Six Sigma Phase I Review
Six Sigma超品质策略

•
這樣的小組其實很像一般的QIT(Quality Improvement Team),差別在 於只是6σ小組成員有一定的名位,而這樣的名位與升遷有很大的關連, 甚至沒有名位的人早晚會從公司消失。但它卻不是官僚體系的一個層級。 奇異希望其所有員工都受過6σ的訓練,差別只是在強弱而已。而一套專 業統計軟體MINITAB似乎就是他們員工的主要統計工具。整個奇異6σ 計畫仍在進行著,但其成效已經從收益中顯現出來,1997年花了3億美 元,但收益達6億美元。 6σ在奇異的全面化是基於6σ並不是只有在產品流程上才可以用的目標。 收帳的時間若有規格也可達到6σ。維護時間、服務時間、公文傳遞時間 以及計畫核准時間等都可以設定一段時間,做成達到6σ的成果;飛機的 失事每百萬次只有0.5次的發生,當然符合6σ的標準;記帳、修護、紀 錄、發薪和服務等錯誤的發生,最好也能符合6σ的要求。客訴率、不良 率和重工率也都要求到百萬次不到4次的產生。這隱約地告訴我們,所 有的企業流程都可適當地量化,加以統計,設法達到6σ的境界。而這樣 的境界是一次達成,不是修正再修正後達到的。以出納的服務來說,規 定給予出差費的時間是在員工報出差費後6天的時間內,若每次都能讓 員工在4天內領到,也算是符合6σ的要求,這是以平均為3和變異為1 來統計的。鞭子和紅蘿蔔不可少
Six Sigma超品質策略
面臨著這樣一個充滿變革的年代和價值創新的世紀,企業的腳步,不得不快,不能不 與眾不同,否則被時代潮流吞沒的將是那些固守窠臼的事業。而品質在這波潮流裡扮 演相當吃重的角色,品質的口號從80年代起,已經被喊得震天價響,從全公司品管 (CWQC),經由高品質(HQ)、零缺點(ZD),到全面品質管理(TQM)激起的 浪花似乎沒有想像中的高。尤其是在擁有經濟奇蹟的台灣,人們想像中的品質管理似 乎太抽象了,令人無法理解要如何做才能達到所要的高品質。相當多的人認為自己盡 了力,已經達到高品質的境界,而被委以品管重任的品管部門若也是如此心態, CWQC和TQM的效果就非常有限了。主要的問題在缺乏一個指標告訴大家真實的狀況。 製程能力指標(Cpk)的觀念只是落實在生產線上和某一部分人的腦海中。企業產品零缺 點的訴求,在現實中並沒有辦法一次就達到。「修正再修正」加上「去蕪存菁」而達 到的零缺點,並不是真正的品質,那是修正後的品質,是高成本的品質,沒有「一次 就做好」來得真實。再者,想將「零缺點」推展到其他部門,似乎不是件容易的事情, 相信每個人都會認為自己做的是零缺點,因為誰又有時間和客觀的方法去判斷呢? 於是聰明的人就制定了一個客觀的共用標準ISO9000,一個由企業外部評斷的標準,只 可惜被很多人認為是一個最低的品質標準。由福特汽車制定出的QS9000超越了這個標 準。但這些標準未能激起人們太多的感觸,除了專業人員外,一般人感覺到的是:這 是某些人所設定的一個高品質系統而已。
6 Sigma 概论
預期结果
Pg 22
流程漂移 (Process Drift)
漂移是指短期流程中心點的漸 變。這可能由溫度變化, 工具磨
損, 污染物堆積, 反應物耗盡等 …造成。
預期结果
Pg 23
6 Sigma 的焦點
Y=f(X)
Y Dependent (依變數)
Output (輸出) Effect (特性)
X Independent (自變數)
Sigma (σ) 是: 希臘字母表的第18個字母 Sigma 是統計學上標準差的符號 是變異的量測
Six Sigma 有一定歷史,包括: 一個願景 一個哲學 一個管理體系 一個雄心勃勃的目標 一個工具箱 一個以客戶爲中心的管理方法
Pg 6
Sigma是變異的量測
m
標準差 (s):平均數(m) 到反折點 (inflection point) 的距離。
Six Sigma的哲學是透過一個結構化、系統化的 方法,提昇公司各流程的卓越運作,並了解無缺 點的流程能使企業有突破性的改善。
Pg 10
Six Sigma – 管理體系
你能夠找出公司最重要的問題….? 容易還是困難?
分配你最好的員工去解決問題…. ? 容易還是困難?
把所需的工具、資源及管理支援都提供給他去解決問題 ….. ? 容易還是困難?
