工序作业时间明细表(1).xls
各工序工时计算表
800mm2500mm按25秒计算攻牙准备工时15分钟单孔按15秒计算沉孔准备工时20分钟单孔按15秒计算剪板准备工时20分钟单刀按10秒计算焊接准备工时30分钟焊接终合1小时2米焊接下料准备工时30分钟单刀按20秒计算铣加工配孔准备工时30分钟单孔按15秒计算铣加工齐边准备工时30分钟方通50以内1分钟一边
施工工序计划日期与实计完成日期对照表
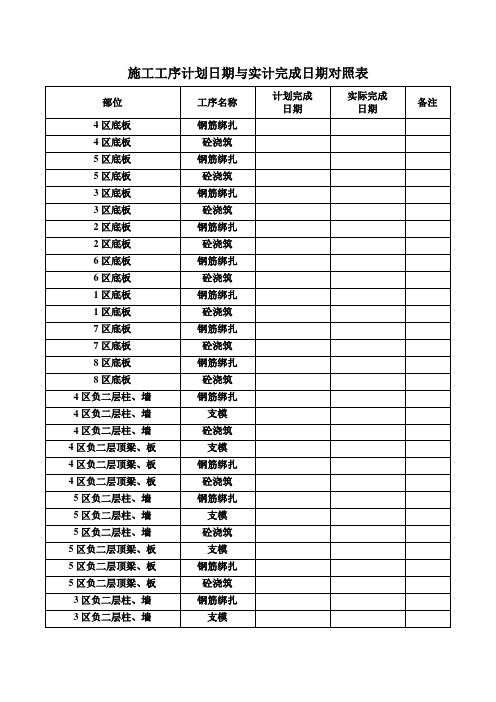
部位
工序名称
计划完成
日期
实际完成
日期
备注
4区底板
钢筋绑扎
4区底板
砼浇筑
5区底板
钢筋绑扎
5区底板
砼浇筑
3区底板
钢筋绑扎
3区底板
砼浇筑
2区底板
钢筋绑扎
2区底板
砼浇筑
6区底板
钢筋绑扎
6区底板
砼浇筑
1区底板
钢筋绑扎
1区底板
砼浇筑
7区底板
钢筋绑扎
7区底板
Hale Waihona Puke 砼浇筑8区底板钢筋绑扎
8区底板
砼浇筑
4区负二层柱、墙
钢筋绑扎
4区负二层柱、墙
支模
4区负二层柱、墙
砼浇筑
4区负二层顶梁、板
支模
4区负二层顶梁、板
钢筋绑扎
4区负二层顶梁、板
砼浇筑
5区负二层柱、墙
钢筋绑扎
5区负二层柱、墙
支模
5区负二层柱、墙
砼浇筑
5区负二层顶梁、板
支模
5区负二层顶梁、板
钢筋绑扎
5区负二层顶梁、板
砼浇筑
3区负二层柱、墙
钢筋绑扎
3区负二层柱、墙
支模
3区负二层柱、墙
砼浇筑
3区负二层顶梁、板
支模
3区负二层顶梁、板
钢筋绑扎
3区负二层顶梁、板
砼浇筑
2区负二层柱、墙
钢筋绑扎
2区负二层柱、墙
支模
2区负二层柱、墙
砼浇筑
2区负二层顶梁、板
支模
2区负二层顶梁、板
钢筋绑扎
2区负二层顶梁、板
产品各工序、班组、工种标准工时汇总表

(产品)各工序作业时间、标准工时汇总表(分钟/台、列)
序号
工序名称
班组
正常作业时间
标准工时
备注
1
车间、单位工序汇组作业时间、标准工时汇总表(分钟/台、列)
序号
车间
班组
正常作业时间
标准工时
备注
1
车间
班
车间、单位班组汇总(分钟)
车间、单位班组汇总(小时)
各工种作业时间、标准工时汇总表(分钟/台、列)
序号
车间
工种
正常作业时间
标准工时
备注
1
车间、单位
电焊工
车间、单位工种汇总(分钟)
车间、单位工种汇总(小时)
作业时间表
喷漆工序作业时间表
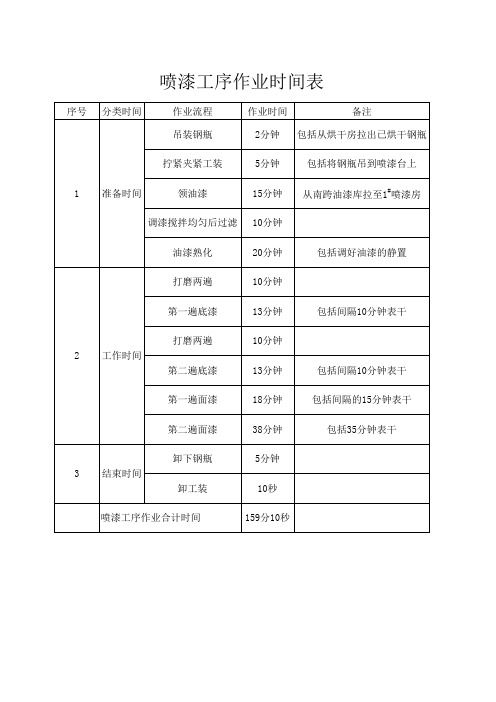
序号 分类时间 作业流程 吊装钢瓶 拧紧夹紧工装 1 准备时间 领油漆 调漆搅拌均匀后过滤 油漆熟化 打磨两遍 第一遍底漆 打磨两遍 2 工作时间 第二遍底漆 第一遍面漆 第二遍面漆 卸下钢瓶 3 结束时间 卸工装 喷漆工序作业合计时间 10秒 159分10秒 13分钟 18分钟 38分钟 5分钟 包括间隔10分钟表干 包括间隔的15分钟表干 包括35分钟表干 作业时间 2分钟 5分钟 15分钟 10分钟 20分钟 10分钟 13分钟 10分钟 包括间隔10分钟表干 包括调好油漆的静置 备注 包括从烘干房拉出已烘干钢瓶 包括将钢瓶吊到喷漆台上 从南跨油漆库拉至1#喷漆房
工序作业时间明细表(1)

2 1 1 2 2 1 2 1 2 2 1 1 1
