量具校准记录表
卡尺内校记录表

记录编号:BOS量具名称 出厂编号 校准日期 技术依据 环境条件
量具名称
卡尺内校记录表
量具规格
内部编号
有效期至
JJG30-2002 通用卡尺检定规程
°C
%
本次校准所用的主要标准量具
量具型号规格
量具编号
第 页,共 页 检定证书号源自序号 1 2 3 4 5 6
示 值 误 差
测深示值误差 校准结论: 校准:
受检项目 外观
各部分相互作用 刀口内量爪尺寸 刀口内量爪平行度
外量爪尺寸 外量爪平行度
合格□ 合格□
校准结果
不合格□ 不合格□ mm mm mm mm
量块mm
量块mm 20
合格□
卡尺读数mm 里 外 里 外 里 外
卡尺读数mm
不合格□
示值误差mm
示值误差mm 参见校准结果使用□
核检:
计量器具(监测设备)自检记录表
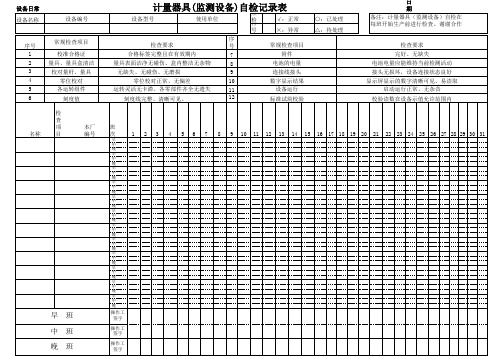
班
次
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
早
中
晚
早
中
晚
早
中
晚
早
中
晚
早
中
晚
早
中
晚
早
中
晚
早
中
晚
早
中
晚
早
中
晚
早
中
晚
早
中
晚
操作工 签字
操作工 签字
操作工 签字
设备日常 设备名称
设备编号
序号 1 2 3 4 5 6
常规检查项目
校准合格证 量具、量具盒清洁
校对量杆、量具 零位校对 各运转组件 刻度值
检
查
项
名称
目
本厂 编号
早班 中班 晚班
计量器具(监测设备)自检记录表
点
设备型号
使用单位
检 符
√:正常序
号
常规检查项目
合格标签完整且在有效期内
7
附件
量具表面洁净无碰伤、盒内整洁无杂物
8
电池的电量
无缺失、无碰伤、无磨损
9
连接线接头
零位校对正常、无偏差
10
数字显示结果
运转灵活无卡滞、各零部件齐全无遗失
11
刻度线完整、清晰可见。
12
设备运行 标准试块校验
○:已处理 △:待处理
日 期 备注:计量器具(监测设备)自检在 每班开始生产前进行检查。谢谢合作
检查要求 完好、无缺失 电池电量应能维持当前检测活动 接头无损坏,设备连接状态良好 显示屏显示的数字清晰可见、易读取 启动运行正常、无杂音 校验读数在设备示值允许范围内
量具内部校准规程-高度尺、深度尺

划线尺、深度卡尺内校规程
1目的
对划线尺、深度卡尺进行内部校准,确保其准确度、精密度符合要求。
2适用范围
适用于全厂生产使用的划线尺、深度卡尺。
3校验基准
外校合格标准量块。
4环境条件
室温
5检验步骤
5.1检查划线尺、深度卡尺的测量接触面干净、无污渍、锈迹,刻度是否清晰。
5.2将参照平台表面擦拭干净,划线尺、深度卡尺垂直放置使刻度归
零。
取出3~4块标准量块,放在平台进行测量,每块测量3次每次测量值均在允许误差±0.02mm范围内,将平均值记录在《检测设备校验记录表》内;
5.3历次测量值与标准值之差,均在允许误差范围内,判校准合格。
6校准周期
每年1次
7相关记录
《检测设备校验记录表》。
量具台帐与检校记录
量具台帐与检校记录引言:在生产和制造行业中,量具(也称为测量仪器或测量工具)是非常重要的工作设备。
它们用于检测和测量零件的尺寸、形状和其他关键参数,以确保产品质量符合要求。
为保证量具的精度和准确性,企业通常会建立量具台账并进行定期的检校记录。
本文将详细介绍量具台账的编制和检校记录的目的、内容及步骤。
一、量具台账的编制量具台账是用于记录企业所拥有的各种量具的一份清单。
