千分尺检定规程
千分尺检校规程
千分尺检校规程1 范围本规程适用于本公司千分尺的内部检定。
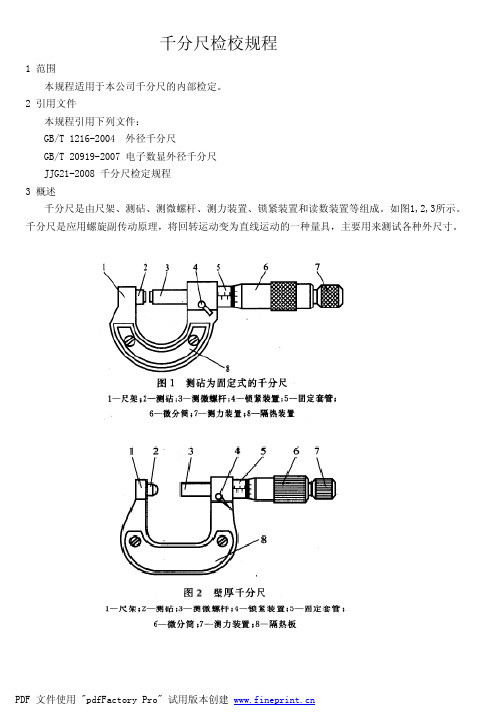
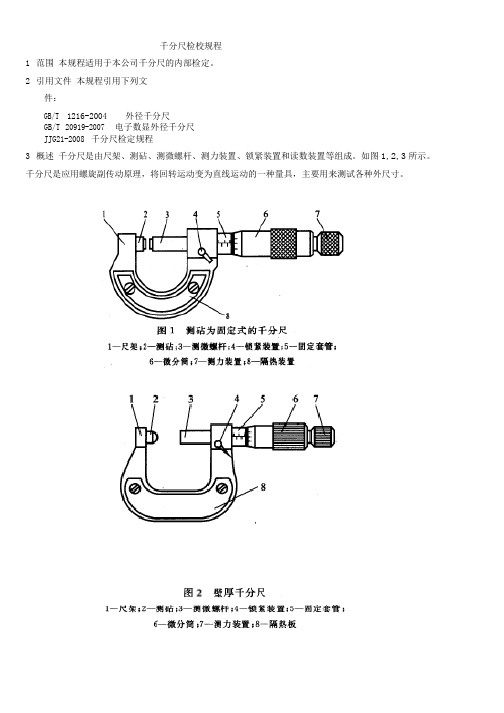
2 引用文件本规程引用下列文件:GB/T 1216-2004 外径千分尺GB/T 20919-2007 电子数显外径千分尺JJG21-2008 千分尺检定规程3 概述千分尺是由尺架、测砧、测微螺杆、测力装置、锁紧装置和读数装置等组成。
如图1,2,3所示。
千分尺是应用螺旋副传动原理,将回转运动变为直线运动的一种量具,主要用来测试各种外尺寸。
4 技术要求4.1 外观4.1.1 千分尺及其校对用的量杆不应有锈蚀、碰伤、带磁或其他缺陷,标尺刻线应清晰、均匀,数显外径千分尺数字显示应清晰、完整。
4.1.2 千分尺应附有调整零位的工具,测量上限大于或等于25mm的千分尺应附有校对用的量杆。
千分尺应具有测力装置、隔热装置和锁紧装置。
校对量杆应有隔热装置。
4.1.3 千分尺上应标有分度值、测量范围、制造厂名(或厂标)及出厂编号。
4.1.4 后续检定和使用中检验的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。
4.2 各部分相互作用4.2.1 微分筒转动和测微螺杆的移动应平稳无卡滞现象。
4.2.2 调零和锁紧装置的作用应切实有效。
4.2.3 带有表盘的千分尺,表针移动应灵活、无卡滞现象。
4.2.4 数显外径千分尺各工作按钮应灵活可靠。
4.3 各部分相对位置4.3.1 微分筒锥面棱边至固定套管刻线表面的距离应不大于0.4mm。
4.3.2 微分筒锥面的端面与固定套管毫米刻线的相对位置当测量下限调整正确后,微分筒上的零刻线与固定套管纵刻线对准时,微分筒的端面与固定套管毫米刻线右边缘应相切,如不相切,压线不大于0.05mm,离线不大于0.1mm。
4.3.3 数显外径千分尺的示值重复性应不大于1μm。
4.3.4 数显外径千分尺任意位置时的数值偏移应不大于1μm/h。
4.3.5 示值误差外径千分尺示值的最大允许误差不超过表1规定。
壁厚千分尺示值的最大允许误差应不超过±8μm。
千分尺内校检定规程
1.目的
为检测设备的校验提供依据,保证测试测量的精密度。
2.范围
适用于公司制造部门使用中的千分尺的检定。
3.校准环境
为保证测量结果的有效性,必须在温度为25+5/-3℃,湿度为60+15/-10%RH的条件下对测量仪器进行校准。
4.校验项目
外观、示值检测。
5.校准件
编号为LKB001的量块作为校验标准件。
6.校验程序
6.1外观检查
6.1.1要求
6.1.1.1千分尺及校对用的量块不应有碰伤、锈蚀、带磁或其它缺陷,标尺刻线应清晰、均匀,数显外
径千分尺数字显示应清晰;
6.1.1.2千分尺应附有调整零位的工具,千分尺应具有测力装置、隔热装置和锁紧装置;
6.1.1.3千分尺上应标有分度值、测量范围、制造厂名(或商标)及出厂编号;
6.1.1.4千分尺的微分筒转动和测微螺杆的移动应平稳无卡住现象;
6.1.1.5可调或换测砧的调整或装卸应顺畅,作用要可靠,锁紧装置的作用应切实有效;
6.1.1.6数显外径千分尺各工作按钮应灵活可靠;
6.1.1.8新制的千分尺应符合以上要求,使用中的千分尺不应有影响使用准确度的外观缺陷。
6.1.2检定方法:试验和目力观察。
6.2示值检测
6.2.1要求
6.2.1.2用被检千分尺测量标准量块分段对比,测试出误差值;
6.2.1.3校验点为:1mm、3mm、5mm、10mm、20mm;
6.2.1.4测试误差变化量△≤0.002mm。
6.3检定方法
6.3.1使用前需校对起始值设置是否正确,如不正确则会影响测量结果,立即修正设置;。
千分尺的校准
千分尺的检定/校准作业指导书依据:JJG21─2008千分尺检定规程注意事项:检定过程必须带手套,防止标准器生锈。
标准器应放在干燥和温度适宜的检定室内,注意保持清洁,使用前应将各工作面用汽油擦试干净。
每次使用完毕必须用汽油擦洗干净并涂上防锈油,放入盒内。
检定条件:温度(20±3)℃湿度:不超过70%RH应将被检卡尺及量块等检定用设备同时置于平板或木桌上,其平衡温度3h。
(根据测量范围~100mm)外观:标尺标记清晰,无目力可见的断线或粗细不均。
数显千分尺数字显示应清晰、完整,无黑斑和闪跳现象。
各按钮功能稳定、工作可靠。
各部分相互作用:主要指微分筒转动和测微螺杆的移动应平稳、无摩擦,在测力的作用下全程运行灵活,不得有卡住,或一段行程灵活、一段行程不灵活等现象。
千分尺的锁紧装置作用要可靠,能保证测微丝杆运行到任何部位都能可靠止动;对大于300mm的千分尺可调或可换测砧的调整或装卸应顺畅,。
测微螺杆的轴向窜动和径向摆动:测微螺杆的轴向串动和径向摆动均不大于0.01 mm。
