SWQP-035测试状态控制程序
TDS035 TACT611A 测试系统操作作业规范
标题:TACT611A测试系统操作作业规范 文件编号:Q/DEE TD 02.033 版本号: 6A05 总页数:4页 拟制/审核 部门 拟制/日期 审核/日期 1 测试部 会 签 部门 姓名 日期 1 技术质量部 2 运行部 3 财务部 4 市场营销部 5 市场应用部 6 设计部 7 人事行政部 8 助理总经理 9 高级顾问 10 高级顾问 批 准 姓名 日期 1 1 范围: 适用于TACT611A测试系统测试的操作,包括测试系统的启动和关机方法、操作方法、自诊断方法 2 职责: 2.1 维修人员、调机员:负责设备正常运作,设备自诊断、测试系统的启动和正常开、关机作业,对设备故障进行维修、确保设备状态正常 2.2 操作工:会正确操作测试系统进行生产作业、配合维修人员做辅助工作、以及在异常情况下,会紧急关机 3 定义: 无 4 流程图: 无 5 作业内容: 5.1 设备简介 5.1.1 动力要求:AC220V(单相),10KW 5.1.2 主要性能:10MHz数字逻辑测试系统 5.2 TACT611测试系统的开、关机方法 5.2.1 开机方法 5.2.1.1将电源变压器开关从左至右依次合上,接通电源; 5.2.1.2 将操作台架后面的断路器开关合上; 5.2.1.3 打开显示器开关; 5.2.1.4 用钥匙将操作台架正面右方的电源开关旋至“ON”的位置; 5.2.1.5 将主机柜前面板脱下,合上正前方左下角上的断路器开关,将右侧中央的模拟开关设置在“NORMAL”及“ON”的位置上; 5.2.1.6 将主机柜前面板合上,并将其正前方中央的电源开关(钥匙)旋至“ON”的位置; 5.2.1.7 将操作台架正面右方的电源开关(钥匙)旋至“INIT”的位置,然后放手,系统将自动执行启动程序; 5.2.1.8 当显示器上出现DATA(DD-MMM-YY)时,键入正确的日期,键入日期中的月份需用每个月份的英语单词缩写; 5.2.1.9 出现TIME(HH:MM:SS)时,键入正确的时间; 5.2.1.10 当显示器上出现“.”提示符时,系统启动成功。
三菱Q 系列PLC 串行通讯模块与山武温控仪的通讯

三菱Q系列PLC串行通讯模块与山武温控仪的通讯三菱电机自动化(上海)有限公司深圳办事处李剑锋摘要:在工业控制中,可编程控制器(PLC)使用非常广泛。
然而在设备控制中经常使用到不少现场控制仪表,这些仪表通过与PLC交换数据,在设备控制中发挥着各种各样的作用,而且他们与PLC 的通讯方式也是多种多样的。
本文详细介绍了三菱Q系列PLC与山武温度仪通过RS485协议通讯的应用。
Abstract:In the industry control, the PLC used very popular. But in the equipment control, many instruments are be used, these instrument communication with PLC and exchange data. They play various roles in the equipment control and there are various communication way. The article introduce the MITSUBISHU Q series PLC used RS485 protocol to communicate with the YAMATAKE controller SDC15.关键词:三菱Q系列PLC 串行通讯 RS485通讯温控仪Keywords:MITSUBISHI Q series PLC serial communication RS485 temperature controller一、引言Q系列PLC是三菱全新的一款中大型PLC,它和小型系列FXPLC不一样,采用模块化结构,处理功能非常强大,广泛应用于机械设备、生产线控制场合,也应用于电厂、水处理等大型项目中。
在工业控制场合中,网络通信应用越来越广泛,而三菱公司的Q系列PLC共有三层网络,上层信息层,也即以太网层,用于上位计算机和现场PLC之间的数据通讯;中间控制层,即为H网,用于PLC与PLC之间的数据通讯;底层设备层,即为现场总线CC-Link,用于控制现场的I/O输入以及多方厂家的控制设备。
SWP-PID自整定数字光柱显示控制仪(外给定或阀位控制)说明书

1
SWP 系列智能仪表 之 PID 自整定控制仪
主要特点 : 全新概念的计算机数字自动调校 支持多机网络通讯 , 通讯协议可任意自由设定 独特的全开放式用户自设定界面 输入信号类型设定 测量值零点与量程范围设定 报警方式设定 输出方式设定 设定参数断电永久保留及参数密码锁定 全数字化冷端补偿 多规格外形结构尺寸 交直流开关电源供电方式 手动状态下能修改参数 一、 输入信号与适配传感器
1. 配用标准信号变送器 : 标准信号的变化范围 各种mV 信号 输 0~10mA 入 4~20mA 信 0~5 V 号 1~5V 30~350 输 入 阻 抗 ≥10 M ≤250 ≤250 ≥250K ≥250K 配 用 变 送 Z -Ⅱ型仪表配套 与DDZ -Ⅲ型仪表配套 与远传压力电阻配套 测 量 范 围 根据用户需要 自由设定范围: -1999~9999 字
电源投入
. 开机自检(约 2 秒)
自动变换 . PID 自整定控制仪代号 (SWP - P) . 版本号(V1.00)
10
SWP 系列智能仪表 之 PID 自整定控制仪
自动变换
. 输入信号类型(1= 4~20mA)
设备号(DE=01) 自动变换
. 测量量程下限
. 测量量程上限 自动变换 . 实际测量值量程 控制目标值(80.0) ★注:分度号显示参数表 :
