型腔高速加工环间移刀轨迹优化——Clothoid曲线
UG加工各参数详解(UG公司内部解释)
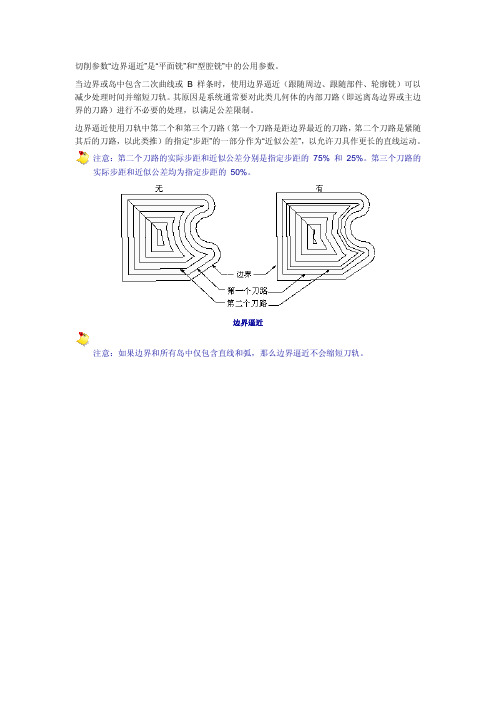
参考刀具部分中显示相应的状态:例如,参考刀具:无。单击: o 编辑可更改当前的参考刀具。 o 选择可以获得有关当前参考刀具的信息、选择现有的刀具或创建新的刀具作为 参考刀具。 o 显示可以查看所使用的参考刀具。
如果未打开启用基于层的 IPW 首选项,您将在生成刀轨时看到一条警告信息。选择否, 打开该首选项然后继续。如果所需的用于参考操作的基于层的 IPW 信息是在一个较早的 会话中生成并保存的,那么当前操作将使用已存储的 IPW。否则,您将得到一条出错消息,
提示您重新生成参考操作。
基于层的 IPW 适用于拐角和壁上的阶梯面。该选项并不考虑切削层模式中由相邻刀路留 下的毛坯。它忽略切削区域内的刀痕,并认为其已完全移除。
3. 在型腔铣操作中,转至空间范围部分(在切削参数对话框上),选择使用基于层的 IPW 选项。
参考刀具选择不可用。软件自动选择所有符合条件的型腔铣/深度加工操作作为参考操 作。
系统将对参考操作留下的毛坯进行计算,并将本次操作的刀轨限制在该体积之内。
注意:如果参考操作更改了,则软件将基于层的操作标记为过期。
• 必须选择一个直径大于当前操作所用刀具的刀具。 • 如果参考刀具的半径与部件拐角的半径之差很小,则所要去除的材料的厚度可能会
因过小而检测不到。您可以指定一个更小的加工公差,或选择一个更大的参考刀具, 以获得更佳效果。如果使用较小的加工公差,则软件将能够检测到更少量的剩余材 料,但这可能需要更长的处理时间。选择较大的参考刀具可能是上策。 重叠距离 重叠距离将待加工区域的宽度沿切面延伸指定的距离。 按照参考刀具的直径沿切面定义的区域宽度。只有当您为参考刀具指定了偏置时,重叠距离才可 用。
型腔高速铣削加工刀具轨迹优化研究

42深圳信息职业技术学院学报第6卷第6卷 第2期2008年6月深圳信息职业技术学院学报Journal of Shenzhen Institute of Information Technology Vol.6 No.2Jun. 2008[收稿日期] 2008-04-08[基金项目] 广东省十五科技计划重大项目(2003A1040307)[作者简介] 赵振宇(1974-),男(汉族),江西高安人,博士,讲师,E-mail :zhaozy@模具是工业生产的基础工艺装备,被称为“工业之母”。
在工业生产中,75%的粗加工工业产品零件、50%的精加工零件均由模具成型,绝大部分塑料制品也由模具成型。
作为国民经济的基础工业,模具涉及汽车、家电、电子、建材、塑料制品等各个行业,应用范围十分广泛。
现代模具行业是技术、资金密集型的行业。
近年来,随着科技的发展,我国模具行业结构调整步伐加快,主要表现为大型、精密、复杂、长寿命模具和模具标准件发展速度高于行业的总体发展速度。
模具——“效益放大器”,用模具加工产品大大提高了生产效率,而且还具有节约原材料、降低能耗和成本等特点。
在国外,模具被称为“金钥匙”、“进入富裕社会的原动力”等等。
据国外统计资料,模具可带动其相关产业的比例大约是1:100,即模具发展1亿元,可带动相关产业100亿元。
近几年来,我国模具总产值以每年13%的速度递增。
截至2006年底,中国模具制造业规模以上企业1314家,从业人员244155人;全年完成工业总产值555.61亿元,位列世界第三位,仅次于日本和美国。
当今世界正进行着新一轮的产业调整.一些模具制造逐渐向发展中国家转移,中国正成为世界模具大国。
作为模具制造的重要方法——高速铣削加工主要利用高速低负荷状态更快地切除材料,减小切削深度从而减轻切削力,减少切削过程中的振动和变形,高的金属切除率,工件表面质量好等特点。
集多轴数控,高速切削于一体的高速加工中心在模具型腔高速集成加工方面也显示出高效率、高精度、高光洁度的优越性,高速加工中心已成为模具制造企业标准配置设备之一,模具行业对高速加工中心的就用技术也提出越来越强烈的要求。
高速加工刀具工艺参数的优化

由图2b可见,与普通刀具相比,新型引导光整刀具切削出的表面微观轮廓顶峰和峰谷变化平缓,微观不平度减小。
对新型引导光整刀具的检测显示,切削1#材料15分钟后,刀具上未发现明显的磨损带;继续切削2#材料,在开始的12 5分钟里,引导光整面的长度b由原来的0 9m m扩展到1 0m m,高度b 由原来的0 4mm 扩展到0 5m m,在随后37 5分钟的切削过程中,未发现磨损带进一步扩大。
切削试验中,工件表面粗糙度值基本保持稳定,R a最大值未超过0 76 m。
5 结论(1)引导光整刀具是一种适用于切削SiC p/Al多相材料的新型刀具,能有效提高常规材料刀具的耐用度,降低工件表面粗糙度。
(2)新型刀具的光整作用可使已加工表面延展和拉伸,产生塑性流动;挤压作用可弥合表面微观裂纹,减轻应力集中现象,使表面呈残余压应力状态,从而提高零件抗疲劳强度。
(3)SiC p/Al材料的表面加工质量在很大程度上由引导光整面的高度和切削用量决定。
其高度应小于轮廓微观不平度的平均高度,以减小母体材料的受压弹形变形;其宽度应大于进给量f,以实现重叠连续光整,使已加工表面获得良好的尺寸精度和表面质量。
(4)对于不同粒度和体积分数的SiC p/Al材料,存在一个引导光整面优化值。
可根据材料粒度和体积分数的不同适当修整引导光整面的几何尺寸。
本文推荐的引导光整刀具几何尺寸较适合于切削中等粒度和体积分数的SiC p/Al材料,对于粒度和体积分数过大或过小的材料加工效果稍差。
(5)新型引导光整刀具的几何形状较适合直线加工,对于复杂曲面的加工则有其局限性。
参考文献1 郭景坤.多相材料 值得注意的材料研究的新趋向.世界科技研究与发展,2000,22(1)2 刘 政.国外铝基复合材料的开发与应用.轻合金加工技术,1994,22(1)3 隋贤栋.颗粒增强铸造铝基、锌铝基复合材料的组织、性能及界面微观结构.华南理工大学,19984 韩荣第.SiC晶须(颗粒)增强铝基复合材料切削机理研究切削变形和楔形积屑瘤.机械工程学报,1996,22(4) 5 N Kanetake et al.Analytical study on deformation behavior ofmetal matrix composites.Journal of M aterials Processing T ech-nology,1990(24):281~289编辑:陈 敏收稿日期:2000年12月高速加工刀具工艺参数的优化北京邮电大学自动化学院 周慧玲德国Darmstadt工业大学生产技术和机床研究所 孙 武 朱乐平摘 要:以几种典型模具材料的高速加工为例,介绍了德国Darmstadt工业大学PTW研究所对高速加工刀具工艺参数优化的研究成果。
丝束集束位置对涤纶POY_生产及产品质量的影响

