拜尔法氧化铝生产计算手册
拜耳法生产氧化铝01简介-sn
2.2高压溶出 • 溶出是拜耳法生产氧化铝的两个主要工序之一。 溶出的目的在于将铝土矿中的氧化铝水合物溶解 成铝酸钠溶液。溶出效果好坏直接影响到拜耳法 生产氧化铝的技术经济指标。
• 溶出工艺主要取决于铝土矿的化学成分及矿物组 成的类型。
• 溶出过程的主要技术条件和经济指标有:溶出温 度、溶出时间、Al2O3溶出率、热耗等。
由于料浆液固比影响过滤效率,因此,在一
般情况下,都先将氢氧化铝料浆进行浓缩,
然后再进行过滤分离。
2.6 氢氧化铝焙烧
• 焙烧就是将氢氧化铝在高温下脱去附着水和结晶
水,并使其晶型转变,制得符合电解要求的氧化 铝的工艺过程。所以氧化铝的许多物理性质,特 别是比表面积、α- Al2O3含量、安息角、密度等主 要决定于煅烧条件。粒度和强度与煅烧条件也有
• ③促使铝酸钠溶液进一步脱硅。由于铝酸钠溶液
பைடு நூலகம்
中氧化硅的平衡浓度随氧化铝浓度升高而增大,
为了保证氢氧化铝质量,必须要求精液中氧化硅 的硅量指数在250以上。由于分离后的赤泥附带 有一部分铝酸钠溶液,为了减小Al2O3和Na2O的 损失,所以要对赤泥进行洗涤。
2.4 晶种分解 • 晶种分解就是将铝酸钠溶液降温,增大其过饱和 度,再加人氢氧化铝作晶种,并进行搅拌,使其 析出氢氧化铝的过程。它是拜耳法生产氧化铝的
二、各主要工段简介
2.1 原矿浆制备:
•
原矿浆制备是氧化铝生产的第一道工序。所谓的原矿浆 制备,就是把拜耳法生产氧化铝所用的原料,如铝土矿、 石灰、铝酸钠溶液等按一定的比例配制出化学成分、物 理性能都符合溶出要求的原矿浆。对原矿浆制备的要求 是:
1) 参与化学反应的物料要有一定的细度; 2) 参与化学反应的物质之间要有一定的配比和均匀混 合。 因此原矿浆制备在氧化铝生产中具有重要作用。能否 制备出满足氧化铝生产要求的矿浆,将直接影响到氧化 铝的溶出率,影响赤泥沉降性能、种分分解率以及氧化 铝的产量等技术经济指标。
2——2拜耳法生产氧化铝-
这一反应叫“脱硅反应”,可能发生于溶出过程的各个阶段。 工业上,在矿浆进入预热器之前,进行预脱硅( 95℃ 以上
保持6-8h)。
铝土矿中氧化铝的理论溶出率
★在高压溶出的条件下,进入赤泥中的方钠石型的含水铝 硅酸钠的组成大致相当于 Na2O*Al2O3*1.7SiO2*nH2O(n可 以大于2)。从式可知,每1kg的SiO2要结合1kg的Al2O3和 0.6kg的Na2O。
初 可 能 生 成 三 元 化 合 物 Na2O〃CaO〃SiO2
、
2Na2O〃8CaO〃5SiO2 和 4CaO〃Al2O3〃Fe2O3 作为中间产物,当 熟料冷却过快,这些中间产物来不及转变,仍保留在熟料中, 结果使碱和氧化铝的溶出率降低。如将熟料缓慢冷却,这些中 间产物就可分解转变为平衡产物 Na2O〃Al2O3 、 Na2O〃Fe2O3 和
2.2.铝土矿溶出
湿磨的铝土矿矿浆须经预热,再加热到溶出需要的温度(高于 溶液常压沸点),以进行高温高压溶出反应。
溶出工艺参数
三水铝石型矿石
140-160℃ 100- 130g/L-Na2O
一水软铝石型矿石
230-250 ℃ 180 -240g/L-Na2O
一水硬铝石型矿石
240-280 ℃ 180-250g/L-Na2O,须 添加石灰
1902 年 卡 帕 尔 提 出 用 碳 酸 钠 和 石 灰 石 与 铝 土 矿 烧 结
(CaO/SiO2 = 2 ),使氧化硅与石灰化合成不溶于水的原硅
酸钙2CaO · SiO2 ,减轻氧化硅的危害。
对于低品位的铝土矿( A/S大于3.5)可以采用碱 -石灰烧结法 处理。基本原理是将铝土矿与一定量的纯碱、石灰(或石灰 石)配成炉料在高温(回转窑)下进行烧结得到固体铝酸钠 Na2O〃Al2O3 、使氧化硅与石灰化合成不溶于水的原硅酸钙 2CaO〃SiO2, 而 氧 化 铁 与 纯 碱 化 合 成 可 以 水 解 的 铁 酸 钠 Na2O〃Fe2O3(NaOH和Fe2O3〃H2O),氧化钛生成不溶于水 的钛酸钙。用水或稀碱溶液溶出熟料,得铝酸钠溶液。经脱 硅净化的铝酸钠溶液用碳酸化分解法(向溶液中通入CO2)使 溶液中的氧化铝成氢氧化铝结晶析出。碳分母液经蒸发后返 回用于配制生料浆。
拜耳法生产氧化铝工艺流程简介

拜耳法生产氧化铝工艺流程简介拜耳法适于处理高品位铝土矿,这是用苛性碱溶液在一定的温度下溶出铝土矿中的氧化铝的生产方法,具有工艺简单、产品纯度高、经济效益好等优点。
基本原理拜耳法的基本原理有两个。
一个是铝土矿的溶出;一个是铝酸钠溶液的分解。
溶出是用苛性碱溶液在一定的条件下(加石灰、碱浓度、温度、时间及搅拌等)溶出铝土矿中的氧化铝,反应为Al2O3·H2O+2NaOH=2NaAlO2+2H2OAl2O3·3H2O+2NaOH=2NaAlO2+4H2OSiO2+NaOH+NaAlO2=Na2O·Al2O3·2SiO 2·2H2O+H2O一水铝石或三水铝石溶解形成铝酸钠进入碱液中,而其它杂质不进入溶液中,呈固相存在,称赤泥。
三水铝石(Al2O3·3H2O)的溶解温度为105℃,一水硬铝石(α-Al2O3·H2O)为220℃,一水软铝石(γ-Al2O3·H2O)为190℃。
分解是利用NaAlO2溶液在降低温度、加入种子及搅拌的条件下析出固相Al(OH)3,分解反应为NaAlO2+2H2O=Al(OH)3↓+NaOH 种子即为Al(OH)3,加入量(以Al2O3量计算)为溶液中Al2O3含量的一倍以上;温度控制为从75℃降到55℃;搅拌时间为60h左右。
所得Al(OH)3再经焙烧脱水变成Al2O3;并使Al2O3晶型转变,满足铝电解的要求,焙烧反应为Al2O3·3H2O 225℃γ-Al2O3·H2O + 2H2Oγ-Al2O3·H2O 500℃γ-Al2O3 + H2Oγ-Al2O3 900~1200℃α-Al2O3工艺流程及主要技术条件拜耳法的生产工艺主要由溶出、分解和焙烧三个阶段组成。
