窄带钢轧机之辊系改造、
650 mm 热轧窄带钢生产线设备改造
国 内某 6 5 0 l n m热轧 窄带钢生产线是 2 0 0 2
素结构 钢 、 低合金 高 强度结 构钢 以及 部分合 金钢 。 生产 工艺 流程 : 合格 坯 料 一 上料 一 加 热 一 出
钢一 粗轧 ( 电动 侧压 立 辊 轧机 +含 除鳞 的二 辊 可 逆轧 机 ) 一切头 ( 固定 剪 ) 一 精轧 ( 立 辊 轧 机 +2 台二辊 水 平 轧 机 +立 辊 轧机 + 6台 四辊 水 平 轧
摘要 : 介绍国内某 6 5 0 m m热轧窄带钢生产线改造项 目上 的飞剪 区、 层 流冷却 区 、 地下卷取机区机械设备的
技术改造 。阐述 了采用转鼓式飞剪 、 精轧机后设置层流冷却装置 、 由卧式全液压 四助卷辊 卷取 机取代传统 窄带
钢 立 式 卷 取 机 的优 越 性 。
关键词 : 热轧窄带 钢生 产线 ; 层流冷却 ; 卧式全液压 四助卷辊卷取机 ; 立式卷取机
年 设计 制造 , 2 0 0 3年 投产 。投 产 后 产 品存 在 厚度 及 宽 度 同条 差 超差 、 头尾 失 宽 , 板形 差 , 生 产 线不
能有效 控制 终轧 温度 、 卷取 温度等 问题 , 造成 产 品 氧化铁 皮严 重 , 不 能生产 品 种钢 。
为提 高产 品质 量和拓 宽产 品品种 , 2 0 1 1年 6 5 0热轧厂 决定 进 行 6 5 0 i n n 热 轧 窄 带 钢 生 产线
改造 : 粗 轧立 辊 电 动侧 压改 为 液压 侧 压 ( 具 有 A WC功能 ) 、 精轧 前 固定 剪改 为转 鼓式 飞剪 、 精轧
机) 一扭转 、 蛇振一平板输送 、 冷却一夹送 、 切 头
( 尾) 一 立式 张力 卷取一 输卷 及 拨 卷一 打 包 、 标 记 一集 卷一 人库 。 改造 前 6 5 0 mm热 带钢 生产 线 工 艺平 面 布 置
热轧窄带精轧液压AGC改造及应用
刘 永
( 吉林恒联精 密铸造科技有限公司 , 吉林 磐石 1 3 2 3 0 0)
摘 要 :受钢材市场 及国家宏观调控 影响 ,窄带钢企 业生产形势较 为严峻 ,为 了能更好 的提 高产 品质 量 ,生产 高附加值 的带钢产品 , 取得良 好的经 济效益 ,精轧 窄带改造 已成为各个 窄带线发展 的必然趋 势。本 系统通 过对精 轧后 4 辊轧机 由电动压下改为液压压下 、立辊轧机液压改造 , 实现 A G C及 A W C功能 ,提 高带钢 宽度质量及厚度质量 。 关键词 :热轧 窄带;A G C系统;A W C系统;厚度控 制;宽度控 制 前 的实 际宽 度 ,进行 A WC控制 ,保证带体和 头部 的宽度一致 ,实现 非常好 的同条 差。 热轧 窄带钢 除直接作 为薄板 、窄带钢消 费外 , 还 作为冷 轧板带、 3 )精 轧活套 软接触 功能 :传 统活套控 制思想 是为 了保证顺 利 焊管、冷弯型钢等产 品的原料 ,被广泛用于建筑 、轻工 、机械 、纺织 、 起套 ,所 以在起套 时给 电机恒定的大转矩 ,就容易对带钢 “ 颈部 ”造 汽车 、拖拉 机、 电子等 行业 。某带 钢厂 是在 2 0 0 1 年9 月 开始 筹建 , 成冲击 ,导致厚度变 薄 ,宽度变窄 ,所 以针 对这种情况 ,我们增 加了 2 0 0 2 年7 月开 始生产 ,现年产 已经达到 1 1 0 万吨的生产 能力 ,受金融 活套 的软接触功 能 ,在活套快接触到带 钢时 ,快速切到张力 闭环 ,保 危机及 国家宏观调控 影响 , 下游需 求萎缩 , 特别是 2 0 1 1 年9 月份 以后 , 证恒定微 张力控制。 窄带钢生产 企业生产形势 较为严峻 ,为 了能更好的提 高产 品质量 ,生 2 . 3 厚度质量控制 产高附加值 的带钢产 品 , 取得 良好 的经济效 益 ,精 轧窄带改造 已成为 热带厚度精度可分 为 :一批 同规格带钢 的厚度 异板差和每一条 带 各个窄带线发展 的必然趋 势 。 钢 的厚 度同板差 ,为此可 将厚度精度分解为带 钢头部厚度命 中率和 带 钢全长厚度偏 差。 1 热 轧窄带钢生产存在 的主 要问题 ( 1 )带钢产生厚度异板 差的原 因主要 有 轧机总体 装备水平不 高 ,加热炉为推钢 式加热炉 ,比步进 式加热 粗轧轧 出的坯 料厚度和宽度有变化 :由于粗轧平辊压下没有 A G C 炉投资 小 ,但水 印大 ;粗轧机 是单机架 6 5 0 轧机 ;精轧机 前 4 架为短 控制 功能 ,因此粗轧 轧出的坯料厚度是在变化 的 ;或者立辊控制不 好 应力两辊轧 机 ,后 4架为 四辊轧机 ,精轧压 下全部是 电动压 下 ,这样 时,会 造成宽度也发生变 化 ,最终在精轧轧 制时 ,会造成一批 同规 格 相对就会带 来产品质量及 生产效率的弊 端。 由于推钢 式加 热炉水 印、 的带钢存在异板 差。 精 轧 电动压 下机构 间隙大 、电动压下预摆辊 缝相对精度低造 成产 品的 坯料 温度的不 同:同一 批规格的钢坯 由于在 加热炉加热 的程度 不 同条差 、三 点差较大 ,产 品的头尾失宽 严重 ,产 品在 头部 7 米 及尾部 致, 会 存在硬度上 的差 异 ,进而对轧机 的弹跳量不一样 ,造成 同批 7 米 范围 内相对于带体 宽 出 2 - 3 m m,窄带 钢对 于下游 部分客户 相对于 次 的带钢产生异板 差 ,这 是造成异板差的主要原 因。 