在精簡製造時 (量測階段) 要消除隱形工廠
Pg 25
Six Sigma 指標 (Six Sigma Metrics)
製程能力 (Capability) 製程規格與製程變異的比值 用 Cpk, Ppk, Z-值來計算
應有能力 (Entitlement) 是基於流程設計的潛在最佳性能 (potential performance) 可估計如下: 短期觀察到的流程最佳表現 相似流程中最佳短期性能的觀察 扣掉特殊原因變異後的性能
专业英语_关于介绍六西格玛的一篇文章(中英对照)

THE“SIX SIGMA“六西格玛PHENOMENA”- OLD OR NEW 新老现象”- - - - - -PERCEPTION OF QUALITY ? 感知的质量呢?Overview 概述Even if using Total Quality Management (TQM) as the main quality program represents a prevalent fact in nowadays industry, many companies are extending this kind of initiatives to incorporate strategic and financialissues .Among these initiatives, one such methodology is known as SIX Sigma, which originated from the Motorola Corporation .即使运用全面质量管理(TQM)为主要质量计划代表了在当今行业普遍存在的事实,许多公司都在扩展的举措将这种战略和财务问题。
在这些行动,这样一个方法被称为6σ,源自于摩托罗拉公司。
The concept was created by Motorola Inc .in the 1980s and was initiated by the engineers'conclusion , which stated that new products , often failing to meet customer expectations , could be produced error-free from the very beginning .When it was presented , this represented a radical idea during the activities of manufacturing in the organization : measuring customer requirements and performance against these targets during production , rather than after a product's completion .这个概念是由摩托罗拉公司。
six sigma质量检验西格玛
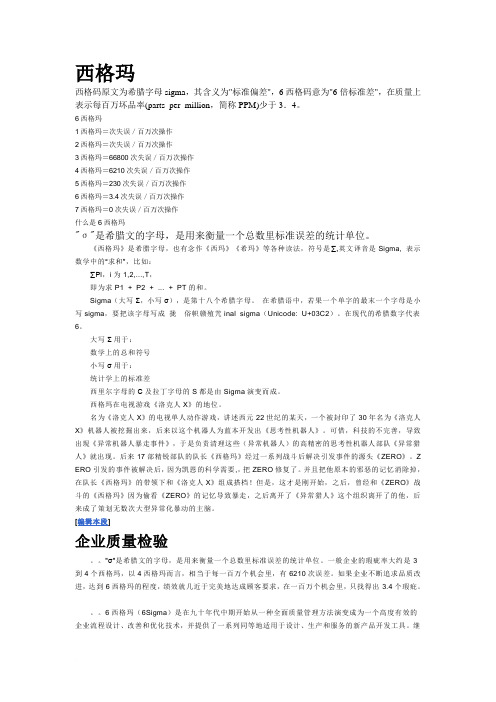
西格玛西格码原文为希腊字母sigma,其含义为"标准偏差",6西格码意为"6倍标准差",在质量上表示每百万坏品率(parts per million,简称PPM)少于3.4。
6西格玛1西格玛=次失误/百万次操作2西格玛=次失误/百万次操作3西格玛=66800次失误/百万次操作4西格玛=6210次失误/百万次操作5西格玛=230次失误/百万次操作6西格玛=3.4次失误/百万次操作7西格玛=0次失误/百万次操作什么是6西格玛"σ"是希腊文的字母,是用来衡量一个总数里标准误差的统计单位。
《西格玛》是希腊字母,也有念作《西玛》《希玛》等各种读法,符号是∑,英文译音是Sigma, 表示数学中的“求和”,比如:∑Pi,i为1,2,...,T,即为求P1 + P2 + ... + PT的和。
Sigma(大写Σ,小写σ),是第十八个希腊字母。
在希腊语中,若果一个单字的最末一个字母是小写sigma,要把该字母写成拢俗帜赣殖苀inal sigma(Unicode: U+03C2)。
在现代的希腊数字代表6。
大写Σ用于:数学上的总和符号小写σ用于:统计学上的标准差西里尔字母的С及拉丁字母的S都是由Sigma演变而成。
西格玛在电视游戏《洛克人X》的地位。
名为《洛克人X》的电视单人动作游戏,讲述西元22世纪的某天,一个被封印了30年名为《洛克人X》机器人被挖掘出来,后来以这个机器人为蓝本开发出《思考性机器人》。
可惜,科技的不完善,导致出现《异常机器人暴走事件》,于是负责清理这些(异常机器人)的高精密的思考性机器人部队《异常猎人》就出现。
后来17部精锐部队的队长《西格玛》经过一系列战斗后解决引发事件的源头《ZERO》。
Z ERO引发的事件被解决后,因为凯恩的科学需要,,把ZERO修复了。
并且把他原本的邪恶的记忆消除掉,在队长《西格玛》的带领下和《洛克人X》组成搭档!但是,这才是刚开始,之后,曾经和《ZERO》战斗的《西格玛》因为偷看《ZERO》的记忆导致暴走,之后离开了《异常猎人》这个组织离开了的他,后来成了策划无数次大型异常化暴动的主脑。
