激光工艺及自动化方案需求填写表
生产计划排程表模板1
生产计划排程表模板1一、基本信息1. 生产部门:请填写负责生产的部门名称。
2. 计划周期:请填写生产计划的周期,如“月度”、“季度”等。
3. 计划日期:请填写生产计划的起始日期和结束日期。
4. 计划编制人:请填写负责编制生产计划的人员姓名。
5. 审核人:请填写负责审核生产计划的人员姓名。
二、产品信息1. 产品名称:请填写生产的产品名称。
2. 产品规格:请填写产品的规格信息,如尺寸、型号等。
3. 产品数量:请填写计划生产的产品数量。
4. 产品交货日期:请填写产品的交货日期。
三、生产资源1. 设备:请列出生产所需的主要设备,并注明设备编号、状态等信息。
2. 人员:请列出参与生产的主要人员,并注明人员姓名、岗位等信息。
3. 原材料:请列出生产所需的主要原材料,并注明原材料名称、数量等信息。
四、生产计划排程1. 生产工序:请列出产品的生产工序,并注明工序名称、所需时间等信息。
2. 工序顺序:请按照生产工序的先后顺序进行排列。
3. 生产时间:请根据工序所需时间,计算出每个工序的生产时间。
4. 生产进度:请根据生产时间,计算出整个生产计划的进度。
生产计划排程表模板1五、生产任务分配1. 任务分配原则:请明确生产任务的分配原则,如按人员技能、设备能力等。
2. 任务分配详情:请详细列出每个工序的生产任务分配情况,包括人员、设备、时间等信息。
六、生产计划调整1. 调整原因:如生产计划需要调整,请在此处说明调整的原因。
2. 调整内容:请详细列出生产计划调整的内容,包括工序、时间、人员、设备等。
七、生产监控与反馈1. 监控指标:请明确生产监控的指标,如生产进度、产品质量、设备状态等。
2. 反馈机制:请建立生产反馈机制,确保生产过程中出现的问题能够及时得到解决。
八、生产计划评估1. 评估标准:请明确生产计划评估的标准,如生产效率、产品质量、成本控制等。
九、附件1. 生产计划排程表:请附上详细的生产计划排程表,包括工序、时间、人员、设备等信息。
揭榜制技术攻关类科技项目需求表

实测要求(如有实测要求,请填写实测时间、地点、方法、指标等)
时限要求
项目拟总投入金额
万元
□技术购买 □共建中试、熟化基地 □其他
需求背景、国内外相关情况介绍(限1000字)
需求内容描述(具体需求或技术难点问题概述、技术解决的价值意义等,限3000字)
现有基础情况(已经开展的工作、所处阶段、投入资金和人力、仪器设备、生产条件等,限1000字)
对揭榜方要求(希望与哪类高校、科研院所、企业等开展合作,以及对专家及团队所属领域和水平的要求,限1000字)
揭榜制技术攻关类科技项目需求表
一、需求方情况
单位名称
单位地址
邮编Βιβλιοθήκη 所属行业技术攻关领域上年度产值规模
人员规模
经济性质
□国有□集体□私营□其他
法定代表人
姓名
电话
联系人
姓名
职务
手机
电子邮箱
二、项目需求信息
项目需求名称
项目合作方式
□委托研发 □技术改造(设备、研发生产条件)
□科技金融 □质量体系 □市场前景分析
移动激光定系统(进口国产)配置要求表

提供该设备主要配件及常用耗材的报价
二
设备安装、调试、培训
1
设备运达时间和地点
签订合同日起,30日内设备运达采购人指定地点。
2
调试及验收
技术培训
设备到货后应及时免费组织安装调试。
其它要求见售后服务承诺书
3
设备校验时提供相关证明文件和资料
提货单;3C认证;装箱单;说明书;合格证;技术资料及图纸等。
4
中文手册
提供中文操作、维护手册各1本。
三
其他
1
优惠条件
设备或服务
2
易损易耗材料
提供五年内的最优惠价格清单并保证供应
3
售后服务
见售后承诺书
注意:投标人应如实提供技术参数和配置,并说明其测试条件和测试方法,可增加说明。带★号为必备要求,否则,作废标处理。
