SMT生产能力评估审计worksheet
SMT外协厂审核清单(2)
有
5
2
操作指导书是否容易被操作员使用,在组件摆置 时他们是否遵照执行?
悬挂在每个工位,并按要求执行
5
3 操作指导书是否包括组件的料号与描述?
是
5
4
组件的描述是否足够详细以确保在首片检验中确 认所用的组件为正确?
是
5
5
操作指导书中是否对任一料号的组件都规定了机 器头/插槽号?
《部品表》有明确要求
5
6
操作指导书有无指定参考设计者及每个料号组件 的数量?
Total Score
390
Self-score: 338
Percen tage:
88%
Prepared by Supplier/供方填写
Actual Operation 供方实际动作描述
SCORE 得分
对于已经装载于贴片机中的MSD组件, 当超过允 35 许的暴露时间时, 是否有标识指示?
《潮湿敏感器件使用管理规定》有相关要求
Actual Operation 供方实际动作描述
SCORE 得分
卷装SMT钽电容, 二极管等是否标准化及文件化 18 了其极性方向?
有
5
IC 托盘加载的极性是否适用于每一种类且使使 19 用于每一组件的极性指示标准化?
有作业指导书
4
20
tray盘的装入极性是否同时参照了tray盘本身和 组件的极性以保证后续装入tray盘的组件被正确
8.
SMT( Plac
Audit Items:
78
Total Score
390
Self-score: 338
Percen tage:
88%
NO
Audit Item 审核内容
公司企业SMT部产线绩效考核管理规定

1目的:1.1客观,公正的评价员工岗位职责执行情况,引导员工规范操作,从而改善质量,形成正向发展。
1.2通过绩效管理分析和评价员工岗位调整,薪酬调整,促使员工工作改进,达到自主管理。
2 定义及范围:适用于博科一线全体员工3 权责:3.1车间主管:负责修订文件标准,培训车间全体人员,落实执行;3.2班长:负责班组内的每位员工每日考评,报于主管审核,交于文员处汇总,存档:3.3文员:负责按主管审究后原始记录汇总绩效分配、并上报批审,批审后的文档递交人力资源部。
3.4部门经理:审核文件细节,审批各车间汇总绩效分配系数1.15人力资源部:按SMT部提供的绩效分配结果进行工资核算等;3.6IE:负责制定车间项目标工,KP1统计结果确认3.7副总/总经理:负责审批绩效分配结果4绩效奖金分配方式:4.1绩效奖金基数:来自于公司销售额达成月度目标值所产生的奖金;4.2员工月度所得绩效=绩效基数*绩效积分系数;4.3班长、助拉月度绩效奖金;绩效基数*车间综合效率系数*班线效率系数*班组送检合率系数*5S积分系数;4.4文员,维修员月度绩效奖金=绩效基数*综合效率(SMT+DIP之和取平均)*5S枳分系数4.5物料员,夹具管理员,吸塑盘清洗员月度绩效奖金;绩效基数*车间平均综合效率系*5S积分系数4.661线员工绩效积分方式:4.6.1日积分=原始积分-扣分+奖励分;月度积分系数=当月(日积分之和/应勤天数)平均分数/原始积分*100%4.6.2原始积分为100分;车间管理人员依管理制度和员工每日表现和工作业绩进行评分,符合本条例奖励的力口分,违规的则扣分,每日评分需反馈和公布。
4.6.3新员工不参于绩效奖金分配但参于积分管理,当月积分超150分的班长可申请提前1月转正。
转正后参于绩效奖金分配。
4.7班长,物料员,文员,助拉5S积分方式:4.7,1日积分:原始积分-扣分+加奖分;月积分系数二当月(日积分之和/应勤天数)平均得分/原始积分*100%4.7.2原始积分为100分,加分与扣分由车间管理人员每日根据班长、助拉、助拉、文员日常表现,按照本制度扣分条例进行;当日要进行反馈和公布。
SMT 过程审核表

MA
9 是否每天算CPK,CPK未达到目标有无改善行动?
MA
10 上班时,工程技术人员是否有作程式名称的确认?
MA
SPC管制
1 有无对锡膏厚度数据作定时记录?
MA
2 有无对锡膏厚度数据作CPK管制?
MA
保养安全注意事项:
1 保养时作何油品类及易燃物(清冼剂,Flux,稀释剂…...等),是否远离火源及电气源?
Model:
Auditor:
* 稽核之区域无该稽核项目時,请打"/",若判定为Ok者,请於OK栏位打"V",判定为NG者,请於NG栏打“V".并注明异常现象。
Ite
mHale Waihona Puke 8 是否有文件规定定时检查冰箱温度。
Audit Criterion
9 锡膏储蓄的冰箱温度每班一次检查冰箱温度,包括休息日?
10 温度计有无超出校验日期?
Ite
m
5 是否及时填写<自动清洗钢板记录表>?
Audit Criterion
6 是否及时填写<钢板印刷检验记录表>?
7 是否及时填写<锡膏印刷机保养记录表>?
8 是否每日定期清洁废锡膏清洁盘?
Ran k
MA
MA
MA MA
9 印刷机有自动分配锡膏的功能吗?