宽带钢的优势 是省去 了切分 工序 , 但头尾失 宽部分只能裁掉 ,造 成成 带钢产生厚度 同板差 的原因主要有 : 品的浪费 。如 果整条带钢宽度 均匀 ,对于像制 管客户整条带 钢可 直接 水 印的影响 :与宽度差 形成的原 因一致 ,水 印区域温度较低 ,轧 卷 管。 由于不 能实现 自动压 靠及辊缝 自动预摆 ,造成换辊 时间长 ;无 制力较大 , 对 轧机 牌坊的弹跳也大 ,进而会形成厚差 。 二级计算机模 型系统 ,造 成开轧不稳定 , 人 工修正规程 时间过长 ;每 头部冲击 :穿带过程 中 ,由于带钢头部冷 却面积大 ,温 降快 ,因 个机架均需调整工 ,增加人 工成本 ,工人工作环境差 。 此头 部对轧机辊缝 的冲击 较大 ,而且轧制规格越 薄 ,头部长度越长 , 造成头部 “ 厚跃 。 2 精轧 A GC系统改造及应用 ( 2 )解决方法 2 . 1 精轧机组设备 精 轧前馈 AGC功 能 :通过上 游机架 出 口厚度 的变化 情况 ,在 下 热连轧机精 轧机组 由八 架轧机构成 ,前 4 架 为两辊短应 力轧机 , 游机 架的 A GC缸提前 动作 ,主要 用来解 决水印造成 的厚度 变化 比较 后 四架 为四辊轧机 ,由电动压下改为液压压下 , 每机架有 两个 液压缸 , 陡的情况 。 液压缸 的伸缩量有 S ONY磁尺来检测 ,轧制力的大小通过压 头进 行检 压头功 能 :在带钢头部进入 轧机前 ,根据上游机 架带头与带体之 测。 间的厚 差 ,进行提前压下 ,来抵消硬度 比较大 的头部冲击 ,减小头 部 本 次改造 范 围从 精入 口开 始轧开 始至 三岔 区为止 的J P 4 - J P 8 A G C 厚差 。 改造 ;精 轧 J P 4 - J p 8电动压 下 系 统 改 为液 压压 下 ,实 现 压 下 A P C 、 压尾功 能:在轧件离开上游轧机后 , 根据尾部轧制力 的变化情况 , A G C控制 ,实现精轧区域 自动化生产 , 提 高产 品通条差。 在下游机架进行压下 动作 ,来消除带钢尾部的厚差。
550窄带钢冷轧机辊系及换辊装置设计及分析论文

550冷轧机辊系与换辊装置结构设计及分析姓名学校2014年6月本科毕业设计(论文)550冷轧机辊系与换辊装置结构设计及分析学院(系):专业:工程设计及分析学生姓名:学号:指导教师:答辩日期: 2014.6.20摘要摘要本文主要介绍了冷轧窄带钢在我国的地位和重要作用,冷轧窄带钢轧机的种类及其特点。
通过对550冷轧机的分析,明确其工作原理,弄清楚其各部件结构及作用,使用材料力学知识对轧辊进行强度校核,使用solidworks 软件画出其三维立体图,使用Ansys对其轧辊进行强度校核,目的是熟悉轧机设计的过程及最后校核的过程,培养学生的设计动手能力,使学生对所学知识有一个综合运用的过程,是理论与实际结合的一次实践,在以后工作中能够很快适应工作环境,快速进入自己的工作角色。
关键词冷轧窄带钢;三维立体图;强度校核燕山大学本科生毕业设计(论文)AbstractThis paper mainly introduces the status and the important role of the cold rolled thin strip in our country.and the characteristics of kinds of four-high cold rolling mill.Through an analysis of 550 cold rolling mill,we know the principle of its work,and its components’ role and the e the knowledge materials to check the strength of the rolls.Then use the Solidworks software to draw 3-D graph of the mill,use Ansys to check the strength of the roll.The purpose of graduation project is let the student familiar with the process of rolling mill design and final verification process,train the students design and practical ability,so that students have a chance to use the knowledge that have learned,and it is a practice that the combination of theory and practice,the students can adapt to the working environment quickly in the future,rapid access to their work role.Keywords