设备与控制合成纤维工业,2023,46(5):78CHINA㊀SYNTHETIC㊀FIBER㊀INDUSTRY㊀㊀收稿日期:2023-03-20;修改稿收到日期:2023-08-15㊂作者简介:陈郭兰(1994 ),女,工程师,现从事涤纶长丝生产技术工作㊂E-mail:1625704384@㊂丝束集束位置对涤纶POY 生产及产品质量的影响陈郭兰,兰金良,潘子刚,潘国华(江苏桐昆恒欣新材料有限公司,江苏宿迁223800)摘㊀要:针对熔体直纺涤纶预取向丝(POY)装置生产278dtex /288f 品种时1#生产线较2#生产线产品优等率低的情况,从设备及工艺两方面对比分析其影响因素,重点探讨1#生产线丝束集束位置对生产及产品质量的影响,并进行相应的技术改进㊂结果表明:在其他设备和工艺参数相同的前提下,丝束在水平方向集束位置即喷丝板中心点至油嘴集束位置形成的角度不合适是1#生产线产品优等品率低于2#生产线的主要原因;将丝束集束位置形成角由原来的90ʎ调整为85ʎ,生产中断头次数减少56%,降等丝饼量减少83%,产品优等品率由原来的97.27%提升至98.46%,生产稳定;丝束集束位置形成角由90ʎ调整为85ʎ后,生产的278dtex /288f 涤纶POY 的断裂强度变异系数㊁断裂伸长率变异系数㊁条干不匀率㊁含油率变异系数均有较大幅度的降低,降幅分别为18.7%㊁20.1%㊁8.8%㊁51.7%,产品质量更加均匀稳定㊂关键词:聚对苯二甲酸乙二酯纤维㊀预取向丝㊀熔体直纺㊀丝束集束位置㊀优等率中图分类号:TQ342+.21㊀㊀文献标识码:B㊀㊀文章编号:1001-0041(2023)05-0078-04㊀㊀在高速纺丝中,初生纤维的单丝较细,对外界环境极为敏感[1],生产过程中的纺丝速度㊁冷却条件㊁丝束集束位置㊁卷绕张力等都会影响到纤维的生产工况及各项质量指标的均匀性㊂在熔体直纺涤纶预取向丝(POY)生产中,丝束集束位置是纺丝过程中的一个关键节点[2]㊂丝束集束位置的变化会影响纺丝张力的变化,纺丝张力过高会导致丝束的取向度大,诱导结晶,使丝条的凝固点距离喷丝板的距离缩短,引起丝条与导丝器摩擦损伤,产生毛丝[3-4];纺丝张力过低会导致丝饼卷装松软,在包装㊁运输过程及后道加工退绕过程中易产生 塌边 和 脱圈 ㊂丝束集束位置的变化有垂直和水平两个方向[5]㊂目前,有关丝束集束位置对涤纶POY 生产及产品质量的影响研究较多,主要是通过调整垂直方向的高度控制产品的生产稳定性和物理指标均匀性㊂多孔细旦丝单丝线密度小,比表面积大,纺丝张力大,且与空气摩擦较大,提高丝束集束位置可降低纤维与空气的摩擦[6],减少丝束摇晃[7];粗旦丝单丝线密度大,纤维冷却相对较慢,通过降低丝束集束位置可防止丝束未完全冷却而过早集束,从而影响生产及产品质量[8]㊂桐昆恒欣新材料有限公司在278dtex /288f熔体直纺涤纶POY 生产中,装置1#生产线与2#生产线相比,POY 产品断头较多,质量稳定性较差,成品优等品率较低㊂为了提高1#生产线POY产品的优等品率和物理指标均匀性,作者从设备及工艺两方面对比分析1#生产线与2#生产线产品优等品率的影响因素,重点探讨1#生产线丝束集束位置对生产及产品质量的影响,并进行相应的技术改进,取得了较好的效果,可为本行业在试验新品种时提供参考㊂1㊀熔体直纺涤纶POY 装置生产现状熔体直纺涤纶POY 生产工艺:特性黏数为(0.660ʃ0.010)dL /g 的聚酯熔体经熔体增压泵㊁冷却器后由四通阀输送至各条生产线,各条生产线的熔体分配管均匀地将熔体分配到纺丝箱体中,经过纺丝组件喷丝板高压挤出,再经环吹风冷却㊁油嘴集束上油㊁卷装成形,得到涤纶POY [9]㊂桐昆恒欣新材料有限公司熔体直纺涤纶POY 装置生产工艺流程见图1㊂装置1#生产线与2#生产线生产的产品品种相近,目前生产的涤纶POY 主要品种有135dtex /72f㊁178dtex /72f㊁180dtex /144f㊁225dtex /144f㊁278dtex /288f 等㊂其中,在278dtex /288f 涤纶POY 日常生产中发现,1#生产线产品优等品率为97.27%,2#生产线产品优等品率为98.08%;相比2#生产线,1#生产线生产中断头较多,产品质量指标稳定性较差,产品优等品率较低㊂图1㊀熔体直纺涤纶POY 生产工艺流程Fig.1㊀Process flow of polyester POY productionby melt direct spinning1 熔体增压泵;2 静态混合器;3 箱体;4 计量泵;5 纺丝风箱;6 油嘴;7 导丝钩;8 导丝盘;9 摩擦辊;10 卷装辊2㊀丝束集束位置对生产的影响2.1㊀设备及纺丝工艺参数对比对比1#㊁2#生产线的设备参数,熔体管道管径㊁纺丝箱体温度㊁喷丝板规格㊁油剂型号㊁油嘴型号㊁卷绕机等均相同㊂从表1可知,2条生产线的纺丝工艺参数无明显差异㊂因此,上述生产设备与纺丝工艺参数都不是1#生产线产品优等品率较低的主要原因㊂表1㊀1#与2#生产线纺丝工艺参数Tab.1㊀Spinning process parameters forproduction lines 1#and 2#项目参数1#生产线2#生产线箱体热媒温度/ħ292292组件初始压力/MPa 14~1614~16环吹风压力/Pa 3839环吹风温度/ħ2222环吹风相对湿度/%8585预网络压力/MPa 0.070.07卷绕速度/(m㊃min -1)25702560第一热辊速度/(m㊃min -1)25852575第二热辊速度/(m㊃min -1)25952585卷绕角/(ʎ)5.3~5.9 5.3~5.9卷绕张力/(cN㊃dtex -1)10~1311~142.2㊀丝束集束位置对比在278dtex /288f 涤纶POY 生产过程中,观察1#生产线各纺位运行状况,发现丝束在油嘴中出现跳动现象,丝路巡检发现单丝跳出油嘴现象较多,纺丝过程中飘丝较多,而2#生产线出现的这些现象较少㊂对比1#㊁2#生产线的丝路,发现1#生产线各纺位丝束在喷丝板中心线至油嘴集束位置形成的角度约为90ʎ,而2#生产线各纺位丝束在喷丝板中心线至油嘴集束位置形成的角度约为75ʎ,如图2所示㊂图2㊀1#与2#生产线丝束水平方向集束位置示意Fig.2㊀Schematic of horizontal collection position of towon production lines 1#and 2#1 喷丝板;2 丝束从喷丝板至油嘴连接中线;3 中线与油嘴形成角度;4 油嘴㊀㊀纺丝过程中,丝束所受的摩擦力越小,损伤越小,最终的产品质量越好㊂从各纺位的生产状况并结合图2可以看出,1#生产线各纺位的丝束由于在油嘴中有一部分单丝未贴合于油嘴出油孔位置,导致丝束在纺丝过程中受纺丝张力的影响出现单丝在油嘴中的跳动现象,尤其在丝饼满卷时产品在进行切换动作过程中,因卷绕机压辊及导丝盘速度的变化导致丝束张力随之变化,丝束的单根单丝或一部分单丝易从油嘴中跳出,在张力波动较大时,单丝断裂,最终导致丝束出现断裂飘丝㊁少油㊁断头的现象㊂2.3㊀丝束集束位置对纺丝张力的影响在纺丝过程中丝束经过纺丝-卷绕的各个节点时,丝束受张力变化的影响会产生运行不稳定现象㊂张力过大,丝束会出现抖动现象,尤其在卷绕机进行切换动作时,丝束抖动极其明显㊂在278dtex /288f 涤纶POY 生产过程中,对1#与2#生产线各纺位在正常生产和卷绕机进行切换过程中丝束的纺丝张力进行检测(使用张力检测仪于纺丝工段导丝钩下方10cm 处检测),检测发现:正常生产过程中,1#生产线纺丝张力变异系数为2.35%,2#生产线纺丝张力变异系数为0.93%,1#生产线张力波动幅度略大于2#生产线,这也是1#生产线丝束在油嘴中跳动现象较为明显的原因;在卷绕机进行切换动作过程中,丝束纺丝张力共发生5个阶段的变化,如表2所示,1#生产线纺丝张力变异系数为5.98%,2#生产线纺丝张力变异系数为2.40%,1#生产线纺丝张力波动幅度明显97第5期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀陈郭兰等.