六西格玛基本知识
六西格玛基本知识六西格玛(Six Sigma)是一种管理方法,通过精确的方法和数据分析,旨在减少错误、提高效率,在满足顾客需求的同时实现组织目标。
它起源于20世纪80年代的美国,由Motorola公司引入,并在90年代初被通用电气公司(General Electric)广泛采用,后来蔓延至全球各个领域。
六西格玛的核心思想是通过识别和消除过程变异,使得所有的工作流程保持在可控的范围内。
它以数据为基础,注重过程改善的量化和测量,以减少不必要的变动和误差。
在六西格玛中,一个关键的概念是DMAIC(定义、测量、分析、改进和控制)方法。
这是一个用于解决问题和改进过程的结构化方法。
首先,定义阶段旨在确定问题的关键因素,以及制定达到目标所需的具体指标。
在测量阶段,收集相关数据,并进行统计分析,以便了解过程的当前状态。
接下来,分析阶段通过使用工具和技术来识别和解决问题。
这些工具包括流程图、散点图、核查表等等,帮助找出可能引起问题的根本原因。
改进阶段的目标是设计并实施改进方案,以最大程度地减少变异和误差。
最后,控制阶段旨在通过监控和持续改进来确保改变的可持续性。
这包括建立控制计划、制定操作标准和培训相关人员。
六西格玛注重团队合作和全员参与。
它鼓励组织中的每个人在问题解决和改进过程中发挥作用。
团队成员接受特定的培训,以了解六西格玛的原则和工具,并作为问题解决的关键参与者。
通过采用六西格玛,组织可以实现多方面的好处。
首先,它可以提高产品或服务的质量,减少缺陷率和客户投诉。
其次,六西格玛可以帮助组织提高生产效率,减少浪费和不必要的成本。
此外,它还促进了创新和持续改进的文化,增强了组织的竞争力。
然而,要成功实施六西格玛,组织需要认识到这是一个长期过程,需要投入时间、资源和承诺。
同时,高层管理人员的支持和领导至关重要,他们应该成为六西格玛的倡导者,并在组织中树立榜样。
在不断变化和竞争日益激烈的商业环境中,六西格玛成为很多组织取得成功和持续发展的基石。
六西格玛是什么
六西格玛是什么1. 介绍六西格玛(Six Sigma)是一种质量管理方法和工具,旨在通过减少产品或过程的变化和缺陷,以提高业务绩效和客户满意度。
它的目标是将质量水平提高到每百万个机会(Defects Per Million Opportunities, DPMO)的水平,即3.4个缺陷/百万个机会。
六西格玛最早由美国西北大学管理学院的教授比尔·史密斯 (Bill Smith) 提出,并在20世纪80年代末和90年代初,由Motorola和通用电气公司广泛应用和推广。
如今,六西格玛已经成为全球许多组织和企业的质量管理方法之一。
2. 六西格玛方法六西格玛方法基于数据和统计分析,旨在通过一系列有目标的步骤来改善和优化业务过程。
以下是六西格玛方法的主要步骤:在这个阶段,项目团队明确项目目标、范围和关键业务指标,并确定客户需求和期望。
此外,还制定项目计划、确定项目概要,并明确项目的执行策略。
2.2. 测量阶段在这个阶段,团队收集和分析与业务过程相关的数据,以了解当前过程的性能水平。
通过采集数据,可以确定存在问题的源头,并为改进过程提供实际的信息。
2.3. 分析阶段在这个阶段,团队进行深入的数据分析,以确定影响业务过程的根本原因。
通过统计工具和技术,可以找出导致变异和缺陷的主要因素,并确定改进措施。
在这个阶段,团队根据分析结果,提出改进业务过程的解决方案,并对其进行测试和验证。
这个阶段的重点是持续改进和实施可行的解决方案,以减少变异和改善性能。
2.5. 控制阶段在这个阶段,团队建立稳定的业务过程,并制定测量、监控和控制的方法。
通过建立控制计划和指标,可以确保改进措施的有效性,并及时发现和纠正潜在问题。
3. 六西格玛的工具和技术在实施六西格玛过程中,有许多工具和技术可以帮助团队分析和解决问题。
以下是一些常用的六西格玛工具和技术:•流程图:用于描述和分析业务过程的各个步骤和环节。
•直方图和散点图:用于可视化数据分布和关联性,并帮助识别异常和异常值。
六西格玛
六西格玛六西格玛(Six Sigma)又称:6σ,6Sigma,不能使用大写的Σ,西格玛(Σ,σ)[1][2]是希腊文的字母,在统计学中称为标准差,用来表示数据的分散程度。
其含义引申后是指:一般企业的瑕疵率大约是3到4个西格玛,以4西格玛而言,相当于每一百万个机会里,有6210次误差。
如果企业不断追求品质改进,达到6西格玛的程度,绩效就几近于完美地达成顾客要求,在一百万个机会里,只找得出3.4个瑕疪。
六西格玛(6σ)概念作为品质管理概念,最早是由摩托罗拉公司的比尔·史密斯于1986年提出,其目的是设计一个目标:在生产过程中降低产品及流程的缺陷次数,防止产品变异,提升品质。
真正流行并发展起来,是在通用电气公司的实践,在杰克韦尔奇于20世纪90年代发展起来的6σ(西格玛)管理是在总结了全面质量管理的成功经验,提炼了其中流程管理技巧的精华和最行之有效的方法,成为一种提高企业业绩与竞争力的管理模式。