Cold rolled thin strip; 3-D graph; Strength check目录目录摘要 (I)Abstract (II)第1章绪论 (1)1.1课题背景 (1)1.2选题目的及意义 (3)1.3本文的主要研究内容 (6)第2章550冷轧机辊系及换辊机构设计 (7)2.1辊系结构 (7)2.2液压平衡装置 (10)2.3轧机辊系与换辊装置的选择及换辊过程分析 (111)2.4本章小结 (122)第3章轧辊的强度校核 (133)3.1轧辊的设计参数 (13)3.2轧辊的强度校核 (13)3.3本章小结 (16)第4章轧辊有限元分析 (137)4.1有限元法发展情况 (137)4.2有限元软件的发展 (177)4.3支承辊有限元分析 (18)4.4本章小结 (233)参考文献 (255)结论 (27)致谢 (27)附录1 开题报告 (31)附录2 文献综述 (39)附录3 外文翻译 (45)燕山大学本科生毕业设计(论文)第1章绪论第1章绪论1.1 课题背景钢铁工业属于原材料工业,是国民经济中的基础工业。
轧机辊系改造过程及校核

精选ppt
2
正 常 辊 径 轧 制 时 的 辊 系 状 态
精选ppt
3
辊 径 减 小 后 轧 制 时 必 然 发 生 的 情 况
精选ppt
4
轴承座 接触
轴承座 接触
精选ppt
5
轴承座 接触
精选ppt
辊 径 过 小 轴承座 接触 轧 制 无 法 进 行
6
通 过 哪 些 调 整 能 使 小 辊 径 轧 辊 继 续 使 用 呢
1200 UCM六辊轧机辊系改造 可行性报告
精选ppt
1
一 辊系改造的构想
• 随着CR5系列工作辊淬硬层深度的增大, 工作辊的有效使用尺寸明显增加。但是, 现有辊系设备设计,不能满足小辊径工作 辊的继续使用,为了解决这一问题,提出 辊系改造的初步思想。
• 根据现有设备特点,结合小辊径轧辊使用 要求,对工作辊辊径、轴承、轴承座等进 行了合理化改造。
精选ppt
7
设计好 合理的 尺寸
设计好合 理的辊径
精选ppt
我 们 可 以
调整工 作辊、 中间辊 轴承箱
设计好合 理的尺寸
8
选
用
我们还可以
合
理
的
轴
承
精选ppt
9
我们改造的动力
• 通过合理的改造,我们的工作辊增加20--30MM的有效使用量,相当于延长了工作辊 一倍的使用寿命。成倍降低我们的辊耗成 本
精选ppt
11
改造设备的理论校核
• 一 工作辊的强度校核 • 工作辊的最大扭矩计算:T
• 由理论力学可知,力偶在单位时间内所作之功即功率Np,等于该力偶之矩M 与相应角速度w之乘积,即 Np=Mw
• 在工程实际中,功率Np的常用单位KW(千瓦),转速n的常用单位为r/min (转/分),在这种情况下,上式变为
机前工作辊道控制方案的改造
机前工作辊道控制方案的改造
冯妍;赵永保
【期刊名称】《价值工程》
【年(卷),期】2011(030)023
【摘要】文章对河北津西钢铁集团股份有限公司轧钢厂2000KW粗轧机机前工作辊道在生产过程中出现的问题做了详细的分析,确定其改造方案,介绍具体的改造方法,经过实践证明,小改动带来大效益.%The article analyzes the problems in production process of 2000KW rough rolling front mill table in rolling mill of Hebei Jinxi Iron&Steel Group Co., Ltd., to determine its transformation plan. It describes the specific methods of the transformation. It is proved that big benefits are brought with small changes.
【总页数】2页(P27-28)
【作者】冯妍;赵永保
【作者单位】河北津西钢铁集团股份有限公司,迁西064302;河北津西钢铁集团股份有限公司,迁西064302
【正文语种】中文
【中图分类】TH16
【相关文献】
1.四辊轧机机后阶梯辊道电机控制柜改造 [J], 邓勇;吴长才
2.剪前辊道摩擦辊的改造 [J],
3.三辊初轧机机后辊道的改造和应用效果——阶梯变速组合式辊道的探讨 [J], 沈冠仁
4.莱钢特钢机前辊道的技术改造 [J], 司长雷; 吴凤川; 张功
5.卷取机前热输出辊道的改造 [J], 武锦恒;孙唤平
因版权原因,仅展示原文概要,查看原文内容请购买。
热轧窄带钢收集区域辊道传动的应用
摘要:本文介绍了唐银钢铁有限公司热轧窄带钢的生产情况。
链板传动设备是成品带钢收集区域最常用的设备,带钢卷取成型后,送往打包机处包装,中间的这段运输一般采用三段链板运输的方式。
由于链板传动方式固有的一些问题,使得其在实际应用中故障率较高,维护量较大,备件消耗快,增高了轧制成本。
改造为辊道传动方式后,完全解决了上述问题。
辊道传动在热轧窄带钢收集区域的应用可为其他生产线改造提供参考。
关键词:热轧窄带钢链板传动辊道传动轧制成本1概述热轧窄带钢生产中,自精轧机出口以后的运输设备,大多数采用运输链板传动方式,链板表面平滑,与带钢接触面积大,适合在卷取成钢卷前的运输。