一般情况下凭手感觉,左手拿住千分尺弓架,右手拿住活动套管前后推拉和左右摆动,只要感到有活动量就说明测微螺杆有轴向窜动和径向摆动。
轴向串动用杠杆千分表检定。
检定时,杠杆千分表与测微螺杆测量面接触,沿测微螺杆轴向方向分别往返加力3N~5N。
杠杆千分表示值的变化,即为轴向窜动量。
径向摆动用杠杆千分表检定。
检定时,将测微螺杆伸出尺架10mm后,使杠杆千分表接触测微螺杆端部,再沿杠杆千分表测量方向加力2N~3N,然后在相反方向加同样大小的力,此时杠杆千分表示值的变化,即为径向摆动量。
测力:用分度值不大于0.2N的专用测力计校准。
校准时,使测量面与测力计的球工作面接触后进行。
千分尺的测力应为(5~10)N微分筒锥面的端面与固定套管毫米刻线的相对位置:当微风筒零刻线与固定套管纵刻线对准后,微风筒锥面的端面与固定套管毫米刻线的右边缘应相切,若不相切,压线不超过0.05mm,离线不超过0.1 mm。
外径千分尺检定规程

+
+
+
8
工作面的平面度
2级平晶、1级刀口尺
+
+
+
9
两工作面的平行度
平行平晶
+
+
+
10
示值误差
4等、5等量块
+
+
+
注:“+”表示应该检定,“-”表示可不检定
3.2检定条件
室内温度要求为(20±5)℃,湿度要求超过80%RH,平衡温度时间为1H(置于平板上)或2H(置于木桌上)。
4、技术要求和检定方法序号受检项目检定 Nhomakorabea的产要工具
检定类别
新购的
使用中
修理后
1
外观
/
+
+
+
2
各部件相互作用
/
+
+
+
3
测微螺杆的轴向串动和径向摆动
杠杆千分表或千分表
+
+
+
4
测砧与测微螺杆工作的相对偏移
平板、杠杆百分表或百分表
+
-
+
5
测力
专用测力计
+
+
+
6
微分筒锥面的端面棱边至固定套管刻线面的距离
塞尺
+
-
+
7
微分筒锥面的端面与固定套管毫米刻线的相对位置
Δ=
4.5测力
4.5.1要求
千分尺的测力(系指工作面与球面接触时所作用的力)应在6N~10N范围内。
4.5.2检定方法
千分尺检校规程
千分尺检校规程1 范围本规程适用于本公司千分尺的内部检定。
2 引用文件本规程引用下列文件:GB/T 1216-2004 外径千分尺GB/T 20919-2007 电子数显外径千分尺JJG21-2008 千分尺检定规程3 概述千分尺是由尺架、测砧、测微螺杆、测力装置、锁紧装置和读数装置等组成。
如图1,2,3所示。
千分尺是应用螺旋副传动原理,将回转运动变为直线运动的一种量具,主要用来测试各种外尺寸。
4 技术要求4.1 外观4.1.1 千分尺及其校对用的量杆不应有锈蚀、碰伤、带磁或其他缺陷,标尺刻线应清晰、均匀,数显外径千分尺数字显示应清晰、完整。
4.1.2 千分尺应附有调整零位的工具,测量上限大于或等于25mm的千分尺应附有校对用的量杆。
千分尺应具有测力装置、隔热装置和锁紧装置。
校对量杆应有隔热装置。
4.1.3 千分尺上应标有分度值、测量范围、制造厂名(或厂标)及出厂编号。
4.1.4 后续检定和使用中检验的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。
4.2 各部分相互作用4.2.1 微分筒转动和测微螺杆的移动应平稳无卡滞现象。
4.2.2 调零和锁紧装置的作用应切实有效。
4.2.3 带有表盘的千分尺,表针移动应灵活、无卡滞现象。
4.2.4 数显外径千分尺各工作按钮应灵活可靠。
4.3 各部分相对位置4.3.1 微分筒锥面棱边至固定套管刻线表面的距离应不大于0.4mm。
4.3.2 微分筒锥面的端面与固定套管毫米刻线的相对位置当测量下限调整正确后,微分筒上的零刻线与固定套管纵刻线对准时,微分筒的端面与固定套管毫米刻线右边缘应相切,如不相切,压线不大于0.05mm,离线不大于0.1mm。
4.3.3 数显外径千分尺的示值重复性应不大于1μm。
4.3.4 数显外径千分尺任意位置时的数值偏移应不大于1μm/h。
4.3.5 示值误差外径千分尺示值的最大允许误差不超过表1规定。
壁厚千分尺示值的最大允许误差应不超过±8μm。
千分尺怎样使用方法【检定千分尺操作规程】

千分尺怎样使用方法【检定千分尺操作规程】检定千分尺操作规程一.目的:指导和规范检定人员正确的从事千分尺的检定修理工作。
二.适用范围:适用于计量室检定人员在其岗位上从事的千分尺量具的检定修理工作。
三.人员要求该项操作人员应具有及以上文化程度,并经上级计量管理部门考核合格,取得四.工装量具杠杆千分尺、杠杆百分表或百分表、平板、专用测力仪、塞尺、表面粗糙度样板、二级平晶、一级刀口尺、平行平晶、四等五等量块、刚球检具、光学计、测长机,以及相应的修理工具,汽油、麂皮等工具用品。
五.准备工作1. 根据被检游标量具的量程选取相应的量块,检查量块证书是否再有效期内。
2. 观察检定室内温、湿度是否达到检定规程的要求即(20±2)℃。
应把温湿度实测值填入《标准装置使用记录》和《千分尺量具检定记录》。