2
SWP 系列智能仪表 之 PID 自整定控制仪
2 . 配用标准分度号温度传感器 : 分 度 号 分辨率 ℃ B 1 输 S 1 K 1 E 1 入 J 1 T 0.1 WRe 1 信 Pt100 1 Pt100.1 0.1 Cu50 0.1 号 Cu100 0.1 ★ 特殊要求的请在定货时说明 。 配 用传 感 器 铂30 - 铂6铑 铂10 - 铂 镍铬 - 镍硅 镍铬 - 康铜 铁 - 康铜 铜 - 康铜 钨3 - 钨25 铂热电阻R0=100 铂热电阻R0=100 铜热电阻R0=50 铜热电阻R0=100 测 量 范 围 400 ~ 1800 ℃ 0 ~ 1600 ℃ 0 ~ 1300 ℃ 0 ~ 1000 ℃ 0 ~ 1200 ℃ -199.9 ~ 320.0℃ 0 ~ 2300 ℃ -199 ~ 650 ℃ -199.9 ~ 320.0℃ -50.0 ~ 150.0℃ -50.0 ~ 150.0℃
电机控制器可靠性测试流程

电机控制器可靠性测试文件编号______________________________________ 版次______________________________________ 受控编号______________________________________编制________________ _____年____月____日审核________________ _____年____月____日审定________________ _____年____月____日批准________________ _____年____月____日年月日发布年月日实施目录目录 (1)1 简介 (2)2 系统组成 (2)2.1 试验电源 (2) (2) (2) (2)3 实验准备 (2)3.1 仪器准确度 (2)3.2 测量要求 (2)3.3 试验电源 (3)3.4 布线 (3)3.5 冷却装置 (3)4 试验项目 (3)5 盐雾试验 (3)5.1 试验目的 (3)5.2 适用范围 (3)操作设备 (3)操作程序 (4)准备工作 (4)操作步骤 (4)注意事项 (4) (4) (5)6 温升试验 (5)6.1 试验目的 (5)6.2 适用范围 (5)6.3 试验设备 (5)6.4 操作程序 (5)6.5 注意事项 (6)试验报告 (6)7 振动试验 (6) (6) (6) (6) (6)7.5 试验报告 (6)8 老化试验 (7) (7) (7) (7) (7) (7)1 简介电动汽车电机及控制器电驱动试验系统适用于电动汽车用电机及控制器的性能研究和考核试验,提供可靠的试验依据。
本文主要用于电动汽车用电机及其控制器的性能、可靠性测试。
试验系统采用交流/直流电力测功机作为负载设备,具有显著的节能效果,良好的双向加载特性,优越的低速加载能力,高速的转矩响应速度,超强的反拖能力。
试验系统基于CAN总线、SPI总线,LabVIEW上位机监测等可以更好的与汽车行业标准兼容。
三菱QCPU(Q系列) QnACPU编程手册(PID控制指令篇)

© 1999 三菱电机
A-3
前言
非常感谢您选购了三菱通用可编程控制器的 MELSEC-Q/QnA 系列。 请在使用之前熟读本书,在充分理解-Q 系列可编程控制器的功能、性能的基础上正确地加以使用。 应确保将本手册交给最终用户。
安全注意事项 ...........................................................................A - 1 修订记录 ...............................................................................A - 3 目录 ...................................................................................A - 4 关于本手册 .............................................................................A - 6
一种基于可编程逻辑控制器的继电器动作时间测试方法[发明专利]
![一种基于可编程逻辑控制器的继电器动作时间测试方法[发明专利]](https://img.taocdn.com/s3/m/d3739c1b4693daef5ff73dc4.png)
专利名称:一种基于可编程逻辑控制器的继电器动作时间测试方法
专利类型:发明专利
发明人:谢成昆,徐磊,彭晓靖,邓铁山
申请号:CN202010849546.X
申请日:20200821
公开号:CN112014729A
公开日:
20201201
专利内容由知识产权出版社提供
摘要:本发明公开了一种基于可编程逻辑控制器的继电器动作时间测试方法,基于可编程逻辑控制器的定时中断程序,包括新建添加中断程序段、设置系统时序、设置中断控制指令、编写中断执行程序,将继电器接入所述可编程逻辑控制器中,基于二进制递增指令,计算继电器吸合时间和释放时间;本发明基于可编辑逻辑器件,避免采用外部计数器的使用,使继电器动作时间测试更加准确和方便,现有的基于脉冲板的继电器动作时间测试硬件繁琐、对测试环境要求极高,电路干扰对脉冲板影响极大,从而导致数据不稳定,甚至可能引起脉冲板损坏。
申请人:株洲壹星科技股份有限公司
地址:412001 湖南省株洲市石峰区田心高科园A5-1区
国籍:CN
代理机构:株洲湘知知识产权代理事务所(普通合伙)
代理人:王宏
更多信息请下载全文后查看。
QP-031量测系统分析控制程序
Sample
1st
2nd
3rd
1st
2nd
3rd
No.