但是链板在传动过程中,受到链轮带动链条运转时,产生的周期性冲击力作用,固定链板的螺栓容易松动,链节也容易被拉长,严重时会将整条运输链扯断。
同时由于链轮是在钢轨上作圆周运行,运转到平台面以下的链条工作在有大量氧化铁和冷却水的环境中,传动部位的润滑油脂会被析出,氧化铁侵入轴承后,轴承易损坏,因此链板传动故障率较高,工人维护量大,备件消耗快。
针对实际生产中出现的问题,可改用密集辊道集中传动的运输方式。
带钢成卷以后,钢卷密实集中,不用再担心较薄的钢片钻入辊道之间的孔隙中。
密集辊道集中传动方式不存在链轮传动时周期性冲击力作用,传动变得平稳可靠,故障率明显降低。
传动部件所处工作面较高,特别是轴承脱离了冷却水的环境,定期向轴承箱中加油,润滑条件就可以得到保证。
平台面氧化铁相对较少,各传动部位不会被油污和氧化铁的混合物阻塞。
辊道传动形式,完全解决了原有传动方式的缺陷。
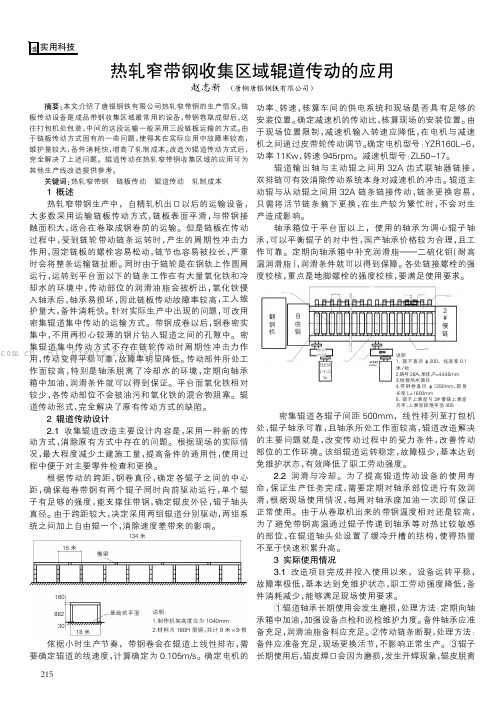
2辊道传动设计2.1收集辊道改造主要设计内容是,采用一种新的传动方式,消除原有方式中存在的问题。
根据现场的实际情况,最大程度减少土建施工量,提高备件的通用性,使用过程中便于对主要零件检查和更换。
根据传动的跨距,钢卷直径,确定各辊子之间的中心距,确保每卷带钢有两个辊子同时向前驱动运行,单个辊子有足够的强度,能支撑住带钢,确定辊皮外径,辊子轴头直径。
机前机后辊道速度控制改造

粗轧机前机后辊道速度控制改造(山东泰钢集团热轧部尚军生侯立国)摘要:本文主要介绍机前机后辊道控制原理、现状、程序修改及改造效果。
关键词:速度;空转;电能1、前言:泰钢950中宽带轧线粗轧机前机后辊道控制采用直流母线供电方式,由整流回馈单元向直流母线供电,由直流母线带多台逆变器的供电方式,采用回馈单元可以把直流母线上的多余能量逆变为交流电回馈到电网。
粗轧机前机后共有九段辊道,机前五组辊道和机后四组辊道,正常轧钢的时候机前、机后九段辊道速度跟随粗轧R1速度。
1、3、5道次时机前辊道速度滞后于R1速度,机后辊道超前R1速度;2、4道次时机前辊道速度超前于R1速度,机后辊道滞后R1速度,也可单独运转。
2、现状:通过观察发现在轧制第一、二道次时,机前5段、4段、3段,机后3段、4段辊道处于空转状态;在轧制第三道次时,机前5段、4段、3段,机后4段辊道处于空转状态;在轧制第四道次时,机前5段、机后4段辊道处于空转状态;在轧制第五道次时,机前5段辊道处于空转状态,存在浪费电能现象。
3、实施方案首先对机前辊道第五段辊道速度控制程序进行修改,如下:PLC3 FC142Network 9 机前辊道5速度清零(原程序)(备注:M1661.3 :工作使能I105.2:快停I100.3:自动MW1664:0速度给定M676.0:1道次M676.1:2道次M676.2:3道次M676.3:4道次M676.4:5道次)观察机前第五段辊道改造效果,在轧制1、2、3、4、5道次时,机前第五段辊道不转,达到预期效果。
根据改造效果依次对机前3段、4段,机后辊道1、2、3、4段速度控制程序进行修改如下:Network 13 机前辊道4速度清零(原程序)Network 17 机前辊道3速度清零(原程序)Network 17 机前辊道3速度清零(新程序)用同样的方法又对机后辊道3段、4段速度控制程序进行了修改,通过运转,均达到了预期效果。
RT17辊道改造与实践
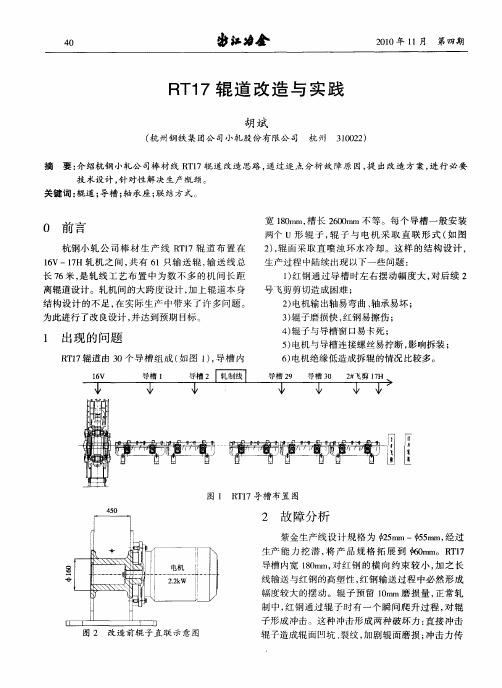
子形成 冲击 。这种 冲击形成 两 种破 坏力 : 直接 冲击
图 2 改造 前 辊 子 直 联 示 意 图
辊 子造成 辊 面凹坑 、 纹 , 剧辊 面磨 损 ; 裂 加 冲击 力传
21 0 0年 1 月 第 四期 1
电机 。轴 承 座 辊 子 侧 选用 N K 1 承 , S 22轴 选用 机 械
式 迷宫 密封 。电机 侧选 用 N K 2 2 承 , S 61 决 方 案
根据 改造 要 求 , 过 系 统 设 计 , 出 以下 解 决 通 提
方案。 3 1 导 槽 改形设 计 . 导槽 有效 宽度 由原 来 的 10 m缩 小为 10 m。 8m 2m 装辊 窗 口与 辊 缘 的 单 边 间隙 加 大 至 5 m。导 槽 底 m
技 术设计 , 针对性 解 决生产瓶 颈 。
关键 词 : 辊道 ; 导槽 ; 轴承座 ; 结方式 。 联
U 日 } J舌
宽 10 m, 长 20 m 8m 槽 60 m不 等 。每 个 导槽 一般 安 装
两个 u 形 辊 子 , 子 与 电机 采 取 直 联 形 式 ( 图 辊 如
轴承座的润滑 : 选用集 中供油间歇式油气润滑。 通过增 加 轴 承座 , 到 了抗 弯 、 起 隔热 、 水 、 防 运 转平 稳 的作用 。 3. 改进轴 承座 与导 槽连 接方 式 4
导槽上 的联 接 接头 ( 图 5 件 2 , 如 , ) 由螺 纹 连 接
方式 改成 T型槽 插 入式 。装 配 时 , 螺 栓六 角 头卡 将 入联结 接 头 , 联 接 轴 承 法 兰 。 以前 用 螺 纹 直 连 , 再 高温 环境 下经 常发 生螺 栓 卡死拧 断 现 象 , 装 费 时 拆 费 力 。T型 槽插 入式 接头 明显 提高拆 装 效率 。