全流程主要加工工序为:矿石的破碎、均化及湿磨、高温高压溶出、赤泥分离洗涤、叶滤、种子分解、母液蒸发及氢氧化铝焙烧。
拜耳法生产氧化铝工艺流程
返回目录
洛阳香江万基铝业有限公司品质中心
拜耳法生产氧化铝工艺流程
铝酸钠溶液
一、铝酸钠溶液的Al2O3与Na2O比值 铝酸钠溶液的 比值 铝酸钠溶液的Al 比值, 铝酸钠溶液的 2O3与Na2O比值,可以用来表示铝酸钠溶液中氧化铝的饱和 比值 程度以及溶液的稳定性,是铝酸钠溶液的一个重要特征参数。 程度以及溶液的稳定性,是铝酸钠溶液的一个重要特征参数。对此参数有两种表示 方法。 方法。 铝酸钠溶液中所含苛性碱与氧化铝的摩尔比叫做铝酸钠溶液的苛性比值, 铝酸钠溶液中所含苛性碱与氧化铝的摩尔比叫做铝酸钠溶液的苛性比值,符 号为MR。铝酸钠溶液中所含氧化铝与苛性碱的质量比用 表示。 表示。 号为 。铝酸钠溶液中所含氧化铝与苛性碱的质量比用Rp表示 MR与Rp之间的关系如下: 之间的关系如下: 与 之间的关系如下 MR=1.645/Rp 二、铝酸钠溶液的稳定性 所谓铝酸钠溶液的稳定性, 所谓铝酸钠溶液的稳定性,是指从过饱和的铝酸钠溶液开始分解析出氢氧化铝 所需时间的长短。铝酸钠溶液过饱和程度越大,其稳定性也越低, 所需时间的长短。铝酸钠溶液过饱和程度越大,其稳定性也越低,影响铝酸钠溶液 稳定的主要因素是: 稳定的主要因素是: 铝酸钠溶液的Rp Rp值 在其他条件相同时,溶液的Rp值越大, Rp值越大 ⑴铝酸钠溶液的Rp值。在其他条件相同时,溶液的Rp值越大,其过饱和程度越 溶液的稳定性越低。 大,溶液的稳定性越低。 铝酸钠溶液的温度。当其他条件不变时, ⑵铝酸钠溶液的温度。当其他条件不变时,溶液的过饱和程度随温度的降低而 增大,因而溶液的稳定性减少,但是在30℃以下再降低温度, 30℃以下再降低温度 增大,因而溶液的稳定性减少,但是在30℃以下再降低温度,溶液的稳定性反而有 所增大。 所增大。
返回目录 洛阳香江万基铝业有限公司品质中心
氧化铝生产计算手册

十. 石灰石分解率η石灰石 ................................................................................................................10
十一. 石灰产出率 Q 石灰...................................................................................................................10 十二. 石灰炉产 CO2 量 V CO2......................................................................................................... 10 十三. 烧结法配料............................................................................................................................11 十四. 矿石 A/S 的调配................................................................................................................... 13 十五. 料浆槽配料计算....................................................................................................................13 十六. 拜耳法溶出率........................................................................................................................15 十七. 拜耳循环效率........................................................................................................................16 十八. 高压溶出热耗计算................................................................................................................17 十九. 原矿浆在高压溶出器机组内的停留时间 T 小时...............................................................18 二十. 拜耳稀释比............................................................................................................................18 二十一. 拜耳法每小时洗液量计算............................................................................................... 18 二十二. 高压赤泥产出率................................................................................................................19 二十三. 