移动锥环工序卡
工序卡(1)
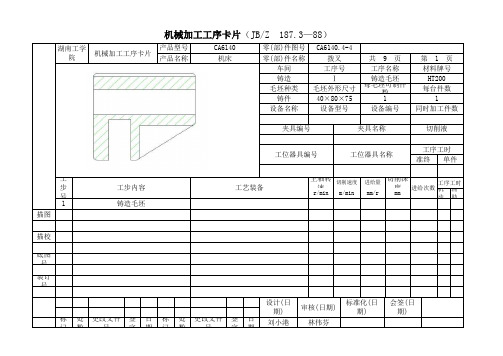
主轴转速切削深度r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港审核(日期)标准化(日期)林伟芬会签(日期)机械加工工序卡片(JB/Z 187.3—88)工步号工步内容工艺装备设计(日期)m/min mm/r 工序工时准终单件切削速度工序工时切削液HT200设备名称设备型号铸件40×80×7511机械加工工序卡片铸造Ⅰ铸造毛坯 工序号工序名称产品型号产品名称CA6140机床湖南工学院每台件数车间材料牌号夹具编号夹具名称同时加工件数第 1 页零(部)件图号CA6140.4-4工位器具编号工位器具名称零(部)件名称拨叉共 9 页设备编号毛坯种类毛坯外形尺寸每毛坯可制件数进给量进给次数铸造毛坯主轴转速切削深度r/min mm机动辅助1300 1.3描图1501###描校底图号机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号CA6140.4-4产品名称机床零(部)件名称拨叉共 9 页第 2 页材料牌号铣床Ⅱ粗、半精铣左端面C面HT200车间工序号工序名称设备型号设备编号每台件数铸件40×80×75毛坯种类毛坯外形尺寸每毛坯可制件数设备名称夹具名称切削液气动夹具1同时加工件数铣床X5032工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称1夹具编号1.粗铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺500.2进给次数工序工时1m/min mm/z 2.精铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺800.51装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助127220CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 3 页材料牌号铣床III 钻孔并扩花键底孔Φ22并锪2×30°倒角HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数钻孔φ20专用夹具、直柄麻花钻,卡尺,塞规17.10.48进给次数工序工时1mm/r mm/r描图21402###3描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助1300 1.5 倒角30°专用夹具、卡尺,塞规扩孔至φ22专用夹具、直柄麻花钻,卡尺,塞规9.670.621CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 4 页材料牌号拉床Ⅳ拉花键Φ25H7HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数矩形花键拉刀L6120设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度齿开量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数拉花键Φ25H7专用夹具、拉刀30.06进给次数工序工时1m/min mm/z描图 ###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助14602 CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 5 页材料牌号铣床 Ⅴ粗、半精铣底面D面HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数粗铣表面 80× 30专用夹具、高速钢镶嵌式端面铣刀,18.29124.2进给次数工序工时1m/min mm/r描图24601###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度精铣表面80× 30专用夹具、高速钢镶嵌式端面铣刀,2282.81CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 6 页材料牌号钻床Ⅵ钻孔攻螺纹HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数钻床Z525设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时16809.5描图23929.5###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度钻孔2×φ8并钻Φ5锥孔专用夹具、麻花钻,内径千分尺14.90.361攻螺纹2×M8专用夹具、M8细柄机用丝锥,内径千9.8 1.252CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 7 页材料牌号铣床Ⅶ粗、半精铣槽HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时146030描图24605###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港专用夹具工位器具编号工位器具名称工序工时准终单件每台件数铸件40×80×7511切削液同时加工件数设备型号设备编号车间工序号工序名称毛坯种类夹具编号夹具名称毛坯外形尺寸每毛坯可制件数设备名称零(部)件图号CA6140.4-4材料牌号铸造Ⅷ去毛刺HT200产品名称机床零(部)件名称拨叉共 9 页第 8 页湖南工学院机械加工工序卡片产品型号CA6140粗铣18H11槽专用夹具、铣刀游标卡尺250.091半精铣18H11槽专用夹具、铣刀游标卡尺220.061林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港单件切削液专用夹具工位器具编号工位器具名称工序工时准终铸件40×80×7511毛坯外形尺寸每毛坯可制件数铸造同时加工件数设备名称设备型号设备编号每台件数共 9 页车间工序号工序名称毛坯种类夹具编号夹具名称机床Ⅸ终检,入库HT200零(部)件图号CA6140.4-4材料牌号零(部)件名称拨叉设计(日期)审核(日期)标准化(日期)第 9 页湖南工学院机械加工工序卡片产品型号CA6140产品名称会签(日期)林伟芬去除毛刺m/min mm/r 步r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期徐菠林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)1.检验2.入库m/min mm/r 步。
