焊评抗氢抗硫试验委托
ASME抗氢抗硫0284-2011
NACE Standard TM 0284-2011试验方法标准评定管线和压力容器用钢抗氢诱发裂纹性能本NACE国际标准代表了审查过此文件、及其范围和条款的所有成员的一致意见。
本标准的认可不会在任何方面阻碍任何人不按照本标准进行制造、销售、订货或者产品的使用、加工或生产过程,无论他是否采纳本标准。
本NACE国际标准中决不会有暗示或其它任何方式给予任何人任何权利使用专利范围内的工艺方法、仪器或产品来进行生产、销售或使用,或者保护任何人不承担侵犯专利权的责任。
本标准叙述的是最低要求,且决不应解释为是对采用更好的生产过程和材料的限制。
本标准也无意适用于任何与此专题有关的情况。
不可预见的情况可能使本标准在特定情况下失效。
NACE不对其它团体对本标准的解释和使用负责,只认可根据它的管理程序和规则所发布的那些正式的解释,不认可由个别人自己发布的解释。
NACE的使用者有责任审查有关健康、安全、环境和管理的文件并在本标准使用前确定它们与本标准的适应性。
本标准可以不必列出所有的与使用的材料、仪器和操作细节有关的或涉及到本标准的潜在的健康和安全问题,或者环境的危害性。
使用者有责任建立相应的健康、安全和环境保护规范,如果有必要可与有关管理部门商议,在使用本标准时与现有的相应的管理要求一致。
注意:NACE标准为周期性文件,可以在没有预先通知的情况下随时加以修改或收回。
用户应注意获取最新版本。
NACE要求重申、修订或撤回本标准的工作应在初版发行日的5年以内进行。
购买者可以与NACE国际会员服务部,1440 South Creek Drive,休斯顿,得克萨斯77084-4906 (电话 +1 281/228-6200)联系,可以得到所有标准或NACE的其它出版物的当前版本。
前言根据钢材性质、制造或者成型工艺、环境特性和其他变量,湿硫化氢环境中因钢材腐蚀所产生的氢的吸收会产生不同的影响。
在压力容器、压力管道中观测到的一个有害作用是裂纹沿钢材轧制方向发展。
抗硫管线焊接工艺研究

20#应用研究大庆油田工程建设有限公司培训中心2010年12月20#钢含硫天然气管线焊接工艺应用研究大庆油田工程建设有限公司培训中心刘庆忠张先龙都宏海概要:本文从降低成本、缩短进料周期等角度出发,根据前线施工单位具体情况,灵活应用,提出以国产J427焊条替代进口焊条,采用氩电联焊方法进行了20#钢含硫管线的焊接。
焊接接头经应力腐蚀试验等检测后完全满足标准要求,其工艺已应用于现场施工,大大降低了生产成本,取得了令人满意的效果。
关键词:J427焊条、焊接、应力腐蚀0 前言近年来,随着天然气在国民经济中各个行业的广泛应用,与天然气相关的管道、场站建设也越来越多,但天然气中含有的硫化氢是导致焊接接头应力腐蚀失效的主要原因之一,直接威胁到管道设施的安全运行。
以往对于此种含硫管线焊接经常采用进口专用高韧性低氢焊条,成本高、进料周期长。
如能采用国产焊条替代进口焊条,将大大降低施工成本及缩短工期,对于大庆油田乃至外部市场含硫天然气管道焊接将具有重要意义。
本文即基于此点,对国产焊条在含硫管线的应用展开研究,其结果已得到建设方认可,并应用到工程施工中。
1 工程简介本研究依托工程为工程建设公司承揽的哈萨克斯坦希望油田第四油气处理厂,该处理厂为中油(国际)阿克纠宾油气股份公司新建的油气处理厂,一期建成原油处理规模400万吨/年,其中配套集输管线42.5公里,地上工艺管道18.9公里,地下管道23.6公里。
含硫管线全长13.42公里,共3937道口,材质为20#,规格为Φ219×6mm 。
