7无机硅酸锌车间底漆165-mpc
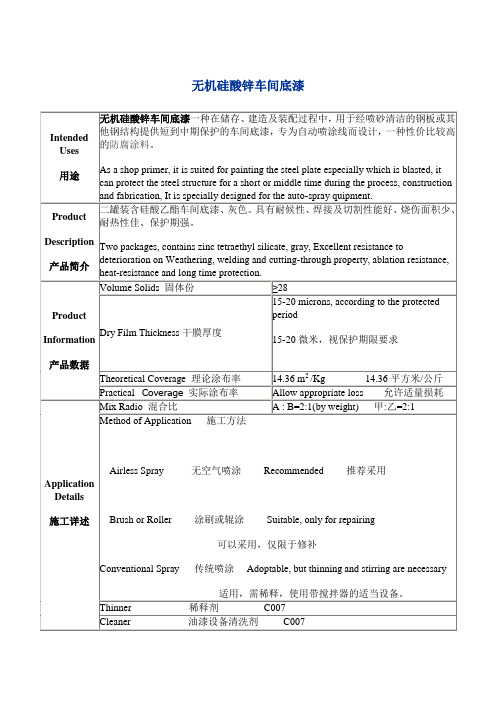
无机硅酸锌车间底漆
Limitations
限制
Recommended coat: Pray one coat with high-pressure airless spray and the dry film thickness should be 15-20 microns, Subsequent coat: Epoxy resin paint, coat-tar epoxy paint, chlorinated rubber paint, polyurethane paint, chlorosulphonated polyethylene paint, heavy duty paint based on highly chorinated polyethylene etc.
Product
Information
产品数据
Volume Solids固体份
≥28
Dry Film Thickness干膜厚度
15-20 microns, according to the protected period
15-20微米,视保护期限要求
Theoretical Coverage理论涂布率
B:9 Kg in 10 liter container乙:9公斤装于10公升容器中
Flash Point闪点Above 13℃(mixture) 13℃以上(混合物)
Specific Gravity比重Approx1.35 Kg/L大约1.35公斤/公升
Specification and
Surface preparation
该涂料为溶剂型涂料,为避免事故或危险发生,应采取最低限度的安全措施如下:
无机硅酸锌底漆

精心整理
无机硅酸锌底漆(无机富锌底漆)详细介绍
一、组成:由烷基硅酸酯、锌粉、颜料和添加剂等组成的双组份无机锌底漆。
二、主要特征
1、锌粉具有阴极保护作用且防锈性优异
2、具有优异焊接性能和切割性能
五、施工说明
1(1(2
(3)
(423(1(2层间附着力和保护效果。
4、涂装工艺:采用空气喷涂、高压无气喷涂、刷涂均可,若粘度过稠,使用专用稀释剂,用量不超过10%
5、可使用时间(甲乙混合后)
6、后道配套涂料:能与氯化橡胶、环氧沥青漆、沥青系、聚氨酯、乙烯等体系的涂料配套使用,但不能与油性、醇酸、聚酯类油漆配套使用。
五、包装
A组份(锌粉浆)20kg
B组份(主剂)10kg
六、贮存期:一年
(1
(2
(3
(4
声明?