丝束集束位置对涤纶POY 生产及产品质量的影响大于2#生产线,显然,1#生产线纺丝张力的大幅波动导致丝束单丝极易跳出油嘴,因而产生飘丝㊁无油丝㊁少油丝及丝条断裂的现象㊂表2㊀1#与2#生产线切换过程纺丝张力的变化Tab.2㊀Change in spinning tension during switchingbetween production lines1#and2#变化阶段纺丝张力/(cN㊃dtex-1) 1#生产线2#生产线第1阶段5048第2阶段4847第3阶段4646第4阶段5449第5阶段5048㊀㊀综上所述,相比2#生产线,1#生产线产品优等品率较低的主要原因是丝束在水平方向集束位置即喷丝板中心点至油嘴集束位置形成的角度不合适,该角度对生产和产品质量有着较大的影响㊂3㊀改进措施及效果3.1㊀改进措施在生产278dtex/288f涤纶POY时,由于1#生产线各纺位丝束从喷丝板中心点至油嘴的连接中线与油嘴形成的角度大于90ʎ时,丝束有大部分单丝不能贴合于油嘴出油孔,导致油嘴喷油现象严重,丝束上油不均,在油嘴中跳动现象频繁;丝束从喷丝板中心点至油嘴的连接中线与油嘴形成的角度小于80ʎ时,正视方丝束边缘单丝接近风筒,后视方丝束边缘单丝离风筒较远,导致丝束冷却不均匀,影响最终产品质量㊂因此,针对1#生产线存在的上述问题,通过调整丝束在水平方向的集束位置,调节丝束从喷丝板中心点至油嘴的连接中线与油嘴形成的角度,选择3个角度即90ʎ㊁85ʎ㊁80ʎ进行试验,考察了不同角度对生产工况及产品质量的影响㊂3.2㊀改进效果3.2.1㊀生产工况在278dtex/288f涤纶POY生产过程中,1#生产线3种丝束集束位置对生产过程中的断头次数及降等丝饼量见表3㊂表3㊀3种丝束集束位置对生产工况的影响Tab.3㊀Effect of three tow collection positionson production conditions丝束集束位置形成角/(ʎ)断头/(次㊃位-1㊃d-1)降等丝饼量/(只㊃位-1㊃d-1) 90ʎ0.80 2.4085ʎ0.350.4080ʎ0.50 1.05㊀㊀从表3可知:丝束集束位置形成角为90ʎ时,断头次数和降等丝饼量最多,分别为0.80次/ (位㊃d)和2.40只/(位㊃d),其中废丝夹结与表面毛丝引起的降等占降等丝饼量的71%,其原因是形成角为90ʎ时,有接近二分之一的单丝未贴合于油嘴,纺丝张力波动幅度较大时,单丝跳动现象频繁,单丝断裂产生毛羽,导致油嘴㊁导丝钩有较多的挂毛现象,丝饼出现废丝夹结㊁表面毛丝等问题;丝束集束位置形成角为85ʎ时,断头次数和降等丝饼量最少,分别为0.35次/(位㊃d)和0.40只/(位㊃d),相比形成角为90ʎ时断头次数减少56%,降等丝饼量减少83%,其原因是虽有少量单丝未完全贴合于油嘴出油孔位置,但因该品种单丝根数多,单丝之间在生产过程中因高速卷绕速度而产生一定的相互牵引力,最终单丝在油嘴中跳动现象较少,跳出油嘴少;丝束集束位置形成角为80ʎ时,断头次数与降等丝饼量较丝束集束位置形成角为85ʎ时偏多,其原因是单丝根数多,比表面积大,单丝与油嘴出油孔完全贴合时,丝束与油嘴接触面积大,磨损较严重,单丝表面受损,丝饼里层易出现夹结㊁外观出现星点状毛羽现象㊂生产实际情况表明,调整1#生产线的丝束集束位置形成角由原来的90ʎ改为85ʎ,278 dtex/288f涤纶POY产品优等品率由原来的97.27%提升到98.46%,生产工况稳定㊂3.2.2㊀产品质量在278dtex/288f涤纶POY生产过程中,1#生产线3种丝束集束位置对产品质量的影响见表4㊂表4㊀3种丝束集束位置对产品质量的影响Tab.4㊀Effect of three tow collection positions on product quality丝束集束位置形成角/(ʎ)断裂强度/(cN㊃dtex-1)断裂强度变异系数/%断裂伸长率/%断裂伸长率变异系数/%条干不匀率/%含油率/%含油率变异系数/%90ʎ 2.44 2.78128.4 2.73 1.020.39 2.63 85ʎ 2.43 2.26128.9 2.180.930.380.38 80ʎ 2.42 3.01129.6 3.08 1.140.38 1.34 08㊀合㊀成㊀纤㊀维㊀工㊀业㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2023年第46卷㊀㊀从表4可知,当丝束集束位置形成角为85ʎ时,涤纶POY 的断裂强度变异系数㊁断裂伸长率变异系数㊁条干不匀率及含油率变异系数数均最低,相比形成角为90ʎ时均有较大幅度的下降,断裂强度变异系数降至2.26%(降幅18.7%),断裂伸长率变异系数降至2.18%(降幅20.1%),条干不匀率降至0.93%(降幅8.8%),含油率变异系数降至1.26%(降幅51.7%)㊂这表明丝束集束位置形成角为85ʎ时,生产的278dtex /288f 涤纶POY 产品质量稳定㊂综上所述,在1#生产线生产278dtex /288f 涤纶POY 过程中,调整丝束集束位置形成角为85ʎ时,纺丝张力波动幅度较小,断头次数及降等丝饼量少,产品各项物理指标的变异系数最低,产品生产工况和质量较为稳定㊂4㊀结论a.在278dtex /288f 涤纶POY 生产过程中,在其他设备和工艺参数相同的前提下,丝束在水平方向集束位置即喷丝板中心点至油嘴集束位置形成的角度不合适是1#生产线产品优等品率低于2#生产线的主要原因㊂b.将1#生产线丝束在水平方向的集束位置形成角由原来的90ʎ调整为85ʎ后生产278dtex /288f 涤纶POY,断头次数减少56%,降等丝饼量减少83%,优等品率由原来的97.27%提升至98.46%㊂c.丝束集束位置形成角由90ʎ调整为85ʎ后,生产的278dtex /288f 涤纶POY 的断裂强度变异系数㊁断裂伸长率变异系数㊁条干不匀率㊁含油率变异系数均有较大幅度的降低,产品质量更加均匀稳定㊂参㊀考㊀文㊀献[1]㊀张明成.锦纶6FDY 分纤母丝纺丝工艺对产品质量影响的探讨[J].纺织机械,2015(8):75-79.