移动激光定位系统(进口/国产)配置要求表
投标人全称(加盖公章):
项目
配置要求
投标
技术规格
正偏离或符合
或负偏离
备注
一
参数配置
1
红色激光线
2
线宽≦1mm(3~5m范围内)
3
线长>3m
4
激光类型二极管
5
波长635nm
6输出功率≦1mW7移动距离-300~+300mm
8
定位精度±0.3mm
9
自动校对
10
电源220V 50Hz
13W008项目计划表
目
计
划
表
第6 周
5 月6 日 〜 5 月 12 日 一 二 三 四 五 六 日 一 二 三 六 日
第2周
4 月 07 日 〜 4 月15 日 三 四 五 六 日 一 二
第3周
4 月 16 日 〜4 月 23 日 三 四 五 六 日 一 二
第15周Байду номын сангаас
日 〜 三 四 五 月 六 日 日 一 月 二
第16周
日 〜 三 四 五 月 六 日 日
电机更改为伺服电机, 制造部进行改造
入库验收 CD-Q-02 CD-Q-03 CD-M-03 外协件过程检查清单 外协件入库检查单 安装作业指导书 潘东亮 潘东亮 潘东亮 潘东亮 潘东亮 潘东亮 潘东亮 潘东亮
第4 周
4 月24 日 〜5 月 1 日 三 四 五 六 日 一 二
第5周
5 月 02 日 〜 5 月 5 日 三 四 五
第7周
5 月 13 日 〜5 月19 日 四 五 六 日 一 二
第8 周
5 月20 日 〜 5 月 26 日 三 四 五 六 日 一 二
第9周
5 月27 日 〜 6 月 2 日 三 四 五 六 日 一 二
第10周
6 月 3 日 〜 6 月9 日 三 四 五 六 日 一 二
第11周
10 月7 日 〜 10 月20 日 三 四 五 六 日 一 二
第12周
6 月17 日 〜 三 四 五 6 月23 日 六 日 一 二
第13 周
6 月 24 日 〜 6 月30 日 三 四 五 六 日 一 月 二
第14 周
激光切割机工艺参数表大全

激光切割机工艺参数表大全
1. 工艺参数表格式说明
在使用激光切割机进行加工时,合理设置工艺参数是确保切割质量和效率的重
要因素。
下面是一个激光切割机工艺参数表的大全,我们将按照以下格式进行展示:•参数名称:列出各种工艺参数的名称,如切割速度、切割厚度等。
•参数描述:简要说明该参数的作用和影响。
•推荐数值范围:合理的参数取值范围,以便用户根据具体情况进行设置。
2. 激光切割机工艺参数表
2.1 切割速度
•参数描述:切割速度是指激光束在工件表面移动的速度,直接影响切割质量和效率。
•推荐数值范围:50mm/s - 200mm/s
2.2 激光功率
•参数描述:激光功率决定激光束的能量大小,直接影响切割的深度和速度。
•推荐数值范围:1000W - 4000W
2.3 切割厚度
•参数描述:切割厚度是指材料能够有效切割的最大厚度。
•推荐数值范围:0.5mm - 25mm
2.4 激光波长
•参数描述:激光波长是激光束的波长大小,不同波长激光适用于不同材料的切割。
•推荐数值范围:1064nm
2.5 激光介质
•参数描述:激光介质通常为二氧化碳,在工件切割过程中起到传导激光的作用。
•推荐数值范围:二氧化碳
3. 总结
通过合理设置激光切割机的工艺参数,可以有效提高切割质量和生产效率。
对于不同材料和切割要求,需要针对性地调整工艺参数,以获得最佳的加工效果。
希望以上激光切割机工艺参数表的大全能够为您的加工工作提供参考,提高工作效率和产品质量。
工艺文件表格清单
CEC.022.GMB9
仪器仪表明细表
CEC.022.GMB11
元器件引出端成形工艺表
CEC.022.GXB
装配工艺过程卡
CEC.022.GZP
装配工艺卡片
CEC.022.GGK
导线及线扎加工卡片