曲轴工序卡片
曲轴工序卡片10机械名机床型号正火自动线、喷丸机、探伤机图号名夹具刀在零件表面高速喷射玻璃丸或钢丸,使之产生压应力,从而提高零件疲劳强度及抗应力腐蚀能力。
毛坯进行超声波检查,不应有裂痕气孔审核第 1 页共35页工序号产品型号制件号制件名称20机床型号机械名XZ21.4铣端面钻中心孔机床刀辅具高速钢套式面铣刀¢63mm¢5mm中心钻60°中心锪钻两主轴颈进给毫米/每齿)机动时间(分)0.28量游标卡尺1mm及端面粗糙度标记数量通知书号审核第 2 页共35 页工序号产品型号制件号制件名称30机床型机械名刀辅具高速钢端面车刀高速钢外圆车刀主轴颈进给毫米/机动时间(分)64.5和162.5及粗,达到图纸要求;保证轴肩直径¢92.5。
R96±0.5及粗糙度标记数量通知书号审核第 3 页共35 页工序号产品型号制件号制件名称40机床型机械名刀辅具成形车刀长轴进给毫米/机动时间(分)400-0.4径向尺寸¢-0.25及圆角R1.5、标记数量通知书号审核第 4 页共35 页工序号产品型号制件号制件名称50机床型号机械名刀辅具成形车刀短轴进给量毫米/转)机动时间(分)-0.5、500-0.5及槽宽¢50.50-0.3、¢41、¢标记数量通知书号审核第 5 页共35 页工序号产品型号制件号制件名称60机床型号机械名X60 专用铣床刀辅具镶齿套式面160主轴颈进给量(毫每齿)机动时间(分)量游标卡尺记审核第8 页共35 页工序号产品型号制件号制件名称70机床型号机械名CA6140普通曲车床刀辅具成形车刀主轴颈进给量(毫米每齿)机动时间(分)0.0.446 量游标卡尺审核第9 页共35 页工序号产品型号制件号制件名称80机床型号机械名称夹图号名柔性组合夹具辅具转给量————分机动时间辅助时间量尺寸及形位精度、粗糙度等达到加工要求审核第19 页共35 页工序号产品型号制件号制件名称90机床型号机械名称GC12150曲轴淬火机床夹图号名柔性组合夹具辅具转给量————分机动时间辅助时间量审核第20 页共35 页工序号产品型号制件号制件名称100机床型号机械名CE7120B半自动形车床夹图号名刀辅具进给量(毫转)机动时间(分)游标卡尺0.030.61量具卡规保证粗糙度6.3、1.6审核第 6 页共35 页工序号产品型号制件号制件名称110机床型号机械名CE7120B半自动仿形车床刀辅具成形车刀短轴进给量(毫转)机动时间(分)0.03 0.61量游标卡尺卡规等由成形车刀直接保证,达到图及粗糙度1.6达到图纸要-0.074、¢42.2。
容器制造工序过程卡(全套)
压力容器制造工序过程卡产品名称:制造编号:编制:审核:总装工序过程卡产品名称:工令号材料牌号标准容器类别图号检验序号工序名称工序内容及工序要求操作责任人项目结论签字1筒节组焊筒节与筒节组对,按焊接工艺施焊,控制环缝错边量b≤ mm,纵向棱角度e≤ mm,环缝 %X射线探伤,合格2封头组焊封头与筒体组对,按焊接工艺施焊,控制环缝错边量b≤mm,环缝 %X射线探伤,合格错边量3整体划线按设备总图及管口方位图划出各接管、支座方位及位置,注意使开孔及支座位置避开筒体纵缝开口方位及位置4内件组对按图纸要求组对内件,尺寸方位符合要求,按图纸要求焊接方位及位置5人孔法兰与人孔接管组焊法兰与接管组对,控制环缝错边量b≤mm,法兰面与接管轴线垂直偏差c≤mm,按焊接工艺施几何尺寸焊,环缝%X射线探伤,合格总装工序过程卡产品名称:工令号材料牌号标准容器类别图号检验序号工序名称工序内容及工序要求操作责任人项目结论签字6接管法兰与接管组焊接管法兰与接管组对,控制环缝错边量b≤mm,法兰面与接管轴线垂直偏差c≤法兰外径1/100且不大于3mm,按焊接工艺施焊,环缝 %X射线探伤,合格几何尺寸7设备法兰与筒体组焊设备法兰与筒体组对,控制环缝错边量b≤mm,法兰面与筒体轴线垂直偏差c≤mm ,按焊接工艺施焊,环缝%X射线探伤,合格几何尺寸8筒体与人孔组件组焊划出人孔法兰中心线,与筒体中心线对(跨)中布置,并使法兰平面与壳体中心线的水平和垂直偏差≤ mm,按焊接工艺施焊,角焊缝腰高H= mm9接管法兰与按管法兰与筒体组对,法兰面与接管轴线垂方位及位置筒体组对直偏差c≤法兰外径的1/100且不大于3mm,焊接工艺施焊,环缝 %X射线探伤,合格总装工序过程卡产品名称:工令号材料牌号标准容器类别图号检验序号工序名称工序内容及工序要求操作责任人项目结论签字10支座(支脚)与筒体组焊按设备总图及管口方位图组对方位,保证地脚螺栓孔尺寸符合图纸要求,被支座(支腿)垫板覆盖的焊缝应100%X,射线探伤,级合格,并打磨至与筒体平,按焊缝工艺施焊,与筒体焊缝相交部位留出不焊。
左支座机械加工工序卡片14张
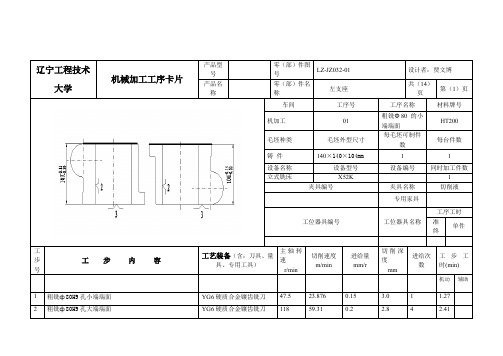
LZ-JZ032-01
设计者:贾文博
产品名称
零(部)件名称
左支座
共(14)页
第(7)页
车间
工序号
工序名称
材料牌号
机加工
07
锪削ф43得沉头孔
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
铸件
140×140×104mm
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3060×20
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
1
精铣ф80H9孔大端端面
YG6硬质合金镶齿铣刀
295
148.2
0.15
1.5
1
0.467
2
辽宁工程技术大学
机械加工工序卡片
产品型号
零(部)件图号
LZ-JZ032-01
设计者:贾文博
产品名称
零(部)件名称
左支座
共(14)页
第(4)页
车间
工序号
工序名称
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备(含:刀具、量具、专用工具)
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
1
锪削ф43得沉头孔
ф43的高速钢锪孔钻
180
24.316
工艺过程卡与工序卡
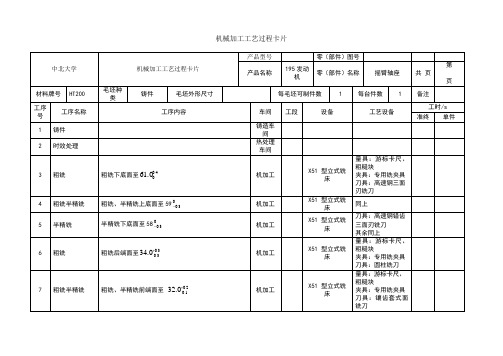