[2]㊀戚黎洲,杨银仙,张尚垛,等.熔体直纺扁平280dtex /288f涤纶预取向丝生产工艺探讨[J].合成纤维,2021,50(9):8-11.[3]㊀徐鑫灿,陈正义,崔利,等.368dtex /576f 多孔细旦预取向丝的工艺研发[J].合成纤维,2015,44(11):16-19.[4]㊀化琳.POY 135dtex /288f 环吹风生产工艺分析[J].河南科技,2021(9):41-43.[5]㊀徐进云,周存,黄华强.油剂对涤纶POY 条干不匀率的影响[J].合成纤维工业,2001,24(3):29-32.[6]㊀姚梦元.44dtex /144f 超细旦大有光涤纶FDY 的开发[J].合成纤维工业,2021,44(2):43-46.[7]㊀方红军.多孔细旦涤纶POY 条干不匀率的控制[J].合成纤维工业,2004,27(5):45-47.[8]㊀郭吉中,梅锋,徐春建,等.889dtex 超粗旦涤纶长丝的开发[J].化纤与纺织技术,2010,39(1):10-12.[9]㊀宋孝浜,杨靖宇,王春霞.熔体直纺55dtex /36f 异形涤纶FDY 的生产工艺[J].合成纤维工业,2012,35(4):68-70.Effect of tow collection position on production and product qualityof polyester POYCHEN Guolan,LAN Jinliang,PAN Zigang,PAN Guohua(Jiangsu Tongkun Hengxin New Materials Co.,Ltd.,Suqian 223800)Abstract :In response to the top-quality rate of production line 1#lower than that of production line 2#in the production of 278dtex /288f product on a melt direct spinning plant for polyester pre-oriented yarn (POY),the influential factors were comparedand analyzed from two aspects of equipment and process,the effect of the tow collection position of production line 1#on the pro-duction and product quality was emphatically discussed,and the corresponding technical improvements were conducted.The re-sults showed that the main reason for the top-quality rate of production line 1#lower than that of production line 2was the inappro-priate horizontal collection position of the tow,i.e.the angle between the center point of the spinneret and the collection positionof the nozzle,on the premise of the same other equipment and process parameters;the number of breaks and the amount of down-grade silk cakes were reduced by 56%and 83%,respectively,and the top-quality rate was raised from 97.27%to 98.46%un-der stable production when the angle of tow collection position was adjusted from 90ʎto 85ʎ;and the coefficient of variation in breaking strength and elongation at break,yarn unevenness and oil content variation coefficient of the produced 278dtex /288fpolyester POY were significantly decreased with reductions of 18.7%,20.1%,8.8%and 51.7%,respectively,indicating a more uniform and stable product quality,when the angle of tow collection position was adjusted from 90ʎto 85ʎ.Key words :polyethylene terephthalate fiber;pre-oriented yarn;melt direct spinning;tow collection position;top-quality rate18第5期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀陈郭兰等.丝束集束位置对涤纶POY 生产及产品质量的影响。
高频裁刀顶刀轮组件的参数化设计及动力学性能优化

转 速 为设 计 变量 n ag v1 。 由于裁 片 的几 何形 、 n — e) 轮( 状 非常 多样 , 特别是 对 于 N B U S曲线 形状 的轮廓 , 向 切
时 间 ( 轨迹 线 c )
图 2 振 动 曲 线
图 1 顶 刀轮 组件 ( 压盘 、 向转动 套 筒) 切
l— —1
Fgr T pk i h e asm l( l e , i e1 o n e el se by pa n u fw t
一
\
tne t l o t gs ee a gni - t i l v ) a ra n e
—
、
、
对顶 刀轮 组件 中的偏 心 轮 和 连杆 机 构 进 行 简化 , 即为 曲柄 滑块 机构 。在 A A / i D MS ve w中建立 简化 后 的 模型, 同时确保 一致 的质 量 和转 动 惯 量 。添 加 刚性 约
量
、
、
\
\ \ \
束 和柔性 约束 时 , 须把 约束放 在结 点上 , 必 这样 可 以实
裁 刀 的支撑 主要 由压 盘 和切 向转 动套 筒 提 供 , 如
图 1 示 , 用 A A S软 件 对 智 能 裁 割 装 置 裁 刀 机 所 利 D M
构 的顶 刀轮组 件进 行参 数化 设计 与动力 学性 能优 化 。
