
纵缝焊接
按焊接工艺
见焊接记录
/
/
(试板)探伤
按焊接工艺
见探伤报告
/
/
校圆
最大、最小直径差
1、≤3.5
1、
2、≤
2
(完整word版)压力容器记录表卡

烟台松岭化工设备有限公司QB/SLSB04-01-01文件管理记录表编号:烟台松岭化工设备有限公司QB/SLSB04-01-02文件编制、更改申请单编号烟台松岭化工设备有限公司QB/SLSB04-01-03 文件更改通知单编号烟台松岭化工设备有限公司QB/SLSB04-01-04 文件销毁申请单编号QB/SLSB04-02-01合同图样评审记录单编号:烟台松岭化工设备有限公司QB/SLSB04-03-02供方业绩评价表烟台松岭化工设备有限公司QB/SLSB04-03-01供方评价表编号:烟台松岭化工设备有限公司QB/SLSB04-03-03合格供方名单编制人:日期:审批人:日期:烟台松岭化工设备有限公司QB/SLSB04-03-04生产作业物资采购计划编号:共页第页烟台松岭化工设备有限公司QB/SLSB04-03-05 物资采购计划续表(零星采购计划)编号:QB/SLSB04-03-06 材料入厂验收单编号:烟台松岭化工设备有限公司QB/SLSB04-03-07 钢管入厂外观质量检验记录卡编号:烟台松岭化工设备有限公司QB/SLSB04-03-08 外购件检验记录卡编号:烟台松岭化工设备有限公司QB/SLSB04-03-09 焊条入厂外观质量检验记录卡编号:烟台松岭化工设备有限公司QB/SLSB04-03-10 钢板入厂外观质量检验记录卡编号:烟台松岭化工设备有限公司QB/SLSB04-03-17 圆钢入厂外观质量检验记录卡编号:烟台松岭化工设备有限公司QB/SLSB04-03-11材料台帐编号:烟台松岭化工设备有限公司QB/SLSB04-03-12领 料 单① 存 根 ② 财 务 ③ 检 验制单: 领料: 检验:烟台松岭化工设备有限公司QB/SLSB04-03-13焊材发放台帐发放者:烟台松岭化工设备有限公司QB/SLSB04-03-14外购、外协件入厂检验申请单① 存 根 ② 质 检③生 产报检人: 生产部: 检查员:烟台松岭化工设备有限公司QB/SLSB04-03-15 配件台帐烟台松岭化工设备有限公司QB/SLSB04-03-16材料代用单工艺焊接材料检验质保烟台松岭化工设备有限公司QB/SLSB04-05-01焊工档案记录表烟台松岭化工设备有限公司QB/SLSB04-05-06烟台松岭化工设备有限公司烟台松岭化工设备有限公司QB/SLSB04-05-07-1烟台松岭化工设备有限公司QB/SLSB04-05-07-2烟台松岭化工设备有限公司QB/SLSB04-05-08焊缝返修单编号:烟台松岭化工设备有限公司QB/SLSB04-05-09焊材一级库温湿度记录烟台松岭化工设备有限公司QB/SLSB04-05-10焊材烘焙记录烟台松岭化工设备有限公司QB/SLSB04-05-12焊接记录烟台松岭化工设备有限公司QB/SLSB04-05-11QB/SLSB04-06-01热处理委托单(热处理工艺指导书)外委单位:编号:QB/SLSB04-06-02热处理检验报告烟台松岭化工设备有限公司QB/SLSB04-07-01 无损检测委托单烟台松岭化工设备有限公司QB/SLSB04-07-13无损检测部位示意图绘制:审核:日期:QB/SLSB04-07-02射线检测工艺卡QB/SLSB04-07-03焊缝射线检测底片评定表QB/SLSB04-07-04无损检测结果通知单委托单号(工件编号):工件名称:记录编号:制单人:年月日审核:年月日烟台松岭化工设备有限公司QB/SLSB04-07-05焊缝射线检测报告QB/SLSB04-07-06焊缝超声波检测报告烟台松岭化工设备有限公司QB/SLSB04-07-07磁粉检测报告烟台松岭化工设备有限公司QB/SLSB04-07-08渗透检测报告QB/SLSB04-08-01理化试验委托单委托单位:编号:委托人:委托接受人:烟台松岭化工设备有限公司QB/SLSB04-08-02 