机械加工工艺过程卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第1 页车间工序号工序名材料牌号机加工3粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣下底面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:高速钢错齿三面刃铣刀651设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 2页车间工序号工序名材料牌号机加工4粗铣半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣上底面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:高速钢三面刃铣刀6512半精铣上底面同上80116设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 3页车间工序号工序名材料牌号机加工5半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精铣下底面刀具:高速钢错齿三面刃铣刀量具:游标卡尺、粗糙块夹具:专用铣夹具80136设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 4页车间工序号工序名材料牌号机加工6粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣后端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:圆柱铣刀6519设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第5 页车间工序号工序名材料牌号机加工7粗铣半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣前端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:镶齿套式面铣刀6512半精铣前端面同上6511设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第6 页车间工序号工序名材料牌号机加工8半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精铣后端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:镶齿套式面铣刀6511设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第7页车间工序号工序名材料牌号机加工9粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工卧式车床CM6125夹具编号夹具名称切削液专用车床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗镗刀具:YG8硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规2086414设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 8页车间工序号工序名材料牌号机加工10钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x811设备名称设备型号设备编号同时加工立式钻床Z525夹具编号夹具名称切削液专用钻床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1钻孔刀具:莫式锥度麻花钻夹具:专用夹具量具:游标卡尺塞规39413134设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第9页车间工序号工序名材料牌号机加工11半精镗精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工卧式车床CM6125夹具编号夹具名称切削液专用车床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精镗刀具:YG8硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规30001503192 精镗刀具:YG3X硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规3000150338设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第10页车间工序号工序名材料牌号机加工12粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒min切削速度/m﹒min进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1铣槽口刀具:锯片铣刀夹具:专用夹具量具:游标卡尺375手动10145设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
(完整版)工艺过程卡和工序卡卡片
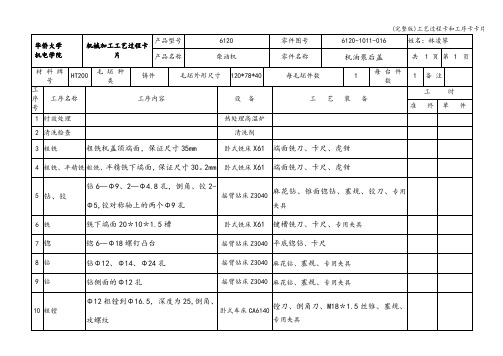
华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第1页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*4011设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣机盖顶端面,保证尺寸35mm硬质合金端面铣刀、卡尺16011。