MA
10 印刷机有使用自动分配锡膏的功能吗?
MA
2 针对BGA元件必须设置锡膏厚度和体积检查。
MA
3 是否及时填写<锡膏厚度检查机异常记录表>?
MA
4 是否及时填写<锡膏检查机保养记录表>?
5 是否确实填写<测试程式修改记录表>?
SMT统计分析方法五SMT设备生产能力分析表

1 - C 檢討作業時間
0.13S/CHIP 0.13S/CHIP 0.35S/CHIP
檢討機種
177tty(ic)
(1190)275s (1190)270s (455)255s
81
35 2835 800S
設備構成
設備名
DEK I8
YG200
CP45FS CP45NEO KING-8820M
理論作業時間
无
CP60
CP40
CP40
SAMSUNG
0.12S/CHIP 0.22S/CHIP 0.22S/CHIP
0.23S/CHIP 0.45S/CHIP 0.45S/CHIP
8
216
102S
8
216
130S
0.08S/CHIP 0.193S/CHIP 0.179S/CHIP
1 - D 檢討作業時間
0.13S/CHIP 0.39S/CHIP 0.35S/CHIP
檢討機種
100tty(ic)
(560)76s (560)70s (140)77s
36
35 1260 223S
設備構成
設備名
DEK I8
YG200
檢討機種 ATAD10 3.0
(120)55S (96)57S
27
設備構成
設備名
半自动
CP45F
CP40
X
GHale Waihona Puke -800理論作業時間0.193S/CHIP 0.22S/CHIP
2 - B 檢討作業時間
0.39S/CHIP 0.45S/CHIP
檢討機種 ATAD10 3.0
(120)63S (96)67S
CP45FS CP45NEO GS-800
SMT设备产能评估
S M T设备产能评估 Document number:PBGCG-0857-BTDO-0089-PTT1998
SMT设备产能评估报告
PCB板焊点计算方式
影响贴片机生产效率的因素有:
1、生产线转产停机,中途换料停机
2、元件影像报错停机(如:元件引脚变形、缺脚、损坏、错料等),
3、工程调机(如元件更换包装、结构不一致、方向改变)
4、生产线不平衡(包括:贴片程序未优化、PCB设计未优化、设备配置未优化等)
5、试产调机
6、设备故障停机
7、排产不合理,无生产计划停机
各平台机型产能评估(一天只生产一款机型)
不带GPS产能评估
CA1501G各PCB板焊点明细表:
CA3633G各PCB板焊点明细表:
K5026G各PCB板焊点明细表:
CA1615G各PCB板焊点明细表:。
SMT贴片后清洗工序制造过程审核检查表 模板
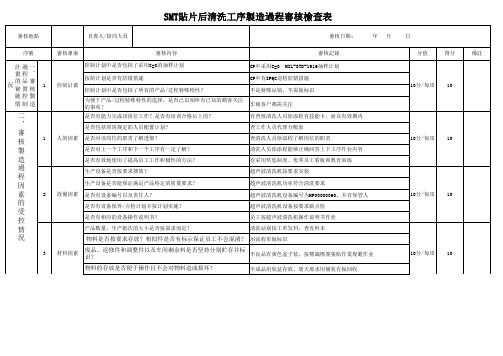
超声波清洗机功率符合清洗要求
設備因素 是否有设备编号以及责任人?
超声波清洗机设备编号为HP00000060,并有保管人
是否有设备保养/点检计划并按计划实施?
超声波清洗机设备按要求做点检
是否有相应的设备操作说明书?
员工按超声波清洗机操作说明书作业
产品数量、生产批次的大小是否按需求而定?
清洗站别按工单发料,查发料本
10分/每項 10
是否有策划产品制造过程环境要求?
查核温湿度管控一览表,温度要求25±5度,湿度要求60%以下
5 環境因素 制造现场是否符合环境的要求
查核环境温度符合要求温度20度,湿度45%
10分/每項 10
基础实施是否符合生产的需要
经查核生产现场均满足要求
是否有测量系统的分析计划?
NA
是否有按计划对测量系统进行分析?
10分/每項 10
10分/每項 10
物料的发放是否有做记录?
查核物料登记表
每个工序是否在显著位置摆放该工位的作业标准书?
作业现场 有悬挂作业SOP文件编号
作业员是否有按作业标准书来操作? 4 作業方法
作业标准书是否与实际操作流程一致?
作业标准书的内容是否满足该工序特定的质量要求?