根据要求,工艺试验除需正常的力学检测外,还需对管线焊接接头进行硬度(HV10)、抗氢致开裂(HIC )和抗硫化物应力开裂(SSC )试验。
2 焊接工艺研究 2.1 焊接方法及材料焊接方法为氩电联焊。
焊材选择主要考虑适用性和普遍性原则。
通过调研发现,针对20#钢,在大庆油田以大西洋焊材使用最为普遍,份额约占到了工程建设公司承揽工程的80%左右,因此本研究实际选用四川大西洋产H08Mn2SiA 焊丝和J427焊条进行试验,其中J427与进口E7018-1H4R 两种低氢焊条化学成分见表1,力学性能见表2。
20#抗硫管线焊接工艺研究
20#钢含硫天然气管线焊接工艺应用研究大庆油田工程建设有限公司培训中心2010年12月20#钢含硫天然气管线焊接工艺应用研究大庆油田工程建设有限公司培训中心刘庆忠张先龙都宏海概要:本文从降低成本、缩短进料周期等角度出发,根据前线施工单位具体情况,灵活应用,提出以国产J427焊条替代进口焊条,采用氩电联焊方法进行了20#钢含硫管线的焊接。
焊接接头经应力腐蚀试验等检测后完全满足标准要求,其工艺已应用于现场施工,大大降低了生产成本,取得了令人满意的效果。
关键词:J427焊条、焊接、应力腐蚀0 前言近年来,随着天然气在国民经济中各个行业的广泛应用,与天然气相关的管道、场站建设也越来越多,但天然气中含有的硫化氢是导致焊接接头应力腐蚀失效的主要原因之一,直接威胁到管道设施的安全运行。
以往对于此种含硫管线焊接经常采用进口专用高韧性低氢焊条,成本高、进料周期长。
如能采用国产焊条替代进口焊条,将大大降低施工成本及缩短工期,对于大庆油田乃至外部市场含硫天然气管道焊接将具有重要意义。
本文即基于此点,对国产焊条在含硫管线的应用展开研究,其结果已得到建设方认可,并应用到工程施工中。
1 工程简介本研究依托工程为工程建设公司承揽的哈萨克斯坦希望油田第四油气处理厂,该处理厂为中油(国际)阿克纠宾油气股份公司新建的油气处理厂,一期建成原油处理规模400万吨/年,其中配套集输管线42.5公里,地上工艺管道18.9公里,地下管道23.6公里。
含硫管线全长13.42公里,共3937道口,材质为20#,规格为Φ219×6mm。
根据要求,工艺试验除需正常的力学检测外,还需对管线焊接接头进行硬度(HV10)、抗氢致开裂(HIC)和抗硫化物应力开裂(SSC)试验。
2 焊接工艺研究2.1 焊接方法及材料焊接方法为氩电联焊。
焊材选择主要考虑适用性和普遍性原则。
通过调研发现,针对20#钢,在大庆油田以大西洋焊材使用最为普遍,份额约占到了工程建设公司承揽工程的80%左右,因此本研究实际选用四川大西洋产H08Mn2SiA 焊丝和J427焊条进行试验,其中J427与进口E7018-1H4R 两种低氢焊条化学成分见表1,力学性能见表2。
焊接实验指导书——测氢实验
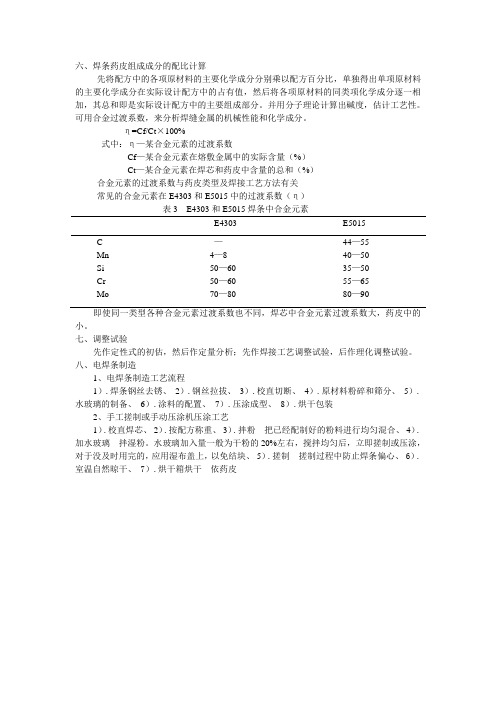
六、焊条药皮组成成分的配比计算先将配方中的各项原材料的主要化学成分分别乘以配方百分比,单独得出单项原材料的主要化学成分在实际设计配方中的占有值,然后将各项原材料的同类项化学成分逐一相加,其总和即是实际设计配方中的主要组成部分。
并用分子理论计算出碱度,估计工艺性。
可用合金过渡系数,来分析焊缝金属的机械性能和化学成分。
η=Cf/Ct×100%式中:η—某合金元素的过渡系数Cf—某合金元素在熔敷金属中的实际含量(%)Ct—某合金元素在焊芯和药皮中含量的总和(%)合金元素的过渡系数与药皮类型及焊接工艺方法有关常见的合金元素在E4303和E5015中的过渡系数(η)表3 E4303和E5015焊条中合金元素E4303 E5015C Mn Si Cr Mo—4—850—6050—6070—8044—5540—5035—5055—6580—90即使同一类型各种合金元素过渡系数也不同,焊芯中合金元素过渡系数大,药皮中的小。