202.72 46 128 70 53 75 188 330 691 303 382 250 235 463 45 31 75 20 18 23 32 180 75 45 116 413 43 90 105 52 4.6 12.8 7 5.3 7.5 18.8 33 69.1 30.3 38.2 25 23.5 46.3 4.5 3.1 7.5 2 1.8 2.3 3.2 18 7.5 4.5 11.6 41.3 4.3 9 10.5 5.2 0.92 2.56 1.4 1.06 1.5 3.76 6.6 13.82 6.06 7.64 5 4.7 9.26 0.9 0.62 1.5 0.4 0.36 0.46 0.64 3.6 1.5 0.9 2.32 8.26 0.86 1.8 2.1 1.04 51.52 143.36 78.4 59.36 84 210.56 369.6 773.92 339.36 427.84 280 263.2 518.56 568.96 50.4 34.72 84 22.4 222.88 20.16 25.76 35.84 201.6 285.6 84 50.4 129.92 592.48 462.56 48.16 100.8 117.6 461.44 58.24 1 48.16 2 1 1 2 50.4 1 1 1 1 1 1 1 1 1 1 1 2807.84 143.36 78.4 1 2 1 1 1 1 1 1 1 1 2 1 1
贴“电喷车使用注意事项”标牌
贴备胎架“用户须知”标牌 汽车VIN标牌的铆接 汽车出厂牌的铆接
贴“北京.北汽汽车”标牌及车后标志
贴4WD标牌 贴装饰标牌 贴战旗装饰标牌 空调系统加注制冷剂 F-11 F-12 装左右车门 加防冻液 加注动力转向液压油 F-13 加洗涤液 加汽油 加柴油 装燃油箱盖
1工序工时计算表

宽度<30 宽度>35 宽度<40 宽度>50 宽度<30 宽度>120 零件长度L<70 零件长度80-150 15 磨削长度<50 零件长度80-150 零件长度L*0.2 磨削长度>80 L>200 零件长度L*0.15 磨削最大外圆D*0.12+磨削总长度L*0.2 磨削长度<30 20 长度>15时,每增加5mm增加工时5分钟 磨削长度<30 30 长度>30时,每增加5mm增加工时2分钟 磨削长度<35 40 长度>35时,每增加5mm增加工时2分钟 厚度小于35 端面直径>70 端面直径>70 5-10 L*0.1 端面直径*0.2 端面直径*0.07
c,5件以上且5件 零件平铺不超磁 台加工面积时乘 以系数0.8,20件 以上且20件零件 平铺不超过磁台 加工面积时乘以 系数0.6。 出现零件很长但 磨削长度短的情 况时,在装夹不 困难的情况下用 磨削长度计算。 10件以上乘以系 数0.8。
台阶圆半径差<10
最低工时3分钟
注:1,平磨高度限高350mm;2,外圆带锥度加5分钟;内圆带锥加10分钟;3,Cr12和SKD材料磨内 孔乘以系数1.8;硬质合金乘以系数2;(D>φ 150,L>300)或(D<φ 15,L>300)乘以系数1.3;4, 公差值为0.005乘以系数1.3,公差值为0.002乘以系数2;5,磨削加工单个零件最小工时为10分钟 。
5件以上且5件零 件平铺不超磁台 加工面积时乘以 系数0.8;20件 以上且20件零件 平铺不超过磁台 加工面积时乘以 系数0.6。