六.检定与修理1. 外观检查用目力观察,千分尺应有分度值、制造厂名、工厂标志和出厂编号。
2. 各部分相互作用应适应检定规程中4.1、4.2的要求。
3. 测微螺杆的轴向串动和径向摆动均不大于0.01mm。
4. 测砧与测微螺杆工作面相对偏移量应不大于《千分尺量具检定规程》中表3的规定。
5. 千分尺的测力应在6-10N范围内,用分度值不大于0.2N的专用测力机检定。
6. 微分筒锥面的断面棱边至固定套管刻线面的距离应不大于0.4mm。
检定时应用塞尺与固定套管刻线表面用比较法检定,微分筒转动一周内不少于三个位置上进行。
7. 微分筒锥面的端面与固定套管毫米刻线的相对位置应适合《千分尺量具检定规程》中表11.1、11.2的规定。
8. 工作面的表面粗糙度:外径千分尺和校对量杆的工作面的表面粗糙度Ra应不大于0.05μm。
用粗糙度比较样板以比较法检定。
9. 工作面的平面度应适应《千分尺量具检定规程》中13.1、13.2的规定。
10. 工作面的平行度,当外径千分尺锁紧装置紧固与松开时的千分尺两工作面的平行度应不大于《千分尺量具检定规程》中表4和14.2的规定。
千分尺校准规范

菲恩(江门)科技有限公司千分尺校准规范文件编号:发布日期:实施日期:1、目的对内部的千分尺校准,确保准确度和实用性保持完好。
2、规范性引用文件本规范引用下列文件:JJG 21-2008 通用卡尺检定规程。
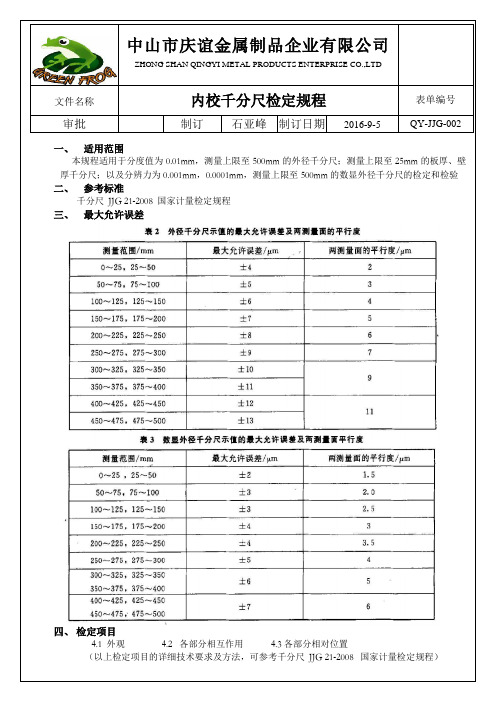
3、范围本规范适用于公司内部分度值为0.01mm,测量上限到500mm外径机械千分尺;测量上限至25mm的板厚、壁厚千分尺;以及分辨力为0.001mm,0.0001mm,测量上限至500mm的数显千分尺校准。
4、校准条件校准测量范围不大于100mm的外径千分尺,其室内温度和被检千分尺在室内平衡温度的时间,应符合5、通用技术要求5.1外观5.1.1千分尺及其校准用的量杆不应碰伤、锈蚀、带磁或其它缺陷,标尺刻线应清晰、均匀,数显外径千分尺数字显示应清晰、完整。
5.1.2千分尺应有调整零位的工具,测量上限大于或等于25mm的千分尺应附有校对用的量杆。
千分尺应具有测力装置,隔热装置和锁紧装置。
校对量杆应有隔热装置。
5.1.3千分尺应标有分度值、测量范围、制造厂商(或厂标)及出厂编号5.1.4后续校准和使用中检验的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。
4.2各部分的相互作用4.2.1微分筒传动和测微杆的移动应平稳无卡滞现象。
4.2.2可调或可换测砧的调整和装卸应顺畅,作用要可靠,调零和锁紧装置的作用应切实有效。
4.2.3数显外径千分尺,各工作按钮应灵活可靠。
6计量性能要求与校准方法5.1示值误差5.1.1外径千分尺示的最大允许误差不应超出表-2的规定:数显外径千分尺的示值得最大允许误差不应超出表-3的规定。
表-3数显外径千分尺示值的最大允许误差及量测量面的平行度。
千分尺检定规程

千分尺检定规程千分尺检定规程千分尺是一种非常精度高的测量工具,正式验证其测量精度的检定过程是必不可少的。
本文将详细介绍千分尺检定规程。
一、检定前准备1.1 检定设备进行千分尺检定的设备需要包括专门的卡尺、校正块等测量工具,这些工具需要定期检定以保证其准确度。
1.2 检定环境检定千分尺的环境需要干净、稳定,同时温度、湿度等条件也需要在能够承受的范围之内。
在进行检定前需要仔细清理千分尺上的杂质及水垢等。
1.3 确定检定频次根据千分尺的使用情况,需要确定其检定频次,通常建议进行6个月一次的检定。
二、检定步骤2.1 清洁千分尺首先需要用丝刷去除千分尺上的杂质、污渍等,如果有生锈情况则需要切记不要将其清理过于频繁以防破坏表面涂层。
2.2 校准零点将千分尺的游标调整到零点位置,并用调整螺丝锁定,同时检查千分尺刻度盘和游标是否对准。
2.3 用卡尺检查用卡尺测量标准物体不同位置的长度以检查千分尺的精度,按照规定测量次数和测量方向得到测量值,并计算出平均值。
2.4 误差计算将测量值和标准值进行比较,得出千分尺的误差值,并计算误差值的标准差,如果误差值超过规定精度范围则需要重新校准。
2.5 记录和报告记录千分尺的型号、编号、检定日期、校准人、校准结果等信息,并将检定结果报告给相关人员。
三、检定后维护3.1 保持清洁千分尺需要保持清洁、干燥、避免碰撞和振动等,避免对其精度产生影响。
3.2 定期检定按照千分尺的使用情况,定期进行检定,保证其精度达到标准要求。
3.3 使用注意事项千分尺的使用需要注意松紧度、避开低温、热源,避免对其精度产生影响。
以上就是千分尺检定规程的详细介绍,通过以上步骤可对千分尺进行有效检定,避免因千分尺精度不足引起的误差。
作为一种关键的测量工具,千分尺的检定不仅对生产、检测等领域有重要的意义,同时对提高工作效率也有积极的意义。
1_3945268_-千分尺检定规程【国标】

最大允许误差/“m