???。
无机硅酸富锌底漆施工方法

无机硅酸富锌底漆施工方法一、准备工作1. 确定施工面的基材类型,如钢结构、混凝土、木材等。
2. 对施工面进行清洁,去除油污、灰尘、松散的涂层等。
二、底漆选择根据基材类型和使用环境,选择适合的无机硅酸锌底漆。
无机硅酸锌底漆具有防锈、耐腐蚀、耐候性好等特点,适用于不同基材。
三、底漆施工步骤1. 搅拌:将无机硅酸锌底漆充分搅拌均匀,确保底漆中的颜料和溶剂充分混合。
2. 稀释:根据需要,可将底漆适当稀释,以提高施工性能和涂膜的附着力。
3. 涂刷:使用刷子、辊筒或喷枪等工具进行涂刷。
在涂刷之前,应先在小面积进行试涂,以确保涂膜的效果和附着力。
4. 均匀涂刷:涂刷时要均匀、连续地进行,避免出现漏刷、滴流、起泡等现象。
5. 干燥时间:根据底漆的配方和环境条件,等待底漆完全干燥。
通常情况下,干燥时间为24小时。
四、注意事项1. 施工环境温度应在5℃以上,湿度不超过85%。
2. 底漆施工前,应保持施工面的干燥和清洁。
3. 底漆施工时,应避免雨水、灰尘等杂质的进入,以免影响涂膜的质量。
4. 底漆施工过程中,应注意涂层的厚度,避免过厚或过薄。
5. 底漆施工完毕后,应检查涂膜的质量,如有问题及时修补。
无机硅酸锌底漆具有优异的防锈性能和耐腐蚀性能,广泛应用于桥梁、钢结构、储罐等工程项目中。
通过正确的施工方法和注意事项,可以确保底漆涂膜的质量和使用寿命。
在实际施工中,应根据具体情况选择合适的底漆类型和施工方法,以达到最佳效果。
同时,定期检查和维护底漆涂膜,延长底漆的使用寿命。
通过合理的施工和维护,无机硅酸锌底漆能够为工程项目提供可靠的防护效果,保证工程的安全和持久性。
无机硅酸锌车间底漆工艺安全操作规程(2)
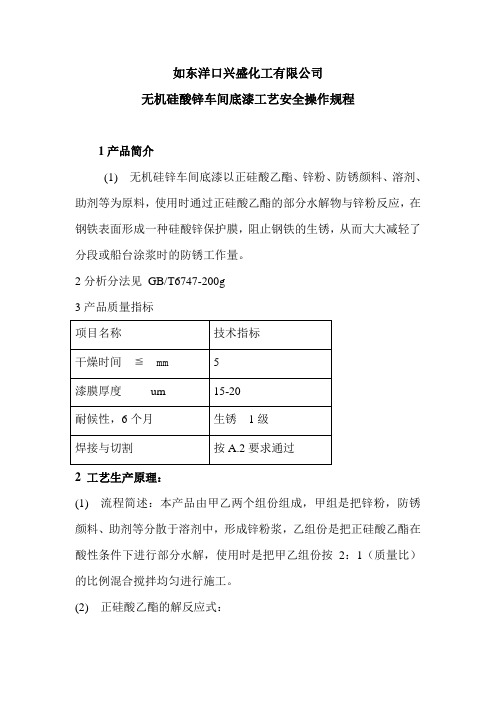
如东洋口兴盛化工有限公司无机硅酸锌车间底漆工艺安全操作规程1产品简介(1) 无机硅锌车间底漆以正硅酸乙酯、锌粉、防锈颜料、溶剂、助剂等为原料,使用时通过正硅酸乙酯的部分水解物与锌粉反应,在钢铁表面形成一种硅酸锌保护膜,阻止钢铁的生锈,从而大大减轻了分段或船台涂浆时的防锈工作量。
2分析分法见GB/T6747-200g3产品质量指标2 工艺生产原理:(1) 流程简述:本产品由甲乙两个组份组成,甲组是把锌粉,防锈颜料、助剂等分散于溶剂中,形成锌粉浆,乙组份是把正硅酸乙酯在酸性条件下进行部分水解,使用时是把甲乙组份按2:1(质量比)的比例混合搅拌均匀进行施工。
(2) 正硅酸乙酯的解反应式:使用时甲乙两组份混合,乙组中部分水解的正硅酸乙酯又和甲组中的金属锌反应,生成聚合大地酸锌,涂覆在钢铁表面,其结构式如下图所示:(3) 流程图:甲组:乙组:(4) 主要工艺控制点及指标一、甲组:锌粉和防锈颜料经搅拌机分散后的细度小于70控制方法:用量程为0-100 的板细度测试。
二、乙组:把水解物的化时间控制在80—100秒控制方法:在5ml 的试管中加入4.5ml正硅乙酯水解物,在25℃的环境温度中恒温10分钟,再加入0.5ml的啡啉试剂,塞上橡皮塞,按动码表,上下颠倒,测试水解物的化时间,根据化时间判断反应的深度,适量补加酸化水。