a,定额为粗磨工 时; b,精磨工时=粗磨 工时(1-1/5);
工程施工工作每日安排表
工程施工工作每日安排表日期:2023年6月1日工程项目:某某大楼施工项目1. 人员调度安排:- 08:00am:班组长带领工人到达工地,进行早晨的安全会议和施工计划分配。
- 08:30am:工地管理人员检查工人劳动防护用具,确保符合要求。
- 09:00am:开始施工作业,分工明确,各班组按照计划进行工作。
- 12:00pm:午休时间,工人可以到指定地点休息或就餐。
- 01:00pm:下午工作重新开始,班组长进行工作验收和质量检查。
- 05:00pm:下班时间,工人整理工具设备,准备离开工地。
2. 施工任务安排:- 早上:进行混凝土浇筑工作,确保各层楼的主体结构顺利完成。
- 下午:进行砌体墙体施工,整体进度要求完成一定的高度。
3. 设备调试安排:- 上午:设备调试人员进行起重机、混凝土搅拌机等设备的检查和调试,确保工作正常进行。
- 下午:对未正常工作的设备进行维修和更换,保障施工进度。
4. 材料准备安排:- 早上:材料管理员检查仓库库存,根据当天施工计划准备好所需的材料,包括水泥、砂子、钢筋等。
- 下午:对采购材料进行检验,确保质量符合要求,与供应商签署收货单。
5. 安全检查和防护措施:- 工地安全督导员进行全天的安全检查,对施工现场的隐患和安全制度进行监督和检查。
- 工地管理人员对工人的安全防护用具进行检查,确保工人的安全措施完善。
6. 现场协调和沟通:- 工地现场主管负责对各班组的工作进度进行跟进和协调,解决施工中的问题和矛盾。
- 工程项目经理负责与业主和监理进行每日的进度汇报和沟通,确保工程进度符合要求。
以上仅是一个典型的工程施工每日安排表的示例,实际工作中还会根据具体项目的情况进行调整和修改。
通过严密的安排和统一的管理,可以保障工程施工的顺利进行,确保工程质量和工期的顺利完成。
工序作业时间明细表

装前围降噪垫 剪裁车顶隔热垫
粘贴车顶隔热垫 T-10 装顶衬总成
粘贴后轮罩地板垫 T-11 装顶灯门控开关
粘顶衬总成 T-12 装遮阳板总成
装内后视镜总成
装侧围扶手 T-13 固定尾门
装尾门孔盖 T-14 装喇叭总成并接线
装澎胀箱总成 装洗涤器总成 装空调储液罐总成
2
43
4.3 0.86 48.16 48.16
1
90
9
1.8 100.8
1
105 10.5 2.1 117.6
2
461.44
461.44
52
5.2 1.04 58.24
1
165 16.5 3.3 184.8
1
300
30
6
336
336
1
860
86 17.2 963.2 963.2
4
35
3.5 0.7
吊发动机总成上吊装线
ZH01 落车身、固定车身总成
装侧防撞杆总成装冷凝器总成合件来自ZH02ZH02
ZH03 ZH04 F-5
装空调高低压管总成 连接燃油传感器导线 装安全带及停车制动开关线束 固定、连接发动机线束 连接基友压力传感器线束 连接起动机线束总成和易熔线 连接倒车灯开关线束 连接分动器线束 装散热器支撑杆 装转向管柱总成 装转向管柱护罩 装点火锁及转向锁机构总成 装仪表板左下板 固定转向中间轴 装方向盘总成 装备胎上支架 连接空调压力开关线束 连接空调压缩机线束 连接柴油进、回油软管 连接动力转向进、回油软管 装变速器换档杆总成 装停车制动器传动装置 装前照灯总成并接线 分装地板罩总成 装后地板罩总成合件 装前地板罩总成 铺装左右前脚垫 铺装中脚垫