土4 土5 士6 士7 士8 土9 土10
一
两测量面的平行度//.Lm
2 3 4 5 6 7
9 士11 士12 11 士13
板厚千分尺两测量面的平行度应不超过4弘m。 数显外径千分尺两测量面的平行度应不超过表3规定。
裹3数显外径千分尺示值的最大允许误差及两测量面平行度 测量范围/ram
本规程委托全国几何量工程参量计量技术委员会负责解释
JJG
2l一2008
本规程主要起草人: 张黎平(黑龙江省计量检定测试院) 马钟焕(吉林省计量科学研究院) 窦艳红(吉林省计量科学研究院)
参加起草人:
王晓亮(黑龙江省计量检定测试院) 王利(哈尔滨市计量检定测试所)
JJG 21—2008
目
录
1 1 1 3
4.3测力・-・………・-………………………………………・
4.4刻线宽度及宽度差………………………………… 4.5指针与刻度盘相对位置…………・・…………………- 4.6微分筒锥面的端面棱边至固定套管刻线面的距离… 4.7微分筒锥面的端面与固定套管毫米刻线的相对位置 4.8测量面的平面度……………………………………… 4.9数显外径千分尺的示值重复性……………………… 4.10数显外径千分尺任意位置时数值漂移…………… 4.11两测量面的平行度………………………………… 4.12示值误差…………………………………………… 4.13数显外径千分尺细分误差………………………… 4.14校对用量杆………………………………………… 5通用技术要求…………………………………………… 5.1外观…………………………………………………… 5.2各部分的相互作用…………………………………… 6计量器具控制…………………………………………… 6.1检定条件……………………………………………… 6.2检定项目……………………………………………… 6.3检定方法……………………………………………… 6.4检定结果的处理……………………………………… 6.5检定周期……………………………………………… 附录A千分尺示值误差测量结果的不确定度评定…… 附录B 数显千分尺示值误差测量结果的不确定度评定 附录C检定证书和检定结果通知书内页格式…………
千分尺校验作业指导书
千分尺校验作业指导书标题:千分尺校验作业指导书引言概述:千分尺是一种精密测量工具,用于测量小于毫米级别的尺寸。
为了确保千分尺的准确性和可靠性,在使用过程中需要进行定期的校验。
本文将详细介绍千分尺校验的作业指导书,以匡助使用者正确进行校验操作。
一、校验前准备1.1 清洁千分尺表面:在校验之前,务必确保千分尺表面干净,无尘、油污等杂物。
1.2 检查千分尺零位:将千分尺刻度盘调至零位,确保刻度盘指针指向零刻度。
1.3 准备校验工具:准备好标准尺、外径千分尺和内径千分尺等校验工具。
二、零点校验2.1 外径零点校验:使用外径千分尺测量标准尺的外径,并将千分尺刻度调至与标准尺一致。
2.2 内径零点校验:使用内径千分尺测量标准尺的内径,并将千分尺刻度调至与标准尺一致。
2.3 零点误差修正:如发现零点误差,可通过调整千分尺的零位来修正,确保准确度。
三、线性误差校验3.1 选取不同测量范围:选择不同的测量范围,如0-25mm、25-50mm等,进行线性误差校验。
3.2 多点校验:在选定的测量范围内,选取多个点进行测量,确保千分尺的线性误差在可接受范围内。
3.3 记录误差值:将每一个测量点的误差数值记录下来,以便后续分析和修正。
四、重复性校验4.1 连续测量:在同一测量范围内进行多次测量,检查千分尺的重复性。
4.2 分析数据:对多次测量结果进行数据分析,计算重复性误差。
4.3 判断准确度:根据重复性误差判断千分尺的准确度,如有必要可进行调整或者修正。
五、校验后处理5.1 记录校验结果:将所有校验结果记录在校验报告中,包括零点误差、线性误差、重复性误差等。
5.2 校验结论:根据校验结果判断千分尺的准确性和可靠性,如有问题可及时处理。
5.3 定期校验:建立定期校验制度,确保千分尺的长期稳定性和准确性。
结语:通过本文的指导书,希翼读者能够正确、规范地进行千分尺的校验操作,确保测量结果的准确性和可靠性。
千分尺是精密测量工具,惟独经过正确的校验和维护,才干发挥其最大的作用。
计量器具内校检定规程-千分尺
五、检定条件
5.1检定室内温度(见下表)5.2检定室内相对湿度不大于70%RH
5.3检定前,应将千分尺及检定设备置于平板或木桌上
六、检定设备
见下图-表7
七、千分尺受检点的分布
八、检定周期
检定周期根据实际使用的具体情况确定,一般不超过1年
一、适用范围
本规程适用于分度值为0.01mm,测量上限至500mm的外径千分尺;测量上限至25mm的板厚、壁厚千分尺;以及分辨力为0.001mm,0.0001mm,测量上限至500mm的数显外径千分尺的检定和检验
二、参考标准
千分尺JJG21-2008国家计量检定规程
三、最大允许用4.3各部分相对位置