65132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120—1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第2页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*351设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣下端面,保证尺寸31mm硬质合金端面铣刀、卡尺1601 1.64132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011-016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第3页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30。
21设备名称设备型号设备编号同时加工件数摇臂钻床Z30401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1钻6-Φ9mm孔Φ9高速钢麻花钻、塞规6300.290。
机械加工工序卡

工步内容
设名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
车两端外圆、法兰面、止口及端面
普通车床
三爪卡盘
外圆车刀
深度尺
CW6180F
Ø250
BD00—201
0~200/0.02
1
按附图装夹,用三爪以两端内孔定位,
25×30×200
外径千分尺
50
2
3
0.17
108
67.8
18
26
车两端外圆至Ø200+0.05 0Ra6.3
规格:
工序名称:铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
零件号:2501ZHS01-025
毛坯种类:
每车
数量:
年产
纲令:
零件名称:中桥壳体
设备:YZJ1361
负荷:
单件
节奏:
冷却
液:
车型:
工序号:40
工步号
工步内容
设备名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
0~300/0.02
调节垫铁将已铣四方面调平,已确保
YT14
所铣四方面与该四方面平行,然后夹
粗糙度样块
紧铣两个四方面,保证上下两平行四
方面的尺寸170±0.2
Ra12.5
更改
批准
审核
会签
校对
拟定
日期
签名
共27页第19页
南阳汇森精密仪器铸造有限公司
推动架工序卡片带定位夹紧符号

机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号10零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 铣φ32孔的端面圆柱铣刀游标卡尺60mm 1 2.5mm 0.16mm/z 300r/min 56.52m/min4.6min设计者朱记指导教师程雪利共10 页第 1 页机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号20零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量铸铁件0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 铣φ16孔的端面圆柱铣刀游标卡尺30mm 1 2.5mm 0.23mm/z 150r/min 23.55m/min设计者朱记指导教师程雪利共10 页第 2 页机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号30零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1铣φ32mm孔和φ16mm孔在同一基准上的两个端面圆柱铣刀游标卡尺90mm 1 2.5mm 0.2mm/z 250r/min 47.1m/min 设计者朱记指导教师程雪利共10 页第 3 页机械制造与自动化专业机械加工工序卡片工序名称铣槽工序号40零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁体0.72kg设备夹具名称辅助工具名称型号卧式铣床XA6132 专用铣夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 保持槽的中心线与φ32mm孔的轴线的垂直度要求槽铣刀游标卡尺内径千分尺28mm 3 3mm0.16mm/z300r/min 8.49m/min设计者朱记指导教师程雪利共10 页第 4 页机械制造与自动化专业机械加工工序卡片工序名称铣端面工序号50零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号卧式车床CA6140 专用车夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 1 车φ10mm和φ16mm的基准面车刀游标卡尺30mm 1 2.5mm 0.48mm/r 530r/min 12.77m/min设计者朱记指导教师程雪利共10 页第 5 页机械制造与自动化专业机械加工工序卡片工序名称粗精加工Φ16mm孔工序号60零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z535 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 123扩孔Φ27mm扩孔Φ32mm倒角45°高速刚复合钻头游标卡尺55mm 15050500.4mm/z02 mm/z01 mm/z400r/min630r/min630r/min29.7m/min15 m/min29.7 m/min 设计者朱记指导教师程雪利共10 页第 6 页机械制造与自动化专业机械加工工序卡片工序名称钻孔工序号70零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z535 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112 钻φ16mm孔钻φ10mm孔直柄麻花钻直柄麻花钻内径千分尺内径千分尺46mm30mm1143mm2.5mm0.5mm/r0.3mm/r480r/min520r/min58.34m/min37.25m/min设计者朱记指导教师程雪利共10 页第8 页机械制造与自动化专业机械加工工序卡片工序名称钻、半精铰工序号80零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z525 