有按要求佩戴口罩、手套、防护眼镜 实际操作与文件一致文件编号 作业SOP文件编号符合质量要求
2、判定標準:完全符合:10分;大部分符合:8分;部分符合:6分;大部分不符:4分;完全不符合:0分。
3、①當過程審核得分≤75分,為急待改善提高;②當過程審核得分75分~90分,為尚可;③當過程審核得分≥91分(且CPK≥ 1.67)為過程能力充分
核准:
审核:
稽核员:
不良品用红色标签做标识 不良品数做记录查生产查检表 按不合格品控制程序文件作业
SMT产能预估及人员配置

D
PB
41600
1000
998
21965
SMT产能评估:
SMT Production Capacity Assessment
3.长期规划
依未来设备CPH 70%估算产能(8 lines),目前产品以PB(平均1000点)及 MB(平均3000点)为主,规划Line AD以生产PB为主,Line BC以生产MB 为主,预估产能如下:
三、各线可生产cph (原厂规格)
Line A:100000*1+4000*1=104000 cph Line B:100000*2+4000*1=204000 cph
Line C:100000*2+4000*1=204000 cph
Line D:100000*1+4000*1=104000 cph
Line A:104000 cph *70%= 72800 cph Line B:204000 cph *70%= 142800 cph
Line C:204000 cph *40%= 81600 cph
Line D:104000 cph *40%= 41600 cph
Line C:204000 cph *70%= 142800 cph
SMT产能评估:
SMT Production Capacity Assessment
四、各阶段之cph
由于以上为厂商规格,唯实际数据会因PCB layout…等因素影响置件路 径而不同,依现况短期目标设为40%,长期目标设为70%,各线总cph 如下:
Line A:104000 cph *40%= 41600 cph Line B:204000 cph *40%= 81600 cph
SMT生产能力评估审计worksheet
3) Aware that there are various DFM rules in the industry, each of them has their specific conditions.
Criteria 1.3 Design Know-how (substrate selection)
Elements
Red
1) Designers aware that there are many different substrate types and each have different consideration in process and product reliability.
Strengths
Green
Improvement Opportunities
Remarks
Awareness 90%
Approach 80%
Implementation 40%
Total Element Score
0123
Category 1: Design for Manufacturability
Criteria 1.2 Process knowledge
Elements
Red
1) Designers aware the importance of them knowing SMT process and the
design rules shold not be determined without knowing the inhouse process.
SMT生产稽核检查表

时是否有核对实物背文.
3-5.C级材料上一盘料是否在料柜
防焊胶带上注记,并交接料盘数. 3.
A材柜管理: 4-1.拆装储存管制表是否按时填写. 4-2.除A材,其余物品是否随意放在 4.
防潮柜内. 4-3.交接班时,A材是否清点确实无误.
(查记录是否详实) 物料及料盘摆放:
5-1.空料盘不可放在Table台下的资源 回收箱内 ,应放在指定垃圾桶内
锡空焊),是否反馈AOI技术员改善.
包装站作业员填写送检单的标示卡, 15.
是否依据班长填写样板作业.
16-1.目检员在目检时是否每片板
16. 作业顺序是一致的.
16-2.目检员罩板时,是否有用竹签.
班长是否落实两个小时对目检员 17.
做GO-NO GO检测(查检记录).
维修员在修缺件、损件、反向
18. 是否落实做在维修报表上,
稽核人 :
序 号
现场稽核内容
1-1.锡膏开始使用时间是否记录在
罐上. (查检: 08:30 / 20:30 前完成)
1-2.印刷员在清洗钢网时,是否有 1.
重点检查PCB板A、B级材料
空PAD是否有上锡.
1-3.印刷员是否检查PCB版本.料号.
所有保养及查检表是否按时填写?
2-1.机器设备保养/检查表
5. (检查是否有物料当垃圾丢弃行为.)
5-2.一在线有两机种物料在生产线 上生产,未生产机种料是否装箱 现场稽核内容
23 所有散装PCB上线前需烘烤.
设备接地线(黄线)与设备接合处未用螺 24
丝锁紧.
25 已开启使用的锡膏瓶盖未密合存放
26 防潮柜内放置材料使用记录未放在防
是否有更改现象.
SMT生产设备工装 过程审核清单

10
生产工位、检验工位是否符合要求?
工作环境条件(包括返工 / 返修工位)必须符合于产品及工作内容,以避免污染、损 伤、混批混料 / 说明错误,考虑要点,如:
6.2.3 监测站是否有足够的照明?
亮度大于1200LUX
10
检测的首件、末件是否合理放置?正在检验的产品是否被合理放置,以便检测后无混淆地转移 首件被放置在现象,挂首件卡.检查产品有区域划
对于特殊特性的要求会明确写在SOP中
10
检验规程、检验标准、工艺卡、操作规程是否经有效批准?并处在最新的更改状态?
有经过工程主管和品质主管批准,是最新版本
10
SPC控制图是否标出控制限?超差点或异常趋势是否查找原因,提出纠正措施?
有标出控制界限,有定义超出界限的处理方式
10
工艺文件和检验文件中规定的技术要求是否得到遵守?对照工艺文件核对。
停机/过程中断再生产,进行首件确认
10
6.2.6 更换材料再生产认可?(厚度、不同供方)
首件检验
10
工艺参数更改生产认可?调整后参数是否并记录并形成规范?
更新操作SOP
10
使用的工装、检具是否有目前的认可状态?
OK的工装放在OK区域,NG的工装放在不良区
10
批量生产前的包装方法已根据产品特性和顾客要求确定?
。
分.
10
曾出现伤害事故的工作站点是否有措施保护或提醒生操作者的安全?
设备上均有红外感应防伤害保护
10
生产文件和检验文件中是否标出所有的重要技术要求并坚持执行?