千分尺计量检定规程
千分尺计量检定规程1.0目的规范千分尺校验的操作,确保千分尺的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。
2.0范围本规程适用于千分尺计量检定。
3.0校验设备外校合格的标准量块。
4.0环境条件温度(20±5)℃,湿度45%~75%RH。
校准前被检测量设备在规定温度下恒温不少于2h。
5.0技术要求和检定方法5.1外观5.1.1要求➢千分尺及其校对用的量杆不应有碰伤、锈蚀、带磁或其他缺陷,刻线应清晰、均匀。
➢千分尺应附有调整零位的工具测量上限大于25mm的千分尺应附有校对用的量杆。
➢千分尺上应标有分度值、测量范围、制造厂名(或厂标)及出厂编号。
➢使用中的和修理后的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。
5.1.2检定方法:目力观察。
5.2各部分相互作用5.2.1要求➢微分筒转动和测微螺杆的移动应平稳无卡住现象。
➢可调或可换测砧的调整或装卸应顺畅,作用要可靠,锁紧装置的作用应切实有效。
➢带有表盘的千分尺,表针移动应灵活,无卡滞现象。
5.2.2检定方法试验和目力观察5.3测微螺杆的轴向串动和径向摆动。
5.3.1要求:测微螺杆的轴向串动和径向摆动均不大于0.01mm。
5.3.2检定方法➢测微螺杆的轴向串动,用杠杆千分表检定,检定时,使杠杆千分表与测微螺杆测微量面接触,沿测微螺杆轴向方向分别往返加力3N~5N。
➢测微螺杆的径向摆动示用杠杆千分表检定,检定时,将测微螺杆伸出尺架10mm后,使杠杆千分表接触测微螺杆端部,再往杠杆千分表测量方向加力2N~3N,然后以相反方向加力2N~3N,这一检定应在相互垂直的两个径向方向检定。
5.4测砧与测微螺杆工作面相对偏移5.4.1要求千分尺测砧与测微螺杆工作面的相对偏移量应不大于JJG21-2008标准中的规定。
5.4.2检定方法在平板上用杠杆百分表检定,对于测量范围大于300mm的千分尺用百分表检定,检定时借助千斤顶将千分尺放置在平板上,根据JJG21-2008要求,调整千斤顶使千分尺的测微螺杆与平板工作面平行,然后用百分表测出测砧与测微螺杆在这方位上的偏移量x,然后将尺架侧转90°按上述方法测出测砧与测微螺杆在另一方位上的偏移量y,测砧与测微螺杆工作面的相对偏移量Δ按下式要求的Δ=√x2+y2此项检定也可用其它专用检具检定。
千分尺校准教程

千分尺检定规程(JJG21-2008) 千分尺的检定或校准
一、范围
• 本规程适用于分度值为0.01mm,测 量上限至500mm的外径千分尺;测量上限 至25mm的板厚、壁厚千分尺;以及分 辨力为0.001mm,0.0001mm,测量上限 至500mm的数显外径千分尺的首次检定、 后续检定和使用中检验。
三、计量性能要求
表1 测砧与测微螺杆测量面的相对偏移量 mm
三、计量性能要求
3、测力 千分尺的测力(系指测量面与球面接触时 所作用的力)应为(5~10)N。 4、刻线宽度及宽度差 微分筒刻线宽度为(0.08~0.20)mm,固 定套管上的刻线与微分筒上的刻线的宽度差 均应不大于0.03mm。带刻度盘的刻线宽度为 (0.20~0.30)mm,其宽度差应不大于 0.05mm
五、计量器具控制
使用平行平晶检定时,依次将4块厚度差 为1/4螺距的平行平晶放入两测量面间,使量 测量面与平行平晶接触,转动棘轮机构,并 轻轻转动平晶,使两测量面出现的干涉环或 干涉带数目减至最少。分别读取量测量面上 的干涉条纹数,取两测量面上的干涉条纹数 目之和与所用光的波长值的计算结果作为两 测量面的平行度。利用平行平晶组中每一块 平行平晶按上速程序分别进行检定,取其中 最大值作为受检千分尺的两测量面平行度测 量结果。
四、通用技术要求
1.3 千分尺上应标有分度值、测量 范围、制造厂名(或厂标)及出厂编号。 1.4 后续检定和使用中检验的千分 尺及其校对用的量杆不应有影响使用准 确度的外观缺陷。
四、通用技术要求
2 各部分的相互作用 2.1 微分筒转动和测微螺杆的移动应平稳 无卡滞现象。 2.2 可调或可换测砧的调整或装卸应顺畅, 作用要可靠,调零和紧锁装置的作用应切实 有效。 2.3 带有表盘的千分尺,表针移动应灵活、 无卡滞现象。 2.4数显外径千分尺各工作按钮应灵活可 靠。
公法线千分尺检定规程