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112钻φ16mm的孔保证孔的位置精度半精铰φ16mm孔,保证孔的尺寸精度直柄麻花钻圆柱直柄铰刀内径千分尺内径千分尺22mm22mm118mm0.5mm0.5mm/r0.37m/r420r/min470r/min10.44m/min9.5m/min设计者朱记指导教师程雪利共10 页第7 页机械制造与自动化专业机械加工工序卡片工序名称钻孔、攻丝工序号90零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z525 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112 钻螺纹孔φ6mm攻丝8M-6H直柄麻花钻机用丝锥内径千分尺螺纹塞规11113mm0.5mm0.3mm/r0.1mm/r420r/min460r/min4.7m/min3.2m/min设计者朱记指导教师程雪利共10 页第9 页机械制造与自动化专业机械加工工序卡片工序名称钻孔、锪倒角工序号100零件名称推动架零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg设备夹具名称辅助工具名称型号立式钻床Z525 专用钻夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时112 钻φ6mm孔锪120°倒角直柄麻花钻高速钢莫氏锥锪钻内径千分尺深度百分尺20.4mm3mm113mm1.0mm0.3mm/r0.2mm/r480r/min460r/min11.5m/min14.45m/min.'。
生产工序)生产工序流转卡
生产工序)生产工序流转卡产品名称:重力分离器序号:工序号S-Ⅱ-01-36工艺01-09工艺内容及技术要求:1.核对材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层等缺陷;核对材料标记;实测钢板厚度。
2.按排板图划线,移植材料标记并标记零件编号,检查员做移植确认标记,按线切割,按图加工单面外坡口,角度为30±2.5度,坡口表面不得有裂纹、分层、夹渣等缺陷,钢板长度误差±1mm。
3.钢板宽度误差±1.5mm,对角线误差≤2mm,按滚圆工艺守则要求滚圆,用T003、A003样板检查压头及滚圆质量,间隙不大于1mm,按要求点焊定位,对接间隙为1~2mm,错边量≤2.0mm,清理坡口两侧小于20mm范围内的污物,定位焊长度50mm,间距200mm,两端点固引熄弧板。
4.按焊接工艺卡施焊并填写焊接过程记录(焊缝编号:A),焊缝宽度11±2mm,咬边深度≤0.5mm,连续长度≤100mm,总长不大于焊缝长度的10%,焊缝表面不得有裂纹、未焊透、未熔合、表面气孔、弧坑、未填满和肉眼可见的夹渣。
5.清除焊接熔渣飞溅物,打焊工钢印,按要求检查A焊缝外观质量。
6.按滚圆工艺守则校圆,棱角度E≤2.8mm,最大最小直径差E≤6mm。
7.采用射线探伤,探伤比例20%,符合JB4730-94标准Ⅲ级合格。
注:检测结果一栏由操作者填写。
编制:审核。
加工坡口:按图加工单面外坡口,角度为30±2.5度。
渣等缺陷为钝边2mm。
坡口表面不得有裂纹、分层、夹焊接。
按要求拼接,拼接间隙为1-2mm,错边量不超过1.5mm。
清理坡口两侧小于20mm范围内的污物。
定位焊长度为50mm,间距为200mm。
点固引熄弧板。
按焊接工艺卡施焊并填写焊接过程记录。
清除焊接熔渣飞溅物,打焊工钢印。
对接:按要求检查焊缝外观质量,焊缝宽度为±0.5mm。
咬边深度不超过0.5mm,连续长度不超过100mm,总长不大于焊缝长度的10%。
工艺过程卡以及工序卡

.拨叉机械加工工艺过程卡片产品型号零〔零件〕图号机械加工工艺过程卡片第产品名称拨叉零〔零件〕名称拨叉共21页页资料牌号QT200毛坯种毛坯外形尺寸每毛坯可制件数1每台件数备铸件1类注工序工时/s工序内容车间工段设施工艺设施准 工序名称号单件终1 锻造锻造2粗铣面以凹弧面及60的外圆为粗基准粗加工加工底面,同时加工两个φ20的下端面到尺寸。
3 精铣面精加工底面留刮余量,4钻、绞孔钻φ的孔,绞至φ20的基准孔。
以底面和孔定位,加工φ30的沉孔到尺寸要求,粗铣尺寸5铣沉孔、铣面 长度尺寸104的两头面抵达所需尺寸,用相同的方法粗铣内侧表面抵达尺寸6 钻孔 钻φ 的通孔,钻φ的通孔绞至φ10 的孔7 绞孔、攻螺纹 绞φ的孔至尺寸要求,攻M12的螺纹至深度.8钻孔、攻螺纹以φ10的孔为基准钻φ的孔,攻M6的螺纹。
9钻、绞孔以底面和孔为定位基准钻φ的同轴孔,绞同轴孔尺寸至φ10铸工机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、硬质床合金锥柄绞、内径千分尺机工X51立式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、内径床千分尺机工Z525型立式钻专用夹具、硬质合金锥柄床绞、丝锥、内径千分尺机工Z525型立式钻专用夹具、麻花钻、丝锥、床内径千分尺机工Z525型立式钻专用夹具、麻花钻、硬质床。
合金锥柄绞、内径千分尺;..10刮底面刮底面到尺寸及表面粗拙度。
机工平底锪刀11去毛刺去除所有毛刺钳工台虎钳锉刀12检查终检标准化设计〔日期〕审查〔日期〕会签〔日期〕〔日期〕改正签日标处改正文件签日标志处数文件字期记数号字期号;.机械加工工序卡片.机械加工工序卡片产品型号产品名称零〔零件〕图号拨叉零〔零件〕名称车间工序号机工02毛坯毛坯外形种类尺寸共拨叉2第1页页工序名资料牌号粗铣面QT200每毛坯可制每台件数件数铸件256*60*62.511设施设施型号名称卧式X62卧式铣铣床床夹具编号工位用具编号设施编号同时加工夹具名称切削液专用夹具乳化液工位用具工序工时/s单名称准终件工步号工步内容工艺设施1粗铣60端面硬质合金镶齿套式端面铣刀2粗铣φ20端面硬质合金镶齿套式端面铣刀3粗铣φ20端面硬质合金镶齿套式端面铣刀切削主轴转速速度进给量/r﹒s-1/mm﹒r-1/m﹒s-1走刀进工步工时/s给长度次灵活协助/mm数60111;..