Trial
Trial
Trial
DIFF(A)
Trial
Trial
Trial
DIFF(B)
1
2
3
29
30
Ttl
SUM(A)*
AD
SUM(B)*
BD
A
B
* SUM is total no. of trials
No. of samples: (S)
6.3.1. 偏性之准则﹕
1). 建立可追溯标准真值之样本;
2). 使用经评价过之量具﹐使一位作业者量测同一零件至少在10次以上;
3). 计算平均值﹐双者之差即为准确度。
%偏差标准确度=偏差/制程差异(公差)
6.3.2. 稳定性之准则﹕
1). 选择一样本建立可追溯标准之真值;
2). 定时对标准件进行或样本量测至少3~5次﹐并制作Xbar-R Chart;
1). 根据分析目的﹐计划要采用的方法;
2). 规定量测者人数﹑样本数﹐以及重复的量测结果次数;
3). 选择经常使用这种仪器的量测者;
4).在几天生产的产品中取样﹐以保证所抽取的样本代表整个作业范围。并对每个零组件进行编码以便于识别;
5).要保证所有之量具的分辨力为所要量测的特性预期的制程变异的十分之一。
以《文件与记录控制程序》保存和管制。
6.6.1《MSA分析计划》
6.6.2《稳定性》
6.6.3《线径测试双性》
6.6.4《偏倚性分析表》
6.6.5《线性分析结果》
6.6.6《计数型MSA分析表》
T0305能力验证样品软件需求规格说明书
密级:内部T0305能力验证样品软件需求规格说明书[V1.10]中国航天工程咨询中心软件测评实验室二ОО六年七月十二日文档修改记录目录1.引言 (1)1.1文档标识与编写目的 (1)1.2背景 (1)1.3定义 (1)1.4参考资料 (2)2.任务概述 (2)2.1目标 (2)2.2用户特点 (2)2.3假定与约束 (2)3.需求规定 (2)3.1功能要求 (3)3.1.1软件安装 (3)3.1.2班级学生成绩管理 (3)3.1.2.1增加学生信息 (3)3.1.2.2删除学生信息 (4)3.1.2.3清空班级学生信息 (4)3.1.2.4修改学生成绩信息 (4)3.1.2.5显示学生成绩 (4)3.1.2.6成绩查询 (5)3.1.2.7学生信息排序 (5)3.1.3年级学生成绩查询 (5)3.1.3.1成绩显示 (5)3.1.3.2成绩查询 (6)3.1.3.3学生信息更新 (6)3.1.4参数设置与库操作 (6)3.2性能要求 (6)3.3输入输出要求 (6)3.4数据管理能力要求 (6)3.5故障处理要求 (7)3.6其他专门要求 (7)4.运行环境规定 (7)4.1设备 (7)4.2支持软件 (7)4.3接口 (7)4.3.1硬件接口 (7)4.3.2软件接口 (7)4.3.3通信接口 (7)4.3.4用户接口 (7)5.数据字典 (8)1.引言本软件作为CNAL T0305软件功能性测试能力验证的样品,只要求测试人员对软件的功能进行测试。
本文详细描述了T0305能力验证样品的功能需求。
1.1 文档标识与编写目的文档标识:CAECC-STEL-T0305-SRS-1.10本软件需求规格说明书,是为软件设计、软件测试人员和用户编写的。
本软件需求规格说明书的适用读者,包括参加能力验证的测试人员、能力验证样品制备人员,以及T0305能力验证项目的其他相关人员。
1.2 背景软件名称:T0305能力验证样品项目的组织机构:中国实验室国家认可委员会项目的实施机构:中国航天工程咨询中心(软件测评实验室)项目背景:本项目是受CNAL的委托,考察结果用于确定各个参加本次能力验证的单位的软件功能性检测能力。
QP-82-003产品的监视与测量控制程序介绍(doc 8页)
QP-82-003产品的监视与测量控制程序介绍(doc 8页)1. 目的防止和减少不合格品的产生,确保生产出符合规范的产品。
2. 范围本程序使用于本公司 所有产品及部件的检验。
3. 定义N/A4. 职责 4.1 巡拉质检员(IPQA):根据有效的QIP 及有关产品的判断、接收标准进行首检和巡检,并记录结果;标识拉线的状态(红卡/绿卡);报告QC 组长 产品和生产线的异常情况。
4.2 QC 组长:负责管理和指导检验员的日常工作;有权对有品质问题的机台/生产线发停机/拉单。
协助质检员、解决问题;报告QE/QA 主管产品和生产线的异常情况。
4.3 QE/QA 主管:负责QIP 、缺陷样板的制作,对不良来料发出8D 及培训质检员品质标准4.4 ME :负责制作WI ,对设备的使用性及安全性负责并培训拉长、员工的实际操作。
4.5 在过程检验过程中,QA 人员应遵守公司相关的环境管理程序。