公法线千分尺检定规程英文回答:The Public Law Line Micrometer Calibration Procedure is an essential process in ensuring accurate measurements in various fields such as engineering, construction, and manufacturing. This procedure involves the calibration of a micrometer, which is a precision measuring instrument usedto measure small distances with high accuracy.Firstly, the micrometer is checked for any visible damage or wear. This includes examining the measuring faces, the spindle, and the anvil. Any signs of damage or wear can affect the accuracy of the measurements and should be addressed before proceeding with the calibration.Next, the micrometer is cleaned thoroughly to removeany dirt, debris, or oil that may have accumulated on its surfaces. This is important as any foreign particles can interfere with the measurement process and lead toinaccurate results.After cleaning, the micrometer is zeroed or reset to ensure that the measurement starts from a known reference point. This is usually done by closing the micrometer jaws and adjusting the zero point using the zero adjustment screw or wheel.Once the micrometer is zeroed, it is ready for calibration. This involves comparing the measurements taken by the micrometer with a standard reference. The standard reference can be a calibrated master gauge or a known dimension of a test piece.To calibrate the micrometer, measurements are taken at various points along its measuring range. The readings obtained are then compared to the known values of the standard reference. Any deviations or discrepancies are noted and adjustments are made to the micrometer to bring it into alignment with the standard.For example, let's say I am calibrating a micrometerthat has a measuring range of 0-25mm. I would take measurements at different points, such as 5mm, 10mm, 15mm, and 20mm. If the readings obtained deviate from the known values of the standard reference, I would make the necessary adjustments to the micrometer to ensure accurate measurements.Once the micrometer has been calibrated and adjusted,it is important to verify its accuracy periodically. This can be done by comparing the measurements taken by the micrometer with the standard reference at regular intervals. If any deviations or discrepancies are found, further adjustments or recalibration may be required.In conclusion, the Public Law Line MicrometerCalibration Procedure is a crucial process in ensuring accurate measurements. By following this procedure, we can maintain the reliability and precision of micrometers, ultimately contributing to the quality and safety ofvarious industries.中文回答:公法线千分尺检定规程是确保在工程、建筑和制造等领域中进行准确测量的重要过程。