标志处数改正文件署名日期标志处数改正文件号署名日号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名 资料牌号机工 03精铣面 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 X62卧式铣床铣床夹具编号夹具名称 切削液专用夹具 乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀 进 工步工时/s速度 进给量给工步号工步内容工艺设施速/r ﹒-1长度/m ﹒/mm ﹒r 次 灵活 协助s-1/mms -1数 1精铣60端面硬质合金镶齿套式端面铣601刀2精铣φ20 端面硬质合金镶齿套式端面铣201刀3精铣φ20 端面硬质合金镶齿套式端面铣201刀标志处数改正文件日期标志处数改正文件号日署名署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称车间工序号工序名机工04钻、绞孔毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具编号工位用具名称共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件主轴转切削速进给量走刀进给工步工时/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次数灵活协助s-1/m﹒s-1/mm1钻φ的孔麻花钻、内径千分尺12绞至φ20的基准孔硬质合金锥柄绞、内径千分尺201标志改正文件署名日期标志处数改正文件号日处数署名号期;.工步号123标志.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工05铣面钻QT200绞孔毛坯每毛坯毛坯外形尺寸可制件每台件数种类数铸件11设施设施型号设施编同时加工名称号卧式X52K立式铣床铣床夹具编号夹具名称切削液专用夹具乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀进工步工时/s速度进给量给工步内容工艺设施速/r﹒-1长度/m﹒/mm﹒r次灵活协助s-1/mms-1数粗铣、半精铣尺寸长度尺寸104的两头面抵达所需尺硬质合金镶齿套式端面铣2寸刀用相同的方法粗铣内侧表面抵达尺寸84硬质合金镶齿套式端面铣82刀铣U型槽硬质合金镶齿套式端面铣141刀处数改正文署名日期标志处数改正文件号署名日件号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名资料牌号机工 06钻孔 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 Z525型立式钻铣床床夹具编号夹具名称 切削液专用夹具乳化液工序工时/s工位用具编号工位用具名称准终单件127 256主轴转切削走刀工步工时/s速度 进给量 进给工步号工步内容工艺设施速/r ﹒长度辅 /m ﹒/mm ﹒r -1次数 灵活s-1/mm 助s -11钻φ 的通孔 麻花钻、内径千分尺1 122 钻φ的通孔麻花钻、内径千分尺25 1 73绞至φ10的孔硬质合金锥柄绞、内径千分尺2516标志处数 改正文件署名日期标志处数改正文件号署名日号期;.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称5车间工序号工序名机工07绞孔、攻螺纹毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具名工位用具编号称.共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件7.2108.6主轴转切削速走刀进工步工时/s进给量给工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次灵活协助s-1/m﹒s-1/mm数1绞φ的孔至尺寸要求硬质合金锥柄绞、内径千分1尺2攻M12的螺纹丝锥、内径千分尺1标志处数改正文件日期标志处数改正文件号署名日署名期号;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片共1第产品名称拨叉零〔零件〕名称拨叉1页页车间工序号工序名资料牌号机工08钻孔、攻螺纹QT200毛坯种毛坯外形尺寸每毛坯可制每台件数类件数铸件11设施名设施型号设施编号同时加工称卧式铣X62床夹具编号夹具名称切削液专用夹具乳化液工序工时工位用具编号工位用具名称/s单准终件3.56主轴转切削速走刀工步工时进给量进给次/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r数辅s-1/m﹒s-1/mm灵活助1以φ10的孔为基准钻φ的孔麻花钻、内径千分尺412攻M6的螺纹丝锥、内径千分尺41标志改正文件署名日期标志处数改正文件号日处数署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工09钻、绞孔QT200毛坯毛坯外形尺寸每毛坯可制每台件数种类件数铸件11设施设施型号设施编号同时加工名称卧式Z525型立式钻铣床床。
机械加工工序卡[13张]
![机械加工工序卡[13张]](https://img.taocdn.com/s3/m/20b6607731b765ce050814b0.png)
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
描图
机械加工 工序卡片
产品型号 产品名称
零件图号 零件名称 倒挡拔叉 车间 毛坯种类 铸件 设备名称 内圆磨床 夹具编号 工位器具编号 设备型号 共 13 页 工序号 120 毛坯外形尺寸 工序名 磨削拨叉头孔 每坯可制件数 1 设备编号 夹具名称 专用夹具 工位器具名称 主轴转速/ (r/min) 280
进给次数 1 1 1 1
0.07
描校
0 0.48
mm
端面车刀、 游标卡尺 端面车刀、 游标卡尺 端面车刀、 游标卡尺 端面车刀、 游标卡尺
m ,控制尺寸 35.450 0.45 mm
0.2 m ,控制尺寸 23 0.1 mm
底图号
4
粗车 D 面, Ra6.3
装订号 标记 处数 更改文件号 签字 日期
3
1
装订号 标记 处数 更改文件号 签字 日期 标记
处数
设计 审核 标准化 (日期) (日期) (日期) 更改文件号 签字 日期
会签 (日期)
机械加工 工序卡片
产品型号 产品名称 车间 毛坯种类 铸件 设备名称 立式铣床 夹具编号
零件图号 零件名称 工序号 80 毛坯外形尺寸 设备型号 倒挡拔叉 工序名 粗铣槽底部分内表面内侧两端面 每坯可制件数 1 设备编号 切削液 工位器具名称 工艺装备 端面铣刀、游标卡 尺 端面铣刀、游标卡 尺 主轴转速 /(r/min) 1024 1024 切削速度 进给量 /(m/min) /(mm/r) 3.22 3.22 0.1 0.1 设计 (日 期) 审核 (日 期) 背吃刀量 /mm 3 3 标准化 (日期) 1 1 会签 (日 期) 进给次数 共 13 页 材料牌号 ZG310-570 每台件数 1 同时加工件数 2 第 8页