编制量具台账的目的是为了管理和跟踪量具的数量、位置和状态,以及及时进行维护和校准。
以下是编制量具台账的几个重要步骤:1. 确定台账格式:根据企业的具体需求,确定量具台账的格式。
可以使用电子表格软件如Excel或专用的资产管理软件进行记录。
2.注册量具:将所有的量具按照一定的分类方法进行登记。
可以根据量具的类型(例如卡尺、游标卡尺、千分尺等)或使用场所(例如生产车间、质检部门)进行分类。
3.记录基本信息:对每一个登记的量具记录其基本信息,如量具编号、名称、型号、生产商、购买日期、购买价格等。
此外,还可以记录量具的使用者和存放位置等信息。
4.进行定期检查和清点:通过定期检查和清点已登记的量具,确保量具台账中的记录与实际情况一致。
记录量具的使用情况、损坏情况以及是否需要维护或校准等。
5.维护台账的完整性:跟踪量具的位置和使用情况,及时更新量具台账,确保台账的完整性和准确性。
二、检校记录的目的及内容检校记录是对量具进行校准的过程和结果进行详细记录的文件。
量具的校准是一种通过比较和调整量具与标准量具之间误差的过程,以确保量具的精度和准确性。
检校记录的目的是跟踪和控制量具的测量性能,并提供校准结果的证明。
以下是检校记录中应包括的内容:1.量具信息:记录被校准的量具的基本信息,如量具编号、名称、型号、生产商等。
确保记录准确无误。
2.校准日期和周期:记录量具的校准日期以及校准的周期。
根据量具的使用频率和重要性,制定合理的校准计划。
3.校准方法:记录所采用的校准方法和标准,以及校准的详细过程。
量检具履历及校准记录表
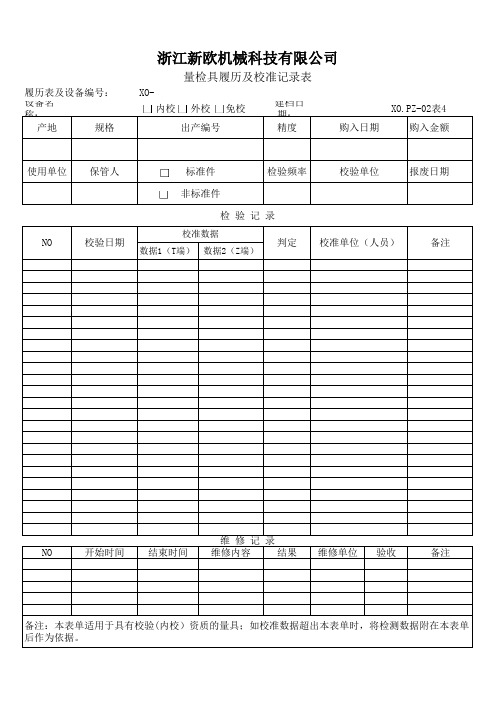
设备名称: 建档日期:产地规格精度购入金额使用单位保管人检验频率报废日期
数据1(T端)数据2(Z端)NO 开始时间结束时间维修内容结果维修单位验收备注XO.PZ-02表4备注:本表单适用于具有校验(内校)资质的量具;如校准数据超出本表单时,将检测数据附在本表单后作为依据。
维 修 记 录非标准件检 验 记 录
出产编号购入日期标准件
校验单位校准数据
校验日期NO 校准单位(人员)判定备注
浙江新欧机械科技有限公司
量检具履历及校准记录表
履历表及设备编号:
XO-内校 外校 免校。
量具内部校准规程
1、游标卡尺内部校准规程1目的对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于普通游标卡尺及带表游标卡尺的内部核准。
3校验基准外校合格的量块。
4环境条件室温5校验步骤检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
调校零位,或使指针对准零点。
取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《量具内部校验记录表》内。
允许误差范围根据不同卡尺的精度分为±、±。
测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±、±,将其平均值记录在《量具内部校验记录表》中。
可根据不同量程的卡尺选用不同的基准量块或组合进行校准;历次测量值与标准值之差,均在允许误差范围内,判校准合格;6校准周期每年一次7相关记录《量具内部校验记录表》2、千分尺内部校验规程1目的对千分尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于千分尺的内部校准。