程 中发生 晃动 , 从而提高裁 割精度与 系统的稳定性 。
/
\
撑 主要 由压盘 和切 向转动套 筒 提供 。 由于 裁刀是 截 面
积 2 t i m 的细 长杆 , 裁 割 过程 中容 易 受 阻力 n ×7m o 在
由展成刀具确定被加工螺旋曲面廓形的点矢量二次包络法 -回复

由展成刀具确定被加工螺旋曲面廓形的点矢量二次包络法-回复展成刀具(也称为挤压成型刀具)是一种用于加工螺旋曲面轮廓的刀具。
它通过一系列的切削动作来逐步加工工件,最终形成所需的曲面形状。
这种加工方法被称为点矢量二次包络法。
在本文中,我们将详细介绍展成刀具确定被加工螺旋曲面轮廓形状的步骤和原理。
展成刀具的工作原理基于几何学中的点矢量法。
通过计算切割刀具的点矢量和被加工曲面的点矢量,并在刀具和曲面之间寻找一种几何关系,从而确定刀具的运动轨迹,以得到所需的螺旋曲面轮廓。
第一步是确定被加工曲面的几何特征和参数。
这些参数包括曲面的半径、曲率、圆心位置等。
可以通过测量或计算来确定这些参数。
第二步是确定展成刀具的几何特征和参数。
展成刀具通常由多个可调节的刀刃组成,每个刀刃都有特定的角度和位置。
通过调整刀刃的角度和位置,可以改变刀具的形状和轮廓。
第三步是计算刀具的点矢量。
点矢量是一个用于描述刀具形状和位置的矢量。
它由刀尖的位置和刀尖的方向组成。
通过几何计算,可以得到每个刀刃的点矢量。
第四步是计算被加工曲面的点矢量。
通过几何计算和曲面参数,可以得到曲面上每个点的点矢量。
第五步是寻找刀具点矢量和曲面点矢量之间的几何关系。
这个关系可以通过求解一些几何方程来得到。
其中一个常用的方法是最小二乘法,即通过最小化刀具点矢量和曲面点矢量之间的差异来确定刀具的运动轨迹。
第六步是根据刀具的运动轨迹进行切削操作。
根据步骤五得到的刀具运动轨迹,可以使刀具按照特定的路径进行切削,从而逐步加工出所需的螺旋曲面轮廓。
总之,展成刀具确定被加工螺旋曲面轮廓的点矢量二次包络法是一种基于点矢量和几何关系的加工方法。
通过计算刀具和曲面的点矢量,以及寻找它们之间的几何关系,可以确定刀具的运动轨迹,从而实现对螺旋曲面的加工。
这种方法具有高精度和高效率的优点,在制造业中得到广泛应用。
复杂曲面环形刀五轴加工的自适应刀轴矢量优化方法_张莹_概要

复杂曲面环形刀五轴加工的自适应刀轴矢量优化方法张莹张定华吴宝海李山罗明西北工业大学现代设计与集成制造技术教育部重点实验室, 西安,710072摘要:针对复杂曲面的环形刀五轴加工, 建立了二阶泰勒逼近下的加工带宽模型与刀轴倾角之间的函数关系。
通过分析函数变化规律, 基于刀具切削刃与被加工曲面的形状匹配原则自动计算满足局部可铣性充分条件的后跟角, 并以最大化加工带宽为目的优化侧偏角。
算例表明, 该算法能有效地缩短加工路径, 提高加工效率。
关键词:五轴加工; 环形刀; 加工带宽; 刀轴矢量优化中图分类号:TP391. 7文章编号:1004—132X (2008 08—0945—04A n Ad aptive Optimizing T ool O rientation M ethod for 5-axis T oroid al -end Milling of F ree -form Su rfaces Zhang Y ing Zhang Dinghua Wu Bao hai Li Shan L uo MingKey Laboratory of Contemporary Design and Integrated Manufact uring Technology , Education Ministry of China ,Nort hwestern PolytechnicalUniversity ,Xi ’an ,710072Abstract :This paper focused on t he 5-axis milling of f ree -form surfaces wit h t he toroidal -end cutter. First ,t he f unction between t he machined strip widt h based on second and t he tool orientation was const ructed and analyzed. Seco nd to he t hat t he cutting shape of t he cutter matches t he designed surface at t he angle which satisfied t he local millable condition was calculated he optimal tilt angle was determined by maximizing t he machined st t hat t he algorit hm presented herein is feasible and t he result s are efficiency.K ey w ords :five-axis ;machined st rip widt h ;optimal tool orienta 2tion收稿日期:2007—03—23基金项目:国防基础科研资助项目(K0504020512 ; 航空科学基金资助项目(05H530800引言复杂曲面广泛应用于航空、汽车、模具制造业等领域, 其相关数控加工技术的研究也受到越来越多的重视。
型腔高速铣削加工刀具轨迹优化研究

因此 ,如何 处理 型腔 高速铣 削加 工 中的高 质 、
值 556 [ ,位列 世界 第 位 ,仅 次于 日本 和 美 高速 、高效是当前需要解决的一个重要问题 。 5 .P L元
国。 当今 世界 正进 行 着新一 轮 的产业调 整. 一些模 具 制造逐 渐 向发展 中国家转 移 ,中 国正 成 为世 界模
摘 要 :本文详细 介绍 了型腔高速 铣削加工的常 见方法 指 出 了各 自方法的特 点,并 阐述 了当前型脏高速加工 中拐角
加工残余的产 生和去除 以及刀具轨迹优 化的策略。
关 键 词 :型 腔 ; 刀具 轨 迹 ; 高 速铣 削 中图 分 类 号 :T 5 G4 文 献标 识码 :A 文章 编 码 :1 7 — 3 2( 0 8) 2 0 4 — 6 2 6 3 2 0 0 — 0 2 0 6
模具 是工业 生产 的基 础工 艺装 备 ,被 称为 “ T 形 ,高 的金 属切 除率 ,工件 表面质 量好 等特 点 。集
业之 母 ” 。在工业 生 产 中 ,7 %的粗加 工 工业 产品 多轴数 控 ,高速切 削于一 体 的高速 加工 中心 在模具 5
零件 、5%的精 加工 零件 均 南模具 成 型 ,绝大部 分 型腔高速集成加工方面也显示出高效率 、 0 高精度 、
深度 从而 减轻切 削 力 ,减 少切 削过程 中的振 动 和变 刀位计算 ,并生成 加 T运动 轨迹 。 刀具 轨迹 的生 成