原则上必须为过程参数、检验和试验特性标明公差。在检验工位和生产工位必须有相 应的检验文件和生产文件。偏差与采取的措施必须记录存档。考虑要点,如:
关于SMT产能的综合评估
关于产能的综合评估我们公司现有的的生产能力,在一定时期内是相对稳定的;但是,随着生产的发展和技术组织条件的变化,生产能力也会相应地发生变化。
充分掌握我们的生产能力是一项十分重要的工作,它不但为公司制定计划提供了依据,而且还可以了解我们现有各个生产环节和各类生产设备之间的比例关系是否恰当,从而帮助找到其中的薄弱环节,解决日后生产的关键问题。
我认为生产能力分为以下三种:(1)潜在能力:指最高管理部门预期在将来可能具有的生产能力;(2)现实能力:在本预算期内可能实现的生产能力;(3)有效能力:在本预算期内已经投入使用的生产能力。
现在我以“xxxx”和“xxxxxxxxxx”来来谈谈我们公司的有效生产能力在2006年度我们面临的不能说只是一个喜尔空调,我们的产品也不可能在一年365天内均匀生产,我们的工作时间也不可能会365天工作制。
要在新的一年里完成更大的工作任务,比方说是喜尔类型产品要在八个月的时间内完成30000套的生产任务,我认为需提高我们生产能力,建议从以下几方面入着手:1.改善设备的时间利用改善设备的时间利用,也就是减少设备的停歇时间,提高设备的实际利用时间。
主要措施如下。
A:搞好设备的维修保养工作,采用先进的设备修理方法,提高维修质量,严肃设备的修理制度;合理地安排修理计划,尽量利用节日、假日及班后时间进行设备检修;B:加强生产作业准备工作及辅助工作,减少停机次数;C:加强生产作业计划和调度工作,使生产的各个环节衔接紧密,组织均衡生产;D:提高产品质量,降低不合格品率,减少设备和劳力的无效工作时间;E:改进工作班制度(倒班),尽量做到一、设备24小时利用,二、交班不停机。
2.设备的利用强度A:改进产品结构,提高结构的工艺性;B:提高产品的“三化”(即系列化、标准化、通用化)水平,对标准件、通用件的生产尽量采用高效的专用工艺装备(如专用的检验设备,成型设备等);C:采用先进的工艺和操作方法,(如喜尔产品加工红胶工艺,执行波峰工艺等);D:改进设备和工具,用机械化操作代替体力劳动和手工操作,用自动化作业代替一般的机械化操作;E:充分利用设备的尺寸、功率和工位等技术特性;F:提高工人的文化技术水平和技术熟练程度(提高焊接速度、编程速度、提高人员素质和工作的积极性)。
smt新产品评估流程

smt新产品评估流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!SMT 新产品评估流程通常包括以下几个步骤:1. 产品信息收集:收集新产品的相关信息,包括产品规格、设计图纸、物料清单(BOM)等。
制造企业生产审计报告范文
制造企业生产审计报告范文1. 引言本次审计报告旨在对XX制造企业的生产过程进行全面审计,评估公司的生产能力、质量管理体系以及效率等方面的表现。
审计报告将从以下几个方面进行分析和总结:生产能力评估、质量管理评估、效率评估、风险识别以及改进建议等。
2. 生产能力评估2.1 生产设备根据审计调查,XX制造企业的生产设备水平较高,涵盖了各个生产环节。
设备的技术性能和自动化程度都较为先进,符合国家标准和行业要求。
然而,存在一些老旧设备仍在使用的情况,这些设备的效率相对较低,需要进行更新和升级。
2.2 生产规模公司的生产规模较大,具备相当的产能。
在审计过程中,我们关注了生产能力的利用率和稳定性。
通过对数据的分析,发现公司生产能力的利用率一般较高,但存在一些时间段生产能力利用率较低的情况,可能是由于工人调整和机器故障等原因导致。
建议公司在生产计划和调度方面进行优化,提高利用率稳定性。
2.3 供应链管理供应链管理是影响生产能力的关键因素之一。
审计发现,公司在供应链管理方面做得很好,与合作伙伴之间建立了长期稳定的合作关系,且供应商的货物及时供应。
然而,我们也建议公司加强对供应商的监督和管理,确保供应的稳定性。
3. 质量管理评估3.1 质量控制体系如所期望,公司建立了严格的质量控制体系,质量检验和测试环节覆盖整个生产过程。
在审计过程中,我们进行了样本检测,并与公司记录进行比对,结果显示符合大多数标准。
但仍有少数样本存在质量问题,可能是由于流程控制不严谨或人员操作不规范引起。
建议公司加强对生产过程的监控和培训,提高产品质量的稳定性。
3.2 不良品处理审计发现,公司对不良品的处理能力较强,能及时追溯、处理不良产品,并对不良情况进行原因分析和改进。
不过,我们建议公司进一步加强对不良品的预防工作,从根本上减少不良品的产生。
4. 效率评估4.1 产能利用率通过对生产数据的分析,审计得出公司的产能利用率一般较高,但仍有改进空间。
STM 7th KE Audit report
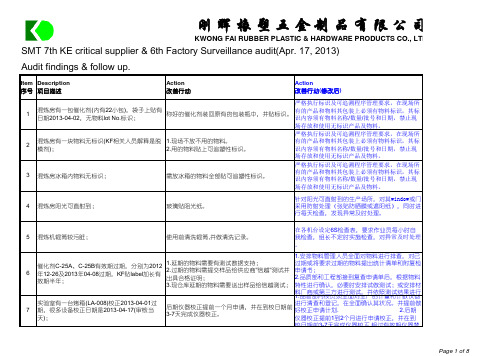