3校验基准外校合格的标准量块。
4环境条件室温5校验步骤检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
扭动千分尺螺栓调校零位,使刻度对准零点。
根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《量具内部校验记录表》内。
允许误差范围为±。
外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。
外径千分尺内校记录表

量具内校记录表(外径千分尺类)千分尺类型槽径千分尺校准员喻宇文校准日期年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)千分尺类型数显外径千分尺校准员喻宇文校准日期2012 年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)。
校准、验证记录内审检查表模板
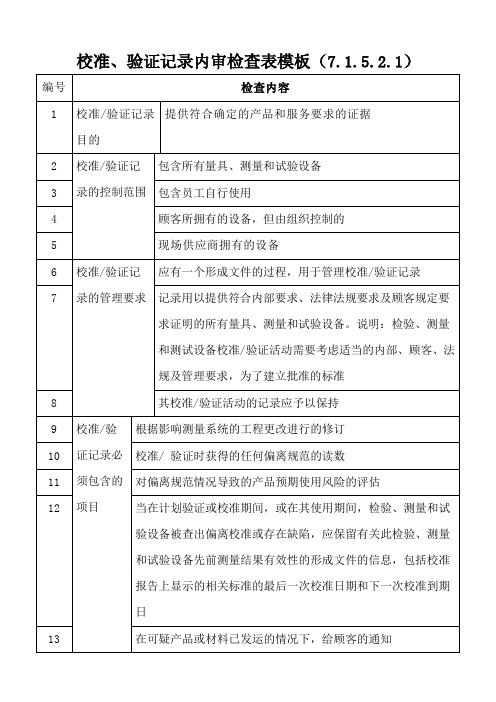
记录用以提供符合内部要求、法律法规要求及顾客规定要求证明的所有量具、测量和试验设备。说明:检验、测量和测试设备校准/验证活动需要考虑适当的内部、顾客、法规及管理要求,为了建立批准的标准
8
其校准/验证活动的记录应予以保持
9
校准/验证记录必须包含的项目
根据影响测量系统的工程更改进行的修订
10
校准/ 验证时获得的任何偏离规范的读数
14
在校准/验证后,有关符合规范的说明
15
对用于产品和过程控制的软件版本符合规定的验证。说明:包括安装于员工拥有的设备或顾客拥有的设备的软件
16
所有量具校准和维护活动的记录
17
对用于产品和过程控制的生产相关软件的验证
18
设备的标识,包括校准设备所依据的测量标准
校准、验证记录内审检查表模板(7.1.5.2.1)
编号Biblioteka 检查内容1校准/验证记录目的
提供符合确定的产品和服务要求的证据
2
校准/验证记录的控制范围
包含所有量具、测量和试验设备
3
包含员工自行使用
4
顾客所拥有的设备,但由组织控制的
5
现场供应商拥有的设备
6
校准/验证记录的管理要求
应有一个形成文件的过程,用于管理校准/验证记录
11
对偏离规范情况导致的产品预期使用风险的评估
12
当在计划验证或校准期间,或在其使用期间,检验、测量和试验设备被查出偏离校准或存在缺陷,应保留有关此检验、测量和试验设备先前测量结果有效性的形成文件的信息,包括校准报告上显示的相关标准的最后一次校准日期和下一次校准到期日
13
在可疑产品或材料已发运的情况下,给顾客的通知
实验室量具校准能力表-推荐认可的校准和测量能力范围汇总320项(全)

U =1μm U =2μm U =4μm
9 *数显千分尺 长度 600204
千分尺检定规程 JG21-2008
10 *壁厚千分尺 长度 600204 11 *板厚千分尺 长度 600204
千分尺检定规程 JG21-2008
千分尺检定规程 JG21-2008
12 *深度千分尺 长度 600205
深度千分尺检定规程 JJG 24-2003
(>30~50)mm (>50~100)mm
40 *焊接检验尺 长度 600645
焊接检验尺检定规程 JJG 704-2005
41
指针式百分 表
长度
指示表(指针式和数显式)检
600208
定规程
JJG34-2008
>3m~16m (0~200)m (0~360)º