七、调整试验先作定性式的初估,然后作定量分析;先作焊接工艺调整试验,后作理化调整试验。
八、电焊条制造1、电焊条制造工艺流程1).焊条钢丝去锈、2).钢丝拉拔、3).校直切断、4).原材料粉碎和筛分、5).水玻璃的制备、6).涂料的配置、7).压涂成型、8).烘干包装2、手工搓制或手动压涂机压涂工艺1).校直焊芯、2).按配方称重、3).拌粉把已经配制好的粉料进行均匀混合、4).加水玻璃拌湿粉。
水玻璃加入量一般为干粉的20%左右,搅拌均匀后,立即搓制或压涂,对于没及时用完的,应用湿布盖上,以免结块、5).搓制搓制过程中防止焊条偏心、 6).室温自然晾干、 7).烘干箱烘干依药皮类型不同,选用合适烘干温度及时间。
九、焊接工艺性能检验将烘干后的焊条做工艺性能检验,包括这样几方面。
1、稳弧性:通过测定断弧长度法确定。
将焊条装卡于特制的支架上,焊条下面置放一块钢板,电源一端接焊条,另一端接钢板,固定焊接规范,采用石墨引燃焊条与钢板之间电弧,随着焊条的熔化,电弧长度增加,当焊条熔化到一定弧长后即自行断弧。
L245NS抗硫化氢腐蚀管线管的生产实践

实测值
486
312
38.0
0.64
内控标准
425-550
255-440
彡23 < 0.93
GB/T9711 要求 415-655
245-450
彡23 < 0.93
3 . 4 显微组织 试 制 L245N S 管线管的晶粒度级别在8.0~8.5
级 ,组织主要为铁素体+珠光 体 ;晶粒度差别较小, 没有明显的偏析现象。L245N S管线管的金相组织 如图2 所示。
Key words: steel pipe; linepipe; rotary rolling process; anti-SSC
2020年 1 2 月国务院发布的《新时代的中国能源 发 展 》白 皮 书 指 出 :“提 高 天 然 气 生 产 能 力 ,促进常 规 天 然 气 增 产 ,重 点 突 破 页 岩 气 、煤 层 气 等 非 常 规 天 然 气 勘 探 开 发 ,推 动 页 岩 气 规 模 化 开 发 ,增加国 内 天 然 气 供 应 ”[1_2]。 因 此 ,随 着 我 国 油 气 田 的 高 速 开 发 ,对管线管的需求会与日俱增。作为我国天然 气生产主力的长庆油田和西南油气田的油气井大多 含 有 硫 化 氢 腐 蚀 介 质 ,可 以 预 见 未 来 抗 硫 化 氢 腐 蚀 管 线 管 需 求 量 会 大 幅 增 长 。吉 林 磐 石 铸 诚 无 缝 钢 管 有 限 公 司 为 了 适 应 市 场 需 求 变 化 ,针 对 斜 乳 工 艺 的 特 点 ,特对斜轧管机组如何生产抗硫管线进行了分 析 与 研 究 ,本 文 介 绍 了 采 用 斜 轧 精 密 轧 管 机 组 生 产
延伸系数由4.12增 加 到 4.62。精密轧管机轧后荒
浅谈抗氢碳钢管道焊接工艺及质量控制

5.1MPa,管线总长1300余米。由于该 种 管道必须具 有耐酸性气体 腐蚀的要 求 ,其对焊 接材料 、焊接 工艺的要 求
焊制 钢管 及焊 制 管件 ≤0 25% ≤0 005% ≤0 015% ≤ 1%
锻 制 阀 门
≤0 02% ≤0 025% ≤ 1%
铸制 阀 门
≤0 02% ≤0 025% ≤ 1%
面是否 符合要 求 ,如发现有缺 陷 ,必 物,会 造成焊缝 及其周边母材 的韧性大 壁管 ,因此 定
须对坡 口进行处理 直至符合要 求。 由 大降低 。综合 以上 因素,在 本工程 中, 位焊时采用 了