5. 支持文件和记录5.1 支持文件5.1.1 质量计划控制程序QP-7.5-007 5.1.2 标识和可追溯性程序QP-7.5-0045.1.3 不合格品控制程序 QP-8.3-0015.1.4 特采申请和管理指示 WI-QA-0705.1.5 纠正和预防措施管理程序 QP-8.5-001 5.1.6 SPC 应用程序 QP-8.1-0015.1.7 停机/拉作业指示WI-QA-012 5.1.8 噪音、废气、废液、固体废弃物管理程序EP-4.4-0095.1.9 产品试装管理作业指示WI-QA-0565.1.10 样板制作及管理指示WI-QA-1185.1.11 可靠性实验操作指示WI-QA-0615.2 品质记录及编号表格名称编号5.2.1 品质检验记录* QR-QA-0375.2.2 内部8 D工作表QR-QA-0885.2.3 停机/拉通知单QR-QA-0465.2.4 生产部产品抽检申请单*QR-PROD-0085.2.5 FQA Inspection Report*QR-QA-003备注:带“*”号的为本文件产生的新记录和文件格式,保存部门和时间见记录保存清单。
中国移动第三方链路测试系统V3.1

Contents
1、项目背景 2 、系统原理 3、系统简介 4、系统建设进度
2.1 流媒体质量检测背景
随着流媒体业务用户数量的增加,用于传输流媒体的网 络带宽与用户对业务质量要求的矛盾日渐突出,直接表现 在由于网络性能的原因造成图像质量下降。所以在IP网络 环境下流媒体的传输质量检测显得尤为重要!
P2P文件下载方式:
对等连接(peer to peer,简写P2P)是指两个主机在通信时并不区分 哪个是服务请求方还是服务方。只要两个主机都运行了P2P软件,它们 就可以进行平等的、多等连接通信。
目前因特网音频/视频服务的文件下载,P2P用的比较多的BT、电驴 eDonkey、电骡eMule等软件,它使用的分散定位和分散传输技术。
2.3第三方电路业务质量测试需求
告警功能:可以设定阀值,根据设定出告警。告警可出接口到数据网管。 电路的各业务指标按电路做成告警,每条电路可以根据不同指标设定不同的阀 值,超过阀值后出电路的告警。 如xx电路成功率告警、时延告警、时延要求是设置成小时的指标或同比指标。 如小时指标:0点到1点,阀值多少;1点到3点阀值多少等等; 同比是指每天与前一天同一时间段指标的降低超过多少百分比后出告警。
任务下发管理
告警设置管理
3.5 任务组管理
支持用户自定义任务组功能,选择一系列任务组成一个组,定义任务组的 告警门限,达到减少误告警的目的。
支持鱼骨故障展 示及原始信令码
流关联分析
支持自定义任务组 及组告警门限设置
3.6 任务及任务组总览
支持用户自定义任务组功能,选择一系列任务组成一个组,定义任务组的 告警门限,达到减少误告警的目的。
建立主动式测试系统, 模拟用户按电路发起各 种业务测试,实时全程 质量监测评估、分电路 和地区流量流向统计分 析,更科学合理!
数字PID控制器5030操作手册

PID – 5030 DIGITAL PID CONTROLLERPID-5030数字PID控制器TECHNICAL DETAILS技术明细This is a versatile microcontroller based PID controller with a very high performance to price ratio. The features offered in this product are better than any other controller available in similar price range.这是一个通用的基于PID控制器的微处理器,具有很高的性价比。
控制器的特性优于任何一个同等价格的产品。
The instrument is made in 96×96×200 mm size with standard cutout of 92×92mm. Front is sealed membrane type to withstand dusty environment. On back plate PCB soldered 35 deg. Angled terminals of very good quality are used.仪器的尺寸是96×96×200毫米,带有92×92mm标准截割部分。
前面带有密封隔膜防止灰尘进入。
后端的PCB板焊接35度角。
角度的终端具有比较好的质量。