≤600mm ≤200mm ≤200mm ≤600mm ≤600mm (100~630)mm (100~400)mm (75~300)mm
28
平尺
直线度 600315
29
π尺
长度 600110
公法线千分尺检定规程 JJG 82-2010
(0~50)mm (>50~200)mm
U =1μm U =2μm
带表千分尺检定规程 JJG 427-2004
螺纹千分尺检定规程 JJG 25-2004
奇数沟千分尺检定规程 JJG 182-2005
大尺寸千分尺校准规范 JJF1088-2015
U =(1+5L /100
0)µm L :mm
(25~475)mm (525~2000)mm
U =(0.5+2L
/1000)μm L :mm
容量器皿的校准

容量器皿的校准一、原理欲使分析结果准确,所用量具须有足够的准确度,但有些容量器皿达不到要求,故需校准。
校准的方法通常是称量容器中容纳或释放出的纯水重,由直接计算出它的容积(V20),或用一已经校准过的容器间接地校准另一容器。
式中V容器在20℃时的容积。
20W容器中容纳或释放出的纯水在t℃,于大气中,以黄铜砝码称量所得重量。
td考虑了进行校准时的温度,空气浮力影响后,水在t℃时的密度,制表1 表1 t二、仪器⒈ 25mL移液管一支。
⒉ 250mL容量瓶一个。
⒊ 50mL酸式滴定管一支。
⒋ 50mL磨口锥形瓶一个。
⒌ 温度计一支。
⒍ 250mL(或500mL)烧杯一个。
⒎ 二等分析天平。
三、实验步骤⒈ 滴定管校正。
将欲校准的滴定管洗净,加入与室温达平衡的蒸馏水(可事先用烧杯盛蒸馏水,放在天平室内,并且杯中插有温度计,测量水温,备用)至零线刻度以下附近,记录水温(t℃)及滴定管中水面(弯月形)的起始读数(mL)。
称量50mL磨口锥形瓶(磨口及外部保持洁净及干燥,以便称量)的重量,再以正确操作由滴定管中放出15.00mL水于上述磨口锥形瓶中(勿将水滴在磨口上)盖紧,称量。
两次重量之差即为滴定管中放出的水重。
用同样方法测得滴定管0.00~20.00,0.00~25.00,0.00~30.00,0.00~35.00,0.00~40.00mL刻度间放出水的重量。
由表1查得校准温度下,一升水的重量,算出滴定管所测各段的真正容积。
按照表2,列出滴定管校正表:表2 滴定管校准表并将所得结果绘制成以滴定管读数为横坐标,以校正值为纵坐标的校正曲线。
⒉ 移液管的校正。
方法同上。
由移液管放出的水的重量,计算出它的真正容积。
重复一次,两次校正值之差不超过0.02mL。
⒊ 容量瓶的校正,用已校正的移液管进行间接校准。
用25mL移液管移取蒸馏水至洗净而干燥的容量瓶(250mL)中,移取十次后,仔细观察溶液弯月面是否与标线相切,否则另作一新的标记。
计量器具允许误差

序号量具名称规格/型号制造商校准依据允许误差1压力表0-1.0MPa SMCJJG52-2013 2.5级测量上限的90%-100% 允许误差降低一级。
(有 1.0、1.6、2.5、4.0等级)23压力表0-1.6MPa青岛工业仪表研究所JJG52-2013 2.5级测量上限的90%-100% 允许误差降低一级。