【 1 收稿 9期] 0 8 0 — 8 2 0 — 4 0 【 基金项 目] 广东省十五科技计划重大项 目 (0 3 0 0 0 ) 20 A14 3 7 【 作者简介] 赵振字 (9 4 ),男 ( 17 - 汉族 ),江西高安人,博士 ,讲师,E m i hoy zt! 1i - al az@si. n.3 :z i( o o
基于AKIMA插值的光学自由曲面刀具路径优化
2 O 1 7 年 第 1 期
基 于 AK I MA 插 值 的光 学 自 由 曲面 刀 具 路 径 优 化 术
徐 军龙① 蔡洪彬① 史 国权① ② 肖建 国③
( ①长春理工大学机 电工程学院, 吉林 长春 1 3 0 0 0 0 ; ② 中国科学院苏州生物医学X - 程技术研究所, 江苏 苏州 2 1 5 1 6 3 ; ③云南北方驰宏光电有限公司, 云南 昆明 6 5 0 0 0 0)
d e n t i  ̄t h e l o c u s o f t h e t o o l l o c u s .MA T L AB s i m u l a t i o n r e s u l t s s h o w t h a t t h e A K I M A i n t e po r l a t i o n me t h -
c o mp e n s a t e t h e pa t h o f t h e di a mo n d t o o l ’ S a r c r a d i u s wi t h AKI MA i n t e po r l a t i o n me t h o d,whi c h c a n i -
XU J u n l o n g ①
,
CAI Ho ng b i n① S HI Gu o q ua n①②
,
,
XI AO J i a n g u o ③
( (  ̄ ) C o l l e g e o f E l e c t r o — m e c h a n i c a l E n g i n e e r i n g , C h a n g c h u n U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o g y , C h a n g c h u n 1 3 0 0 0 0 , C H N ; @S u Z h o u I n s t i t u t e o f B i o m e d i c a l E n g i n e e r i n g a n d T e c h n o l o y, g C h i n e s e A c a d e m y o f S c i e n c e s , S u z h o u
基于SolidCAM的模具型腔HSM加工研究

基于SolidCAM的模具型腔HSM加工研究作者:常虹,黄丽来源:《科技创业月刊》 2017年第5期常虹,黄丽(武昌工学院湖北武汉430065)摘要:在分析模具制造现状的基础上,结合绿色制造的发展需求,提出将高速切削加工技术应用于模具制造,并以汽车配件模具型腔为例,采用SolidCAM软件对模具的高速切削加工方式展开研究。
关键词:SolidCAM;模具;HSM;绿色制造中图分类号:TG76文献标识码:Adoi:10.3969/j.issn.1665-2272.2017.05.043在现代工业生产中,模具是制造业重要的基础工艺装备,许多新产品的开发和生产都依赖于模具,大部分模具都是依靠特定的三维模具型腔使材料成型。
模具型腔一般尺寸精度和表面粗糙度要求较高,材料硬度较大,零件结构较复杂且多为单件小批量生产,造价昂贵,制造过程复杂,通常采用数控铣削、磨削、电火花等方式加工。
这种传统的模具加工方式制造周期长,工艺落后,生产效率较低,对生态环境造成的负面影响大,在现代制造业倡导绿色制造理念的背景下,难以满足时代的发展要求,因此,将绿色环保的先进制造技术应用于模具生产显得尤为重要。
HSM(high-speedmachining)即高速切削加工,是20世纪90年代迅速发展起来的先进加工技术,通常切削速度超过传统切削速度5~10倍,主轴转速一般在10000~20000r/min以上,进给速度一般在15~50m/min。
高速切削技术的应用可以解决高硬度模具材料的加工问题,适合表面质量高、精度高、形状复杂的模具加工,减少和避免使用加工效率低的电火花加工。
结合使用数控机床,采用数控高速复合加工,减少装夹的次数,避免重复定位产生的加工误差,表面加工精度可以达到1μm,在提高模具加工质量的同时,也提高了生产效率。
高速切削技术的应用简化了传统模具加工所采用的抛光工序,节约了70%左右的手工研磨工时,降低了30%左右的加工成本。
增材制造装备的成型精度分析考核试卷

4.增材制造在航空航天领域的应用优势包括减轻重量、复杂设计和高性能材料。挑战包括成型速度、成本和材料性能。解决方案包括技术改进、材料开发和工艺优化。
E.提高环境温度
9.在增材制造过程中,以下哪些因素可能导致成型件出现翘曲变形?()
A.材料的不均匀收缩
B.成型速度过快
C.激光束的聚焦位置不准确
D.环境温度的变化
E.成型件设计不合理
10.以下哪些因素会影响SLA技术的成型精度?()
A.感光树脂的类型
B.激光束的功率
C.扫描速度
D.层厚
E.环境湿度
11.增材制造中的后处理步骤可能包括以下哪些?()
4.关于PBF技术,以下哪项描述是正确的?()
A.使用粉末作为成型材料
B.成型过程中粉末不熔化
C.通常使用CO2激光器
D.成型速度较快,但精度较低
5.以下哪种材料常用于SLM技术中?()
A.硅胶
B.不锈钢粉末
C.塑料颗粒
D.纤维素
6.在增材制造装备中,提高成型精度的方法不包括以下哪一项?()
A.提高激光束的功率
13. D
14. D
15. C
16. B
17. B
18. A
19. C
20. A
二、多选题
1. ACDE
2. ABCDE
3. ABC
4. ABCE
5. ABC
6. ABC
7. AB
8. ABCD
9. ABCD
10. ABCDE
11. ABCDE
12. ACD
13. ABCDE
FDM工艺快速成型技术中均匀壁厚截面填充路径的优化_范丽荣

FDM工艺快速成型技术中均匀壁厚截面填充路径的优化范丽荣1,任2,曹一青1(11内蒙古科技大学机械工程学院,内蒙古包头014010)(21内蒙古科技大学工程训练中心,内蒙古包头014010)摘要:对FDM快速成型工艺的填充轨迹进行了分析,提出了在Z方向采用混合填充的算法:基于AutoCAD二次开发工具ObjectARX和VC++6.0开发平台实现平行线和轮廓线2种填充轨迹在Z方向混合填充。
该算法简单有效,可以应用于扩展或开发快速成型机中。
关键词:快速成型;均匀壁厚;轨迹优化;混合填充中图分类号:TP391文献标识码:A文章编号:1672-1616(2011)11-0039-0320世纪80年代中后期发展起来的快速成型(Rapid Prototy ping,简称RP)技术,又称快速原型制造技术,被认为是近20年制造技术领域的一次重大突破。