车间生产各工序作业时间
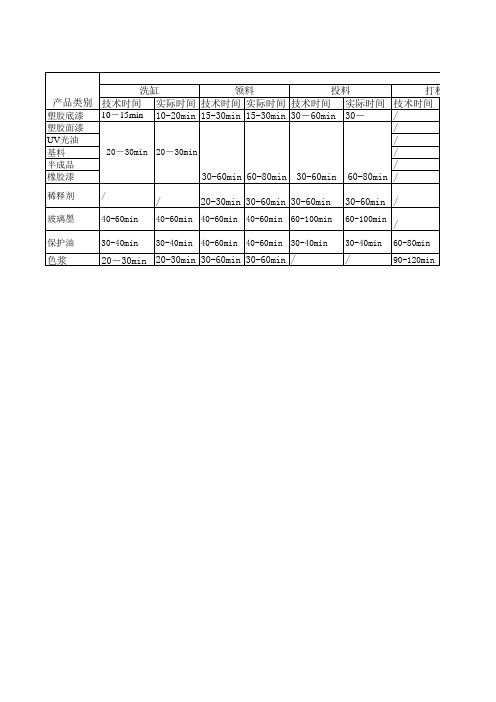
业时间 时间 过程检验 技术时间 实际时间 / / / / / / / / / / / / / /
60-90min / 10-20min 60-90min / 10-20min
保护油 30-40min 30-40min 40-60min 40-60min 30-40min 30-40min
色浆
20-30min 20-30min 30-60min 30-60min /
/
60-80min 90-120min
车间生产各工序作业时间 作业时间 打粉料 搅拌 调色 研磨 实际时间 技术时间 实际时间 技术时间 实际时间 技术时间 实际时间 / / / 60-120min 120-480min / / / / / / / / / / / / / / / 60-80min 60-80min / / / / / 10-15min 10-15min / / / / / / / / 8-15hrs 8-15hrs /
再投料 技术时间 实际时间 / / / / / / / / / / / / / /
30-50色 技术时间 实际时间 / / / / / / / / / / / / / /
30-50min / / 30-50min / /
检测 技术时间 30-60min
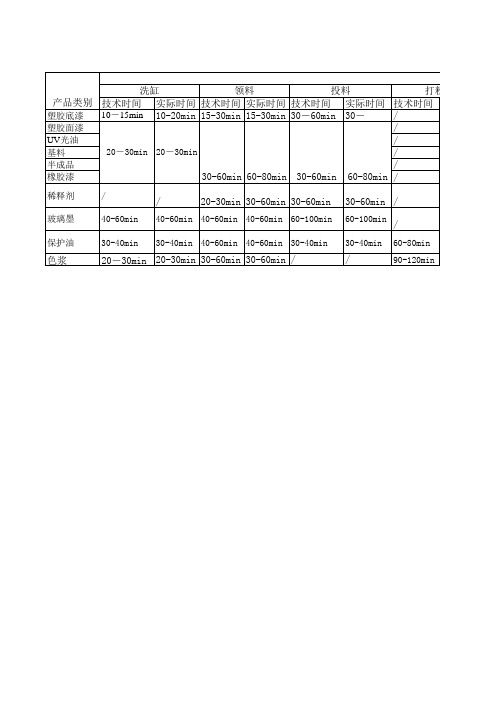
洗缸 领料 投料 打粉料 产品类别 技术时间 实际时间 技术时间 实际时间 技术时间 实际时间 技术时间 10-15min 10-20min 15-30min 15-30min 30-60min 30-60min / 塑胶底漆 塑胶面漆 / UV光油 / 20-30min 20-30min 基料 / 半成品 / 橡胶漆 30-60min 60-80min 30-60min 60-80min / 稀释剂 / / 20-30min 30-60min 30-60min 30-60min / 玻璃墨 40-60min 40-60min 40-60min 40-60min 60-100min 60-100min /
车间生产各工序作业时间
10-20min 10-20min /
/
/
/
40-60min
检测
包装
入库
实际时间 技术时间 实际时间 技术时间 实际时间
30-60min 20-30min 20-30min 5min 5-10min
60-
60-
100min 40-60min 100min
30-
30-60min 30-60min 100min
产品类别 塑胶底漆 塑胶面漆 UV光油 基料 半成品 橡胶漆
洗缸
领料
投料
打粉料
技术时间 实际时间 技术时间 实际时间 技术时间 实际时间 技术时间
10-15min 10-20min 15-30min 15-30min 30-60min 30-
/
/
/
20-30min 20-30min
/
/
30-60min 60-80min 30-60min 60-80min /
10min 10min
10min 10min
60-120min 60-120min 60-120min 15min 15min
8-10hrs
100120min