(有 1.0、1.6、2.5、4.0等级)24数显绝缘电阻表MS5201MASTECHJJG1005-2005JJG315-1983JJG(航天)35-1999JJG724-1991绝缘电阻:200M Ω/250V ±3%、200M Ω/500V ±3%、0-1000M Ω/1000V ±3%、1000-2000M Ω/1000V ±5%直流电压:1000V ±0.8%交流电压:700V ±1.2%电阻:200Ω±1.2%25绝缘电阻测试仪CS2676CX 南京长盛仪器JJG1005-2005输出电压(DC )精度:±(2%+3‰FS )电阻精度:300V-1000V:R <1000M Ω ±2% R <10G Ω ±3% R <100G Ω ±5%100V-300V:R <1000M Ω ±3% R <10G Ω ±5% R <100G Ω ±7%30.0V-99.9V:R <1000M Ω ±3% R <10G Ω ±5% R <100G Ω ±7%1.0V-9.99V:R <100M Ω ±5% R <1G Ω ±7%26数字万用表MS8261MASTECH JJF1587-2016直流电压:量程200mV-200V ±(0.5%读数+1字)量程1000V ±(0.8%读数+2字)交流电压:量程2V-200V ±(0.8%读数+3字)量程750V ±(1.2%读数+3字)电阻:量程200Ω ±(0.8%+3字)量程2k Ω-2M Ω ±(0.8%+1字)量程20M Ω ±(1.0%读数+2字)量程200M Ω ±(5.0%读数+10字)直流电流:量程2mA ±(0.8读数+1字)量程20mA-200mA ±(1.5%读数+1字)量程10A ±(2.0%读数+5字)交流电流:量程2mA ±(1.0读数+3字)量程200mA ±(1.8%读数+3字)量程10A ±(3.0%读数+7字)计量器具允许误差序号量具名称规格/型号制造商校准依据允许误差计量器具允许误差27数字万用表87V FLUKE JJG315-1983JJG598-89JJG(航天)34-1999JJG(航天)35-1999JJG724-1991直流电压:±(0.05%+1)交流电压:±(0.7%+2)直流电流:±(0.2%+2)交流电流:±(1.0%+2)电阻:±(0.2%+1)29干湿球温度计-10-50℃上海华辰JJG205-2005温度示值误差不超过± 2.0℃湿度允许误差:±5%RH(40%RH-70RH 20℃)±7%RH(40%RH以下或70RH以上 20℃)30温湿度表TH-101B美德时JJG205-2005温度示值误差不超过± 2.0℃湿度允许误差:±5%RH(40%RH-70RH 20℃)±7%RH(40%RH以下或70RH以上 20℃)31数显温度指示调节仪E5CN欧姆龙JJG617-1996±2.0℃42扭矩扳手 4.5-30N·mENDURA JJG707-2014示值误差:±3% 44扭矩扳手5-25N·mSATA JJG707-2014示值误差:±3%45红外测温仪ST25Raytek JJG856-2015证书:100℃±3℃200℃±3℃300℃±6℃400℃±8℃500℃±10℃无锡市计量测试院说明书-18-23℃±2℃23-510℃读数的±1%或±1℃46针式数字测温仪TP101JJG874-2007±1℃76密度计1.200~1.300g/cm3JJG42-2011浮计示值的最大允许误差,除分度值为0.5kg/m3的石油密度计为±0.6个分度值外,其他均不能大于±1个分度值79电子天平ARRV70上海奥豪斯JJG1036-2008准确度等级:II级,最大称量:410/100g,检定分度值:0.1/0.01g最大允许误差 I级 II级 III级 IIII级±0.5e 0≤m≤5*104 0≤m≤5*103 