工序卡片实例

工步工时
容
工 艺装备
r/min
m/min
mm/r
mm
进给次数 机动 辅助
专用铣夹具
120
60
2
R 面 3.5
1
可转位面铣刀 Ф 160
Q 面 4.5
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
工序号 120
毛坯外形 尺寸 177× 168×150
设备型号
工序名称 钻铰 R、Q 面各孔 每毛坯可 制件数
1 设备编号
材料 牌 号 HT200
每台 件 数 1
同时加工 件数
摇臂钻 夹具编号
工位器具编号
Z3025 夹具名称
钻铰 R、Q 面各孔夹具
工位器具名称
1 切削液
工序工时 (分) 准终 单件
工步
机械加工工序卡片
产品型号 产品名称
零件图号
旋耕机
零件名称 犁刀变速齿轮箱体 共 13 页 第 4 页
车间
毛坯 种 类 铸件 设备名称
工序号 40
毛坯外形 尺寸 177× 168×150
设备型号
工序名称 铣凹台面 每毛坯可 制件数
1 设备编号
材料 牌 号 HT200
每台 件 数 1
同时加工 件数
立式铣床 夹具编号
步
内
主轴转速 切削速度 进给量 切削深度
工步工时
容
工 艺装备
r/min
m/min
mm/r
mm
进给次数 机动 辅助
专用铣夹具
300
188.4
工序卡
工 粗车轴的端面 半精车轴的端面
步
内
容
工
艺
装
备
主轴转速 r/min 480 900 480 480 900 480
切削速度 m/min 41 85 21 60 113 21
进给量 mm/r 0.45 0.35
切削深度 mm 2 1.4
夹具名称
量具名称
端面车刀 端面车刀 中心钻 端面车刀 端面车刀 中心钻 4
进给量 mm/r 0.15 0.08 0.15 0.08
切削深度 mm 12.5 12.5 5 8.5
夹具名称
量具名称
按图示要求在 C 轴段粗铣第一、二个平键 按图示要求在 C 轴段半精铣第一、二个平键 按照图示要求在 M 轴段粗铣 b=12、b=10 的平键 按照图示要求在 M 轴段半精铣 b=12、b=10 的平键
工
步
内
容
工
艺
装
备
主轴转速 r/min 1200
切削速度 m/min 151
进给量 mm/r 0.2
切削深度 mm 0.1
夹具名称
量具名称
精车 C、E、G、I、K、M 轴端外圆达到如图所示精度
外圆车刀
顶针、锥堵、 中心架
千分尺
10
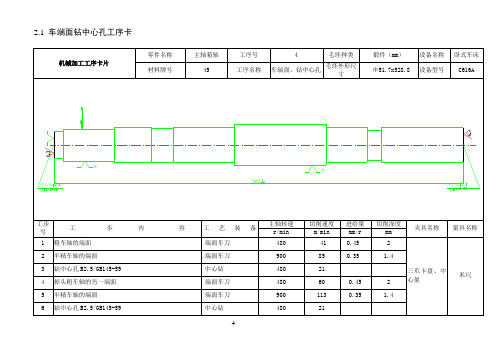
2.8 研磨中心孔工序卡
零件名称 机械加工工序卡片 材料牌号
主轴箱轴 45
锻件(mm) Φ51.7x528.8
设备名称 设备型号
卧式车床 C616A
工步 号 1 2 3 4
工
步
内
容
工
艺
装
备
主轴转速 r/min 480 480 480 480
切削速度 m/min 60 72.3 60 72.3
工序卡(10张)

磨孔底面∅60 游标卡尺、砂轮 G36YA6N 20X6X8
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 镗
共
10 页 第 9 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
工步工时 机动 辅助 1.41m 1.22m 1.56m
钻孔 Ø 25mm 扩孔 Ø 25mm 铰孔 Ø 25mm 游标卡尺、钻头
78 58
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 磨
共
10 页 第 8 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 内圆磨床 夹具编号
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
共
10 页 第 3 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 转塔机床 夹具编号
工序号 工序 3 毛坯外形尺寸 φ 160X143 设备型号 转塔机床 C365L
装配工序卡

文件编号: WI-ZP-362\1 File reference标题:厨房装配工序卡Title: Italy Kitchen Mixer Assembly 页次:1/9Page版本修订次:03/03 Revision生效日期:2011-7-6 Effective date :第一道工序:装阀芯、压阀盖、铜管The First Step :Cartridge 、cartridge nut and brass elbow assembling共4道 第1道Step 1/4装配零件清单Component List 序号 Code 物料品名 Name 物料品号 Reference 规格型号 Specification单位 Unit 组成用量 Quantity 1 厨房壳体body 40133051 ф40 个piece 12 耐摩圈 wearable joint16120P φ46*φ42*1.3 个piece 2 3 密封圈 seal ring 16066P 133001 (ACS 标准) 个piece 2 4 阀芯 flat cartridge 12020P φ40带网-两档平脚-NF个piece1 5 压阀盖 cartridge nut 17006P M42X1.5 个piece1 6 S 形管s brass elbow09037C-8RS DATE NF IIB DVGW PA-IX18631/IA个piece1备注: Remark:S形管S Brass Elbow 品号Refrence:09037C-8阀芯Cartridge品号Refrence:12020P塑料压阀盖Cartridge Nut 品号Refrence:17006P壳 体Body品号Refrence:40133051耐磨圈Joint品号Refrence:16120P密封圈Sealing joint 品号Refrence:16066P文件编号:WI-ZP-362\2File reference 标题:厨房装配工序卡Title: Italy Kitchen Mixer Assembly 页次:2/9 Page版本修订次:03/03 Revision生效日期:2011-7-6Effective date:第一道工序:装阀芯、压阀盖、铜管The