(5) 主要原料、配方甲组:乙组:3 安全操作规程甲组:(1) 岗位基本知识a 岗位工艺简述聚乙烯醇缩丁醛在高速分散机剪切力的作用下先溶于装有乙醇、正丁醇的混合溶剂的调漆锅中,慢慢投入锌粉、防锈颜料、助剂等,继续分散到细度70 过滤后包装到甲组份b 主要物件的危险性及安全要求:乙醇的危险特性、易燃,其蒸气与空气可形成爆炸性混合物。
遇明火、高热能引起燃烧爆炸。
与氧化剂接触发生化学反应或引起燃烧。
在火场中受热的容器有爆炸危险。
蒸气比空气重,能在较低处扩散到较远的地方,遇明火引起回燃。
乙醇的安全要求:不能接触明火,生产过程密闭、通风正丁醇的危险特性:易燃,其蒸气与空气可形成爆炸性混合物。
无机硅酸锌底漆使用方法
无机硅酸锌底漆使用方法哇塞,无机硅酸锌底漆可是个好东西呢!那它到底该怎么用呢?别急,听我慢慢道来。
首先,无机硅酸锌底漆的使用步骤如下。
要先对底材进行处理,把表面的油污、锈迹等清理干净,这就好比给房子打地基,基础不牢可不行哦!然后调配涂料,要按照规定的比例来,可不能随心所欲。
接下来就可以进行涂装啦,可以采用刷涂、滚涂或者喷涂的方式,就像给底材穿上一件保护衣。
在涂装过程中,要注意涂层的厚度要均匀,不能有的地方厚有的地方薄,不然效果可就大打折扣啦!而且要注意施工环境,温度和湿度都要适宜,不然也会影响效果哦!说到这里,就不得不提一下使用无机硅酸锌底漆过程中的安全性和稳定性啦。
这可是非常重要的哦!在使用过程中,一定要做好防护措施,比如佩戴口罩、手套等,可别小瞧这些,它们能保护我们的身体呢!而且要保证施工场所通风良好,不然那些有害气体可就会在我们身边打转啦!同时,无机硅酸锌底漆的稳定性也是很不错的,只要按照要求储存和使用,一般都不会出现什么问题。
那无机硅酸锌底漆都有哪些应用场景和优势呢?它的应用场景那可多了去了,比如钢结构、桥梁、储罐等,这些地方都需要它的保护呢!它的优势也是显而易见的,它的耐腐蚀性特别强,就像一个坚强的卫士,守护着底材不受侵蚀。
而且它的附着力也很棒,能牢牢地抓住底材,不离不弃。
还有它的耐热性也很好,高温环境下也能正常工作,这可不是一般涂料能做到的哦!让我给你讲个实际案例吧。
有一个大型的钢结构工程,使用了无机硅酸锌底漆,经过长时间的风吹雨打,依然完好无损,就像新的一样。
这效果,是不是很让人惊叹呢?这就充分展示了无机硅酸锌底漆的实际应用效果。
总之,无机硅酸锌底漆真的是一款非常优秀的涂料,只要我们正确使用,它就能发挥出最大的作用,为我们的工程保驾护航!。
无机硅酸锌底漆参数

无机硅酸锌底漆参数
无机硅酸锌底漆是一种常用的防腐底漆,具有优异的防腐性能和耐候性,常用于金属表面的防腐涂装。
以下是关于无机硅酸锌底漆的一些参数:
1. 成分,无机硅酸锌底漆主要成分为无机硅酸锌颗粒、有机树脂、溶剂等。
2. 颜色,一般为灰色或银灰色,也可根据需求进行定制调色。
3. 干燥时间,通常情况下,无机硅酸锌底漆的干燥时间为表干1-2小时,硬干24小时。
4. 固体含量,固体含量是指底漆中除去溶剂后的固体物质的百分比,一般在30%~40%之间。
5. 膜厚,涂布后的膜厚一般为20-40μm,根据需要可以进行多遍涂布以增加膜厚。
6. 使用方法,无机硅酸锌底漆适用于喷涂、刷涂等涂装方式,