0≤m≤5*102 0≤m≤50±1.0e 5*104<m≤2*105 5*103<m≤2*104 5*102<m≤2*103 50<m≤2*102±1.5e 2*105<m 2*104<m≤1*105 2*103<m≤1*104 2*102<m≤1*103序号量具名称规格/型号制造商校准依据允许误差计量器具允许误差80架盘天平HC-TP11-20上海精科天平JJG156-2016JJG99-2006最大称量:2000g,分度值:2g最大允许误差:载荷m(以检定分度值e表示)最大允许误差0≤m≤500 ±0.5e500<m≤2000 ±1.0e注:天平使用中检查的最大允许误差应是首次检定时最大允许误差的2倍。
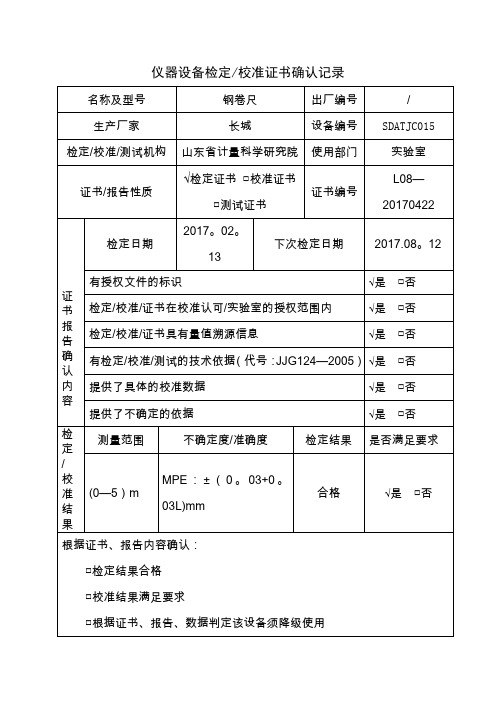
仪器设备校准证书确认记录表【范本模板】
电压:±1%
合格
√是 □否
根据证书、报告内容确认:
□检定结果合格
□校准结果满足要求
□根据证书、报告、数据判定该设备须降级使用
□根据检测、校准产生的修正因子要对设备进行修正
确认人: 日期: 年 月 日
质量负责人
日期
部门负责人
日期
仪器设备检定/校准证书确认记录
名称及型号
压力表
□检定结果合格
□校准结果满足要求
□根据证书、报告、数据判定该设备须降级使用
□根据检测、校准产生的修正因子要对设备进行修正
确认人: 日期: 年 月 日
质量负责人
日期
部门负责人
日期
仪器设备检定/校准证书确认记录
名称及型号
电子秒表
出厂编号
049289
生产厂家
上海沙逊钟表有限公司
设备编号
SDATJC021
检定/校准/测试机构
提供了不确定的依据
√是 □否
检定
/
校准结果
测量范围
不确定度/准确度
检定结果
是否满足要求
(0-2000)N。m
MPE:±0.3%
合格
√是 □否
根据证书、报告内容确认:
□检定结果合格
□校准结果满足要求
□根据证书、报告、数据判定该设备须降级使用
□根据检测、校准产生的修正因子要对设备进行修正
确认人: 日期: 年 月 日
出厂编号
1513593
生产厂家
Eee
设备编号
SDATJC010
检定/校准/测试机构
山东省计量科学研究院
使用部门
实验室
电子秤校准报告(自动判断)
最大允 零 添加载 砝码真 重复性 结果判 显示值 许误差 位 荷 值 误差 定 MPE
综合判定 校准员/日期
合
格
Байду номын сангаас
准
用
不合格
审核/日期
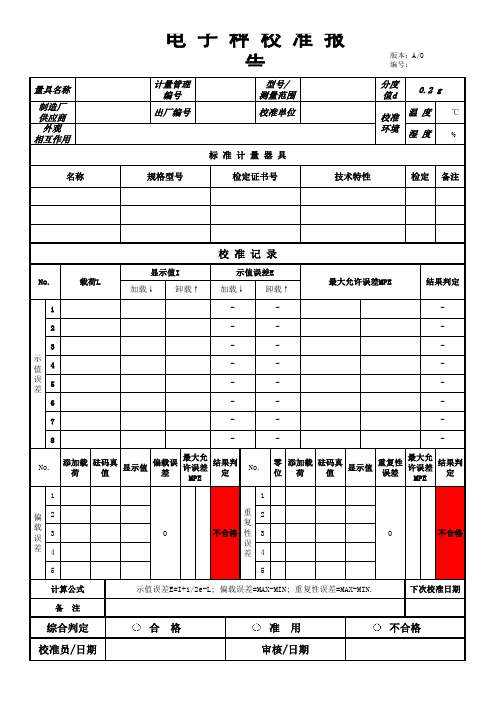
电 子 秤 校 准 报 告
量具名称 制造厂 供应商 外观 相互作用 计量管理 编号 出厂编号 型号/ 测量范围 校准单位
版本:A/0 编号:
分度 值d 校准 环境
0.2 g 温 度 湿 度
℃ %
标 准 计 量 器 具 名称 规格型号 检定证书号 技术特性 检定 备注
校 准 记 录
显示值I No. 1 2 3 示 值 误 差 4 5 6 7 8 No. 1 偏 载 误 差 2 3 4 5 计算公式 备 注 0 重 复 不合格 性 误 差 载荷L 加载↓ 卸载↑ 示值误差E 加载↓ 最大允 添加载 砝码真 偏载误 结果判 显示值 许误差 荷 值 差 定 MPE No. 1 2 3 4 5 示值误差E=I+1/2e-L; 偏载误差=MAX-MIN; 重复性误差=MAX-MIN. 下次校准日期 0 不合格 卸载↑ 最大允许误差MPE 结果判定 -