于抗氢钢 管焊 口的熔 合线位置 较易受 湿酸 性环境下为了保证焊 接质量,选择 “定位块”法,
具备机械 加工条件 ,则采 用等离子 方 法 切 割加 工 ,切 割 后 应 及 时 去 除 表 面 的氧化皮 、熔渣及影 响焊 接质量的表
与其他碳钢 管道不 同。在本 工程粗煤
(5)所有成型产品都必须经过合 面层…。坡 口修 整时 ,应使 用坡 口机
气管线 安装过程 中,为了保 证该种管 适热处理程序后供货 ,正火 、正火+回 或角 向砂轮机 等机 械方法 ,坡 口钝 边
称 为湿硫化氢环 境。在湿硫 化氢环境 性抗氢 碳钢管材 质需满足 以下要求 : 缺陷存在。
中 ,管材 易产生氢 致开 裂 (HIC)、
(1】必 须 是 镇 静 钢 。
硫化 物应力 开裂 (SSC )、应 力腐蚀
(2)常温屈服 强度 (a S)不 大 3 抗氢碳钢管道焊接工艺
开 裂 (SCC)等腐蚀破坏现 象 ,这种 于 31 5MPa,常 温最大抗 拉强 度不 大 3.1 坡 口)JUT与焊 口组对
输送高含硫化氢介质管道的焊接工艺

天然气金属管道焊接工艺评定 ( S Y / T 0 4 5 2 — 弧焊 丝 打底 ,C HE 4 2 7 0 3 . 2 mm填充 盖面 。
2 0 0 2 )》进行焊缝及其热影 响区的试验和评定 ,并
( HI C)和抗 硫化 物应 力开 裂 ( s s c)试 验评 定 。 1 . 1 硬 度试 验
S Y / T 0 5 9 9 —2 O 0 6 )》 ( N A C E标 准 MR 0 1 7 5 ) 采用 H V 1 0 或H V 5 进行维氏硬度检测 ,焊接区 要 求 ( 进行 硬 度检查 ,每条 焊缝 至少 检查 一处 ,满 足硬 度 域的最大硬度值不应超过 2 5 0 H V 为合格。 ≤ HR C 2 2的要 求 为 合 格 。 硬 度 检 查 部 位 包 括 母 1 . 2 抗 氢致 开裂 试验 在试 验件 热处 理后 ,试 件 冷却 到 室温后 进 行抗 材 、热影 响 区和 焊缝 。 氢 致 开 裂 试 验 。试 验 按 照 N AC E T M0 2 8 4 —2 0 0 3 规 定 对 焊 接 接 头 进 行 取 样 ,并 采 用 N A C E T M0 2 8 4 — 2 0 0 3标 准 进 行 抗 氢 致 开 裂 ( H I C )试 验 。试 验 溶 液 :A溶 液 。试 验 时 间 :9 6 h 。其 最 大 值 为 每个 试
开裂试验及抗硫化物应力开裂试验结果均符合相应
标准要求 ,不仅保证了管道焊接质量 ,同时也取得
了 良好 的经济 效益 。
( 栏 目主持 焦 晓梅 )
和面积 ,在报告中提供所有裂纹的宏观照片或图表 及 试 片表 面 的氢鼓 泡照 片或 图表 。
求 ,结合油气管道对 内侧焊缝质量要求高 的特点 , 焊 接 工 艺 选 择 氩 电联 焊 ,焊 丝 选 用 C H — S 5 ,焊
焊条扩散氢检测委托单填写
焊条扩散氢检测委托单填写焊条扩散氢检测委托单1. 委托单位信息委托单位:(填写委托单位的名称)地址:(填写委托单位的地址)联系人:(填写委托单位的联系人姓名)联系电话:(填写委托单位的联系电话)2. 检测要求检测项目:焊条扩散氢检测检测标准:根据国家相关标准或行业规范进行检测3. 检测样品信息样品名称:焊条样品数量:(填写样品数量)样品规格:(填写样品规格,如直径、长度等)样品来源:(填写样品的来源,如生产厂家、供应商等)4. 检测要求和说明- 委托方要求:(在此处详细描述委托方对检测结果的要求,如合格标准、特殊要求等)- 检测说明:(在此处详细描述检测过程中需要注意的事项,如样品采集方法、保存条件等)5. 