金相检验记录烟台松岭化工设备有限公司QB/SLSB04-08-03金相检验报告试验员:审核:QB/SLSB04-09-01压力试验检验记录编号:温度烟台松岭化工设备有限公司QB/SLSB04-09-03压力试验工艺卡产品名称:产品编号:图号:烟台松岭化工设备有限公司QB/SLSB04-09-02压力试验检验报告□水压□气压□气密性产品编号:编号:。
压力容器制造工艺卡

压力容器制造工艺卡Last updated on the afternoon of January 3, 2021
封头制造
件号
名称规格 数量 材料 备注
设备名称
广口口编
号
编制
审核
日 期
广口口编号
产品名称 罐体
产品图号
件号 编制年月日审核年月日
筒体加工检验
卡
共页
第页
单台数量
序 号 工
序 1T-
工序内容及技术要求 备 工
装 检验数 据
操作/
员验/
因期
1 备料 库 房 a.按本厂压力容器用材料进厂检验程 序进行入厂检验,须有材质证明 书,材料标记应清晰明确,否则应
作材料复验。
b.材料外观应光滑,无锈蚀麻坑,无
裂纹、划伤等影响外观质量的可见 缺陷。
c.筒体外直径偏差为:±1%D,且不 大于 0.75mm 。
2 下料
铆 焊 筒体按图纸理论尺寸下料,预留5~ 8mm 机加工余量。
氧快
3 抛光 铆 焊 筒体内壁除锈、抛光,无杂质、焊接 飞溅、锈蚀等。
抛光
机
材料
热轧
20g
材料状
态。
压力容器设计条件图等各种表格

设计条件图编号
产品名称
修改标记
更改前内容
更改后内容
日期
委托设计单位
委托设计单位代表
设计单位
编
制
年 月 日 批准
(章) 年月日
年月 日
设备名称
设计质量评定卡
文件名称
起止日期
辽 A1-9
图号
档案号
设计人
实耗工时 设 计 新图
完成成品 新表
出图效率
校核
张 复用图 张 复用表
张 新编文字
张
工日/张 错误指数
序号
校 (审) 意 见
修改情况
设
计
校(审)核
年月日 年月日
设计图样和文件校(审)记录
辽 A1-6
名称
图(代)号
序号
校 (审) 意 见
修改情况
设
计
校(审)核
年月日 年月日
产品名称 更改原因:
设计文件更改审批表
图(代)号
辽 A1-9
更改前内容
更改后内容
备注:
编制 校核 审核
年月日 年月日 年月日
压力容器设计条件修改书
操作容积 传热面积
塔器设计条件图
内容器
设计参数 夹套(管)内
产品名称
产品图号
及要求
搅拌器型式 搅
搅拌轴转向转速
拌
轴功率
辽 A1-4.4 页次:1/3
转/分 kw
装
电机型
号功率 置
密封要求
安装检修要求
设计寿命
年
MPa
MPa
设计规范及参考资料
MPa
MPa
MPa
MPa
压力容器制造工艺卡
3 气 切割下料 4 刨 刨削破口。破口形式见右图A、B。 5 铆 卷制成型。 注:对口错边量≤3.0㎜ 6 焊 焊接筒节。SAW 7 铆 筒节校圆。注:棱角度≤3.4㎜,椭圆度≤22㎜
8
探
按JB/T4730.2-2005RT-AB进行20%射线探伤,Ⅲ 级合格。
组对筒节间的环焊缝,注:对口错变量≤3.5㎜ 9铆
姓名 日期
产品名称
产品图号
材料
20
检验者签字
姓名
日期
工令号 主要材料 下料尺寸
第页 共页 Ф 273*8
简图说明
******公司
法兰工艺卡Ⅰ
件号 h 标准号 HG/T20592-2009 名称 人孔法兰