Item序号Description项目描述Action 改善行动Action改善行动(修改后)1混炼房有一包催化剂(内有22小包),袋子上贴有日期2013-04-02,无物料lot No.标识;称好的催化剂装回原有的包装瓶中,并贴标识。
严格执行标识及可追溯程序管理要求,在现场所有的产品和物料其包装上必须有物料标识,其标识内容须有物料名称/数量/批号和日期,禁止现场存放和使用无标识产品及物料。
2混炼房有一块物料无标识(KF 相关人员解释是脱模剂); 1.现场不放不用的物料。
2.用的物料贴上可追塑性标识。
严格执行标识及可追溯程序管理要求,在现场所有的产品和物料其包装上必须有物料标识,其标识内容须有物料名称/数量/批号和日期,禁止现场存放和使用无标识产品及物料。
3混炼房冰箱内物料无标识;需放冰箱的物料全部贴可追塑性标识。
严格执行标识及可追溯程序管理要求,在现场所有的产品和物料其包装上必须有物料标识,其标识内容须有物料名称/数量/批号和日期,禁止现场存放和使用无标识产品及物料。
4混炼房阳光可直射到;玻璃贴阻光纸。
针对阳光可直射到的生产场所,对其window或门采用防射处理(张贴防晒膜或遮阳纸),同时进行每天检查,发现异常及时处理。
5混炼机辊筒较污脏;使用前清洗辊筒,并做清洗记录。
在各机台设定6S 检查表,要求作业员每小时自我检查,组长不定时实施检查,对异常及时处理。
6催化剂C-25A 、C-25B 有效期过期,分别为2012年12-26及2013年04-08过期,KF 贴label 加长有效期半年;1.延期的物料需要有测试数据支持;2.过期的物料需提交样品给供应商"信越"测试并出具合格证明;3.现仓库延期的物料需要送出样品给信越测试;1.安排物料管理人员全面对物料进行排查,对已过期或将要求过期的物料提出统计清单和附复检申请书;2.品质部和工程部接到复查申请单后,根据物料特性进行确认,必要时安排试做测试;或安排材料厂商或第三方进行测试,并依照测试结果进行7实验室有一台烤箱(LA-008)校正2013-04-01过期,很多设备校正日期是2013-04-17(审核当天);后期仪器校正提前一个月申请,并在到校日期前3-7天完成仪器校正。
台资厂SMT_PCBA_制程能力评估

2.09
3. 新線驗證 (Line Set-Up and Verification)
3.01 是否所有手插件站的設立都根據作業指導書來確認,並且所有的紀錄在使用前&重新使用前要簽名確認? Are all Manual Assembly station set-ups verified according to Work Instructions and a log signed prior to start-up & re-start? 問題點Question: 對於首片在過回焊爐錢要根據文件規定確認零件值,是否缺件,極反? Are first-built boards verified against documentation for missing components, value, and for correct polarity pre Wave? 問題點Question: 手插站所上的料是否經過適當的前加工來保證正確的腳長, 形狀, 及Pitch間距? Are the components supplied to Manual Assembly appropriately prepped with correct lead length, forming and pitch, etc.? 問題點Question: 是否所有的料盒/盤上都用列印出的標籤標示出料號, 描述, circuit designator, 站號, 和分布信息? Are all totes or tray locations identified with printed part numbers, descriptions, circuit designators, station number, and/or layout information? 問題點Question: 是否有傳送帶自動的運送板子,而不是以手工方式推送板子或拉回板子? Are boards conveyed along the line automatically without the need to manually push the board forward or pull the board back? 問題點Question:
导入贴片线SMT产能设备评估

高速生产一线
7
8
1
2
3
4
5
6
9
10
中速生产二线
11
12
13
14
15
精选课件
7
五、方案线体对比
设备明细
精选课件
8Leabharlann 设备布局设备布局SMT贴片车间平面 排布图
精选课件
9
报告完毕
2015-12-16
谢谢!
精选课件
10
感谢亲观看此幻灯片,此课件部分内容来源于网络, 如有侵权请及时联系我们删除,谢谢配合!