这是一种集CAD/CAM、CNC、激光及材料科学于一体的新型技术,基于离散/堆积的快速分层制造工艺,把CAD和原型制造集成起来,能直接从三维CAD模型生成产品原型,创造出大大缩短新产品设计和开发周期的并行工程环境[1]。
快速成型技术突破了传统加工中的成形法(如锻压、冲压、拉伸、铸造、注塑加工)和切削加工的工艺方法,其本质是用积分法制造三维实体。
依据计算机上构造的产品三维设计模型,在其高度Z 方向进行分层切片,得到各层截面的轮廓线,然后在快速成型设备上按照这些轮廓线,或者用激光束选择性地切割一层层的纸,或固化一层层的液态光敏树脂,或熔化塑料粉、金属基/陶瓷基粉来烧结一层层的粉末材料;或者用喷射源选择性地喷射一层层的粘结剂、热塑性材料等,从而形成各截面轮廓,并逐步叠加成三维产品[2]。
尽管可用多种工艺方法来实现,但各种方法的基本原理都是一样的,都是基于离散/堆积的成型思想。
然而在快速成型技术中,零件截面填充时,喷头或激光头要频繁地开关,电机要频繁启停,这就容易造成一定程度的过堆积/过烧或欠堆积/欠烧,影响成型精度和外观质量。
Clothoid曲线拟合及插补方法

Clothoid曲线拟合及插补方法
刘永超
【期刊名称】《机械设计》
【年(卷),期】2004(21)2
【摘要】为了提高自由曲线、曲面的加工性 ,在对自由曲线、曲面拟合方法研究的基础上 ,介绍一种曲率连续的自由曲线、曲面拟合法———Clothoid曲线法。
【总页数】3页(P54-55)
【关键词】自由曲线;拟合;Clothoid曲线;插补算法;数控加工
【作者】刘永超
【作者单位】南京师范大学数学与计算机科学学院
【正文语种】中文
【中图分类】TG659;TP301.6
【相关文献】
1.高速数控加工中NURBS曲线拟合及插补技术的研究 [J], 杨萍;杨明泰;张阳阳
2.基于单位弧长增量插补法的参数曲线电火花线切割插补方法研究 [J], 陈昊;陈默;奚学程;赵万生
3.数控加工中的二次曲线拟合与最优插补控制算法 [J], 张梅; 闫伟; 袁春明; 王定康; 高小山
4.风电场测风数据插补方法研究及插补结果偏差分析 [J], 于佳鹤;崔杰;王风涛
5.一种自由曲线拟合及插补方法 [J], 刘永超
因版权原因,仅展示原文概要,查看原文内容请购买。
高速切削技术 文献综述

中原工学院高速切削技术文献综述200901514225材控092班史厚明2012-9-18目录高速切削技术综述 (2)一、总述 (3)二、高速切削的定义 (3)三、高速切削的切削刀具 (5)四、高速切削加工机床的选用 (9)五、高速切削数控编程 (13)六、高速切削数据库 (15)七、高速切削的优点与应用 (17)八、高速切削的适用性 (19)九、小结 (21)高速切削技术综述一、总述对于高速切削的讨论在一定程度上仍是混乱的。
如何定义高速切削(HSM),目前有许多观点和许多方法。
高速切削的主要目标之一是通过高生产率来降低生产成本。
它主要应用于精加工工序,常常是用于加工淬硬模具钢。
另一个目标是通过缩短生产时间和交货时间提高整体竞争力。
二、高速切削的定义1931年4月德国物理学家Carl.J.Saloman 最早提出了高速切削(High Speed Cutting )的理论,并于同年申请了专利。
他指出:在常规切削速度范围内,切削温度随着切削速度的提高而升高,但切削速度提高到一定值之后,切削温度不但不会升高反而会降低,且该切削速度VC 与工件材料的种类有关。
对于每一种工件材料都存在一个速度范围,在该速度范围内,由于切削温度过切削速度切削温度T cr T a v 1v cr v 2图表 1 20世纪20年代德国物理学家Carl.J.Salomon 提出高速加工的理论高,刀具材料无法承受,切削加工不可能进行。
要是能越过这个速度范围,高速切削将成为可能,从而大幅度地提高生产效率。
由于实验条件的限制,当时高速切削无法付诸实践,但这个思想给后人一个非常重要的启示。
目前高速切削已经有了一定的应用,但要给高速铣削下一个确切的定义还较困难,高速切削的切削速度范围较难给出。
高速切削是一个相对概念,它与加工材料、加工方式、刀具、切削参数等有很大的关系。
一般认为,高速切削的切削速度是常规切削速度的5~10倍。
对常用材料,一些资料给出了大致数据:铝合金1500~5500 m/min ;铜合金900 ~5000 m/min ;钛合金100~1000 m/min ;铸铁750~4500 m/min ;钢600~800 m/min 。
基于NURBS曲线的提花机拉刀结构优化

基于NURBS曲线的提花机拉刀结构优化
杨振宁;李玉良
【期刊名称】《机械强度》
【年(卷),期】2024(46)3
【摘要】针对大型提花机承受载荷时易发生弯曲变形导致拉刀提升高度不够,使直针钩子无法被电磁装置吸附的问题,首先对拉刀结构、载荷以及曲柄滑块驱动机构运动情况进行分析。
其次,基于变截面梁理论和结构优化的方法,采用非均匀有理B 样条(Non-Uniform Rational B-Splines,NURBS)曲线表达拉刀侧面、截面形状,通过数值方法计算拉刀截面惯性矩函数、弯矩函数,并通过有限差分法计算拉刀变形量。
通过有限元方法(Finite Element Method,FEM)、等效为等截面梁的方法对挠度计算方法进行验证,误差在10%以内。
最后,以最小质量为目标,采用原-对偶不可行内点算法对拉刀结构进行优化。
优化结果表明,相较于优化初值模型,拉刀质量减小约17%,最大挠度减小约2667%。
【总页数】7页(P611-617)
【作者】杨振宁;李玉良
【作者单位】东华大学机械工程学院;东华大学人工智能研究院;东华大学上海工业大数据与智能系统工程技术研究中心
【正文语种】中文
【中图分类】TS183
【相关文献】
1.EJP—1型电子控制提花机立针和升降拉刀
2.6—29型电子控制提花机立针和升降拉刀
3.三次NURBS曲线轮廓数控加工刀位数据计算
4.基于ANSYS的Ω型榫槽精拉刀结构优化
5.提花机拉刀疲劳寿命分析及优化
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈玉米根茬铲切刀具的滑切刃曲线优化设计

浅谈玉米根茬铲切刀具的滑切刃曲线优化设计摘要:为获得具有优良切割性能的刀具刃口曲线,采用理论建模和铲切试验相结合的方法,研究了玉米根茬铲切的过程。
通过建立玉米根茬切割过程的动力学模型及能耗模型,揭示了最优滑切角与物料摩擦角之间的函数关系;根据玉米根体的结构特征将其划分为5区段,并由各区段物料的摩擦系数获取相应理论最优滑切角;根据切割刃与根茬切割位置的对应关系,设计出具有多级滑切角的刃口形式,并与具有固定滑切角的刃口实施了对比铲切试验。
试验表明:多级滑切刃刀具的铲切性能最佳,铲切功耗为 J。