CEC.022.GZB
检验卡片
CEC.022.GJK
参数测试示意图
CEC.022.GCS
配套明细表
4、工艺说明
产品名称
晶体管收音机(插件工艺规范)
产品图号
CEC2.022.010MX
根据实训室的模拟生产线,编写晶体管收音机元器件引脚整形、成形、插装及装配焊接、测试等具体工艺环节的具体要求。
为了便于同学们学习,此文件只要求同学们编写插件工艺规范及要求。可从如下三个方面要求:⑴使用工具;⑵插件前的准备工作;⑶插装要求。
代号、名称、数量:按设计文件填写装配时需要的零部件、整件及材料的代号、名称及数量。
为了简化起见,让同学们知道怎样用设计文件编写工艺文件,此表只要求同学们填写晶体管,中频变压器和扬声器就可以了。
13、材料消耗工艺定额明细表
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
图号、名称:按设计文件填写零件的图号及名称。
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
名称牌号规格:导线的名称、牌号及规格
数量:导线的数量(根数)
L全长:导线的长度(包括剥头尺寸)
设备及工装:导线加工所需设备及工装的名称及型号
在绘图栏内,按比例绘制导线加工示意图。
9、装配工艺过程卡
产品名称
晶体管收音机
焊接工艺的自动化与智能化解决方案
焊接工艺的自动化与智能化解决方案焊接工艺在现代制造业中起着至关重要的作用,而随着科技的不断进步,自动化与智能化技术的应用正为焊接工艺带来革命性的变化。
本文将探讨焊接工艺自动化与智能化的解决方案,以及其对制造业的影响。
一、焊接工艺自动化的解决方案1. 机器人焊接技术机器人焊接技术是当前焊接工艺自动化的主流方案之一。
机器人可以进行高精度、高速度的焊接操作,不仅提高了焊接效率,还保证了焊接质量的稳定性。
机器人焊接技术的应用可以减少人工操作的不确定性,并能在复杂的工件结构中完成焊接任务。
2. 自动化焊接设备除了机器人焊接技术,还有一些其他的自动化设备可用于实现焊接工艺的自动化。
例如,自动化焊接设备可以根据预设参数和焊接程序自动完成焊接任务,减少人为因素的干扰,提高工作效率和焊接质量。
3. 激光焊接技术激光焊接技术是一种高度精确的焊接方法,通过激光束对焊接部位进行加热并熔化,实现焊接的目的。
激光焊接技术具有能量密度高、焊接速度快、热影响区小等特点,可以提高焊接质量和效率。
二、焊接工艺智能化的解决方案1. 智能焊接控制系统智能焊接控制系统利用传感器和控制算法,实现对焊接过程的实时监测和控制。
通过分析焊接参数和焊接质量的关系,智能焊接控制系统可以调整焊接参数,以保证焊接质量的稳定性和一致性。
同时,智能焊接控制系统还可以记录和分析焊接过程数据,为质量管理提供依据。
2. 人工智能辅助设计软件人工智能辅助设计软件可以根据焊接物体的形状、材料和所需焊接方式,自动确定最佳的焊接工艺参数。
通过分析大量的焊接数据和历史数据,人工智能辅助设计软件能够提供准确、高效的焊接工艺解决方案。
3. 数据驱动的焊接工艺优化通过采集和分析大量的焊接数据,基于大数据和机器学习算法,可以实现焊接工艺的优化。
数据驱动的焊接工艺优化方法可以提高焊接质量和效率,减少人为因素的干扰。
三、焊接工艺自动化与智能化的影响焊接工艺的自动化与智能化技术的应用,对制造业具有重大的影响。
激光加工工艺实验任务单

北京铟尼镭斯技术有限公司
工艺试样任务单(V1.0)
编号:INISY-2016-9-2
送样单位东莞市艾仕德科技有限公司
试样材质304不锈钢样件数量2片
样品编号试样9-2-1#~9-2-2#
工艺要求:
材料:304不锈钢手机按键组件