120180min
10min
40-60min 40-60min 40-60min 10min
10min 10min
色浆
20-30min 20-30min 30-60min 30-60min /
/
90-120min
车间生产各工序作业时间
作业时间
打粉料
搅拌
调色
研磨
实际时间 技术时间 实际时间 技术时间 实际时间 技术时间 实际时间
/
各工序工时计算表
Байду номын сангаас
800mm2500mm按25秒计算攻牙准备工时15分钟单孔按15秒计算沉孔准备工时20分钟单孔按15秒计算剪板准备工时20分钟单刀按10秒计算焊接准备工时30分钟焊接终合1小时2米焊接下料准备工时30分钟单刀按20秒计算铣加工配孔准备工时30分钟单孔按15秒计算铣加工齐边准备工时30分钟方通50以内1分钟一边
各工序工时计算表
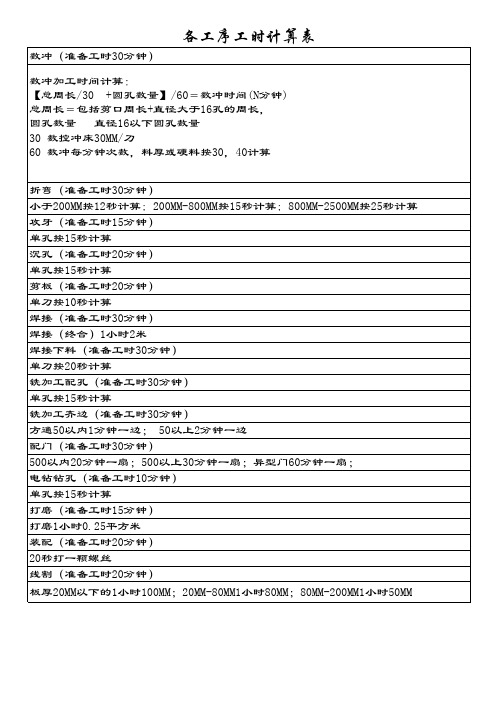
数冲(准备工时30分钟) 数冲加工时间计算: 【总周长/30 +圆孔数量】/60=数冲时间(N分钟) 总周长=包括剪口周长+直径大于16孔的周长, 圆孔数量 直径16以下圆孔数量 30 数控冲床30MM/刀 60 数冲每分钟次数,料厚或硬料按30,40计算 折弯(准备工时30分钟) 小于200MM按12秒计算; 200MM-800MM按15秒计算; 800MM-2500MM按25秒计算 攻牙(准备工时15分钟) 单孔按15秒计算 沉孔(准备工时20分钟) 单孔按15秒计算 剪板(准备工时20分钟) 单刀按10秒计算 焊接(准备工时30分钟) 焊接(终合)1小时2米 焊接下料(准备工时30分钟) 单刀按20秒计算 铣加工配孔(准备工时30分钟) 单孔按15秒计算 铣加工齐边(准备工时30分钟) 方通50以内1分钟一边; 50以上2分钟一边 配门(准备工时30分钟) 500以内20分钟一扇;500以上30分钟一扇;异型门60分钟一扇; 电钻钻孔(准备工时10分钟) 单孔按15秒计算 打磨(准备工时15分钟) 打磨1小时0.25平方米 装配(准备工时20分钟) 20秒打一颗螺丝 线割(准备工时20分钟) 板厚20MM以下的1小时100MM;20MM-80MM1小时80MM;80MM-200MM1小时50MM
工序时间表
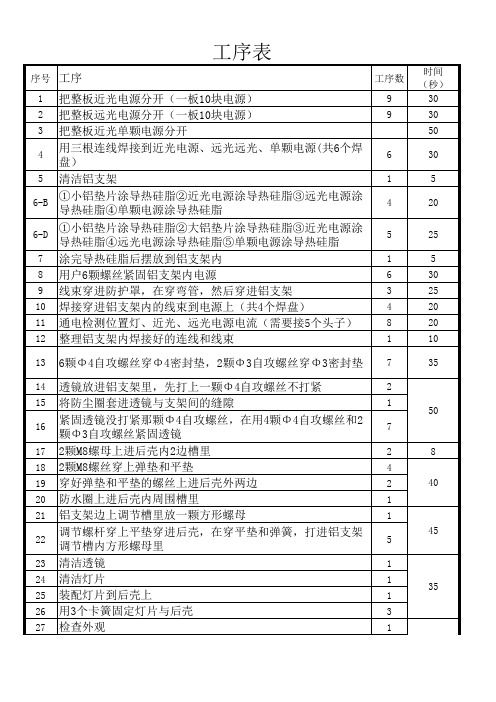
序号 工序 工序数 时间(秒) 9 9 30 30 50 6 1 4 5 1 6 3 4 8 1 7 2 1 7 2 4 2 1 1 5 1 1 1 3 1 30 35 45 40 8 50 30 5 20 25 5 30 25 20 20 10 35
把整板近光电源分开(一板10块电源) 2 把整板远光电源分开(一板10块电源) 3 把整板近光单颗电源分开 用三根连线焊接到近光电源、远光远光、单颗电源(共6个焊 4 盘) 5 清洁铝支架 ①小铝垫片涂导热硅脂②近光电源涂导热硅脂③远光电源涂 6-B 导热硅脂④单颗电源涂导热硅脂
检测位置灯、近光、远光(亮度)(需要接5个头子) 29 贴合格证、盖章、亮度记录 30 装泡泡袋 31Байду номын сангаас折小纸箱、放说明书、装灯、封口、盖章 32 装大纸箱、封口、盖章 总工序
28
8 3 1 5 3 116
30
40 583