•**厂新线体 SMT产能设备评估报告
制作人:瞿庭伟
精选课件
1
目录
∆ 一、产品种类、产能基数与产品生产特性分析; ∆ 二、计划线体、设备采购计划; ∆ 三、设备需求、配制需求; ∆ 四、排布方案一:单线排布,设备选择与参考价格; ∆ 五、方案线体对比; ∆ 六、结束。
精选课件
2
一、产品种类、产能基数与产品生产特性分析
精选课件
3
二、计划线体、设备采购计划
SMT日产能峰值:1440000 粒贴片灯(主020 LED);
计划线体:1、架设两条贴片线; A: 高速线 56000点/H B: 中速线 18000点/H
设备选用: 印刷机 雅马哈贴片机\三星贴片机; 劲拓十温区回流焊(单\双轨); 传送机、转角机(单\双轨)
精选课件
4
设备明细
三、设备需求、配制需求
精选课件
5
四、排布方案一:单线排布,设备选择与参考价格
单线 设备产能67000点/H,SMT上班22小时,产能1470000点/D, 满足要求产能。 现场排布方案:
SMT(AOI)技术员能力清单和考核表

SMT厂商评监CheckList

协力厂商评监/稽核项目表P:1/9版本:1.0 采购/品保总判定:检查/品管评语:生技/工程评语:资材/外包评语:签名:ˍˍˍˍ签名:ˍˍˍˍ签名:ˍˍˍˍ签名:ˍˍˍˍ协力厂商:供应厂商/外包厂商工厂名生产内容工厂责任者地址产品区分质量责任者从业员数男=名女=名制造责任者TEL:FAX:合计名业务责任者一年一次品质评监履历表审核日挡当评价分数年月日年月日年月日评监/稽核方法/结果等级分数范围评监内容判定A 901分以上优秀以此状况实施合格A-801-900分优秀以此状况实施合格B+701-800分需要在进一步的改善合格B 551-700分需要在进一步的改善合格B-401-550分有必要自动的改善不合格C+400分以下有必要根本的改善不合格不单位NO 稽核项目内容评鉴项目得分人员工作内容日期45SMT1SMT物料室及车间有无温湿度管控措施?26正负2度,湿度35%以下2温湿度管控有无相关管制图记录?3物品有无分类放置、明确标示?4散料或者余料有无安全性保护措施(封装好、明确标示)?5ESD敏感材料是否确实采取ESD防护措施?6ESD防护装置有无量测确认并作记录?7物料有无先进先出管理办法?8物料先进先出原则有无确实执行?9红胶、锡膏储存管理有无相关SOP指示说明?10购买的红胶、锡膏有无采用编号或其它办法进行先进先出管理?611红胶、锡膏储存管理有无依SOP规定作出相关管制记录?12锡膏回温方法、时间和区域有无相关SOP指示说明?13锡膏有无回温、开对、使用期限标注在锡膏瓶上?14锡膏、红胶的使用有效期限有无SOP规定?15已开对而未使用完的锡膏有无相关处理措施说明?16锡膏搅拌有无相关SOP说明?17印刷钢网本体有无编号、日期、厚度、机种名称等标示?子云廖宜山10-15 18印刷钢网本体合格鉴定和张力测试有无SOP规定、且确实实施?19印刷钢网清洗频率与要求有无SOP说明,有否确实执行?20锡膏厚度量测方法与要求有无SOP规定?21锡膏厚度测试有无相关记录?22印锡质量有无点检记录?23印锡机有无相关保养规定和记录(如日、周、月、季、年度保养)?24产品实施生产有无权责人员签核的工程表指导作业?25点胶机、贴片机、泛用机、回焊炉有无操作性SOP?26有无上料、换料Double Check作业规定与记录?27贴片置件机器之程序名称、BOM表、实际生产品三者是否一致?SMT 28机器置件有无做抛料率管制?29点胶机、贴片机、泛用机、有无相关保养规定和记录(如日、周、月、季、年度保养)?30有无厂内楼层静电防护配置图?31PCB板/BGA烧烤时间多少(SOP有无详细注明)?有无烧烤记录?32SMT&DIP不良零件多久清理一次,有无文件说明?33放IC敏感零件有无铺设防静电桌垫与ESD静电环线牵线?34不同客户别之物料有无明显区分与规划/有无专属SMI物料区?35回焊炉机台有无相关保养规定和记录(如日、周、月、季、年度保养)?36检查工程有无按SOP要求确实检验并作记录?37检查人员有无戴有线静电环作业?38良品与不良品有无明确标示与区分放置?39维修站有无悬挂作业指导书、流程图、有无维修记录?40各工程站另有无机板异常重迭堆箦现象?41待验区、PASS区、NG区有无划分标示、且确实运行?42产品包装是否符合客户及安全防护要求?43焊接使用的烙铁有无温度管按和点检记录?44现场使用的议器、设备是否有设备编号管理?45副资材使用是否与相关客户或产品要求规定一致?46作业现场使用之文件、资料是否为最新版本,相关统计管制报表是否按要求确实运行?47需特定技能鉴定之工作岗位人员是否有鉴定合格,并作记录?48相关改善对策有否按要求确实付诸实施?49有无厂内楼层静电防护配置图?50PCB板/BGA烘烤时间多少(SOP有无详细注明)有无烘烤记录?51放IC敏感零件有无铺设防静电桌垫与ESD静电环线牵线?52不同客户别之物料有无明显区分与规划/有无专属SMT物料区?53仓库人员碰触敏感零件有无戴防静电手套及静电环?54零件箱不可落地,有无放于栈板上或平板车上?SMT 55有无使用无尘布擦拭钢板?56报废钢板有无贴报废标签?57钢板本体有无标示机种名种,版本或有铅,无铅的区分标示等钢印?58擦拭钢板作业方式步骤有无SOP?59Reflow 曲线记录表,各曲线需标示量测那些试点?60有无使用套板检查缺件和极性?61SMT维修站有无使用ESD防静电盒装零件?62是否已界定首件检验之专责人员并依规定实施?63是否已界定巡回检验之专责人员并依规定实施?64印刷的良品/不良品判定基准是否明确?65温度曲线图规格在现场有无明确?66生产开始前,是否进行首件确认由认证确认?67发生不适合品时(异常)跟踪原因及对策后,对策结果有无进行再发防止措施?68各静电防护措施是否有作测试、保养?69样板有无进行管制?DIP 70现场物料有无明确标示和分类放置?71靠墙壁摆放物品有无隔墙壁一定距离并采取防晒、防水措施?72前加工作业有无具体的SOP指导作业?73加工机器设备有无操作性SOP?74加工机器设备有无设备编号进行管理?75加工机器设备有无相关保养规定和记录(如日、周、月、季、年度保养)?76已加工品和待加工品以及不良品有无明确标示和区分?77物料加工有无按先进先出原则进行管理?78流水线头或者线尾有无广告牌管理和确实记录?79流水线头有无悬挂相关权责单位确认合格的在制机种的样品,以便核对作业?80产线各工程站有无具体SOP指导作业?81作业人员有无按SOP内容要求确实执行?82在线物品有无品名、料号、规格等明确标示?DIP 