尺寸:16.34*32mm厚度:0.8~0.84mm(高阶)0.2~0.24mm(基材)针对样件进行打孔实验,打孔位置为组件高阶中心位置为佳;孔径要求为60、80、100um三种,注意寻找最佳精度及加工效率等关键参数;
备注说明:
1、样件表面存在污渍,工艺测试前请务必使用超声进行净化处理;
2、样件高阶厚度无法准确测量且可能因冲压工艺会存在不均匀的可能,此点请予以注意;
3、按照对方可以可参照前期小米手环打孔工艺进行对比测试;
时间要求:
样件客户将于9月24日下午前来公司现场协调,烦请尽快予以处理。
出样日期2016年月号工艺试验员
发单部门销售部发单日期9月24日负责人
接收部门工艺实验室接收日期接单人。
佛山市企业技术难题及需求信息表

佛山市企业技术难题及需求信息表填报人:孙家森联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送、电子表格可到佛山市科技局网站:下载。
佛山市企业技术难题及需求信息表填报人:赵义雨联系电话:填报日期:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:衣贵彬联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:张峰联系电话:年月日佛山市企业技术难题及需求信息表填报人:郭伟叶联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:傅荣联系电话:年月注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:吴志宁联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:郭萍生联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:黄耀华联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:汪丽燕联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:周秀兰联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:杨伟鸿联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:梁少玉联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:潘少杰联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:黄晋山联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送佛山市企业技术难题及需求信息表填报人:陈观兴联系电话:年月日注:、填表说明:本页填写不完,可附页、本需求信息将由科技部门分类整理后向全国有关高校、科研院所发送。
激光调试指导书概要

调试作业产品型号:XX-XX-XXX-X代号数控系统PA系统调试工艺共31页(包括封面)刘纪董北顺标准化批准深圳市大族彼岸数字控制软件技术有限公司激光切割调试工艺流程更改标记 数量 更改单号 签名 日期 标准化 第2页 共 31页工序名称及说明备注1.电气检查2.系统上电 驱动和主轴先不上电3.系统文件初始化开C 盘保护 调整时间,语言4.配置附加功能文件5.配置系统参数和 PLC(保证U 盘无毒,参数 包括P 参数)6.安装激光工艺参数界面7.调试驱动器及其参数整机型号部件代号XX-XX-XXX-X文件编号 版本工序名称及说明备注8.排除10类报警9.检查限位开关10.检查轴反馈和轴控11.检查轴方向12.检查原点和限位开关13.