件号 工种
工作内容及技术要求
1 铆 领料20Ⅱ,确认材质证明书及材料标记
2
车
1)、夹持外圆,车削内孔及端面。 2)、夹持端部,车削外圆面。
设备制造工艺卡目录
工艺卡名称
产品名称 DN1600*1500压缩空气储气罐 工令号
产品图号 KD2011-Y63-01 主要材料
Q345R
页数
简图说明
第页 共页
签名栏
编制 审核
日期 日期
******公司
封头工艺卡Ⅰ
件号 4 标准号 GB/T25198-2010 名称 椭圆封头
件号 工种
工作内容及技术要求
10 铆 划端面切割线。
1)、封头深度公差为-4.4㎜/+13.2㎜
2)、圆度公差≤11.0㎜
11 检 3)、直边高度允差-2.0㎜/+4㎜
4)、间隙外凸≤27.5㎜,内凹≤13.7㎜
6)、最小壁厚≥12㎜
产品名称 DN1600*1500压缩空气储气罐 工令号
压力容器工艺工序过程卡
压力容器工艺工序过程卡产品名称:Ф1200×5104反应釜产品编号:06WY1—601编制:王鹉2005年12月14 日校审:2005年12 月15 日批准:张中伟2005年12 月16 日中国长城铝业公司建设公司产品名称Ф1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别Ⅱ类件号 1产品编号06WY1--601 主材牌号16MnR 规格φ1200×55 图号06WY1--0 部件名称首节筒体序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间备注一领料检验1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层、麻坑等缺陷。
表面质量2.核对出厂标记与质量证明书是否一致,打材料标记,填写记录。
材质、标记3.实测钢板厚度,用超声波逐张进行检验,Ⅲ级合格。
厚度二筒节排料划线1.按(封头内径+55)×展开长度划下料线、检查线、加工线,划线公差≯,宽误差≯,对角线误差≯2mm,长=3943mm,宽=2100mm,对角线=4467mm。
划线尺寸(长)划线尺寸(宽)2.移植材料标记,打产品编号钢印。
标记移植3.检查员复验划线尺寸、打确认钢印。
尺寸4.确认检验责任工程师确认:三下料按下料线切割下料,清除毛刺、熔渣。
半自动切割机四加工坡口按焊接工艺细则卡编号()焊缝形式图加工坡口。
要求:坡口表面不得有裂纹、分层、夹渣等缺陷,表面粗糙度为25μm。
刨边机坡口角度表面质量五压头卷圆1.卷圆前先在专用胎具上压头予弯,予弯长度>200mm,用弦长>300mm的内样板检查压头弧度。
卷扳机予弯长度,样板尺寸,予弯弧度2.控制进料端部与卷板机上辊外圆母线平行。
3.上辊分多次均匀下压,使焊口自然靠拢对齐,不圆度≯12mm。
不圆度六对口加产品试板停点1.控制对口错边量:δs>55时纵缝错边量≤,环缝≤7mm。
错边量2.采用埋弧自动焊时对口间隙0-1mm。
对口间隙3.清理坡口及坡口两侧20mm范围内污物,见金属光泽。
《压力容器登记卡》(式样)

主要安全附件及附属设备、水处理设备
检验单位 检验日期 检验结论 事故类别 设备变更方式 变更承担单位 检验类别 报告书编号 事故发生日期 设备变更项目
检验单位代码 主要问题 下次检验日期 事故处理 设备变更日期 承担单位组织 机构代码
检验单位 检验日期 安全状况等级 事故类别 设备变更方式 变更承担单位 检验类别 检验报告编号 事故发生日期 变更主要项目
检验单位代码 主要问题 下次检验日期 事故处理 设备变更日期 承担单位组织机构代码
机电类特种设备注册登记表