涂布时要求表面清洁、干燥,可根据需要配合专用稀释剂。
7. 特性,具有优异的防腐性能、耐候性和附着力,能有效保护金属表面免受腐蚀。
以上是关于无机硅酸锌底漆的一些基本参数,希望能够对你有所帮助。
如果需要更详细的信息,还请告知。
无机硅酸锌车间底漆工艺安全操作规程
无机硅酸锌车间底漆工艺安全操作规程无机硅酸锌车间底漆是一种使用广泛的底漆,主要用于金属表面的防锈、防腐以及美化处理。
该工艺对工人的安全操作有非常高的要求,关乎到工人的身体健康以及车间生产的顺利进行。
为了确保工艺的安全实施,制定《无机硅酸锌车间底漆工艺安全操作规程》如下:一、操作前准备1.工作人员应该熟悉安全规程,掌握业务技能,了解本工艺流程和仪器设备的性能、使用方法及操作要点,对有关安全技术和事项要认真学习,掌握必要的安全知识。
2.必须配备于每个操作工人必需的安全随身工具,包括:眼罩、口罩、耳罩、手套、工作服、安全鞋、头巾等。
3.车间工厂应制定有关紧急处理措施和应急预案,并在容易发生事故的生产工地设置安全警示标志和安全提示语。
二、操作环境与设备检查1.车间应定期检查和试验各种设备安全状况,如均衡器、阀门、泵、管道、电器等,并记录检查结果,并在发现问题时及时处理。
2.检查所使用区域的环境和通风情况,确保工作区域干燥、通风、温度适宜,并做好环保措施。
3.检查化学品储存状况和标识是否符合要求。
三、操作过程以及安全控制1.严格按照操作规程和标准化流程,不得私自调整以及更改要求和参数。
2.应按照标准程序严格操作,严禁随意调整工艺参数和流程。
3.严格执行紧急停车和急救措施,保障人员安全。
操作过程中应注意防护措施,必然及时的佩戴好安全用品,如眼镜、耳塞、口罩等。
4.出现异常情况时,应立即采取措施并上报领导或直接联系企业专业技术人员进行处理。
四、操作维护和清洁1.工作人员应经常进行设备的维修和保养,及时发现隐患,修复或更换,在操作过程中及时清理化学品的残留物,包括废料、污染物等。
2.清理工作必需明确方法和程序,不得乱倒、乱扔废弃物品。
3.室内清扫必须每日开展,保证室内干净、整洁、无障碍。
以上为该规程的主要内容,应该由车间操作人员、生产领导、生产技术工人共同执行,严格遵从上述工艺安全操作规程,确保生产过程中的安全控制。
无机硅酸锌车间底漆工艺安全操作规程(标准版)
( 操作规程 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改无机硅酸锌车间底漆工艺安全操作规程(标准版)Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.无机硅酸锌车间底漆工艺安全操作规程(标准版)1产品简介(1)无机硅锌车间底漆以正硅酸乙酯、锌粉、防锈颜料、溶剂、助剂等为原料,使用时通过正硅酸乙酯的部分水解物与锌粉反应,在钢铁表面形成一种硅酸锌保护膜,阻止钢铁的生锈,从而大大减轻了分段或船台涂浆时的防锈工作量。
2分析分法见GB/T6747-200g3产品质量指标项目名称技术指标干燥时间≦mm5漆膜厚度um15-20耐候性,6个月生锈1级焊接与切割按A.2要求通过2工艺生产原理:(1)流程简述:本产品由甲乙两个组份组成,甲组是把锌粉,防锈颜料、助剂等分散于溶剂中,形成锌粉浆,乙组份是把正硅酸乙酯在酸性条件下进行部分水解,使用时是把甲乙组份按2:1(质量比)的比例混合搅拌均匀进行施工。