83物料盒内盛装物料是否未超过其容量的2/3?84落下部品、不良部品是否有专用容器区分放置和标示(有无定期整理)?85锡炉设备运行有无操作性SOP?86锡炉使用的助焊剂、稀释剂、锡条等副资材是否与产品要求相一致?87助焊剂、稀释剂等化学剂是否有指定的区域隔离安全放置?88锡炉运行参数设定和实际量测是否按SOP要求确实执行与管制图表记录?89锡炉有无相关保养规定(如日、周、月、季、年度保养)?90锡炉保养有无确实执行和记录?91ESD防护和烙铁温度管控有无相关SOP规定说明?92ESD防护装置有无量测确认和确实记录?93烙铁温度点检是否确实并作记录?94剪脚工位是否有配置防护罩,以防组件脚飞溅?95检测仪器设备参数设定是否符合SOP要求?96检测仪器设备与治具有无确实保养和记录?97仪器、设备、工治具有无编号管理?98检测仪器设备有无校验和在有效期内使用?99电批扭力量测有无相关SOP规定?100电批扭力量测是否确实执行与记录?101每日有否使用确认之样品来确认检测仪器与治具运行是否正常?102仪器、设备、与工治具的接地措施是否确实?103检测不良品的状况是否明确区分与标示?104良品与不良品是否明确区分与标示?105维修站有无悬挂作业指导书、流程图?106维修工程有无确实维修记录和信息反馈?107维修用的材料有无明确标示与分类放置?108维修OK品和待维修品有无区分放置和明确标示?109要求使用防护静电刷工程有否确实执行作业?110流水线和工作台面是否保持清洁?DIP 111产线制品有否异常堆积现象?112产品包装、装箱是否符合客户要求?113锡丝、胶纸、涂付剂、蜡等副资材使用是否符合产品要求?114待验区、合格区、退货区是否划分区域与明标示?115制程质量管理图表是否依规定确实运行作业?116现场使用文件数据是否为最新版本、相关ECN、PCN有否落实执行?117需特定技能鉴定之工作岗位人员是否有鉴定合格,并作记录?118相关改善对策有否按要求确实付诸实施?119有无测试SOP?120测试不良有无记录和不良率管制图?121静电箱和纸箱有无落地?122维修品如何先进先出?123维修后有无维修记录?124测试误判如何处理有无书面说明?125测试不良在何种情况下需做实时回顾,有无书面说明?126测试治具插拔次数有无设定多少需更换?127有无作业人员质量绩效考核?128新进人员有无教育训练记录?129测试后良品与不良品区域如何明显区别,有无书面说明?130维修工位有无ESD静电线防护?131拆焊机有无SOP或Profile?132制程及检验人员是否有训练并具备相应能力要求?品管、工程133有无拟定公司的批退率及不良率之目标值?134原材料,半成品,成品是否有健全之检验规范?135是否有QC工程图,执行度是否落实?136客诉件处理时效及改善预防措施效果如何?137是否有执行IPQC,QA制度及有详实记录?138检测仪器是否校正及制定操作标准点检保养表?品保、工程139现场有无规划物料,半成品,成品,不良品区域并加以管制?140不良品处理流程及有效性对策?141对于质量目标每个系列别的全体人员是否了解及掌握?142环境质量管理的文件,是否有制定?143有无做首件管理记录表?144是否针对客诉退回的不良品进行矫正预防改善循环措施?145所有矫正措施及结果是否有记录?146是否有一完整的系统把不良品故障分析项目的讯息回馈给各相关部门?147出货检验有无依据抽样检验计划执行?148仪器有无做内外仪校?149有无内外仪校时间排程计划?150有无质量保证体系(组织)图?151当发生批退时,有无做批退动作,有无记录?152当发生批退时,有无生产线有无安排重工动作?153当发生批退旱,生产线有无执行矫正预防措施,有无记录?154静电接地与设备接地有无分开,静电接地有无埋设2米深三支接地棒?155有无拟定公司的批退率用词不良率之目标值?156各项质量状况是否均有作统计分析,并对异常状况作有效改善?157现场各工作站是否均有文件指导作业,并依文件实施?158客户反馈不良如属作来不良是否对员工进行教育,有无记录?159是否已建立ISO管理体系并有效动作?160管理代表是否设定由管理阶层挡任,品管单位直属高阶主管非辖于制造单位?161是否有定期审查目标达成状况?162是否已对内审、客诉等相关改善对策确认有效性?163是否明定记录之保存期限并作有版本管制?164是否已订定有效之培训计划并按计划实施?165是否有制定进料、巡查及出货检验之作业性文件?166对于质量目标每系列别的全体人员是否了解及掌握?167质量异常处理流程是否明确?168检测仪器是否校正及制定操作标准点检保养表?169不良品处理流程及有效性对策?170生产设备及生产能力是否能满足我司之要求?171生产软件是否有作有效管控?172关于作业标准书手顺,要点,有无明确地指示(对于过去的质量异常有无对策)?173为了识别合格品混入未检品及不合格有否区分方法?174生产过程中报废基板的处理流程?175变更管制的文件有无制定?176生产设备有无操作标准及日常点检保养表?177是否有完善的足够的技术资源组识?178各工具、检测设备等是否进行点检保养或仪校?179是否已制定无铅产品指导书文件?环境及ROHS 物质180是否具有最高经管者下达的环境经管方针?181是否建立了与环境方针有关的战略及部门实施计划?182根据法律和顾客意见,是否修正环境方针?183环境管理内容是否设定为监督项目,定期实施?184是否任命了具有资格的内部监督人员?185切实落实环境管理物质贩情报传达、管理、指示情况如何?186是不将环境管理的主旨传达到从业人员?187是否有客户管理的环境管理物质一览表?188量测、检查设备之精确度是否符合需求?189工厂是否已进行有效的静电防护措施?190是否规定防止物质的污染,防止混入的作业程序?191有关环境质量管理的文件是否有制定?192环境质量管理的文件,是否有制定?193有效的消防设施,具有危险之机器或场所有无警示标志,或有设防呆措施?194是否有建立禁(限)有物质管理程序?195是否有将禁(限)用物质要求加入内部稽核项目?196对使用的装置,设备仪器是否有污染?资材部197是否具有处理紧急订单之生产能力?198是否有生产排程之计划,并确保准时交货?199是否已界定出货检验之专责人员并依规定实施?200制程中不良是否能在短期内交换良品多少天内可完成?评监/稽核评分等级说明:0.完全不了解条文要求内容,完全不执行或完全不符合要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•Red