该管理法在摩托罗拉、通用电气、戴尔、惠普、西门子、索尼、东芝、华硕等众多跨国企业的实践证明是卓有成效的。
为此,国内一些部门和机构在国内企业大力推6σ管理工作,引导企业开展6σ管理。
随着实践的经验积累,它已经从单纯的一个流程优化概念,衍生成为一种管理哲学思想。
它不仅仅是一个衡量业务流程能力的标准,不仅仅是一套业务流程不断优化的方法,进而成为一种应对动态的竞争环境,提升企业竞争力,取得长期成功的企业战略。
六西格玛软件企业在实施六西格玛项目中,会收集大量的数据,然后借助这些数据,来发现和解决流程中存在的问题,这就需要一款统计软件来帮助我们。
目前,90%的六西格玛实施公司都会选择Minitab软件作为项目实施工具。
Minitab软件1972年成立于美国,是企业六西格玛项目必不可少的软件。
目前在全球100多个国家,4800多所高校被广泛使用,Minitab软件强大的功能和简易的操作,深受广大质量学者的青睐。
Minitab最新版本是MInitab16,内置“协助”功能,为广大使用者提供更完善的使用和精确的分析思路由来六西格玛(Six Sigma)是在20世纪90年代中期开始被GE从一种全面质量管理方法演变成为一个高度有效的企业流程设计、改善和优化的技术,并提供了一系列同等地适用于设计、生产和服务的新产品开发工具。
“Six Sigma”七步骤方法
“SixSigma〞★★★★「七步骤方法」在品质保证开展上,近年提出了“6Sigma〞的品质治理。
许多跨国性企业已采纳这品质治理概念,并要求他们的需求商提供此种保证。
★“6Sigma〞的历史:在70年代,Motorola面对日本严峻的挑战,其主席Bobgalvin决定在品质上改善,来迎战日本高品质的挑战。
在1981年,他要求其产品必须在五年内有10倍的改善。
于1987年,Motorola建立了“6Sigma〞的概念,基于统计学上的原理,“6Sigma〞代表着品质合格率达99.9997%或以上。
换句话讲,每一百万件产品只有3.4件次品,这是特不接近“零缺点〞的要求。
“6Sigma〞方案要求不断改善产品、品质和效劳,他们制定了目标、工具和方法来到达目标和客户完全满足〔TotalCustomerSatisfaction〕的要求。
在过程上他们提供了黑带〔BlackBelt〕和绿带〔GreenBelt〕的有经验工程人员和参谋推行整个方案,并成为品质改善的先锋。
Motorola的“七步骤方法〞〔SevenStepMethod〕,“不断改善〞〔ContinuousImprovement〕和客户完全满足〔TotalCustomerSatisfaction〕根基上取材自TQM〔全面优质治理概念〕。
他们提出新设计文化,简化生产步骤,采纳机械臂、通用网络等来到达他们5“九〞〔99.999%)品质要求。
1989年,Motorola更成功取得“MotorolaBaldnigeNationalQualityAward〞奖项。
1989年,BobGalvin又提出另一个十倍品质改善的要求,并于1991年完成。
自1981年起,Motorola已录得1000倍〔1000∶1〕的品质改善。
其他公司,譬如Boeing,Caterpllar,Corning,GeneralElectric,DigitalEquipment和IBM等公司都采纳“6Sigma〞方法往改善品质。
什么是Six Sigma
Six Sigma 关注于
以完美的执行能力达到客户满意最大化 快速的突破性改善
应用先进的突破性工具 产生积极而深入的企业文化变革
实际的财务成效!
Passion + Execution = Fast and Lasting Results
热情+ 执行= 快速而持续的成效
Six Sigma 的三个方面
客户忠诚度损失 库存太多
周期时间过长 过多的工程变更
丧失的机会 隐藏的工厂
劣质的附加成本 (无形的)
(测量困难或无法测量)
COPQ 是SIGMA能力的函数
劣质成成本
利润 COPQ
理论成本
价格 损失
COPQ
利润 COPQ
理论成本
理论成本
劣质成本 (COPQ)---DFSS
利润
利润 COPQ
价格 损失
利润
COPQ
总制造和 销售成本
理论成本
理论成本
COPQ 理论成本
劣质成本 (COPQ)---DMAIC+DFSS
利润
总制造和 销售成本
利润 COPQ
理论成本
价格 损失
COPQ
理论成本
利润 COPQ 理论成本
品质突破
特殊变异
自然变异在 μ0 以下 (±3σ0)
历史水平 (μ0)
一个统计测量标准 一种业务策略 一种经营哲学
Sigma 过程等级
Sigma 能力 2σ 3σ 4σ 5σ 6σ
缺陷率 308,770 dpmo
66,811 dpmo 6,210 dpmo 233 dpmo 3.4 dpmo
劣质成本 (COPQ)
质量管理前沿领域SixSigma简介

实际问题
统计问题
统计解法
实际解法
X里都有什么?
f是什么模样?