关键词:切割设备,设计,优化,玉米根茬,滑切角,切割刃口0引言随着石油、煤炭等不可再生资源的日益枯竭,生物质资源的开发和利用日益受到关注,据研究表明玉米根茬占玉米秸秆总量的12~15%,中国年玉米秸秆的产量近亿t,以此推算每年将产生多达亿t玉米根茬,这座巨大的可再生的生物矿藏埋藏于地下,经常被人们所忽视,多采用灭茬还田等低效处理方式加以应用,若能有效采收玉米根茬,将有助于缓解环境破坏和资源浪费的双重问题。
一般来讲,铲切是收获土下作物的第一步,触土部件在土下推进铲挖,将承受着巨大的土壤阻力,是主要的功能消耗部件,因此铲具切割性能的优劣也将直接影响着机具的作业效率[3-8]。
为减小耕作阻力,降低作业功耗,农业机械中诸多切割部件的优化设计,都运用了滑切原理[4-13],滑动切割可以促进在微观状态下呈锯齿状的刀刃的锯断作用,降低物料张紧拉断和剪切破坏的极限应力,对于纤维及质地不均匀物料的切割效果尤为显着。
材料的摩擦属性等多种因素影响着滑切过程的力学行为[10],文中拟揭示二者之间的关系,并以此为依据,设计并优化出具有变滑切角的铲具刃口,用以应对根土复合体的不同区段,有望减小切割阻力,降低机具作业功耗。
1滑动铲切的理论模型通过建立玉米根茬的切割动力学建模,确定发生滑切的理论临界条件,分析影响铲切性能的核心因素,并建立数学模型,为优化铲具刃口提供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切 刀 轨和 环切 刀 轨 , 者 在 型 腔加 工 中应 用 最 为 广 后 泛 . 切法 是 以顺 铣 ( 逆 铣 ) 证 刀 具 切 削 零 件 时 环 或 保
( )代 表 曲线 的切线 角 ; r:
() r 一 + r + r () 2
保 持相 同的切 削状 态 . 间刀具 轨迹 移刀 方法 , 具 环 刀 多 是直 接垂 直 于环 间 轨 迹 走 刀 方 向 , 具 轨 迹 中存 刀 在 间断 点 , 使得 轨迹 不连 续 , 这就 要求 高速 铣 削在快
续变 化 , 包 括直线 和 圆两种 特例 . 并 C oh i 线 的 表 达 式 如 式 ( ) 示 : lt o d曲 1所
,
广 1
f — o +hls ( z ) r i (- d n )
() 1
I — z + h O ( r ) r o lC S ( ) d
中刀具 多是 垂直 于 环 间 等距 线 轨 迹 直 接走 刀 , 刀具 轨 迹在 过渡 时不 连续 , 存在 间 断点 , 就要 求高 速机 这
床 在 快 速 铣 削 中 不 断 地 加 减 速 , 样 就 会 对 数 控 铣 这
1 Coh i ltod曲线 的描 述
C oh i lt od曲线最 早用 在公 路 、 铁路 、 梁 的 设计 桥 中. 曲线 的最 大特 点是 : 该 以弧长 为参 变量 及 曲率 连
2 高 速 型 腔 加 工 环 间过 渡 轨 迹 优 化
高速 型腔 铣削加 工 中轨迹 的过 渡是 指在 高进 给 速度 时刀 具 在 相 邻 两 条 轨 迹 间 有 效 过 渡 的连 接 方 式 , 腔高 速加 工 中 主要 有 行 间 过 渡 , 间过 渡 , 型 环 等 高 加工 的层 间过 渡等 等. 常用 的 的 C D/ AM 软 在 A C 件 中, 型腔 环 间过 渡 方式 默 认 的是 法 向 ( 线 ) 直 过渡
速进 给 中不 断地 进 行 速 度 的 调 整 , 间 断 点将 进 给 在 速度 调 整为 零 , 这将 导 致 在 刀 具 轨 迹 间 不 能 实现 快 速进 给 , 响高 速铣 削加 工 时间 , 影 因而应 该 尽量 避免
式 中 r / 为 曲 线 上 任 意 一 点 距 该 段 曲线 =sh,
起 始点 的弧 长 , h为 该 段 弧 长 . 曲线 的 曲 率 为
翌
一
一 翌 一 d r
一
± !
h
r
…
d 5
一
d ds r
这种 移 刀方 式. 了实现 刀具 快速 移动 , 免速 度 和 为 避 切 削角度 的突然 变 化 , 工 出高 质 量 和 高精 度 的表 加
石 可 伟பைடு நூலகம், 周 后 明
( 潭大学 机 械工程学院 , 湘 湘潭 4 1 0 ) 1 1 5
Cl ho d 曲 线 ot i
摘 要 :为提 高 高速 加 工 中的加 工精 度和 效 率 , 据型腔 加 工 中环切 法的特 点 , 环 间 法向移 刀的刀 具 根 及
轨 迹 不 光 滑 , 削 力 大 且 不 平 稳 , 出 了 Cl t od 曲 线 的 环 间 移 刀 方 法 , 刀 具 轨 迹 进 行 优 化 .实 验 表 铣 提 oh i 对 明 , o h i 线 过 渡 更 平 稳 , 削 力 更 小. Cl t od曲 铣 关 键 词 : 环 切 法 ; oh i Clt od曲 线 ; 迹 优 化 轨
( 图 1 . 切 法 中 刀 具 轨 迹 的 这 种 过 渡 方 法 , 工 见 )环 加
恒 定. 文 为 了使 刀具 从 切 入 工 件 一 进 行 切 削 加 工 本
一
切 出 的 整 个 过 程 中 以 恒 速 加 工 完 工 件 , 出 了 提
C oh i 线 环 间 过 渡 方 法 , 加 工 在 理 论 上 连 续 lt od曲 使 变化 , 冲 击 , 突 变. 无 无
段 C oh i ltod曲线 , h 、 、 4个 参数决 定 : 由 、 钆 当 一0时 , 表示 直线 ; 当 一0时 , 表示 圆弧 .
面, 同时保 证 零件 的 表面 粗糙 度 和加工 精度 要求 ; 减
少 进 退刀 时 间和 其 他 辅 助 时 间. 着 现代 工 业 的不 随 断高 速 , 高精 度 的发 展 , 特别 是 超 高 速 机 床 的 出 现 , 要 求 加工 平稳 , 用 圆弧或 直 线加 工 曲线时 , 而 在插 值 点 的 曲率 是不 连续 的 , 而使 刀 具产 生振 动 , 从 影响 加 工 质量 ; B 样 条 曲线 进 行 加 工 时 , 以保 证 速 度 用 难
中 图 分 类 号 :TG7 0 0
文献标 识码 :A
文 章 编 号 : 1 7 — 1 9 2 1 ) 2 0 2 - 0 6 1 1 X( O 2 O — 0 5 3
0 引 言
型 腔加 工 是 模 具 、 车 和 飞机 制 造 业 中经 常 用 汽
到 的 加 工 方 法 . 人 认 为 ,0 以 上 的 机 械 零 件 可 以 有 8 用 型 腔加 工方 法加 工 . 腔 加工 有 两种 刀轨 形式 ; 型 行
床 的振 动 , 刀具 的磨 损 , 件 的加 工 精度 及 质 量 , 工 加
工 效率 等方 面都存 在 一 定 的影 响 , 以在 型腔 加 工 所 中应 尽量 避 免使用 法 线 过 渡 方式 . 1表示 刀具 在 图
第2 2卷 第 2期
21 0 2年 6月
湖 南 工 程
学 院 学 报
Vo . 2 No 2 1 2 . .
J u n lo n n I siu eo g n e ig o r a fHu a n t t fEn ie rn t
型 腔 高 速 加 工 环 间 移 刀 轨 迹 优 化