(2)正硅酸乙酯的解反应式:使用时甲乙两组份混合,乙组中部分水解的正硅酸乙酯又和甲组中的金属锌反应,生成聚合大地酸锌,涂覆在钢铁表面,其结构式如下图所示:(3)流程图:甲组:乙组:(4)主要工艺控制点及指标一、甲组:锌粉和防锈颜料经搅拌机分散后的细度小于70控制方法:用量程为0-100的板细度测试。
二、乙组:把水解物的化时间控制在80—100秒控制方法:在5ml的试管中加入4.5ml正硅乙酯水解物,在25℃的环境温度中恒温10分钟,再加入0.5ml的啡啉试剂,塞上橡皮塞,按动码表,上下颠倒,测试水解物的化时间,根据化时间判断反应的深度,适量补加酸化水。
无机硅酸锌底漆标准

无机硅酸锌底漆标准
无机硅酸锌底漆是一种常见的涂料材料,具有良好的防腐蚀性能和附着力,被广泛应用于金属表面的防护和装饰。
作为一种重要的涂料材料,无机硅酸锌底漆的标准化对于保证产品质量、促进行业发展具有重要意义。
本文将从产品性能、质量标准、生产工艺等方面对无机硅酸锌底漆的标准进行介绍。
首先,无机硅酸锌底漆的产品性能是制定标准的重要依据。
无机硅酸锌底漆具有良好的耐腐蚀性和耐候性,能够有效保护金属表面不受环境侵蚀。
此外,其优异的附着力和耐磨性也是其重要特点。
因此,无机硅酸锌底漆的标准应当明确规定其耐腐蚀等级、附着力等级、耐磨性能等指标,以保证产品的质量稳定性。
其次,无机硅酸锌底漆的质量标准是保证产品质量稳定的重要手段。
质量标准应当明确规定产品的成分配比、生产工艺、检测方法等内容,以保证产品的稳定性和可追溯性。
此外,质量标准还应当对产品的包装、运输、储存等环节进行规范,以保证产品在整个供应链中的质量稳定。
再次,无机硅酸锌底漆的生产工艺是制定标准的重要内容。
生产工艺直接影响产品的质量和性能,因此应当在标准中对生产工艺进行详细规定。
生产工艺标准应当包括原材料的选择和质量要求、生产设备的要求、生产过程的控制要点等内容,以保证产品的稳定性和可复制性。
综上所述,无机硅酸锌底漆的标准化工作对于提高产品质量、促进行业发展具有重要意义。
标准化工作应当充分考虑产品性能、质量标准、生产工艺等方面的要求,制定科学合理的标准体系,为行业发展提供有力支撑。
希望通过标准化工作,能够推动无机硅酸锌底漆行业的健康发展,提升产品质量,满足市场需求。
桥梁防腐蚀--涂料品种
桥梁防腐蚀--涂料品种桥梁用涂料的发展,与涂料用树脂和防锈颜料的开发应用有着密切的关系。
每一种新的树脂或防锈颜料的试用成功,都会取代以前的涂料产品而作为某一时期的代表性涂装体系。
一. 车间底漆车间底漆发展至今,主要有聚乙烯醇缩丁醛车间底漆(PVB)、环氧富锌车间底漆、环氧铁红车间底漆和无机硅酸锌车间底漆等四种类型。
也有一些其它类型的车间底漆,如丙烯酸铁红车间底漆等,使用并不多。
其中无机硅酸锌车间底漆,由于其良好的耐热性、突出的防锈性,以及与其它涂层很好的相容性能等已经成为了目前的主流产品。
环氧富锌和环氧铁红车间底漆也仍有一定的市场。