报告要求报告类型:(选择报告类型,如初步报告、正式报告等)报告领取方式:(选择报告领取方式,如邮寄、电子邮件等)报告格式要求:(填写报告格式要求,如PDF、Word等)6. 委托方声明- 委托方声明:(在此处填写委托方对检测结果的使用和保密要求,如仅用于内部参考、保密不得外传等)- 委托方签字:(在此处提供委托方签字的空间)7. 检测机构信息检测机构名称:(填写检测机构的名称)地址:(填写检测机构的地址)联系人:(填写检测机构的联系人姓名)联系电话:(填写检测机构的联系电话)8. 检测费用和付款方式检测费用:(填写检测费用金额)付款方式:(选择付款方式,如现金、银行转账等)9. 其他事项- 其他事项:(在此处提供其他需要注意的事项,如样品送达时间、回复时间等)以上是针对焊条扩散氢检测委托单的详细填写内容。
根据实际情况,可以根据需要进行修改和补充。
在填写过程中要确保信息的准确性和清晰度,以便于检测机构能够正确理解委托方的要求,并提供准确的检测结果。
同时,委托方在填写委托单之前应仔细阅读相关的检测标准和规范,以了解焊条扩散氢检测的要求和流程。
焊评委托书

委托单位:[委托单位名称]委托人:[委托人姓名]联系方式:[联系电话]地址:[地址]接受单位:[接受单位名称]接受人:[接受人姓名]联系方式:[联系电话]地址:[地址]日期:[年月日]尊敬的[接受单位名称]:我单位[委托单位名称]因近期承接了一项重要的焊接工程项目,为确保工程质量和焊接工艺的可靠性,现特委托贵单位对本次工程中的焊接工艺进行评审。
现将相关事项说明如下:一、工程概况1. 工程名称:[工程名称]2. 工程地点:[工程地点]3. 工程规模:[工程规模]4. 工程内容:[工程内容]5. 工程进度:[工程进度]二、焊接工艺要求1. 焊接材料:[焊接材料名称及型号]2. 焊接方法:[焊接方法]3. 焊接设备:[焊接设备名称及型号]4. 焊工资质:[焊工资质要求]5. 焊接环境:[焊接环境要求]三、委托事项1. 对本次工程中的焊接工艺进行评审,包括焊接材料、焊接方法、焊接设备、焊工资质和焊接环境等方面。
2. 提供焊接工艺评审报告,内容包括焊接工艺的合理性、可行性、安全性及经济性等。
3. 对焊接过程中可能出现的质量问题提出预防措施和建议。
4. 对焊接工艺进行现场监督,确保焊接质量符合国家相关标准和要求。
四、评审期限请贵单位在收到本委托书后的[时间]内完成评审工作,并提交评审报告。
五、费用及支付方式1. 评审费用:[评审费用]2. 支付方式:[支付方式]3. 支付时间:[支付时间]六、其他事项1. 本委托书一式两份,双方各执一份,自双方签字盖章之日起生效。
2. 如有未尽事宜,双方可另行协商解决。
敬请贵单位予以支持与配合,期待贵单位对本次焊接工艺评审工作的顺利开展。
此致敬礼!委托单位:(盖章)委托人:(签字)[年月日]接受单位:(盖章)接受人:(签字)[年月日]。
L360MCS抗硫钢管道的焊接
L360MCS抗硫钢管道的焊接某高含硫天然气气田开发项目,是国家“十一五”重点工程,气田H2S含量13%~ 18% (瞬时稀释1万倍仍会造成一口致命的危害),有机硫含量340.6 mg/m3 ,CO2含量8%~ 12%(v),介质条件非常苛刻。
该气田目前保持着H2S含量、并口出口温度和压力等多项世界之最。
天然气主输送管道使用抗硫碳钢+缓蚀剂方案进行气体输送,国、内外没有成功应用的先例;项目管道铺设需要穿隧道、过河流,部分山区最大坡度超过70度,施工难度大;主输送管道沿线人口密度大,部分人口距离输送管道只有200m,风险等级高,对输送管道的安全系数要求非常大;除此以外,项目抗硫管道焊接施工还面临着没有可以选用的焊接工艺评定标准、没有适用的抗硫焊材,没有高硫化氢环境下抗硫管道适用的焊接工艺和成熟的施工经验可以借鉴等系列困难。