如何决定X的最佳值和规格?
为了满足最佳值和规格,对X管理。(标准化,预防失误,SPC适用等)
科学的问题解决方法
Six Sigma特征
Y = f(X1, X2, …, XN)
过程图与测量系统
Define/Measure
Six Sigma 概要
水准? σ (Sigma)是统计学的用语,又叫「标准偏差」 。以总体的中心值位标准,其中个体值散布的程度, 即表示散布的大小。 什么叫 水准?品质特性值是正态分布时,从平均值到规格界限为止距离相当于标准偏差几倍的测度,Process散布越小,水准越大。
平均值
规格界限(USL)
哲学
Six Sigma 概要
经营战略
正确的特性
消除缺陷
顾客满足
最佳价格
市场占有率
短的CycleTime
低的保证费用
低的废弃率/ 再作业
更高的利润
更低的价格
这种结果 如何达成?
Six Sigma概要
Six Sigma Tree
达成Six Sigma,跟摘树顶端的水果是一样的。越接近最佳阶段难度越高。 因此 3 → 6σ ; 19,600倍改善
检查或试验后的数率
废弃
再作业
输入
隐患工厂
NOT
OK
作业
检查
最终产出率
OK
时间, 费用, 人员
90%
顾客品质
VA(Value Added)NVA(Non-Value Added)
VA
过程中心
NVA
Six Sigma的特征
Six Sigma简介

6σ& Motorola (二)
■ 6σ对Motorola所代表的涵意: ◆ 3.4ppm的不良率 (即:99.99966%的良品) ◆ 与“零缺陷”的距离有多少? ◆ 作为TQM的衡量基准 ◆ Benchmark的比較基准
6σ& Motorola (三)
■ ―Motorola‖ 指出 “Data‖(数据、资料)是满足顾客的关键: ◆ If we cannot express what we know in numbers, We don’t know much about it. (如果不能以数字来表示我们所知道的,我们则对它所知道 的就不多)。
六西格玛(Six Sigma)方案的提出(2/2)
■ “六西格玛质量(Six Sigma Quality)”是 摩 托罗拉命名的方案,与此同时还进行了与 “顾 客完全满意”密切相关的其他4项战略行动如 下: ⑴ 全面减少周期时间(Cycle Time); ⑵ 领导生产和制造; ⑶ 增加利润;
重视培训建立摩托罗拉大学
0.002 99.999660
六西格玛(Six Sigma)名称的由来
从市场营销观点出发,盖尔温先生需要
利用新奇事物来吸引人们的注意,所以
他很喜欢“六西格玛(Six Sigma)”这
个名称,认为它听起来很像是一辆日本
新型小轿车。这就是“六西格玛”的由
来。
六西格玛(Six Sigma)方案的提出(1/2)
六西格玛(Six Sigma)来源(5/5)
表1-2
±σ 1σ 2σ 3σ 4σ 5σ 6σ
σ质量水平对照表
常态分配(shift1.5σ) 30.23% 69.13 93.32 99.3790 99.97670 697700ppm 308700 66810 6210 233 3.4
Si-Sigma六西格玛常见问题解答

Six Sigma六西格玛常见问题解答什么是六西格玛?六西格玛是一项以数据为基础,追求几乎完美的质量管理方法。
西格玛是一个希腊字母σ的中文译音,统计学用来表示标准偏差,即数据的分散程度。
对连续可计量的质量特性:用σ度量质量特性总体上对目标值的偏离程度。
几个西格玛是一种表示品质的统计尺度。
任何一个工作程序或工艺过程都可用几个西格玛表示。
六个西格玛可解释为每一百万个机会中有3.4个出错的机会,即合格率是99.99966%。
而三个西格玛的合格率只有93.32%。
六个西格玛的管理方法重点是将所有的工作作为一种流程,采用量化的方法分析流程中影响质量的因素,找出最关键的因素加以改进从而达到更高的客户满意度。
六西格玛(Six Sigma)是在九十年代中期开始从一种全面质量管理方法演变成为一个高度有效的企业流程设计、改善和优化技术,并提供了一系列同等地适用于设计、生产和服务的新产品开发工具。
继而与全球化、产品服务、电子商务等战略齐头并进,成为全世界上追求管理卓越性的企业最为重要的战略举措。
六西格玛逐步发展成为以顾客为主体来确定企业战略目标和产品开发设计的标尺,追求持续进步的一种质量管理哲学。
六西格玛类似于SPC(统计性工作程序控制)吗?六西格玛是一个致力于完美和追求客户满意的管理理,SPC是一个支持六西格玛这个管理理念的工具。
所有那些传统的质量管理工具,像SPC、MSA、FMEA、QFD 等均是实现六西格玛必不可少的工具。
实施六西格玛的目的是什么?为企业实施六西格玛提供必须的管理工具和操作技巧;为企业培养具备组织能力,激励能力,项目管理技术和数理统计诊断能力的领导者,这些人才是企业适应变革和竞争的核心力量。
从而使企业降低质量缺陷和服务偏差并保持持久性的效益,促进快速实现突破性绩效,帮助企业达到战略目标。
六西格玛适合于什么样的企业?它适用于任何水平、任何企业,它功能强,可以测量到百万分之一的水平。
因为它是要影响到整个公司,实施六西格玛需要上层领导的大力协助。
Sixsigma教育材料

Sixsigma教育材料1. 简介Six Sigma是一种管理和质量控制方法,旨在通过减少缺陷和提高效率来改善组织的绩效。
本教育材料将介绍Six Sigma的根本概念、工具和方法,帮助读者了解如何应用Six Sigma来解决业务问题和提高业务绩效。