尖头千分尺检定规程

尖头千分尺检定规程
尖头千分尺是一种精密测量工具,用于测量物体的长度和尺寸。
对于尖头千分尺的检定规程,通常涉及到以下几个方面:
1. 检定标准,首先,尖头千分尺的检定需要依据国家或行业标
准进行。
这些标准通常包括测量精度、使用范围、检定方法等内容,以确保尖头千分尺的准确性和可靠性。
2. 检定设备,进行尖头千分尺的检定需要使用精密的检定设备,如长度计、光学投影仪等。
这些设备需要经过定期的校准和验证,
以确保其测量结果的准确性。
3. 检定过程,在进行尖头千分尺的检定时,需要按照标准规程
进行严格的检定过程。
这包括对尖头千分尺的零点、量程、重复性
等进行检验,以确保其测量结果符合标准要求。
4. 检定记录,对于每次尖头千分尺的检定,都需要详细记录检
定结果、检定设备的使用情况、检定人员等信息。
这些记录对于追
溯和验证尖头千分尺的测量结果至关重要。
5. 检定周期,最后,尖头千分尺的检定周期也需要根据标准规定进行。
一般来说,尖头千分尺需要定期进行检定,以确保其长期稳定的测量精度。
总的来说,尖头千分尺的检定规程涉及到标准、设备、过程、记录和周期等多个方面,通过严格按照规程进行检定,可以确保尖头千分尺的准确性和可靠性,从而保证其在工业生产和科学研究中的准确测量。
大于500千分尺检定规程
大于500千分尺检定规程
首先,大于500千分尺检定规程涉及到测量工具的选择和准备。
在进行检定之前,需要确保所选用的测量工具符合相关的标准和规
范要求,且在检定前进行适当的清洁和校准。
其次,大于500千分尺检定规程包括了具体的检定方法和步骤。
这些方法和步骤可能涉及使用标准的测量工具或设备,以及进行多
次测量并取平均值以确保准确性。
同时,还可能包括了对测量工具
的重复性和稳定性进行评估。
此外,大于500千分尺检定规程还需要考虑环境因素对测量结
果的影响。
例如,温度、湿度等因素可能会对测量工具的准确性产
生影响,因此规程中通常也包括了对环境条件的控制和调整。
另外,大于500千分尺检定规程还会涉及到数据记录和报告的
要求。
在进行检定过程中需要准确记录每次测量的结果,以及相关
的环境条件和其他影响因素。
最终的检定报告也需要按照规定的格
式进行编制,以便于后续的追溯和审核。
总之,大于500千分尺检定规程是确保测量工具准确性和可靠
性的重要程序,它涵盖了测量工具的选择和准备、具体的检定方法和步骤、环境因素的考虑,以及数据记录和报告的要求。
严格遵守这些规程可以保证测量工具的准确性,从而满足工业生产和质量控制的需要。
航空英制千分尺检定规程

航空英制千分尺检定规程一、引言千分尺是一种广泛应用于航空领域的测量工具,用于精确测量小尺寸物体的长度。
航空英制千分尺检定规程是为了确保千分尺的准确性和可靠性,保证航空工程的精度要求而制定的一套规范。
二、检定规程概述航空英制千分尺检定规程主要包括以下几个方面的内容:2.1 检定对象航空英制千分尺检定规程适用于所有使用英制单位的千分尺,包括手持式和固定式千分尺。
2.2 检定准备在进行千分尺检定之前,需要进行以下准备工作:1.确保检定设备的准确性和可靠性。
2.清洁千分尺,确保表面无污垢和损坏。
3.校准检定设备,以确保其精度。
2.3 检定方法航空英制千分尺的检定方法主要包括以下几个步骤:1.零位检定:将千分尺的两个测量臂合拢,确保读数为零。
2.平行度检定:将千分尺的两个测量臂张开,将其平行放置于平整的水平面上,测量其读数与实际长度的偏差。
3.垂直度检定:将千分尺的一个测量臂张开,将其垂直放置于平整的垂直面上,测量其读数与实际长度的偏差。
4.精度检定:使用已知长度的标准物体,测量其长度,与标准值进行比较,计算千分尺的测量误差。
2.4 检定结果评定根据检定结果,将千分尺的测量误差分为合格和不合格两种情况。
如果测量误差在允许范围内,则判定为合格;如果测量误差超出允许范围,则判定为不合格。
三、检定要求航空英制千分尺的检定要求包括以下几个方面:3.1 准确性要求航空英制千分尺的准确性要求应符合国际标准,其误差范围应在允许范围内。
3.2 可靠性要求航空英制千分尺的可靠性要求应符合国际标准,其使用寿命应达到一定的要求。