热轧窄带钢粗轧机轧辊的断裂及预防

热轧窄带钢粗轧机轧辊的断裂及预防摘要:根据我厂热轧窄带钢粗轧机组轧辊的使用情况,分析了轧辊断裂的主要原因,并提出了相应的预防措施。
关键词:热轧窄带钢轧机;断裂;预防措施1.前言莱钢轧钢厂500mm热带是一条全连续热轧窄带钢生产线,具有轧机精度高、检测系统完善等特点。
整条生产线共有十六架轧机,分粗轧机组和精轧粗轧两部分,粗轧部分由八架轧机组成,布置形式为立、平、立、平、平、立、平、平;精轧部分由八架轧机组成,布置形式为立、平、平、平、平、平、平、平。
粗轧机组轧机较多,因此轧辊消耗较大,同时为了提高轧机的生产率,已进行了大量的尝试来改善设备性能和轧制工艺,特别对粗轧机轧辊的断裂做了许多有益的研究,但是轧制条件变得愈加苛刻,并且随着产量的不断增加,轧辊断裂现象还时有发生,不但造成经济上的直接损失,还由于断辊停产,减少了产量,增加了热轧废品,增加了能源消耗,因而增加了总成本。
据不完全统计,仅粗轧辊断裂年损失约40万元,停产时间约17 万元,利润约30万元,综合经济损失年平均约87万元,约占总成本的0.54% 。
因此研究轧辊断裂的原因,并采取有效的预防措施,对降低成本,提高经济效益有非常重要的意义。
本文根据实际综合情况做了具体研究并采取了相应的预防措施。
2.轧辊断裂的原因轧辊是轧机的重要组成部分,热轧时轧辊承受各种载荷及在复杂的条件下工作,如果再加上操作不当往往会造成轧辊断裂。
断辊的原因很多,下面从轧辊断裂的部位来具体分析。
2.1.在轧辊辊身处断裂从断裂现象看断裂部位绝大多数在辊环处,断裂截面为不规则的斜面或垂直截面。
断辊原因有以下几个方面:2.1.1.轧辊质量(1)粗轧平辊机组为二辊轧机,工作辊与高温板坯直接接触,并承受各种载荷,因此要有良好的耐热性,如果轧辊辊身硬度随轧辊温度升高而降低的幅度较大时,说明轧辊的耐热性较差,将严重影响轧辊的整体性能。
(2)从轧制条件看要求轧辊还应具有良好的耐磨性和适当的硬度和强度。
650 mm 热轧窄带钢生产线设备改造

650 mm 热轧窄带钢生产线设备改造金莉【摘要】Technical innovation of shear zone, laminar flow cooling zone, downcoiler zone for the 650 mm hot roll-ing narrow strip production line reconstruction project at home has been described.Meanwhile advantages of rotary drum shear, laminar flow cooling device set behind of finish mill and horizontal full hydraulic four roll roller coiler in-stead of conventional narrow strip vertical coiler have also been illustrated.%介绍国内某650 mm 热轧窄带钢生产线改造项目上的飞剪区、层流冷却区、地下卷取机区机械设备的技术改造。
阐述了采用转鼓式飞剪、精轧机后设置层流冷却装置、由卧式全液压四助卷辊卷取机取代传统窄带钢立式卷取机的优越性。
【期刊名称】《中国重型装备》【年(卷),期】2014(000)004【总页数】4页(P16-18,33)【关键词】热轧窄带钢生产线;层流冷却;卧式全液压四助卷辊卷取机;立式卷取机【作者】金莉【作者单位】二重集团德阳重型装备股份有限公司重型机械设计研究院,四川610000【正文语种】中文【中图分类】TG333.7+1国内某650 mm热轧窄带钢生产线是2002年设计制造,2003年投产。
投产后产品存在厚度及宽度同条差超差、头尾失宽,板形差,生产线不能有效控制终轧温度、卷取温度等问题,造成产品氧化铁皮严重,不能生产品种钢。
棒材厂二作业区中轧机前输送辊道的改造
g n r ic v rdwh c d h olrb df i r p e r dfe u n l,n olr n i c - o n ce a gwe eds o ee , ih ma eter l e al ea p ae q e t a d rlesa d dr t c n e td e u r y e rd c rotn weed ma e ,n t e a h i tdc n i o f rd cinByrd sg i gtef e d f e u e f r a g da di b c met el e o d t n o o u t . e e inn x d mo eo e mi i p o h i drc- o n ce e u e t o pigmo eo d c r n olr, h o ean w tp fdrc- o n ce , e i t c n e tdr d c r, c u l d fr u e dr l st c o s e y eo ie t c n e tdt e he n e a e o h
吨/ 。产量的大 幅度增加 ,使设备处于高负荷的运行 年
1 概 述