2. Six Sigma的根本概念•Six Sigma的起源和开展•DMAIC方法:定义、测量、分析、改善、控制•Six Sigma的核心原那么和目标3. Six Sigma的工具和方法3.1 测量工具•测量体系分析〔MSA〕•测量系统误差和稳定性分析•测量指标定义和选择3.2 统计分析工具•直方图和散点图分析•过程能力分析•方差分析3.3 问题识别和数据收集工具•声音图•因果图•数据收集方案3.4 分析工具•根本原因分析和因果关系图•Pareto图•散点图和回归分析3.5 改善工具•5W1H分析法•PDCA循环•设计实验3.6 控制工具•控制图•过程稳定性和能力验证•控制方案的制定和执行4. Six Sigma在实际应用中的案例分析•成功案例分享:如何通过Six Sigma改善生产流程并提高质量?•Six Sigma在效劳行业的应用案例•Six Sigma在制造业的应用案例5. 如何实施Six Sigma•Six Sigma工程团队的组建•工程管理和工程周期•成功实施Six Sigma的关键因素和挑战6. Six Sigma认证和培训•Six Sigma的认证等级和要求•如何选择一家适宜的Six Sigma培训机构•培训课程的内容和形式7. 结语通过学习本教育材料中介绍的Six Sigma概念、工具和方法,你将能够理解Six Sigma的核心原那么和目标,并学会如何应用Six Sigma 来解决业务问题和提高业务绩效。
不管是在制造业还是效劳行业,Six Sigma都能为组织带来可持续的质量和效率改良。
我们尽诚邀请你参加到Six Sigma的学习和实践中,共同创造更优质的产品和效劳。
六西格玛管理概述英文版
© 1994 Six Sigma Academy
• Seven articles lost per hour
• One unsafe minute every seven months
• 1.7 incorrect operations per week • One short or long landing every
five years
• 68 wrong prescriptions per year
S SIX IGMA 2
What is Six Sigma?
S SIX IGMA
• Bottom line: Six Sigma
– Defines the goals of the business – Defines performance metrics that tie to the
business goals – Identifies, using performance metrics, projects that
– Customer focus – Breakthrough improvement – Continuous improvement – People Involvement
© 1999 Sigma Consultants, L.L.C. Revision 2.0 – October 1, 2000
Six Sigma Focus
S SIX IGMA
• Delighting the customer through flawless execution
• Rapid breakthrough improvement • Advanced breakthrough tools that work • Positive and deep culture change • Real financial results that impact the bottom
六西格玛基本知识介绍

六西格玛基本知识介绍什么是六西格玛六西格玛(Six Sigma)是一种管理方法和业绩度量体系,用于改进企业的质量和效率。
它的目标是通过减小过程的变异性,将产品和服务的质量提高到几乎没有缺陷的水平。
六西格玛是由美国的摩托罗拉公司于1986年开发的,随后被通用电气公司引入,并逐渐在其他公司获得了广泛的应用。
六西格玛的原理六西格玛的核心思想是通过识别和解决问题的根本原因,来减少过程的变异性。
它采用了一套严格的工具和方法来帮助企业实现持续改进。
六西格玛的原理可以归纳为以下几个方面:1.客户导向:六西格玛强调以客户需求为中心,将产品或服务设计和交付过程与客户的期望相匹配。
2.数据驱动:六西格玛注重数据的分析和利用,通过收集和分析大量的数据来评估过程的性能,并识别引起问题的根本原因。
3.流程思维:六西格玛强调全局观念,将复杂的业务流程划分为若干个可管理的小步骤,以便更好地理解和优化整个过程。
4.持续改进:六西格玛是一个不断迭代的过程,它要求企业保持持续改进的态度,并通过定期的数据分析和评估来确保目标的实现。
六西格玛的核心指标六西格玛采用了一套统一的指标体系来衡量过程的性能和改进的效果。
以下是六西格玛的两个核心指标:1.DPU(Defects Per Unit):每单位产生的缺陷数。
DPU是六西格玛关注的一个关键指标,它用于衡量产品或服务的质量水平。
DPU越低,表示产品或服务的质量越好。
2.DPMO(Defects Per Million Opportunities):每百万个机会中的缺陷数。
DPMO是一个衡量过程能力的指标,用于评估过程的流程稳定性和能力。
DPMO越低,表示过程的稳定性和能力越高。
六西格玛的工具和方法六西格玛采用了多种工具和方法来帮助企业实现质量改进的目标。
以下是六西格玛的一些常用工具和方法:1.DMC(Define, Measure, Analyze, Improve, Control):这是六西格玛的一个基本工具,它是一个五个阶段的闭环过程,用于解决问题和改进过程。
6SIGMA5精编版

Six Sigma 的实际意义
如果我们能够很好地控制X ( 工艺输入) , 那我们又何必去担心Y( 工艺输出) 不能达到好的结果.