(使用单位印章) 注册登记机构 设备注册代码 单位内部编号 产权单位 产权单位地址 使用单位法人 使用单位 使用单位地址 安全管理部门 设备使用地点 设备类别 设计单位 制造单位 制造许可证编号 制造年月 安装单位 安装许可证编号 土建施工单位 土建验收单位 安装监检机构 投用日期 维修保养单位 许可证书编号 维保责任人 设备主要性能参数 维保周期 周 出厂编号 四川 四川 省 泸州 市 (县) 四川 省 泸州 市 (县) 管理负责人 厂车牌照编号 登记表编号: 注册登记日期 更新日期 注册登记人员 产权单位代码 邮政编码 联系电话 使用单位代码 邮政编码 联系电话 操作人员 设备型号 设计单位代码 制造单位代码 制造单位电话 适用场所 安装单位代码 安装单位电话 开始施工日期 竣工验收编号 监检报告编号 大修周期 维保单位代码 联系电话 月
《压力容器登记卡》 (式样)
压力容器登记卡
使用登记证号码: 注册登记机构 设备注册代码 单位内部编号 产权单位 使用单位 使用单位地址 安全管理部门 容器名称 设计单位 制造单位 制造国 制造监检单位 安装单位 安装监检机构 安装竣工日期 容器内径 内衬材料 封头厚度 容器容积 内件重量 壳程设计压力 管程设计压力 夹套设计压力 壳程介质 氧舱介质 罐车牌号 安全附件及有关装置 名称 型号 规格 数量 制造单位 mm m3 kg Mpa MPa MPa mm 投用日期 筒体材料 夹套材料 内衬壁厚 容器高(长) 充装重量 壳程设计温度 管程设计温度 夹套设计温度 mm mm kg ℃ ℃ ℃ 省 市 区(县) 安全管理人员 容器类别 设计许可证编 号 制造许可证编 号 制造日期 使用单位法人 注册代码: 注册登记日期 使用登记编号 主要负责人 组织机构代码 组织机构代码 邮政编码 联系电话 容器分类 设计图号 设备型号 出厂编号 制造监检报告编号 安装许可证编号 安装监检报告编号 所在车间分厂 封头材料 筒体厚度 夹套厚度 壳体重量 有无保温绝热 壳程最高压力 管程最高压力 夹套最高压力 夹套介质 氧舱测氧方式 罐车底盘号码 Mpa Mpa Mpa mm mm kg
压力容器用表格(最新)
审核 意见
材料责任人: 年 月 日
原设计 单位意见
设计人: (公章) 年 月 日
会签情况
设计、工艺责任人: 年 月 日 焊接、热处理责任人: 年 月 日
第 15 页,共 61 页
产品制造工艺发放记录
序号
容器名称
JL0901-2009 产品编号 签转卡份数 焊卡份数 接收人 时间
第 16 页,共 61 页
第 2 页,共 61 页
拟定评审 时间
评审目的
管理评审计划表
评审范围 (内容)
需准备的 相关文件 评审组 组长 组成 成员 评审方法 (会议评审或 现场评审)
评审日程 安排
编制:
日期:
批准: 日期:
第 3 页,共 61 页
JL0301-2009
管理评审会议记录表
评审日期 参加评审 人员 评审记录
审核人:
年 月日
年月日
第 11 页,共 61 页
审核图样发放记录
JL0703-2009
序
生产管理部 2 份
品质管理部 3 份
容器名称 产品编号
号
接收人
时间
接收人
时间
第 12 页,共 61 页
材料、零部件分供方考核表
JL0802-2009
供方全称
提供的产品
序号
考核项目内容
额定分 得分
质量证明文件是否齐全
第 1 页,共 61 页