回原点调试14.根据硬限位,设置软限位刘纪2012-08-08激光切割调试工艺流程刘纪2012-08-08批准更改标记 数量 更改单号 签名 日期 标准化 第 3页 共 31页框图工序名称及说明备注15.试车试车前注意润滑16.调试切割随动部分正确接线 17.切割头自动调高标定18.试跟随性能 注意观察有无抖动现象19.激光器连接20.调整激光焦点21.气体阀连接整机型号XX-XX-XXX-X1部件代号版本1 A工序名称及说明备注22.比例阀调试23.加载子程序、打样24.根据切割情况微调参数25.整机全功能检测26.数据整理清除C 盘不需要的文件 后,重启27.备份与C 盘数据保护启 动 机床参数、PLC 程序子程 序附一龙门轴调试选配功能调试指导书工序名称电气检查工序号 1 工艺附图>DC24V电源供应插头整机型号XX-XX-XXX-X 1部件代号版本 1 A工步作业项目、方法、要求使用设备1在强电气控制柜中将主轴和伺服的电源先关闭2检查输入的220V电压是否正常(+/-10V范围内)3测量端子排上的AC220V+和机壳间是否有短路4先将系统上的所有 24V和5V电源插头都拔掉,系统 220V电源也拔掉5上电,用万用表测量 AC220V是否正常,开关电源指示灯有没亮万用表6测量DC24V开关电源的输出24V+和24V-是否正常,有无短路,极性有没接反万用表7测量DC5V开关电源的输出5V+和5V-是否正常,有无短路,极性有没接反万用表8测量给数控系统供电的 DC24V插头电压是不是24V( DC24V输入5P插头中间一个脚是24V-,其他都是24V+。
NPI各附段表格-3

开发
开发厂长
划
计
企
PP T - REVIEW
对定内部Q.C.D目标协议,关联 部门之间的达成方法,手段及提 案事项,未协议的事项提到开发 确定会上
*开发承认书
主管:开发 参加:模具 Mfg Eng /Mfg QA 设备 主管:开发 参加:模具 生产管理 Mfg Eng Mfg QA
开发厂长
设计企划确定会
阶
段
协议
*产品开发研讨会 议录
开发厂长
划
化
企
承认
*产品开发研计会 议录 *会议录(协议) *开发承认书
开发承认书 合同书签订 CP T-REVIEW 实行 结果报告书
总经理
TCP T-Review
开发厂长
品
*开发承认书 *CP T-R实行结果 报告
商品化开发确定会
铸物开发发议书 目标成本管理表 决定开发等级 BOM登录 产品开发决裁报告 (最后决定)
*审议研究 开发计划 的补充,修 理事项及 妥当性决 定能不能 实行研究 开发
市场/顾客/ 市场/顾客/竞争者 调查,R&D进程研究 调查,R&D进程研究 ,R&D
划
阶
段
企
中长期/ 中长期/技术战略
*研究开发计划书
中长期商业技术战 技术课题的选择&F/Up 研究开发完了报告书
开发企划
总经理
化
*发表研究 开发综合 结果补充 必要事项 *报告专利 申请情况
开发确定会
开发厂长
3.Design Verification /Flow Chart -- 3次修正
阶 段 企划 开发 企划 开发 DV 制图 铸物图(3D) 模具 生产 管理 Mfg Eng Mfg QA 采购 资材 总务 协力 公司 主管部门 开发 开发等级 A B C D 备 注
532激光治疗登记表

532激光治疗登记表【原创实用版】目录1.532 激光治疗登记表的概述2.532 激光治疗登记表的内容3.532 激光治疗登记表的作用4.使用 532 激光治疗登记表的注意事项正文一、532 激光治疗登记表的概述532 激光治疗登记表是一种用于记录患者接受 532 激光治疗的信息表格,旨在确保治疗的安全、有效和可追溯。
该表格包含了患者的基本信息、治疗项目、治疗参数、治疗过程及效果评价等内容,对于医疗机构和医务人员来说具有重要的参考价值。