The programming, calibration and operation of the instrument is by five simple keys with two independent displays for setpoint and process variable. Set point display is kept 0.39” to differentiate it from process variable display. Status of control/alarm relays, Auto/Manual mode, Local/Remote Setpoint and receive/ transmit status in case of serial communication are displayed by 3 mm red leds. The operation of the instrument is menu driven with user understandable prompts. Various options are protected by back plate DIP switch to avoid unwanted access. Provision for data lock out is kept for protecting programmed data.仪表的编程,校准和操作由五个简单的键带有两个给定点和操作变量来进行操作。
SWAN的PH操作手册

FAM pH测量仪操作手册ANALYTICAL INSTRUMENTS目录1 安装11.1 仪器的安装 21.2 接线图 21.3 电气连接 31.4 与其它仪器的连接 52 操作 62.1 显示和键盘 62.2 校准过程 62.3 校准72.4 设置报警值和极限值82.5 编程和密码93 编程104 错误信息224.1 报警224.2 系统错误码224.3 操作错误码225 维护235.1 pH和ORP传感器的维护235.2 更换保险管246 技术参数25质保条件我们保证购买者在FAM pH/redox (ORP)/temperature型仪表供货后,放大器在36个月内,其他部件在12个月内,在正常使用下不出现任何由劣质原料或工艺而引起的故障和问题。
在正常使用下,任何影响正常功能的部件都可以得到免费修理、更换服务和咨询,或更换产品。
所有需更换的部件都由厂家直接提供。
保证期从交货之日起。
以下不在质保范围内:由于非正确使用和缺乏维护而导致的损坏,尤其是粗心手工操作。
由于事故、浸入水中或淋水、触电、化学药品、灰尘、过热等原因而导致的损坏。
由误操作、堵塞、非授权修理或修改而引起的故障。
由于正常磨损而引起的故障。
任何由于运输合同、质保条件或其他商务问题而引起的争议,可以通过法庭解决。
概述FAM系列仪器采用了最先进的技术,操作十分简便。
本手册提供大量信息即使经验不多的用户也能方便地掌握仪器的操作。
操作时,你只需参考手册提供的一张速查表即可。
pH、氧化还原电位和温度的测量需要选择适宜的传感器、传感器电缆及安装。
我们可以根据您的情况,帮助您选择最恰当的配置。
FAM pH/orp/temperature 操作手册1. 安装请根据下表比较一下你所订购的仪器与之是否一致。
100 VAC, 50/60Hz 6接口:没用0RS 485 (PROFIBUS DP 符合DIN 19245/SWANBUS)2仪器供货范围包括安装在盘上的传感器Oxytrace SC 和流通室。
Wpx-3500微机保护说明书要点
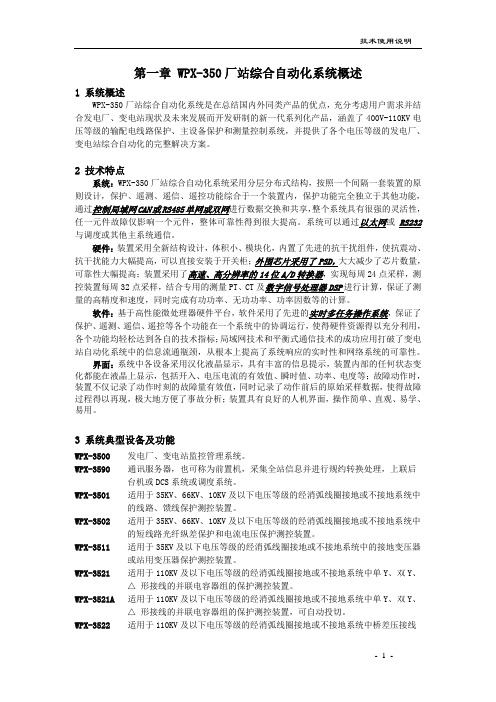
第一章 WPX-350厂站综合自动化系统概述1 系统概述WPX-350厂站综合自动化系统是在总结国内外同类产品的优点,充分考虑用户需求并结合发电厂、变电站现状及未来发展而开发研制的新一代系列化产品,涵盖了400V-110KV电压等级的输配电线路保护、主设备保护和测量控制系统,并提供了各个电压等级的发电厂、变电站综合自动化的完整解决方案。
2 技术特点系统:WPX-350厂站综合自动化系统采用分层分布式结构,按照一个间隔一套装置的原则设计,保护、遥测、遥信、遥控功能综合于一个装置内,保护功能完全独立于其他功能,通过控制局域网CAN或RS485单网或双网进行数据交换和共享,整个系统具有很强的灵活性,任一元件故障仅影响一个元件,整体可靠性得到很大提高。
系统可以通过以太网或RS232与调度或其他主系统通信。
硬件:装置采用全新结构设计,体积小、模块化,内置了先进的抗干扰组件,使抗震动、抗干扰能力大幅提高,可以直接安装于开关柜;外围芯片采用了PSD,大大减少了芯片数量,可靠性大幅提高;装置采用了高速、高分辨率的14位A/D转换器,实现每周24点采样,测控装置每周32点采样,结合专用的测量PT、CT及数字信号处理器DSP进行计算,保证了测量的高精度和速度,同时完成有功功率、无功功率、功率因数等的计算。