44、JL1202-2009 《焊缝射线检测报告》 45、JL1203-2009 《焊缝超声检测报告》 46、JL1204-2009 《渗透检测报告》 47、JL1205-2009 《磁粉检测报告》 48、JL1206-2009 《钢板、锻件超声检测报告》 49、JL1207-2009 《焊缝射线检测底片评定表》 50、JL1208-2009 《射线检测记录》 51、JL1209-2009 《超声检测记录》 52、JL1210-2009 《磁粉检测记录》 53、JL1211-2009 《渗透检测记录》 54、HL1301-2009 《理化检验记录》 55、JL1302-2009 《理化检验台帐》 56、JL1303-2009 《产品焊接试板力学和弯曲性能检验报告》 57、JL1304-2009 《金相检验报告》 58、JL1305-2009 《化学成份分析报告》 59、JL1401-2009 《下料坡口加工检验记录》 60、JL1402-2009 《筒体检验记录》 61、JL1403-2009 《封头检验记录》 62、JL1404-2009 《机加工件检验记录》 63、JL1405-2009 《开孔划线检验记录》 64、JL1406-2009 《法兰(管板)检验记录》 65、JL1407-2009 《接管检验记录》 66、JL1408-2009 《支座检验记录》 67、JL1409-2009 《压力容器外观及几何尺寸检验报告》 68、JL1410-2009 《压力试验报告》 69、JL1411-2009 《补强圈检漏报告》 70、JL1412-2009 《成品检验记录》 71、JL1413-2009 《产品主要受压元件使用材料一览表》 72、JL1414-2009 《压力试验记录》 73、JL1415-2009 《封头壁厚检查记录》 74、JL1501-2009 《设备申购表》 75、JL1502-2009 《设备验收记录》 76、JL1503-2009 《设备检修记录》 77、JL1504-2009 《设备检定报告》 78、JL1505-2009 《设备报废申请表》 79、JL1506-2009 《设备台帐》 80、JL1507-2009 《计量器具管理台帐》 81、JL1508-2009 《计量器具周期检定日程表》 82、JL1601-2009 《不合格品(项)处置报告》 83、JL1602-2009 《纠正预防措施活动表》 84、JL1701-2009 《质量信息台帐》 85、JL1702-2009 《内部审核计划表》 86、JL1703-2009 《内部审核首、末次会议活动表》 87、JL1704-2009 《内部审核记录表》 88、JL1705-2009 《内部审核报告》 89、JL1706-2009 《质量信息反馈单》
最新表G工艺(锅炉压力容器全套体系文件)
(6)、检查期间压力应保持不变,不得采用连续加压来维持试验压力不变。
4、压力容器液压试验中,不得带压紧固螺栓或向受压元件施加外力。
5、试验完成后应及时排尽筒体内的积水,并用压缩空气将其吹干。
压力泵
1、检查各种资料
2、安全措施
3、水温≮5℃;
2、安全措施已到位;
3、试验过程中,检验人员必须到场;
4、严格按下列步骤进行水压试验工作:
(1)、容器外表面应保持干燥,且试压用水的温度≮5℃;
(2)、试验压力为MPa;
(3)、试验时,压力应缓慢上升到设计压力MPa,确认无泄漏后继续升压到规定的试验压力,保压分钟;
(4)、保压后将压力降低到设计压力MPa,再保压分钟;
制造工序过程卡
表G-02-03№:
产品名称
材料牌号
代用材料牌号
简图或说明:
产品图号
规格
规格
零部件名称
状态
状态
图号或标准号
材料入库编号
代用单编号
序号
工序
工作内容及工艺要求
工种
工装设备
检验内容
检测比例
自检
专检
总装工序过程卡
表G-02-04№:
产品名称
组装用零部件表
件号
名称
件号
名称
简图或说明:
图号或标准号
产品型号
序号
工序
工作内容及工艺要求
工种
工装设备
检验内容
检测比例