(1)聚乙烯醇车间底漆(PVB)聚乙烯乙烯酸缩丁醛(PVB)车间底漆,也称为磷化底漆,和蚀刻底漆,是一种传统磷化底漆的改良版,是美国在二次世界大战中针对轻金属的附着力而发展起来的。
这些车间底漆的机理与那些化学抑制剂相同,如磷酸锰和磷酸锌等。
这些磷酸盐形成耐热性微晶保护涂层,表面粗糙因此增加了表面接触面积,对后道涂层有产生了良好的底材。
这种处理也提高了钢材加工形材的冷轧特性。
铬酸盐低效抑制剂在黑色金属上形成铬酸盐和氧化亚铁,但是这些抑制剂的户外耐候性能很差。
加入缓蚀颜料、氧化铁红、和酚醛树脂可以提高PVB车间底漆的耐候性能。
PVB由反应性聚乙烯醇和丁醛聚合而成。
PVB车间底漆有单组份产品与双组份产品,但是两种产品的固化剂都是磷酸,原先的磷化底漆的主剂。
在单组份产品中,磷酸在生产时与涂料合成了一体。
防锈能相当好,但是耐化学品性能有限,因为存在着酚醛树脂,遇碱会皂化。
耐酒精性能也低。
另一个问题是与阴极保护的表面,如船壳、舱室等,因为阴极反应会产生碱性离子。
一般来说,PVB车间底漆不能作为浸水系统的一部分,铬酸盐的存在和丙烯醛在高温作业时,如电焊等,有一定健康危害,而这些车间底漆在欧洲和美洲应用广泛的一些船厂已经使用了20年以上,现在已经受到了限制。
但在有些国有仍然在使用,这主要是在一些小的工业车间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无机硅酸锌车间底漆 165
共 三 页2005年9月版 简 介 双组份湿汽固化乙基硅酸锌预处理底漆
主要性能 — 适合于钢板抛丸喷砂处理自动化涂装流水线
— 快干性
— 有良好的切割和优异的焊接性能, 包括金属惰性气体/金属活性气体焊
接(自动焊或手工焊)
— 干膜厚达13微米时, 能提供优良的防锈期达9个月(随暴露状况和喷砂
表面粗糙度而定)
— 可作为各种油漆系统内的第一道底漆
— 适合于浸没在海水里带有阴极保护系统的涂层内表面
— 具有优异的热稳定性, 使在热加工过程中烧损破坏降至最低程度
— 底漆表面焊渣不易粘附
— 作为预处理底漆获劳氏船级社认可(见数据表1880)
— 有英国北方工业健康中心认可的健康证明(见数据表1881) 颜色与光泽红灰色 - 平光
基本数据(20℃)(1克/厘米3 =8.25磅/美加仑, 1米2/升=40.7英尺2 /美加仑)
比 重 1.5克/厘米3
体积固体含量 30% ±2%
挥发性有机成分(VOC) 最大428克/公斤(按1999/13/EC,SED标准)
最大645克/升(约5.4磅/加仑)
推荐干膜厚度 13微米 - 另参阅“推荐底材状况与温度”
理论涂布率 20米2/升, 13微米干膜厚时
表干时间 底材温度20℃时, 6分钟; 底材温度40℃, 3分钟
覆涂间隔 最小: 3天
最大: 9个月
在底漆完好情况下, 允许有更长的覆涂间隔
贮藏有效期 基料: 至少9个月
(阴凉干燥处) 色浆: 至少12个月
闪 点 基料: 15.5℃, 色浆: 28℃
推荐底材 — 钢材; 喷砂处理达ISO标准Sa2.5级.喷砂表面粗糙度达(RZ)40-70微米 状况与温度 — 在上述粗糙度范围内, 推荐干膜厚度为13微米,相当于在光滑试板上