序号工序工序数时间秒1把整板近光电源分开一板10块电源把整板远光电源分开一板10块电源把整板近光单颗电源分开用三根连线焊接到近光电源远光远光单颗电源共6个焊盘930293035046305清洁铝支架小铝垫片涂导热硅脂近光电源涂导热硅脂远光电源涂导热硅脂单颗电源涂导热硅脂156b4206d小铝垫片涂导热硅脂大铝垫片涂导热硅脂近光电源涂导热硅脂远光电源涂导热硅脂单颗电源涂导热硅脂涂完导热硅脂后摆放到铝支架内用户6颗螺丝紧固铝支架内电源线束穿进防护罩在穿弯管然后穿进铝支架焊接穿进铝支架内的线束到电源上共4个焊盘通电检测位置灯近光远光电源电流需要接5个头子整理铝支架内焊接好的连线和线束52571586309325104201182012110136颗4自攻螺丝穿4密封垫2颗3自攻螺丝穿3密封垫73514透镜放进铝支架里先打上一颗4自攻螺丝不打紧将防尘圈套进透镜与支架间的缝隙紧固透镜没打紧那颗4自攻螺丝在用4颗4自攻螺丝和2颗3自攻螺丝紧固透镜2颗m8螺母上进后壳内2边槽里2颗m8螺丝穿上弹垫和平垫穿好弹垫和平垫的螺丝上进后壳外两边防水圈上进后壳内周围槽里铝支架边上调节槽里放一颗方形螺母调节螺杆穿上平垫穿进后壳在穿平垫和弹簧打进铝支架调节槽内方形螺母里清洁透镜清洁灯片装配灯片到后壳上用3个卡簧固定灯片与后壳检查外观21511671728184192201211225231241251263271工序表5040453528检测位置灯近光远光亮度需要接5个头子贴合格证盖章亮度记录装泡泡袋折小纸箱放说明书装灯封口盖章装大纸箱封口盖章总工序82933013153231165833040
工日工天表格
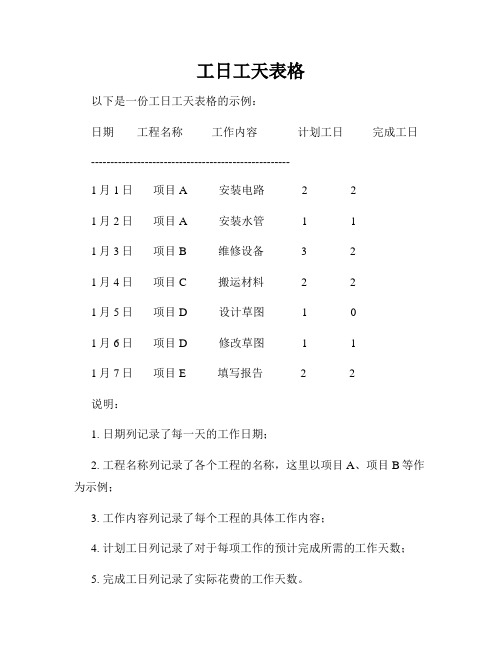
工日工天表格
以下是一份工日工天表格的示例:
日期工程名称工作内容计划工日完成工日----------------------------------------------------
1月1日项目A 安装电路 2 2
1月2日项目A 安装水管 1 1
1月3日项目B 维修设备 3 2
1月4日项目C 搬运材料 2 2
1月5日项目D 设计草图 1 0
1月6日项目D 修改草图 1 1
1月7日项目E 填写报告 2 2
说明:
1. 日期列记录了每一天的工作日期;
2. 工程名称列记录了各个工程的名称,这里以项目A、项目B等作为示例;
3. 工作内容列记录了每个工程的具体工作内容;
4. 计划工日列记录了对于每项工作的预计完成所需的工作天数;
5. 完成工日列记录了实际花费的工作天数。
通过以上工日工天表格,可以清晰地了解每个工程的工作进度情况。
通过对比计划工日和完成工日,可以判断是否按照计划进行工作,及
时调整工作进度,确保工期的顺利完成。
同时,该表格还可以用于工
作考评和统计分析,在不同的时间段内,对各个工程进行综合评估和
分析,为管理决策提供数据支持。
请注意,以上只是一份示例,具体的工日工天表格可以根据实际需
求进行设计和调整。
在实际应用中,可以根据具体情况增加或去除列,并进行合适的格式化和排版,以便于清晰、简洁地呈现工作进度信息。
生产工序工时表
生产确认:认:号:
生产确认:认:号: 备注:由品质部做标记根据生产情况做好标记,发生质量问题时明确责任,快速处理不影响生产进度。
注:本卡随产品流转(零件/单元/部件),作为产品标识,检验标识和试验标识或产品追遡,统计生产报表依本卡为准。