自检
专检
压力试验工艺卡
表G-02-05№:
试压部位
试压类型
水压
压力容器制造工序流转卡
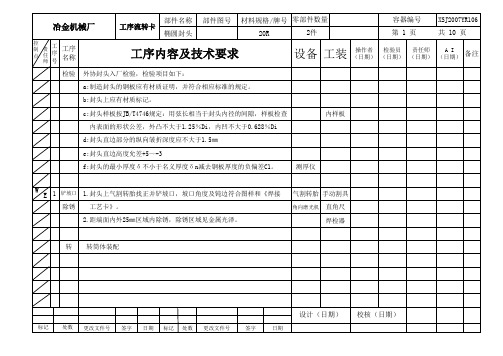
工序 名称
部件名称 部件图号 工序流转卡
附件
工序内容及技术要求
容器编号 第9页
XSJ2007YR106 共 10 页
设备 工装 操作者 (日期)
检验员 (日期)
责任师 (日期)
AI (日期)
备注
1 备料 领取经检验合格的管座 DN50、DN20、DN40、DN25、DN80接管, 铭牌,
支座等集中到装配现场。
5.定位焊缝长30~50㎜,间距50~200㎜,定位焊缝无气孔、夹渣、
裂纹等缺陷,且表面一致。
6.筒节端面倾斜度≤ 2 ㎜
7.筒节长度偏差2000±1.5㎜、 1000±1.5㎜。
8.同一截面上最大内径与最小内径之差随筒体直径的大小确定。
W E 6 装配 1.在筒节纵缝的一端装焊100×100㎜的引弧板,另一端装焊600×300㎜ 电焊机 定位焊 产品焊接试板一块及100×100㎜引弧板一块。 (焊条J427/φ3.2) 2.收、引弧板与筒节板等厚。 3.收、引弧板与筒节组对边缘偏差≤1.0㎜。 4.产品焊接试板焊缝与筒节纵缝应在同一直线上。
容器编号 第 10 页
XSJ2007YR106 共 10 页
设备 工装 操作者 (日期)
检验员 (日期)
责任师 (日期)
AI (日期)
工序流转卡
筒体
δ=8、20R
2节
容器编号 第5页
XSJ2007YR106 共 10 页
控
制 点
责 任 师
工 序 号
工序 名称
工序内容及技术要求
设备 工装 操作者 (日期)
检验员 (日期)
责任师 (日期)
AI (日期)
备注
W E 11 组对 1.筒节与筒节、筒节与封头,按焊缝排版图进行组对。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
管理评审计划
管理评审计录表
JL.01-03
JL.01-04
管理评审质量跟踪表
JL.03-01文件发放(回收)登记表
JL.03-02文件更改申请单
JL.03-03
有效标准清单
JL.03-04文件修改状态表
资料归档清单
JL.03-06
记录借阅登记表
JL.03-07
记录处理审批表
JL.03-08
文件销毁记录(质量记录销毁申请表)
合同评审单
JL.04-02
生产任务通知单
完成后一份返回技术质量部,一份返回经营部,一份自留。
JL.04-03
顾客提供产品清单
JL.04-04
生产经营活动变更联络单
JL.05-01
压力容器外来图样审核记录
工艺质控责任人:材料质控责任人:检验质控责任人:焊接质控责任人:
技术联络单
分供/包方评价表
分供/包方质量跟踪反馈记录
合格分供/包方名册
日
换热管使用跟踪记录表
JL.06-05单位:支
JL.06-06材料验收台帐
JL.06-08
采购申请单
注:此表一式二份,一份申请部门留存,一份物资科存档
JL.06-09材料验收入库通知单
编号:
JL.06-10焊材验收入库通知单
编号:
JL.06-11外购件(外协件)验收入库通知单
JL.06-12压力容器材料代用单
JL.06-13材料采购单
编号:
JL.06-14封头尺寸检查记录(未注明心尺寸单位为㎜)
JL.07-01/2
JL.07-03
材料汇总表
编制/日期校对/日期
编制/日期:审核/日期:检查/日期:
JL.07-06工艺文件更改单
JL.07-07
JL.07-08工装报废申请表
L.07-09工装验证报告
L.07-10工装档案
L.07-11工艺、图纸、文件交接记录
7-12工艺纪律检查表
JL.08-01焊材烘烤记录。