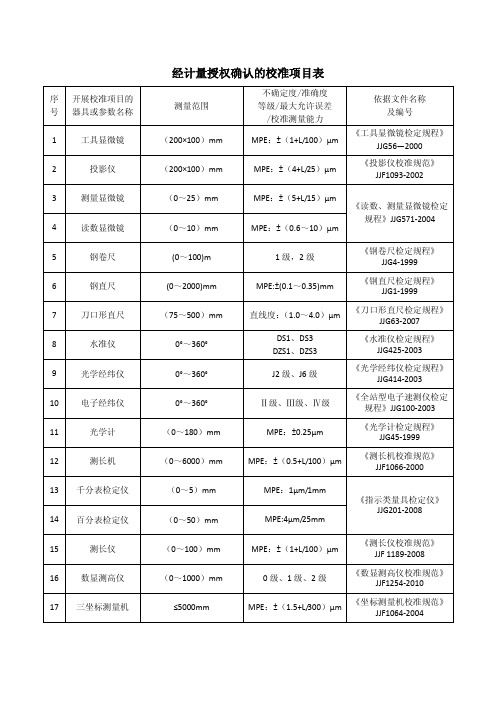
经计量授权确认的校准项目表
MPE:(3~9)μm MPE:7μm
《圆度、圆柱度测量仪检 定规程》JJG429-2000
《光学倾斜仪校准规范》 JJF1083-2002
《直角尺检查仪校准规 范》JJF1140-2006
《平尺校准规范》 JJF1097-2003
《水平尺校准规范》 JJF1085-2002
《表面粗糙度比较样块校 准规范》JJF1099-2003
《直角尺检定规程》 JJG7-2004
《工作用隐丝式光学高温 计检定规程》JJG68-1991
《二等标准水银温度计检 定规程》JJG128-2003
《标准铂铑 10-铂热电偶 检定规程》JJG75-1995
38
量块
39
量块
(0.5~100)mm (1.000~1.009)mm (0.991~1.000)mm
三等及以下 三等及以下 三等及以下
JJG146-2003《量块检定规 程》
40
平面平晶
D≤100mm
1 级、2 级
《平晶检定规程》
41
平行平晶
Ⅰ系列、Ⅱ系列、Ⅲ系列、 Ⅳ系列
平行度:(0.6~1.0)μm
《工作用贵金属热电偶检 定规程》JJG141-2000
《工作用廉金属热电偶检 定规程》JJG351-1996
《动圈式温度指示(指示 位式调节)仪表检定规程》
JJG186-1997
《带时间比例、比例积分 微分作用的动圈式温度指
示调节仪表检定规程》 JJG285-1993
《工业过程测量记录仪检 定规程》JJG74-2005
MPE:±(0.02~0.25)mm
量具内校规程
1、游标卡尺内部校准规程1目的对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于普通游标卡尺及带表游标卡尺的内部核准。
3校验基准外校合格的量块.4环境条件室温5校验步骤5.1检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑.5.2调校零位,或使指针对准零点.5.3取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围根据不同卡尺的精度分为±0。
01mm、±0.02mm。
5.4测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H"型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《检测设备校验记录表》中。
5.5可根据不同量程的卡尺选用不同的基准量块或组合进行校准;5。
6历次测量值与标准值之差,均在允许误差范围内,判校准合格;6校准周期每年一次7相关记录《检测设备校验记录表》2、千分尺内部校验规程1目的对千分尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于千分尺的内部校准。
3校验基准外校合格的标准量块。
4环境条件室温5校验步骤5.1检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
5。
2扭动千分尺螺栓调校零位,使刻度对准零点。
5。
3根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围为±0.01mm.5。
4外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。