产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
备注:由品质部做标记根据生产情况做好标记,发生质量问题时明确责任,快速处理不影响生产进度。
注:本卡随产品流转(零件/单元/部件),作为产品标识,检验标识和试验标识或产品追遡,统计生产报表依本卡为准。
产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发动机分装
DP20
装燃油箱通气管
连接燃油箱输油管路
DP21 二级质量门
DP22 安装轮胎
装分离拨叉与分离轴承总成
装变速器总成于发动机上
FDJFZ00 装起动机总成
装发动机后悬挂软垫及电线总成
装中传动轴总成
吊发动机动力总成上发动机分装线
FDJFZ01 装空调压缩机支架与空调压缩机总成
装空调压缩机皮带轮
装后挡泥板与挡泥板支架 装车门限位器 拆左车门 拆右车门
装尾门空气弹簧 装发动机罩胶条 装机舱盖降躁垫 装散热器罩装饰网 装车前标志
装前车门外手柄总成
装前车门门锁总成 装前车门锁芯总成 装前车门内手柄总成 装前车门锁拉杆 T-8 穿尾灯线束并装胶圈
粘贴机舱前围隔热垫 粘贴机舱挡泥板降躁垫 装机舱左舱线束总成
装空气滤清器软管
装空气滤清器软管
连接真空软管于发动机总成
连接真空软管于发动机总成
连接燃油蒸发控制装置软管
连接澎胀箱总成橡胶管
连接暖风机水管
连接加速器控制拉线总成
装蓄电池总成
装蓄电池总成柴油车
F-8
装通道罩总成
装通道侧盖板
装变速器手柄
F-9 F-10
F-11 F-12
装分动器手柄 固定燃油箱加油管 装加油口盖橡胶缓冲块 装加油管地板罩总成 装加油管地板装饰罩总成 分装前雾灯总成于前保险杠总成 装前保险杠总成合件
F-13 F-14 F-15
T-1 T-2
T-3 T-4 T-5 T-6 T-7
加洗涤液 加汽油 加柴油 装燃油箱盖 连接电瓶大线
灯光、仪表、电器的检查、调整
前风窗洗涤系统的检查调整 调整车门间隙 离合器分泵放气 制动管路系统放气 连接停车制动拉线合件 检查前后桥加油 落车身总成贴车身保护膜 查车身外观质量 装前风窗缓冲块 装车前门防滑板 装车后门防滑板 装车门防滑板保护膜 装车身地板胶堵和前围胶堵
装机舱左舱线束密封扣环 装机舱右舱线束总成 T-9 装顶灯线束
装前围降噪垫 剪裁车顶隔热垫
粘贴车顶隔热垫 T-10 装顶衬总成
粘贴后轮罩地板垫 T-11 装顶灯门控开关
粘顶衬总成 T-12 装遮阳板总成
装内后视镜总成
装侧围扶手 T-13 固定尾门
装尾门孔盖 T-14 装喇叭总成并接线
装澎胀箱总成 装洗涤器总成 装空调储液罐总成
装前防撞杆总成 装后组合灯总成 装尾门内装饰板 装尾灯护板 装左前座椅总成 装右前座椅总成 装后座椅总成 装后座椅限位杠总成 装后座椅挡板
贴“电喷车使用注意事项”标牌
贴备胎架“用户须知”标牌 汽车VIN标牌的铆接 汽车出厂牌的铆接 贴“北京.北汽汽车”标牌及车后标志
贴4WD标牌 贴装饰标牌 贴战旗装饰标牌 空调系统加注制冷剂 装左右车门 加防冻液 加注动力转向液压油
装真空提速阀总成 T-15 装前车门锁拴总成
装后车门外手柄总成 装后车门门锁总成 装后车门锁拉杆 装后车门锁拴总成
T-16
T-17 T-18