昆钢棒线 厂第二作业 区 ,原是一个专 门负责开坯 的初轧厂。19 年,为适应昆钢的发展和市场的需求 , 99 公司决定将原6 0 5 生产线改造成一条半连轧的棒材生产
线 ,原设计 的生 产能 力为4 万 吨/ 。 5 年 6 0 产线 的工 艺流 程 :原 料一 加 热 炉一 炉 前 辊道 5生
布 局如 图 l 所示 。
一初轧机一链式拉钢机一 中轧机机前输送辊道一 l 号飞
剪一中轧机一2 号飞剪一精轧机一3 号飞剪一冷床一定尺
剪切一成品包装一入库。 19 年9 9 9 月改造成功 ,投产后市场形势非常好 ,为 了满足市场需求 ,不断提高产量 , ̄2 o 年达到7 万 Jo 6 2
热轧窄带钢车间粗轧改造工艺方案探讨

e I CP C 2 L
G Y
一
…
} j 、 ]
一 … … 一 一
{ /
一
毒岛 一 莲专 一
逆 方 案
圈 3 氧 化 铁 皮 易 去 除 时 的 粗 耗 万 能 可 逆 方 案
图 4 生产 塑性 较 羞 的特 殊 钢 时 的 粗轧 万 能可
轧 万 能 可 逆 方 案
考 虑 咬 入 问 题 ( 料 重 量 受 限 , 轧 后 其 坯 立
长 度 不 够 , 轧 不 起 帮 助 咬 入 ) 氧 化 铁 皮清 立 和 除 难 度 问 题 时 , 述 方 案 有 以 下 几 种 演 化 方 上 案 , 图 2和 图 3 见 。 图 1所 示 的 方 案 中 利 用 立 轧 机 CL辅 助
2 2 连 续 布 置 方 案 .
在 老 车 间 改造 时 , 常 受 场 地 限制 , 备 经 设
市置 不 下 , 同时 要 求 进 _步提 高 年 产 量 , 时 此
粗 轧 可 以 考 虑 连 续 布 置 方 式 , 基 本 布置 方 其
案 见 图 5所 示 。
C. P3 4 C3 L C 5 OP P 6
粗 轧 机 组 出一 架 立 辊 轧 机 和 一架 二辊
辊 轧 机 组 成 , 逆 轧 翩 5 7个 平 轧 道 次 , ~ 奇
图 2 咬 入 有 困 难 且 氧 化 铁 皮 不 易 去 除 时 的 粗
数 道 次 立 轧 机 与 平 轧 机 形 成 连 轧 关 系 其 基
本 布 置 方 案 见 图 l 。
■ 一
,
0
i
f : ;
莱钢620mm带钢炉区辊道润滑系统改造

图 1
1 系统工作原理。控制系统可进行 自动、手动操作手动运行时 , ) ( 下转第 1 页 ) 2 4
l 2 4
应 用科 学
2辜7 科0第期 L 0年 霸 1 蔫结
浅谈奶牛养殖常规 管理措施
冯 艳
( 龙江县头站 乡畜牧 站,黑龙 江齐齐哈尔 1 10 6 1 0)
点的运行状态 , 如有故障及时报警 , 且能准确判断出故障点所在 , 便于操 作人ห้องสมุดไป่ตู้的维护与维修。操作员可根据设备各 的润滑要求 ,通过触摸屏远 程调整供油参数,以适应润滑点 的不同润滑要求。
11 集中润滑系统主要部件结构性能及说明 . 1 )主控设备作为润滑系统的指挥 中心 ,其主要 功能 : 控制油站启 停、控制电磁给油器的运行 、现场信息收集、监控每一个润滑点的润滑 状态 、调节和显示循环时间 、调整每一个润滑点供油量 、故障报警和 与 厂内主机联锁。 2 )基本配置 。A 一提供直流 2 4V、交流5H 2 2 0V、 3 80V 0 z
1 方 案及技 术要 求
通过对设备现状 的认真分析和论证 , 我们需要对新的润滑设备研究 与应用 , 要求润滑设备的工作效率 和利用效率高,能在线润滑 ,占 面 地 积小 ,集成化 自 动化程度高且适应性强功能丰富稳定性好 。实现轴承润 滑自 动化 , 能替代人工打油 ,润滑质量稳定可靠 ,延长轴承使用寿命 , 降低成本,降低工人劳动强度。 预新上 R - 00 H 30 型智能集 中润滑系统 , 其突出优点是改变了以往以 单线或双线为主的传统润滑方式,采用微电脑技术与可编程控制器相结合
1 1 4
应用科学
科 幸7 2O囊霸 0年 1 第期
莱钢6 0 2 mm带钢炉区辊道润滑系统改造
窄带轧钢生产工艺

窄带轧钢生产工艺
窄带轧钢生产工艺主要包括以下步骤:
1. 钢锭预处理:钢锭存在缺陷和表面缺陷,需要清除表面氧化铁皮和检查内部缺陷。
2. 钢带准备:包括矫直、酸洗、边缘检查和钻孔等步骤。
3. 热轧钢带:根据所需宽度调整轧机进行热轧。
4. 冷轧钢带:采用四辊轧机进行连续冷轧,达到规定厚度并准备后续精整和分卷。
5. 精整和分卷:钢带加工成规定尺寸,然后进行侧剪、打捆、包装。
最后进行产品分类,一般有三类产品:标准钢卷、非标准钢卷和特殊钢卷。
6. 钢板切割:轧制完成后,钢板由激光切割机按要求进行切割。
7. 成材工序:将窄带钢产品成材为成品钢带,以满足生产需求。
此外,在生产过程中需要注意温度控制,轧机调整也很重要。
同时,根据原料和生产条件的不同,生产工艺可能存在差异。
如有需要,请咨询相关技术人员或生产线负责人。
轧管机后台升降辊道改造