15微米
— 在光滑试板上最低膜厚不得低于13微米
无机硅酸锌车间底漆 165
— 底材温度可最高达35℃
— 在自动化涂装线上, 推荐底材温度为30℃
— 底材温度必须至少高于露点3℃
— 固化时相对湿度必须达50%以上
二次表面处理 — 在储存和建造期应限制预处理底漆的污染
— 分段组装后, 表面缺陷的处理可依照下列方案
— 有两种表面处理方法可供选择, 具体应根据施工部位和涂料系统(见系
统表)而定
— 最理想的表面处理方法如下, 括号内为可采纳的其它方法:
暴露状态 浸水区 大气区
污染物 去除 去除
焊缝 ISO标准Sa2.5级 SPSS标准Pt2级
(SPSS标准Pt3级)
烧坏区域 ISO标准Sa2.5级 SPSS标准Ss级
(SPSS标准Pt3级) (SPSS标准Pt2级) 损坏腐蚀区 ISO标准Sa2.5级 SPSS标准Ss级
(SPSS标准Pt3级) (SPSS标准Pt2级) 白锈 SPSS标准IDPt2级 SPSS标准IDPt1级
(SCAP*) (SCAP*)
* 用金钢砂磨纸清理
注意: 在焊接钢板的背面可能显示出变色(特别在填角焊接钢板处),不可把
这种区域误认为烧坏区域, 并无需特别处理.在变色区域内, 有可能存在完
全烧坏的区域(在薄板焊接时, 特别会发生)则这些区域应按照上述的“烧坏
区域”进行处理
使用说明 混合体积比: 基料 : 色浆 = 55 : 45
— 基料和色浆的混合温度应最好高于15℃
— 在加基料剂之前, 应充分地搅拌色浆
— 逐渐地把1/3的基料加于色浆之中
— 彻底搅拌, 直到质地均匀
— 加入剩余基料且连续搅拌, 直到混合物质地均匀
— 混合物用30-60目网筛过滤
— 混合油漆立刻可以使用
— 根据工作程序、钢材表面温度和线速度等情况可能需要添加稀释剂(稀
释剂 90-53)
— 施工时应连续不断地搅拌
SIGMAWELD 165 (SIGMA PROFERRAL MC)
无机硅酸锌车间底漆 165
混合后使用期 24小时 (20℃)
无气喷涂
推荐稀释剂 稀释剂90-53
稀释剂体积 0-35%,根据所需膜厚及施工条件
喷咀孔径 约0.49-0.64毫米(0.019-0.025英寸)
喷出压力 8-12兆帕(约80-120大气压或1140-1700磅/英寸2 )
有气喷涂
推荐稀释剂 稀释剂90-53
稀释剂体积 0-35%,根据所需膜厚及施工条件
喷咀孔径 1-1.5毫米
喷出压力 0.3兆帕(约3大气压或43磅/英寸2 )
工具清洗 推荐稀释剂90-53
安全防范 涂料及推荐的稀释剂见安全表1430,1431和相关材料的安全数据
这是溶剂型涂料,必须避免吸入漆雾和溶剂, 并尽量不使皮肤和眼睛暴露, 避免接触到未干的油漆
全球适用性 SIGMA涂料的意图是在全世界范围内提供相同的产品,但有时需要对产品作
细小的修改以满足各地和国际规范/实情,在这些实情下,应使用变更的产
品数据
参 考 产品数据说明 请参阅表1411 安全指导 请参阅表1430
密闭场所安全和健康安全
爆炸危害 - 毒品危害 请参阅表1431
钢材表面处理 请参阅表1490
相对湿度-底材温度-空气温度 请参阅表1650 产品说明书编号 7171。