First Step:Cartridge、cartridge nut and brass elbow assembling共4道第1道Step 1/4使用设备:Equipment:压阀盖扭力机、抹油机Torque Machin e、oil apply machine工具及规格:Assembling Equipment:扭力机夹具、Fixture on the torque machine工艺参数:Parameter of the Equipment:压阀盖扭力:11-15N.mCartridge Nut Assembling Torque:11-15N.m检验频率:Inspection frequency:1/1目测1/1Visual检验项目:Self-Inspection:壳体、铜管表面是否有划伤、擦毛、砂眼及电镀不良;Check whether there is scratch, Trachoma or other plating defect of the body and brass elbow实施时间:Each production time:最大产量:Maximum day output:箱内数量:Quantity per Foam box:12产量/时:output/h:饱和度:Worker saturation:其余公差:Other tolerance:/安装工夹具:Fixture adjustment time:15min拆卸工夹具:Fixture disassemble time:15min设备清理:Equipment clean time:10min操作程序Operation Process:1.将阀芯置入壳体内,阀芯的定位脚与壳体的定位孔一定要对齐,并将阀芯压到位。
工艺过程卡与工序卡
工艺过程卡与工序卡1.工艺过程卡工艺过程卡是一种详细记录生产工艺流程和操作步骤的工具。
通过工艺过程卡,可以将整个生产过程分解成多个具体的工序,并记录每个工序所需的操作、设备、质量标准和工艺参数等关键信息。
工艺过程卡通常包括以下内容:(1)工序名称:每个工序在工艺过程卡中都有一个独立的名称,用以区分不同的工序。
(2)工艺流程:对于复杂的生产过程,工艺过程卡会将整个生产过程分解成多个工序,并按照顺序记录下来,以便操作人员能够按照正确的顺序进行操作。
(3)操作说明:对每个工序,都需要详细记录相关的操作步骤和操作要点,包括使用何种工具和设备,如何操作以及如何调整设备参数等。
(4)设备信息:记录每个工序所需的设备和工具信息,包括设备名称、规格型号、产地以及设备的操作要点。
(5)质量要求:对每个工序,都需要明确规定其所要达到的质量标准,以便操作人员在操作过程中能够按照要求进行操作。
(6)工艺参数:记录每个工序所需的重要工艺参数,如温度、湿度、压力等,以便操作人员在操作过程中进行调整。
(7)工时和工序间隔:记录每个工序所需的工时,以及每个工序之间的休息时间和转换时间等。
通过使用工艺过程卡,企业可以有效地管理生产过程中的工艺流程和操作,提高生产效率和质量稳定性,减少操作失误和质量问题。
2.工序卡工序卡是一种简化版的工艺过程卡,用以记录每个工序的关键信息和操作要点。
与工艺过程卡相比,工序卡更注重操作人员在具体工序中的操作要点和注意事项,并提供更简洁明了的信息,以便操作人员能够迅速理解和掌握并进行操作。
工序卡通常包括以下内容:(1)工序名称:记录每个工序的名称,以便区分不同的工序。
(2)操作要点:对每个工序的操作步骤和要点进行简明扼要的说明,包括使用何种工具和设备、如何操作、操作顺序等。
(3)安全注意事项:对于一些安全风险高的工序,工序卡会特别强调操作人员需要注意的安全事项和个人防护措施。
(4)质量标准:对每个工序,都需要明确规定其所要达到的质量标准,以便操作人员能够按照要求进行操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
刀具
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
车70°±0.05斜边
内孔车刀
1000
0.5
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
机械加工工序卡片
产品型号
零件图号
产品名称
移动锥环
零件名称
共
3
页
第
1
页
车间
工序号
工序名称
材料牌号
03
35GrMoV
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
23X32
1
1
设备名称
夹具编号
夹具名称
切削液
车床通用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
移动锥环
零件名称
共
3
页
第
2
页
车间
工序号
工序名称
材料牌号
06
35GrMoV
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
1
1
设备名称
设备型号
设备编号
同时加工件数
数控车床
1
夹具编号
夹具名称
切削液
钻床通用夹具
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
移动锥环
零件名称
共
3
页
第
3
页
车间
工序号
工序名称
材料牌号
11
35GrMoV
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
1
1
设备名称
设备型号
设备编号
同时加工件数
数控车床
1
夹具编号
夹具名称
切削液
铣床夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工步内容
刀具
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻孔Φ12(通孔)
Φ12钻头
200
2
扩孔Φ14H7
内孔车刀
800
351
0.1
0.5
4
车Φ27.2和Φ21.6孔车90°±0.05和45°斜边
内孔车刀
1000
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
刀具
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
车9.5长度外圆
圆弧车刀
1000
2
车9.5长度以外的外圆
90°外圆车刀
1000
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期