3.3 校准周期航空英制千分尺的校准周期应根据其使用频率和环境条件进行合理确定,以确保其准确性和可靠性。
3.4 校准记录对于每次千分尺的校准,应制作详细的校准记录,包括校准日期、校准人员、校准设备、校准方法和校准结果等信息。
四、检定设备航空英制千分尺的检定设备主要包括以下几种:1.校准块:用于校准千分尺的长度,具有已知长度的标准物体。
6.千分尺检定规程

4.7 微 分 筒 锥 面 的 端 面 与 固 定 套 管 标 尺 标 记 的 相 对 位 置
当测量下限调整正确后,微分筒上的零标记与固定套管纵向标记对准时,
微分筒的端面与固定套管标尺标记右边缘应相切,若不相切,压线不大于
0.05mm, 离 线 不 大 于 0.1mm。
4.8 测 量 面 的 平 面 度
6
250~ 275, 275~ 300
±9
7
300~ 325, 325~ 350
±10
9
-- 5
PDF created with pdfFactory trial version
JJG×××× -××××
350~ 375, 375~ 400
±11
400~ 425, 425~ 450
数显外径千分尺示值的最大允许误差不超过表 3 规定 4.13 校 对 用 的 量 杆
4.13.1 千 分 尺 校 对 用 量 杆
校对用量杆的尺寸偏差和两测量面的平行度应不大于表 4 规定:
表 4 校对用量杆的尺寸偏差和两测量面的平行度
校 对 量 杆 标 称 尺 寸 /mm
尺寸偏差 /μm
平行度 /μm
±12
11
450~ 475, 475~ 500
±13
板 厚 千 分 尺 测 量面 的 平 行 度 应不 大于 4μm。
数显外径千分尺两测量面平行度应不大于表 3 规定,紧固与松开时两测量 面 平 行 度 变 化 应 不 大 于 0.001mm。
表 3 数显外径千分尺两测量面平行度
测 量 范 围/mm
5.1.4 使 用 中 和 修 理 后 的 千 分 尺 及 其 校 对 用 的量 杆 不 应 有 影 响 使用 准 确 度 的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
千分尺检定规程
1. 引言
千分尺(Vernier caliper)是一种常用的量具,用来测量长度、内外径、深度等尺寸。
为了保证测量的准确性和可靠性,对千分尺的检定和校准是必不可少的。
本文档旨在说明千分尺检定的规程和步骤。
2. 检定工具和设备
在进行千分尺检定之前,需要准备以下工具和设备:
•标准千分尺:用于对被检千分尺进行比较和校准。
•标准物体:精度高、尺寸稳定的金属物体,用于检定千分尺的长度测量。
•平行度检测器:用于检测千分尺的平行度。
•支撑装置:用于固定待检千分尺,并提供稳定的测试环境。
•目视检测工具:如放大镜、显微镜等,用于检查千分尺的细节。
3. 检定步骤
3.1 预备工作
在进行千分尺检定之前,需要进行以下预备工作:
1.清洁千分尺:用清洁剂清洗千分尺的测量面和刻度线,确保没有灰尘、油渍等杂物。
2.检查刻度线:使用目视检测工具检查千分尺的刻度线是否清晰、完整,无损伤或磨损。
3.准备标准物体:选择合适的标准物体,并进行清洁和准备工作。
3.2 长度测量检定
千分尺的主要功能是进行长度测量,因此需要进行长度测量的检定。
1.准备标准千分尺和待检千分尺:将标准千分尺和待检千分尺放置在支撑装置上。
2.清洁测量面:使用清洁剂清洗标准千分尺和待检千分尺的测量面。
3.对齐:将标准千分尺的零位与待检千分尺的零位对齐。
4.比较测量结果:分别使用标准千分尺和待检千分尺测量标准物体的长度,记录测量结果并比较。
5.计算误差:计算待检千分尺的测量误差,包括正差、负差和总误差。
6.调整:如果待检千分尺的误差超过允许范围,需要进行调整,调整方法可以参考千分尺的操作说明书。
3.3 平行度检定
千分尺的平行度是指测量面和刻度线与活动爪平行的精度。
平行度的检定需要使用平行度检测器。
1.准备平行度检测器:将平行度检测器放在支撑装置上。
2.清洁测量面:使用清洁剂清洗千分尺的测量面。
3.放置千分尺:将千分尺放置在平行度检测器上,确保测量面和刻度线
与平行度检测器的表面接触。
4.检测平行度:观察并记录千分尺的平行度误差。
5.调整:如果平行度误差超过允许范围,需要进行调整,调整方法可以
参考千分尺的操作说明书。
4. 检定记录和报告
进行千分尺检定时,需要记录检定结果并生成检定报告。
1.记录检定结果:记录每个待检千分尺的检定结果,包括测量误差和平
行度误差。
2.生成检定报告:根据记录的检定结果,生成检定报告,包括被检千分
尺的基本信息、检定日期、检定结果等内容。
3.存档:将检定报告存档,以备日后查阅和追溯。
5. 结论
千分尺的检定是保证测量准确性和可靠性的重要步骤。
通过本文档介绍的检定规程和步骤,可以有效地进行千分尺的检定。
检定结果的记录和报告也是质量管理的重要组成部分,应予以重视和存档。
以上就是千分尺检定规程的文档,希望对您有帮助!。