•Green
•Improvement Opportunities
•Remarks
•Awareness
•50 %
•Approach
•50 %
•Implementation
•50 %
•Total Element Score •3 •3 •3 •3
•Category 1: Design for Manufacturability •Criteria 1.2 Process knowledge
SMT生产能力评估审计 worksheet
2020年5月29日星期五
•Category 1: Design for Manufacturability •Criteria 1.1 Concept and Practice
•Elements
•1 •Designers and Process Engineer can explain the importance of DFM with examples. ) •2 •Designers or responsible staff can explain the concept of DFM Management and how ) company deploy them. •3 •Aware that there are various DFM rules in the industry, each of them has their specific ) conditions. •4 •The responsibility to ensure good DFM is clear in everyone's mind. ) •5 •There is a in-house DFM training and control system. ) •6 •There are reports and meetings between Process & Design department on DFM Yield ) for every product. Evidence of using all findings. •7 •Checklist and/or software are used for DFM assurance. System available to ensure ) implementation. •8 •Both process and design engrs are trained on DFM (with control records). ) •9 •Design guidelines are available, cross reference to production line capability, process ) requirements and Quality standards. •1 •Design and Process Engineers can demonstrate understanding of design rules. 0)
•7) •Designers know what is process window and how their design rules relate to the process window.
•8) •Designers who responsible for design release (or DFM check) are trained in Process knowledge ( control and records ).
•6) •Designers are able to explain key process parameters:
•- placement alignment method vs SMDs.
•- feeder efficiency.
•- IR vs Hotair reflow.
•- paste/glue printing vs dispensing.
•Red
•Strengths
•Green
•Improvement Opportunities
•Remarks
•Awareness
•90 %
•Approach
•80 %
•Implementation
•40 %
•Total Element Score •0 •1 •2 •3
•Category 1: Design for Manufacturability •Criteria 1.3 Design Know-how (substrate selection)
•4) •Process release documents are available in the Design department and cross link to their design rules.
•5) •Supporting documents for DFM rules from the process point of view is well organized and maintained.
•Elements
•1) •Designers aware the importance of them knowing SMT process and the design rules shold not be determined without knowing the inhouse proan clearly explain the various types of process used in their production. (types, main characteristics and application).
•3) •There are in-house Process training course design for designers. System is available to ensure implementation.