调整门锁机构 装尾门外手柄及锁芯总成 分装尾门锁芯总成 固定尾门锁总成 装燃油蒸汽收集器总成 装节气门拉线及护套总成 装机罩锁内开手柄拉线总成 装机罩撑杆总成 装撑杆固定夹 装撑杆支座 装柴油滤清器总成 装油水分离滤清器总成 装动力转向油罐总成 装柴油滤清器总成
生产线体 工段
班组
车型工序作业时间明细表
工位
工序作业内容
DP01 DP02 DP03 DP04 DP05 DP06
DP07
DP08 DP09 DP10
吊运车架上线 装燃油滤清器总成 分装前钢板弹簧缓冲块 装前钢板弹簧缓冲块总成 装前悬架防扭缓冲块总成 装后钢板弹簧缓冲块总成 装前钢板弹簧 装车架第五横梁胶圈 装后钢板弹簧总成 装前桥总成 前桥分装 装前制动油管总成另一端 装前减震器总成 检查后桥齿轮油 装后桥总成 后桥分装 装后桥制动油管另一端 装后减震器总成 固定停车制动拉线于车架纵梁 粘贴后桥车辆VIN码标签 机械手紧固前桥 机械手紧固后桥 装备胎下支架 松装备胎支架锁盘 装燃油箱托板与消声器尾管吊带总成
铺装后脚垫
F-6 连接离合器油管总成
连接离合器油管总成仅柴油车
连接制动总泵后腔至后制动油管
连接制动总泵前腔至前制动油管三通
装后保险杠总成
装后牵引装置总成
装备胎架总成
装备胎架缓冲块总成
装备胎总成
调整备胎架总成
F-7 装雾灯开关及灯光开关并接线
装空气滤清器支架总成
装空气滤清器支架总成柴油车
装空气滤清器总成底盘工段来自DP10DP11 DP12
DP13
DP14
DP15
DP16 DP17 DP18 DP19 DP20
装消声器带尾管总成 翻转车架 装前后桥通气阀与通气软管 连接发动机排气管与排气管中段 连接消声器与排气管中段 分装后传动轴总成---至分动器 分装前传动轴---至分动器 装分动器总成 连接前传动轴总成 连接后传动轴总成 装稳定杆总成 连接中传动轴总成 吊装发动机动力总成合件 发动机上装前排气管与三元催化器 固定电线总成 装分动机线束总成 装氧传感器总成与接线 装后氧传感器总成与接线 装车速传感器总成与接线 前油管束与发动机进回油管连接 车辆识别代码的打印 打印VIN代码 连接动力转向油管 分装散热器总成 装散热器总成 粘贴固定车身用胶条 分装燃油箱总成 装燃油箱合件
吊发动机总成上吊装线
ZH01 落车身、固定车身总成
装侧防撞杆总成
装冷凝器总成合件
ZH02
ZH02
ZH03 ZH04 F-5
装空调高低压管总成 连接燃油传感器导线 装安全带及停车制动开关线束 固定、连接发动机线束 连接基友压力传感器线束 连接起动机线束总成和易熔线 连接倒车灯开关线束 连接分动器线束 装散热器支撑杆 装转向管柱总成 装转向管柱护罩 装点火锁及转向锁机构总成 装仪表板左下板 固定转向中间轴 装方向盘总成 装备胎上支架 连接空调压力开关线束 连接空调压缩机线束 连接柴油进、回油软管 连接动力转向进、回油软管 装变速器换档杆总成 装停车制动器传动装置 装前照灯总成并接线 分装地板罩总成 装后地板罩总成合件 装前地板罩总成 铺装左右前脚垫 铺装中脚垫
装动力转向油泵支架及总成
FDJFZ02 装动力转向泵惰轮带支架总成
装动力转向泵轮传动皮带
装暖风进出水管
装水温传感器并接线
FDJFZ03 装启动机线束总成和易熔线
装离合分泵总成
装礼盒软管总成
FDJFZ04 装离合器壳左右支架
发动机加油量的检查
加注变速器齿轮油 FDJFZ05
复紧发动机油底壳和变速器的放油堵