黑龙江建龙钢铁有限公 司无缝钢管厂 , 轧机后台的升降辊道频 繁抱死 , 维修 十分困难 , 严重影响了生产的进行 。 2现 状 分析 2 . 1从改造前辊子装配 的图纸 中可 以看 出轴承装 配位 置不合 理, 从 轧 管机 出来 的 荒管 有 1 0 0 0  ̄ C 左右 , 由于 钢 的导 热 比较 快 , 经 常 造 成 轴承 腔 内润 滑脂 干 涸 。 2 . 2结 构 复 杂 , 拆、 装 困难 。 2 _ 3环境恶劣 , 轴承没有冷却水冷却。 3改 造 措施 3 . 1改变 轴 承 装配 位 置 把轴 承从辊子 内移到外面 , 避免轴承和辊子直座
科 技 创 新
2 0 1 3 年 第3 2 期l 科技创新与应用
轧 管机 后 台升 降辊 道改造
暴 立 军
( 黑龙江建龙钢铁有 限公 司轧钢厂 黑龙 江 双鸭山 1 5 5 1 2 6 )
摘 要: 针 对 轧 管机 后 台升 降 辊道 轴 承 频繁 抱 死 和 维修 困难 的 问题 , 采取 了改 变轴 承 在辊 子 装 配 中的位 置 和 简化 装 配 形 式 、 设计 水 冷轴 承座 、 增加 冷 却 水 等措 施 , 改 造后 消除 了辊 道 上 述故 障 , 取得 了非 常好 的效 果 。 关 键词 : 轴 承抱 死 ; 水冷 轴 承座 ; 简化 装 配
一
( 3 ) 电 台变 频 实 时检 测 法 : 在 测 区 内建 立 两个 以上 基 准 站 , 每 个 基准站采用不同的频率发送改正数据 , 流动站用变频开关选择性地 分别接收每个基准站的改正数据从而得到两个 以上解算结果 , 比较 这些结果就可判断其质量高低。 总 之 ,在 科 学技 术 高 速 发展 的今 天 , G P S测量 技 术 给 现代 矿 山 测 量 带来 了极 大 的变 化 , R T K 的出现 为 矿 山工 程放 样 、 地形 测 图 , 各 种控制测量带来 了新 曙光 , 不仅精度高 , 而且使用方便 , 节约成本 , 但 是 也 有其 缺 点 需 要 改善 ,随着 其 技 术 的不 断 进 步 , G P S技术 将 不 断完 善 , 其 在矿 山测 量 中将 发 挥 更重 要 的作 用 。
3000t热矫直机辊系更换的优化与改造

c a g a e mp o e h n e h s b n i r v d,a d rl s tc a g i a e n sg i c t e u e . e n l e h et o n me h s b e i nf a l rd c d in y
Ke wo ds Rols tc ng Rols tp sto i g,Ro e h n e tme y r l e ha e, l e o iin n l s tc a g i
L u Ho g he g a d Zh n i i n s n n a g Hu
( ia rna dSel r pC r . J n I n te G o op ) n o u
Ab ta t T e a t l a ay e h u r n i ain o ol e h n e i r e o f d o tte f cos ifu n ig sr c h r ce n l z s te c re t t t frl s tc a g n od rt n u h a t r nl e cn i su o i
te efce c frl e ha e. By s se aial pi zn h ol s tc a g s q e c h f in y o ols tc ng i y tm tc ly o t mii g t e r l e h n e e u n e,te e ce c fr l e h f in y o l s t i o
第 l 第 6期 6卷
21 0 0年 1 2月
宽 厚 板
WI DE AND HEAVY PLATE
Vo . 6. . 1 1 No 6 De e e 201 c mb r 0
30 0t 矫 直 机 辊 系 更 换 的 优 化 与 改 造 0 热
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1辊 系改造前状况
精轧机组是生产线主要工艺生产设备 , 采用二 立 六 平 连 续 轧 制 工 艺 。平 辊 轧 机 均 为 刚 性 较 好 的 四辊 轧机 。其辊 系配 置 为 图示 1 。
1 . 1轧机 窜辊 现 象严 重
轧 机 窜 辊 危 害极 大 , 直 接 导 致 轧 机 失稳 , 产 品
9 8 %、 各 种消耗跻身行业 先进起 到了关 键性作用 。 目前该生产线生产 、 设备 以及经济技术指标稳定 , 市场 产 品用 户评 测满 意度 好 。
撑辊平衡梁在液压缸作用下提升上支撑辊 , 同时带 动工作辊提升装 置逐 渐接触并 提升整个工 作辊辊 系( 工作辊平衡缸柱塞缩 回状态) , 当工作辊辊系完 全 同上 、 下支撑辊脱离后 , 使用位于机架 内侧的液 压 缸 同 外 侧 的 换 辊 小 车 协 调 配 合 完 成 工 作 辊 更 换 。支撑辊 的更换则在拆 除工 作辊后利用换 辊支 架 进行 。 该 辊 系 理论 上 能 够 满 足需 要 , 但 在 生 产实 践 中 发现诸 多稳 定及难 以控制 的问题 , 主要 有 以下 方
力而 导致 窜辊 。
工作 辊通 过平衡 缸柱塞 作用分 别接触 上 、 下 支撑 辊; 压下螺丝工作 , 保证轧件通过该机架时的 s o ( 辊 缝) ; 此 时 工 作 辊 提 升 装 置 脱 离下 工 作 辊 轴 承 座 处 于 自由状态 , 整个辊系具备正常生产条件。 当轧 辊磨损更换轧辊 时 , 抬起压下 螺丝 , 上支