YDependent 从属的Output 输出Effect 结果Symptom 症状Monitor 观察
X1 . . . XNIndependent 独立的Input-Process 工艺输入Cause 原因Problem 问题Control 控制
黑带人员的工作重点
处理中大程度的项目研究关注重要的费用节省和70%的次品的减少有系统地执行 M.A.I.C M Measure 测量 A Analyze 分析 I 改进 C Control 控制确保最终能得到合适的结论和正确的纠正措施能得到实施
绿带人员的工作重点
( 税务单 )
(140,000 PPM)
3 Sigma
6 Sigma
5 Sigma
4 Sigma
93.32 %
99.379 %
99.9767 %
99.99966 %
已成历史
当前
短期内
长远发展
Sigma
长期的成品率
标准
Six Sigma 的成绩表现
99.99966% 才算够好 (6 Sigma)
它是指一个独立的物料, 要素, 它可以是一种物体或是一个工艺参数, 它们可能是对影响品质的关键因素具有很重要作用.
KPOV关键的工艺过程输出
5.
Six Sigma 的一些术语及其解释(cont)
6.
Rolled Throughput Yield 累计产出率
任一单位产品, 服务或是信息包含缺陷数为零的可能性.
Six Sigma介绍-58页

培训目标
• 什么是 Six Sigma? • 为何需要 Six Sigma?
• 如何应用 Six Sigma?
• Six Sigma的组织模型
• Six Sigma 在X公司的应用
何为 Six Sigma?
六西格玛是一个业务流程,它允许公司通过设计和监控 每天的业务活动来彻底改变其底线,其目标为大幅度增 加客户满意度的同时将浪费和资源成本降至最低。
最终产出率的缺点是未考虑“隐藏的工厂”或返工。
隐藏的工厂 : 用于改正/修理主过程所产生的缺陷的系统
或过程。
滚动产出率 (Yrt)
输入 (950) 1,000 输入 200 缺陷= 300 150 输入(925)
过程A
800
过程B
300
650
过程C
250
675
出货
275
125
返工
50 报废
返工
25 缺陷= 425 Ytp(B) = e–425/950 = 0.6393 报废
A公司的主要目标
• • • • • • • 改进所有产品的上市时间 成为高技术领域的领袖 创建世界级的制造过程 与供应商建立战略合作关系 提供最好的产品及过程品质 与主要客户建立战略合作关系 成为被选择的雇主
Six Sigma项目必须与以上目标相吻合!!!
Six Sigma的利益
• 降低成本 • 产能提高 • 市场份额增加 • 客户忠诚及保留 • 周期时间降低
略”来降低过程变异。
Six Sigma 方法 • 确定客户需求 • 聚焦于目标
• 降低变异
• 降低缺陷
Six Sigma的焦点?
输入
过程
输出
SixSigma教程

SixSigma教程SixSigma简单介绍什么是"6-sigma" ?"6-sigma"是⼀个使您的公司达到世界级的质量和竞争⼒的管理策略和技术⼿段。
它已成功地应⽤于许多世界著名的⼤公司企业,如GE,Motorola, allied signal, Honey well, Sony, Siemens, Westing house等。
通过提⾼各种过程(如市场、研发、⽣产、采购、维修、服务、管理、财务、⼈事等)的运作效率和效果,降低失误和故障率,来提⾼客户的满意度和市场占有率,从⽽增加销售额。
另⼀⽅⾯,通过提⾼效率,减少故障,可以节省⼤量因质量问题和效率低下⽽损失的成本。
在当今世界,普通的公司,⼀般可达到3~4σ的⽔平。
这意味着质量成本将占到销售额的30~40%,⽽6- sigma的公司,质量成本只占到不⾜销售额的5%。
Sigma(σ)是⼀个西腊(Greek)字母。
在统计学中,它代表偏差;在6- sigma中,也同样代表偏差。
6- sigma意味着每⼀百万个机会中只有3.4个错误或故障。
不运⽤"6- sigma"的⽅法和策略,⼀个公司想从低⽔平的过程能⼒(如3~4σ)上升到6σ的⽔平是不可能的。
您的公司是否有兴趣实施"6-sigma"的⽅法和策略?"科理顾问服务有限公司"可以提供有效的帮助。
因为她拥有世界级的、经验丰富的"6-sigma"专家和独到的突破策略。
科理公司辅导案例实例1⼀个半导体簿膜设备制造商?quot;6-sigma"实施前的状况是:由于设计研发周期过长,该公司总是不能及时将产品推⼊市场,⽽且由于故障率太⾼,导致售后服务和维修成本过⾼。
售后服务和维修成本包括:(1)顾客报怨、投诉和保修成本;(2)客户维修成本;(3)延迟发货和停产损失。
该公司⼀台设备的平均单价是US$7500K。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
...