2009年,该项目建成了国内第一个高含硫气田地面集输系统,该系统大量使用了L360MCS抗硫碳钢管道。
本文以该项目天然气主输送管道为例,详细介绍该类抗硫化氢碳钢管道的焊接,为以后同类工程的焊接施工提供经验。
一、L360MCS抗硫碳钢管道简介L360MCS抗硫碳钢管道为气田地面集输工程的主输送管道,该管道是按照ISO3183. 3的标准进行特殊定制的(化学成分见表1)。
其C、S.P等杂质元素含量比较低,可焊性好;在强度等级上属于X52级别,屈服强度不小于360 MPa,抗拉强度不小于460 MPa。
考虑到该管道输送介质的特殊性,在该类管道焊接施工过程中,除了需要考虑满足常规力学性能要求以外,需要对其耐腐蚀性能进行重点研究,以通过标准氢致开裂(HIC)和硫化物应力腐蚀开裂(SSCC)实验为最终合格判定标准。
二、L360MCS 管道的可焊接性分析L360MCS管道是按ISO3183. 3标准生产的抗硫化氢碳钢管道,该管道杂质元素控制非常严格,交货状态为形变热处理。
该类管道中的S、P等有害元素含量非常低,P≤0.010%, S≤0, 002 % , Mn/S ≈720。
浅谈抗氢碳钢管道焊接工艺及质量控制

浅谈抗氢碳钢管道焊接工艺及质量控制发布时间:2021-10-22T08:26:02.876Z 来源:《科学与技术》2021年20期作者:曲杰张宇王长辉[导读] 二十一世纪背景下,经济和科技有了较大进步曲杰张宇王长辉中车青岛四方机车车辆股份有限公司山东青岛 266000摘要:二十一世纪背景下,经济和科技有了较大进步,抗氢碳钢管有着不错的市场价值,所以应重视钢管焊接工艺的探究,为此满足市场的需求,加强焊接工艺的提升。
基于此,本文将概述此项工艺,并对质量控制加以分析,希望为相关事业提供建设性意见。
关键词:抗氢碳钢管;焊接工艺;质量;控制引言:客观讲,抗氢碳钢管在性能方面具有稳定性,适用于温度高、高压、摩擦力强的工作,特别在硬度方面也比较出色,目前应用在石油化工、核电厂等领域,能够满足气体、液体的运输工作。
因此,在未来工作中必须要加强管道质量的控制,这有利于企业经济效益的促进,对外保持良好形象,对于抗氢碳钢管焊接工艺应进一步探究,做好科学的管理,为此实现质量的有效控制,为今后工作提供帮助,实现安全性、可靠性。
一、抗氢碳钢管焊接工艺概述焊接作业质量与抗氢碳材料的选择有着极大关系,若想要后期作业良好运行,相关人员要做好材料选择。
在选择期间,应对材料性能深入分析,按照流程送往审核,旨在保证焊接材料可以满足日常液体或者气体的运输工作。
再者,进入焊接工作环节,所受到的冲击是极大的,对于性能匹配方面要格外注意,像部分质量不佳的材料应及时更替。
对于管材焊接,必须要保证施工作业的施工规范和流程处理,应结合国家给予的行业建议进行操作,不断进行审核,加强对质量问题的开挖,为接下来的焊接处理做好准备。
此外,焊接之前要找出强度较高的抗氢碳钢管,先对其进行加工。
这是因为,强度较高的钢管进行切割,边缘部分容易出现淬硬性,若是不进行加工处理,在实际操作期间会造成质量问题,或者出现裂纹现象[1]。
当真正进入焊接施工环节,需要先了解焊接对象、焊接环境、环节要求等内容,为安装工作做好准备,在此期间中,对角是操作中的重点,要加强对变形的控制和管理,以及错边大小也是配合对角操作的一个环节,要保证本环节的控制,然后在进入下一步焊接工作。
L245NCS抗硫管线的焊接工艺_代波