图 1 改 造前 轧 机辊 系装 配 图 上 支 撑 辊 由平 衡 梁 在 液 压缸 作 用 下 实 现平 衡 ;
2 辊 系 改造 思 路
理论上讲 , 轧机窜辊虽然复 杂 , 但基本上都认 为 和 轧 机 辊 系 中各 轧 辊 中心 线 的相 互 交 叉 以 及 轧 辊安装水平度有关 。这种交叉使得轧辊 中心线相 互失 去 平行 , 在 轧件 进 入 轧 机 时产 生 较 大 的轴 向分
窄带钢轧机之辊系改造
李俊峰
( 攀钢集团西 昌新钢业有限公司 , 四川 西昌 6 1 5 0 1 2 )
【 摘 要】 西昌新钢业公 司窄带钢 生产线设计 产量 最 多时小于 1 5 万吨/ 年, 经过
笔者主持持 续改造的二年后 , 实际产量 不断增加 , 最高达 6 7万吨/ 年, 成材 率和 产品质量也 大幅提 高。本 文主要介 绍 了窄带钢
收稿 日期 : 2 0 1 3 — 0 6 — 0 6 作者简 介 : 李俊峰 ( 1 9 6 9 一 ) , 男, 轧钢 工程师 , 研 究方向 : 轧钢工 艺研 究。
西昌学院学报 ・ 自然科学版
第2 7 卷
安 装 水 平 度 容 易 解决 , 而轧 机 辊 系 的交 叉 , 难
改造 后 辊 系配 置 如 图 2 。 图 中 可 以看 出 , 上 支 撑 辊 由平衡 梁在 液 压 缸作 用 下实 现平 衡 ; 上 T作 辊
第2 7 卷 第3 期
2 0 1 3 年 9月
西昌学院学报 ・ 自然科 学版
J o u r n a l o f Xi e h a n g C o l l e g e・ Na t u r a l S c i e n c e Ed i t i o n
V0 1 . 2 7. N0 3 S e p . , 2 0 1 3
生产线改造 的一个重要 关健部 分 一窄带钢 轧机之辊 系改造 , 目前 此项 关健技术 已扩散运 用到许 多轧钢厂 家, 并为生产大型轧
钢 设 备 的 重 型 机 械 设计 生 产 单 位 作 为 重 要 技 术 和 规 范 。
【 关键词 】 窄带钢 生产线 ; 轧机辊 系改造
.
【 中图分类号1 T G 3 3 3 【 文献标识码】 A 【 文章编号 】 1 6 7 3 — 1 8 9 1 ( 2 0 1 3 ) 0 3 — 0 0 2 9 — 0 3
于控制 。交叉来源在 于工作辊与支撑辊 中心线之 问为保证稳定 而设置 的偏移值 e , 它不可避免造成 工作辊轴承座与平衡缸之间冲击载荷的存在 , 同时 又通过平衡缸传递 与轧 机牌坊 。长时 间的交叉负 荷, 平衡缸体 与轧机牌坊 、 与工作辊轴 承座 间多个 接触 平 面 产生 严 重 的不 均 匀变 形 和磨 损 , 继 而形 成 辊系的交叉 , 交叉情形极其复杂 , 修 复困难 , 问隙掌 握难度大。另外 , 由 于空 间 限制 , 工作 辊 轴 承座 设 计较为薄弱 , 受 此冲击轴 承座变形成为常态 , 影 响 轴承的正常使用 , 损坏在所难免。 冲 击 载荷 是 轧钢 轧 制过 程 中主要 特 点 , 改 善辊 系 中轧辊交叉 , 尽可能地 降低磨损和变形 , 必须考 虑改善辊 系与机架间多层次的冲击载荷传递 , 减少 接触环节 , 故 考 虑 取 消工 作辊 平 衡 缸 , 采 用 弹 性 阻 尼体平衡上工作辊 。该阻尼体特性较好 , 一定范 围 内受 压 缩 时 支 反 力 变 化 不 大 , 弹性 恢 复 好 , 适 用 于 工 作辊 平衡 。 轧 机 轴 承 损 坏 源 于 轴 承 座 在 载 荷 状 态 下 变 形 所致 。考虑加大轴承座强度 , 使其能够承担较大 的 交 变 载荷 而不 变形 。通 过取 消 平衡 缸 , 正 好 留出轴
质量失控 , 设备受害 , 尤其对平衡缸密封损坏极大 , 维护 时间增加 , 影响生产组织 , 大大制约 了生产规 模和技术经济指标的提高 。 1 . 2轧辊 烧套 工 作 辊 轴 承 寿命 低 , 使用 很短时间 、 有 时 刚 上 机 座便 被 损 坏 , 再 利用 率 较 低 。 由此 带来 大 量 的无 效 劳 动 和轴 承 的 浪 费 , 轴承消耗达到 每吨 1 5 元 左 右。 1 . 3换 辊效 率低 下 换辊 繁琐 , 液 压装 置涉 及机架 上下及 内外 两 侧, 液压缸达 7 件套 。换 辊机构构件多 , 除故 障高 外, 正常换 辊操作一般需要 5 0 — 6 0 分钟/ 套工作辊 , 更换支撑辊一般需要 7 0 ~ 8 0 分钟。换辊的低效率大 大 消耗 了有 效生 产时 间 。
前 言
西 昌新 钢 业 公 司 窄带 钢 生 产 线 建成 投 产 后 , 生 产 状 态 不佳 , 年生产能力仅 2 0 万 吨, 且各 种 消耗 均 处 同行 业 之 下 。为扭 转 激 烈竞 争 之 不 利局 面 , 针对 生 产 线 工 艺 设 备 进 行 了大 范 围 自主 改 造 。其 中精 轧 机 辊 系 改 造 取 得 了 良好 效 果 。为 改 造 后 年 生 产 规模达到 6 0万 吨 、 成 材 率 由之 前 的 9 1 %跃 进 到