Process Input
Critical to Process (CTP)
Product Quality
...
CTQ The CT Matrix Structure
Applying PTAR to Black Belt Development
Breakthrough Technologies for Success
Lower Spec Target Upper Spec
Continuously…...
Improve yields Eliminate defects
Reduce the cost of poor quality and
Reduce cycle time
Lower Control
Process Center
3.4
0.001
Short Term / Long Term
m
Six Sigma Centered Short Term
Zst = 6.0 DPPMst = .002
.001 ppm T ± 6s m
.001 ppm
LSL
USL
Six Sigma Shifted 1.5s Long Term Zlt = 4.5 DPPMlt = 3.4
2 3
Design
?
1 2
Material
$
Measurement System
Process Capability
1 2 3
3
1
3
2
Sigma Scale
(Distribution Shifted 1.5s) Defects
Z
2
3 4 5
PPM
308,537
66,807 6,210 233
6
7.5
Process Mapping Steps (cont.)
5. CLASSIFY
THE PARAMETERS
Classify the process parameters identified (in #4 above) into the following categories:
N = Noise Factors - Uncontrollable - May be controllable, but are not controlled by decision. C = Controllable factors - Process factors that can be changed to see the effect on product characteristics. S = Standard Operating Procedures - A procedure is used to define and run those factors. Tooling, Fixtures. Cr = Critical Factors - Determined through FMEA, DOE, etc.
Management Coordination Meeting
Optional Pre-training (2-3 days)
T rain
Kickoff (1 week)
Measure training (1 week)
Measure application (3 weeks)
Analyze training (1 week) Analyze application (3 weeks)
X1 . . . XN Independent Input-Process Cause Problem Control
The output is used to evaluate the process.
If our processes to produce X is so good, why are we constantly inspecting Y?
Man (People)
Machine (Equipment)
Method (Procedures) Material Measurement
Legend C Controllable Cr Critical N Noise P Procedure
Product Parameters, y’s
Characteristic 1
Operation 1
Tool A
Y = f (X)
CTQ
= Leverage Point
CTS, CTQ, CTP Relationships
CTY Tree
Critical to Satisfaction (CTS) Business Success Critical to Quality (CTQ) Customer Satisfaction
Quantifying the Normal Distribution
Definitions
m-3s m-2s m-1s
m
m+1s m+2s m+3s
68.26% 95.46% 99.73%
The Standard Normal Transform
Definitions
Z
X -m
s
Permits conversion of any data point (X) into a Z value. This value allows us to look up the percentage of the population that is above and below the data point.
Six Sigma is a measurement of how effective strategies are in eliminating defects and variations from processes and services to increase yield.
=
Y = F(x1,
What is Six Sigma?
Six Sigma, a Strategy and a Measurement of Strategies
Six Sigma is an overall strategy to accelerate improvements in processes and services (create breakthrough).
Mother Nature (Environment)
Why List the Parameters?
Process Mapping
Undr
Number of Darts
Professional
SL SL
SL
SL
-6 -5 -4 -3 -2 -1
1 2 3 4
5
6
distance from centre
Sources of Variation
Order Forms
Code
1
Define Measure Analyze Improve Control
P lan
Management Coordination Meeting
Management Coordination Meeting
Management Coordination Meeting
Management Coordination Meeting
Select the appropriate process level.
Product and Process Parameters Process Mapping
Inputs
STEP OF PROCESS
Process Parameters, x’s
Outputs
y = f(x)
Remember the 6 M’s
Realization Review after completion of project
Fundamentals of Process Mapping
Process Mapping A process map… Should describe the: ◦ Major activities / tasks ◦ Subprocesses ◦ Process boundaries ◦ Inputs ◦ Outputs ◦ Process Parameters ◦ Customers & Suppliers ◦ Process owners Should be reviewed frequently. Should document how the process actually operates, not how it is supposed to operate. (“As is”, not “To Be”) Will identify opportunities for quality improvements.
Characteristic 1 Characteristic 2 Characteristic 3 Characteristic 2 Characteristic 3
Operation 2 Operation 3
Process C
Process B
Factor
Tool B
Tool C
CTP
Process A
Data Types Definitions
Attribute Yes - no Good - bad Accept - reject Discrete Multiples of whole units Can not be meaningfully divided Count or classification Continuous Can be meaningfully divided into finer and finer increments of precision weight, length, voltage, time