二、532 激光治疗登记表的内容1.患者基本信息:包括患者姓名、性别、年龄、住址、联系方式等,以便于对患者身份的核实和后续的随访。
2.治疗项目:详细记录患者所接受的激光治疗项目,如激光祛斑、激光脱毛、激光嫩肤等。
3.治疗参数:包括激光波长、能量、频率、治疗时间等,这些参数对于治疗效果和安全性至关重要。
4.治疗过程:描述治疗过程中所使用的设备、操作步骤、患者的反应等,以便于分析治疗中的问题和改进治疗方案。
5.效果评价:患者在治疗前后对治疗效果的自我评价,以及医务人员对患者治疗效果的客观评价。
三、532 激光治疗登记表的作用1.保障治疗的安全:通过详细记录治疗参数和治疗过程,避免因操作不当、设备故障等原因导致的治疗安全事故。
2.评估治疗效果:通过对患者治疗前后的效果评价,医务人员可以了解治疗方案的有效性,为患者提供更优质的医疗服务。
3.提高医疗服务质量:通过对患者信息的收集和分析,医疗机构可以持续改进治疗方案,提高医疗服务质量。
4.方便医疗纠纷处理:如若发生医疗纠纷,532 激光治疗登记表可以作为重要的证据,帮助医疗机构和医务人员维护自身权益。
四、使用 532 激光治疗登记表的注意事项1.确保信息真实、准确:医务人员应认真核对患者信息,避免因信息错误导致的治疗风险。
2.及时记录、更新:在治疗过程中,医务人员应及时记录患者信息和治疗参数,并在治疗结束后对登记表进行归档。
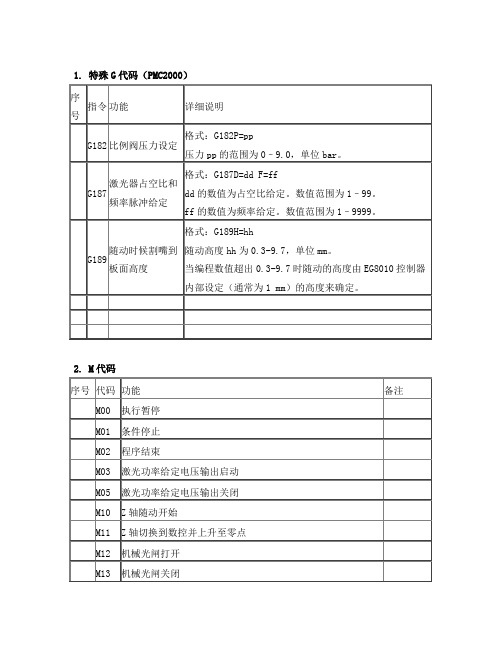
法格激光切割特殊G代码,M代码表,子程序,P参数表
脉冲外控占空比
P156
脉冲外控频率
不随动切割(废料切断)
3920
程序准备
电容切割头切割非金属、切断废料
3921
开光
3922
关光
3929
程序结束
不随动切割
3670
程序准备
电容切割头切割非金属
3671
开光
3672
关光
3679
程序结束
7. 特殊参数
分类
参数
功用
功率
P109
功率控制基底功率
P110
模切板微切、划线(打标)功率
P111
切割功率
3 保留
4氩气
04四级脉冲穿孔+连续波切割
4 保留
5氦气
05五级脉冲穿孔+连续波切割
5 保留
6
06六级脉冲穿孔+连续波切割
6保留
7
07薄板连续波穿孔+连续波切割
7 直接出光切割
8特殊用途(嵌套、8021起为零件子程序)
08厚板连续波穿孔+连续波切割
8 保留
9保留(现有子程序占用)
9程序结束
31一级脉冲穿孔+脉冲切割
P162
P1:Ramp起始功率
P163
P2:Ramp结束功率
P164
T1:Ramp持续时间
P165
T2: Ramp响应时间
P166
Ramp功率增量
P167
Ramp时间增量
P168
Ramp级数
P190
起始频率
P191
结束频率
P192
起始占空比
P193
结束占空比
P194
频率增量
P195
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
方案需求一览表《激光类》
方案名称 客户工件产品名称 产品材质及形状尺寸 基本情况说明 产品加工方式需求(打标、切割、焊接) 加工效果 加工效率 加工范围及尺寸 激光器的选型 加工的幅面和精度 设备的冷却方式 加工是否需要旋转或配合机械手 是否需要视觉、像素、光源 是否需要自动上下料 是否需要抽烟排风系统 方案需求 单机OR在线式 设备的激光防护等级 工位数 设备的整机功率 机台重量要求 机台长宽高要求 机台环境要求 光学器件品牌要求 电气、软件要求 与其它设备是否对接 兼容性 对接相关设备的尺寸 是否可以外部信号触发 客户现场门和电梯等的通行能力 产品及相关物品 激光工艺 图档 方案输入数据 照片
视频 方案输出数据 其它说明及需求 部门审核: 设计方案PPT