软件:基于高性能微处理器硬件平台,软件采用了先进的实时多任务操作系统,保证了保护、遥测、遥信、遥控等各个功能在一个系统中的协调运行,使得硬件资源得以充分利用,各个功能均轻松达到各自的技术指标;局域网技术和平衡式通信技术的成功应用打破了变电站自动化系统中的信息流通瓶颈,从根本上提高了系统响应的实时性和网络系统的可靠性。
界面:系统中各设备采用汉化液晶显示,具有丰富的信息提示,装置内部的任何状态变化都能在液晶上显示,包括开入、电压电流的有效值、瞬时值、功率、电度等;故障动作时,装置不仅记录了动作时刻的故障量有效值,同时记录了动作前后的原始采样数据,使得故障过程得以再现,极大地方便了事故分析;装置具有良好的人机界面,操作简单、直观、易学、易用。
微探自动化控制设备故障预防与检修技术孟彬

微探自动化控制设备故障预防与检修技术孟彬发布时间:2023-06-15T01:18:02.165Z 来源:《中国电业与能源》2023年7期作者:孟彬[导读] 有效使用电气自动化控制设备,可以更好的改变生产情况,提升生产效率,进而保证生产质量。
所以,必须要提升自动化控制设备的故障预防以及检修技术的重视程度,如果自动化控制设备出现故障,或者维修不及时,对于设备以及生产都有严重的影响,因此必须要对自动化控制设备的故障预防以及检修技术进行研究,并提出相应的措施。
本文主要阐述了自动化控制设备的特征,分析了故障预防以及自动化控制设备检修技术,主要有分层次的维修、管控故障预防、维修检测设备等多个方面。
身份证号:******************摘要:有效使用电气自动化控制设备,可以更好的改变生产情况,提升生产效率,进而保证生产质量。
所以,必须要提升自动化控制设备的故障预防以及检修技术的重视程度,如果自动化控制设备出现故障,或者维修不及时,对于设备以及生产都有严重的影响,因此必须要对自动化控制设备的故障预防以及检修技术进行研究,并提出相应的措施。
本文主要阐述了自动化控制设备的特征,分析了故障预防以及自动化控制设备检修技术,主要有分层次的维修、管控故障预防、维修检测设备等多个方面。
关键词:电气自动化;控制设备;故障预防;检修技术当前的社会发展离不开电力事业,因此也受到了光放的关注,对于电气自动化的设备和生产水平也有更高的要求,因此对其控制设备进行故障预防以及优化检修技术,才能够与日益增长的电气自动化需求相适应。
在日常的生产过程中,想要让电气自动化的控制设备,更好的发挥相应的作用,提升生产水平,保证生产质量,就一定要对工作中存在的问题进行改正,不能忽视检修技术的应用,对检修流程进行规范,更好的提升自动化生产水准。
一、电气自动化控制设备特征我国早在20世纪70年代就已经开始将电气自动化控制设备在生产活动中应用,并且在20世纪80年代出台了相应的标准,并得到了广泛的应用和普及,这一发展过程,对于应用电气自动化生产来说有着非常重要意义。
数字调节器参数测试实验指导
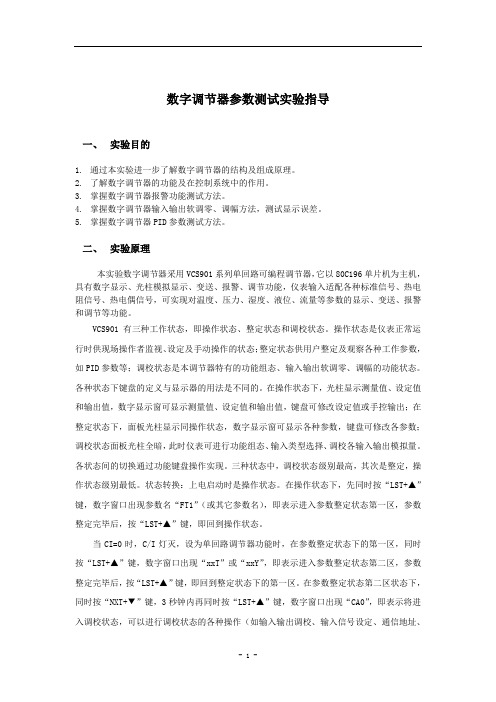
数字调节器参数测试实验指导一、实验目的1.通过本实验进一步了解数字调节器的结构及组成原理。
2.了解数字调节器的功能及在控制系统中的作用。
3.掌握数字调节器报警功能测试方法。
4.掌握数字调节器输入输出软调零、调幅方法,测试显示误差。
5.掌握数字调节器PID参数测试方法。
二、实验原理本实验数字调节器采用VCS901系列单回路可编程调节器,它以80C196单片机为主机,具有数字显示、光柱模拟显示、变送、报警、调节功能,仪表输入适配各种标准信号、热电阻信号、热电偶信号,可实现对温度、压力、湿度、液位、流量等参数的显示、变送、报警和调节等功能。
VCS901有三种工作状态,即操作状态、整定状态和调校状态。
操作状态是仪表正常运行时供现场操作者监视、设定及手动操作的状态;整定状态供用户整定及观察各种工作参数,如PID参数等;调校状态是本调节器特有的功能组态、输入输出软调零、调幅的功能状态。
各种状态下键盘的定义与显示器的用法是不同的。
在操作状态下,光柱显示测量值、设定值和输出值,数字显示窗可显示测量值、设定值和输出值,键盘可修改设定值或手控输出;在整定状态下,面板光柱显示同操作状态,数字显示窗可显示各种参数,键盘可修改各参数;调校状态面板光柱全暗,此时仪表可进行功能组态、输入类型选择、调校各输入输出模拟量。
各状态间的切换通过功能键盘操作实现。
三种状态中,调校状态级别最高,其次是整定,操作状态级别最低。
状态转换:上电启动时是操作状态。