2012年10月(下)工业技术科技创新与应用L245NCS 抗硫管线的焊接工艺代波王皓(辽河石油勘探局油田建设工程一公司,辽宁盘锦124000)1概述新疆地区油气资源丰富,尤其是气资源供给全国各大城市使用,但是大部分天然气在开采过程中均含有浓度不等的硫化氢,而硫化氢腐蚀能力很强,普通碳钢管线极易被腐蚀导致无法使用,很大程度上制约了天然气的开采,通过抗硫管线的使用解决了上述问题。
针对抗硫管线的施工难度大,提出了新的焊接工艺,同时对焊接接头进行了破坏性试验、硬度检测及无损检测,通过试验参数看出,接头各项力学性能优良,接头无缺陷,最后证明了焊接试验工艺的可行性。
2实验材料2.1抗硫管线材料试验材料选用L245NCS 抗硫管线,规格为Φ114.3mm ×8.8mm ,试验材料化学成分见表1,力学性能见表2。
表2材料力学性能2.2焊接材料对于抗硫管线的焊接采用氩弧焊根焊+焊条电弧焊填充、盖面焊。
其中TIG 焊选用Φ2.5mm ER50-G (牌号为CHG-SHA )抗硫焊丝;焊条电弧焊选用Φ3.2mm E4315(牌号为CHE427SHA )抗硫焊条;焊丝化学成分见表3。
表3焊丝化学成分(质量分数,%)3焊接工艺3.1坡口的选择坡口形式及尺寸的选择原则是尽量减少焊接层数和填充金属。
随着焊接层数的增多,焊缝累计吸气量增加,将影响焊接接头性能,由于本实验采用Φ114.3mm ×8.8mm 抗硫管,采用带钝边V 型坡口的形式[1],具体坡口及焊道形式如图1所示。
3.2焊前准备3.2.1管线的切割由于L245NCS 抗硫管线组成元素中不含有H 、O 元素,在管材切割中过程不建议使用氧-乙炔火焰(由于火焰中含有大量的H 、O 元素),应采用电动管子切割机、无齿锯、角向磨光机切割管线;在施工条件有限的情况下,可使用氧-乙炔火焰切割,再用机械方法去除热影响区余量。
3.2.2坡口的清理采用角向磨光机进行坡口打磨,将准备焊接的区域清理干净,保证坡口两侧内外表面各50mm 范围内无油污、铁锈、水及其它影响焊缝性能的外来物质。
司法所发给法院公函的格式及范文

司法所发给法院公函的格式及范文限公司:有关贵方提交的建设项目《主要材料订购表》,我方查看后,提出一些质疑问题,希望贵公司能及时答复解决,保证工期按时完成。
特发此函!附件:1、《主要材料交付表中》2、质疑问题发文单位:敬启者:目前本公司已将商务机械部不断扩大并考量减少新产品,特函仪典。
贵公司各类打字机计算机颇适合我方市场,请惠赐一份贵公司目前生产之产品全套目录及样品,并盼最低价报价。
贵方能否供应,请惠函赐知。
若本公司同意为贵公司销售产品,便宜公司应当向我方确保,在东南亚地区将不同时销售此种产品。
盼尽速回音。
恭上发函者:年月日致:公司名/负责人(宋体小三号字加粗)正文内容(段落首行空格两个字)正文字体:(宋体四号字)正文内二级标题字体:(一级宋体大三号字加粗,二级宋体四号字加粗) 上下左右边距为WORD标准页面。
落款(宋体小三号字) 某某有限公司联络人:发文日期:(备注:本表内,黑色字体为紧固项,蓝色字体为知会项。
)公司地址:公司电话:或电子邮件:所属各单位:为了总结交流经验,研究分析存有的问题,进一步贯彻落实省、市计划生育工作会议精神,搞好今年计划生育工作,经研究同意举行计划生育工作会议。
现将有关事项通告如下:一、会议内容:……二、出席人员:……三、会议时间、地点:……四、建议:……××厂×年×月×日尊敬的客户:本公司员工胡已于20xx年3月20日辞职,我公司郑重声明,已自声明发布之日起,其出外的一切业务活动皆属个人行为,导致任何经济损失与本司毫无关系,贝内旺拉拜员工的工作从即日起由我司外贸部销售经理刘具体内容介入。