在操作状态下,先同时按“LST+▲”键,数字窗口出现参数名“FT1”(或其它参数名),即表示进入参数整定状态第一区,参数整定完毕后,按“LST+▲”键,即回到操作状态。
当CI=0时,C/I灯灭,设为单回路调节器功能时,在参数整定状态下的第一区,同时按“LST+▲”键,数字窗口出现“xxT”或“xxY”,即表示进入参数整定状态第二区,参数整定完毕后,按“LST+▲”键,即回到整定状态下的第一区。
QM-035 装配快速转线控制程序 -L20

装配快速转线控制程序文件编号:QP-035版次号:第A/0版生效日期:2020-06-20编写部门:质量部文件变更履历表文件名称:装配快速转线控制程序编号:1 目的为规范转线程序,明确转线中部门责任,提高转线速度,提高生产效率。
减少生产尾数、生产现场呆滞产品、呆滞物料的产生,提高现场管理水平,提高产品质量。
2 适用范围2.1适用于产品装配车间生产组织;2.3适用于生产过程中工艺技术指导;3 职责3.1研发中心及PIE负责快速转线技术指导及工艺文件提供;3.2生产车间负责快速转线的实施与组织;3.3物料员、备料员负责对车间物料的定时配送及不合格物料的及时更换;3.4生产部负责根据快速转线的要求对生产计划进行调节;3.5 PIE、QC组长协助转线排拉。
4 内容4.1转线准备4.1.1生产部根据PIE给出的产品装配排产工艺流程,按产品装配工序相同或相似原则排产,相同装配工艺的产品安排在同一装配线,相同装配工艺的产品安排为上下单衔接,以提高转产效率。
4.1.2生产部及时查询库存在制配件以及在购配件等数据,如遇特殊原因导致缺料时,应及时调整生产计划,以利于订单的及时、高效完成。
4.1.3转线前1至2个工作日各装配拉根据生产计划,安排物料员及时查询备料情况;如遇特殊原因导致缺料时,应及时上报处理,必要时调整生产计划。
4.1.4 转线前1个工作日各装配拉拉长根据生产计划组织进行下单产品的首件制作并记录相关信息供后续生产参考,首件由品保部检查确认合格后方可安排生产,如首件不合格按《生产过程控制程序》4.1.5拉长对当日生产情况作简要介绍,让员工知会今天生产情况和要求,以及上单出现的问题或首件出现的问题等;必要时,由PIE对生产装配要求作技术讲解。
4.1.6排产前4小时拉长将大概转线时间等信息知会相关部门,以利于相关部门做好转产辅助工作。
4.1.7 PIE在转产前3小时,对准备生产产品进行工艺操作分析(尤其是新产品或间隔-一个月以上未生产产品),预知产品生产难点、重点、关键点,提示生产车间做出预防、应对措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的
为确保物料、配件、半成品、成品的材质、性能和尺寸的可靠性。
对物料、配件、半成品、成品以及不良品和客户退货进行定时或不定时测试,以便研究物料、配件、半成品、成品、不良品及客户退货新产品,新配件,新材质,新设备及客户提供的样品的材质、尺寸、性能。
以保证最终产品的质量,性能能够满足规定要求。
2.适用范围
适用于本公司所有物料、配件、半成品、成品的材质、性能和尺寸的测试。
同时适用于对车间生产的不良品、客户退货、新产品,新配件,新材质,新设备及客户提供的样品的测试。
3.职责
3.1 生产部:对需试验测试项目提供物料、配件、半成品、成品样品。
3.2 仓库:提供物料、客户退货、新产品,新配件,新材质,新设备、车间生产的不良品及客户提供的样品。
3.3 QA :对物料、配件、半成品、成品、客户退货、新产品,新配件,新材质,新设备、车间生产的不良品及客户提供的样品的试验测试并记录测试数据。
3.4 术质量部:
1、对需要测试的项目编制测试标准要求。
2、跟踪整个测试过程并对数据进行分析及存档。
4.测试分类:
按照测试种类分为:一、尺寸检测;二、性能测试;三、破坏性测试;四、老化测试;五、环境测试;六、材质检测;七、委托测试;
4.1 尺寸检测:对需要检测的配工件、物料、项目进行尺寸检测,以检验尺寸上的变化;
4.2 性能测试:对需要的配件、物料、项目进行性能方面测试,以验证性能是否符合使用要求;
4.3 破坏性测试:对需要的配件、物料、项目进行破坏性测试;如落地、冲击等测试。
以保证测试项
目在生产、装配、使用过程中各项性能均能符合规定要求。
4.4 老化测试:对需要的配件、物料、项目进行老化测试;
4.5 环境检测:对需要的配件、物料、项目进行环境测试;如高温环境测试、潮湿环境测试等环境下进行测试。
4.6 材质检测:对需要的配件、物料、项目进行材质测试;以保证工件的材质符合要求;
4.7 委托测试:当公司无法进行检测时,应当委托有合格资质的测试机构进行检测;
5.程序细则:
5.1 测试控制
5.1.1 技术质量部按照产品评估需求或根据客户要求,制订测试控制点,范围和周期及制订测试标准和作业指引,并购置调试作业设备。
5.1.2 技术质量部对测试人员进行全面培训,合格通过考核才能的人员才能进行测试人员。
5.1.3 测试人员按照“测试产品一览表”中的测试周期,到所生产工艺部门开具“领料单”领料进行测试。
5.2 测试细则
5.2.1测试前对试验品进行要求测试功能确认是否正常,若测试出现失效,将不良品返回至负责部门
分析,如不影响此批试验样机,更换良品后执行试验;如影响整批试验样机性能,则将试验品还于提供部门,改善后再进行测试;
5.2.2根据产品特性,展开测试的具体项目;注意试样的贮存、搬运过程中试样的试验特性不被改变。
5.2.3测试过程中,试验员需对产品各试验项目进行不定时检查,并将检查结果记录于“产品测试报
告”;
5.2.4当发生如下情况时:
a)测试过程中设备出现异常时,立即停止试验,待仪器修复或替换后,取新测试样品重做相应试验;如仪器修复时间超过一天,当前试验通过其它方法进行评估;
b)测试过程中出现单个或全部试验样品性能失效时,根据产品测试的不同目的及失效内容,对此批试验样品做出停止或继续试验对策;如停止试验,将出现失效产品提供于产品负责人分析;
如继续试验,记录发生失效的相关信息(时间、异常内容)后作下步试验;
5.2.4测试过程中的成品质量检验由试验员按照产品测试要求或作业指引作为标准进行测试;
5.2.5测试结束后,测试人员填写记录表格,由技术质量部拟制“产品测试报告”;
5.2.6技术质量部对测试过程进行跟踪监测。
5.3测试处理
5.3.1新产品的测试如出现质量问题时,由技术质量部、生产部、供销部等相关性部门共同分析不良
原因,给出处理对策,并提出有效的纠正和改善措施;在提出并验证有效的纠正和改善措施后予以量产;
5.3.2对产品性能优化、设计变更等相关的测试出现问题时,由技术质量部进行不良分析,提出有效
的改善方案,并经测试符合相关质量要求后进行更改发放;
5.3.3对例行性测试不合格项时,视该批产品(包括在线和已入库部分产品)的不合格程度,采用如
下方式处理:
(A)对致命缺陷不合格,未彻底解决前不出货;
(B)对于严重不合格的问题,对库存品与制程品由技术质量部、生产部提出解决措施,车间巡检
人员针对改善内容进行检查;
(C)对于轻微不合格问题,经相关部门主管签字确认或经过客户同意后及总经理批准后,可让步
放行。
5.3.4对测试时因其它因素产生的产品损坏问题处理:
a)对测试时产生的不良品,对无法使用物料(如无次料回收或无要求留样),测试员按照《退料
管理控制程序》进行处理。
b)对测试时产生的不良品,如可以进行维修或能够进行次料回收的配件,测试人员按照《不合格品控制程序》进行处理。
c) 试产的新品测试时产生的不良品,由试产负责小组协助维修。
5.3.5试验人员在测试后进行处理测试样品;若测试为一次性测试,测试物料没有损坏的,则物品由
测试人员退回送样部门;
5.3.6破坏性测试后的试样作报废处理并作次料回收。
5.4 委托测试
当本公司不具备测试的项目时,由公司委托具有资格的测试机构进行测试。
技术质量部按照测试结果,填写“产品测试报告”并存档,以便查阅。
5.5测试异常的判定
5.5.1样品在测试中出现异常,技术质量部门产品主管技术人员对故障进行核实,故障核实后,可以对故障样品进行测试、观测分析,以确定故障部位。
必要时,分解样品,进行理化分析等。
5.5.2技术质量部对非设备异常因素引起的异常样品进行原因分析并提出纠正措施,编写“异常分析报告”,并会同生产部或供销部进行分析处理,对潜在不良因素采取预防纠正措施。
5.5.3“异常分析报告”及时、正确,具有可追踪性。
“异常分析报告”的内容应包括:识别异常件的信息、异常现象、测试条件、测试指标、发生异常的产品工作时间、异常位置、异常观测者、异常发生时
机以及观测异常时的环境条件等。
5.5.4产品主管及技术人员应将异常现象纳入潜在失效模式和后果分析中,用于生产和研制活动。
5.5.5 对执行了纠正预防措施的样品应再次进行试验,以验证纠正措施的有效性。
5.6试验报告
测试完成后,技术质量部出具“产品测试报告”,技术质量部对“产品测试报告”进行存档。
6. 相关文件
6.1 质量记录控制程序 SWQP-003
6.2 不合格品控制程序 SWQP-021
6.3 退料管理控制程序 SWQP-031
7.质量记录
7.1 测试产品一览表
7.2 领料单
7.3 产品测试报告
7.4 异常分析报告
7.5 不合格品处理单
7.6 物料/产品报废进仓单
7.7 物料/产品报废进仓单
8工作流程图
修改记录。