如其存有影响我公司利益和声誉之犯罪行为,我公司将追究其法律责任。
感谢客户一如既往支持本司工作!特此声明!科技有限公司年3月20日x品牌供应商:?衷心非常感谢贵司长期以来对横跨体育的积极支持与认知?横跨体育将以优质的服务、诚信的理念、?本着互惠互利的原则,借此20xx年“圣诞节”到来之际,为把握住此次销售契机特举行“圣诞节”降价活动.具体促销方案如下:?活动时间:20xx年12月16日- 20xx年12月26日?总计11天?(活动只限邮局店联合经营方式品牌出席)为进一步提升各专柜供应商的销售潜力,保证销售及利润的持续稳定增长?进一步占领市场份额,实现跨越与供应商“双赢”局面?特制订奖励方案:?“圣诞节”活动期间本专柜销售指标________万元?如完成销售指标(含指标)则按合同期扣率给予结算。
焊接工艺评定试样试验委托书

3、弯心直径取ø24mm;
4、两支承辊之间的距离取39mm;
5、弯曲角度:180°,弯曲角度以试样承受载荷时测量为准;
6、要保证焊缝金属和热影响区完全位于试样的弯曲部分内;
7、记录每个试样的受拉面有无裂纹和裂纹的长度。
记录每个试样的受拉面有无裂纹和裂纹的长度
试验委托书
名称
Q235-B焊接工艺评定试样做拉伸、弯曲、冲击试委托书图号无图
执行标准
NB/T 47014
试验项目
检验方法和试验条件
判断标准
检验结果
判断
抗拉强度
按GB/T 228的试验方法测定焊接接头的抗拉强度
记录抗拉强度值和断裂部位
弯曲性能
按GB/T2653的试验方法测定焊接接头的完好性和塑形。
1、试样的焊缝中心应对准弯心轴线;
冲击试验
按GB/T 229的试验方法测定焊缝及热影响区的20℃冲击性能
记录冲击吸收能量
综合判定结论
备注
1、抗拉强度试验试片共2件;
2、弯曲性能试验试片共4件,面弯试片2件,背弯试片2件。焊缝正面:具有较大焊缝宽度的面为正面,另一面则为背面;
3、冲击试片尺寸:5mmx10mmx55mm。
委托部门
检验部门
建议完成日期
实际完成日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试验委托单
报告抬头四川科华石油化工设备工程有限公司(SI CHUAN XIN XING PETRO-CHUEMICAL EQUIPMENT&ENGINEERING Co., Ltd P.R.China)报告地址四川省南充市(SICHUAN NANCHONG CITY)
委托日期出报告日期
检验内容试验名称编号产品名称材质规格炉批号试验标准最小屈服强度
HIC
1
管对接
工艺评定
L245NS
PSL2
φ325x1015802487
NACE TM0284-20011
NACE TM0177-2005标准
采用四点弯曲试件,A溶液
357MPa SSC
备注:1)抗硫化物应力腐蚀试验加载应力:90%SMYS
The value of loading stress was provided by the client
验收标准:试件的受拉伸面在低倍显微镜下放大10 倍检查,试件受拉伸面无可见SSC 裂纹;试验报告:试验报告中应注明试验前后溶液的PH值。
氢鼓泡数量:单个试样表面的氢鼓泡面积不超过试样面积的1%,且任何一个氢鼓泡的直径不超过1mm;试验报告:试验报告中应注明试验前后溶液的PH 值和HIC裂纹的照片以及试样表面的氢鼓泡数量、总面积和最大直径。
2)抗氢致开裂试验,每个试样三个截面的平均值:CLR≤15% CTR≤5% CSR≤2%
Hydrogen Induced Cracking (HIC) Test:CLR≤15% CTR≤5% CSR≤2%。