矿浆冲淡............................................................................................................................20 二十四. 溶出过程反苛化量计算................................................................................................... 21 二十五. 赤泥产出率修正系数 K(未校对)............................................................................... 21 二十六. 沉降产能计算....................................................................................................................22 二十七. 精液产能计算....................................................................................................................23 二十八. 拜耳法生产一吨 Al2O3 所需铝土矿的计算.................................................................... 25 二十九. 活塞泵排量 Q(米 3/小时)............................................................................................ 25 三十. 赤泥附碱损失 N 附(公斤/吨干赤)............................................................................... 25 三十一. 叶滤机产能计算(仅供参考)....................................................................................... 26 三十二. 烧结窑小时蒸水量 Q(吨/小时).................................................................................. 26 三十三. 熟料标准溶出率ηA 标、ηN 标.......................................................................................... 26 三十四. 熟料的初溶出率和净溶出率........................................................................................... 27 三十五. 调整液配制计算................................................................................................................27 三十六. 粗液产出率 Q 粗,米 3/吨-熟料........................................................................................29 三十七. 现场溶出及赤泥分离洗涤系统苛化量的推算............................................................... 30 三十八. 脱硅效率ηs...................................................................................................................... 30 三十九. 硅渣产出率 Q 硅渣(公斤/米 3-粗液)..............................................................................31 四十. 脱硅前每米 3 粗液加种分母液量.................................................................................... 31
拜耳法生产氧化铝 第七章 氢氧化铝的分离和洗涤

分解槽的固含达到一定程度,就要进行产品洗涤,以维持 晶种系数,保证设备的正常运行。洗水的加入量按一定比 例控制在0.5-0.7吨水/吨AH ,水温控制在85℃-95℃。采 用二次反向洗涤。
第六章 氢氧化铝的分离和洗涤
第五节 过滤设备
氢氧化铝的分离和洗涤主要有三种过滤机:水平圆盘式过 滤机,立式圆盘式过滤机,真空过滤机。
第六章 氢氧化铝的分离和洗涤
• 过滤机产能计算 圆筒真空过滤机产能公式下: Q= 60Fδnd(1-滤饼含水率)Φ 式中: Q---- 过滤机产能。吨/时 F---- 过滤面积。 米2 δ--- 滤饼厚度。米 n---- 滤筒转速。 转/分 d---- 含水滤饼的密度。吨/米3 Φ--- 吹脱率。一般为 85%
山东铝业职业学院
第七章 氢氧化铝的分离 和洗涤
冶金化工系冶金教研室
第六章 氢氧化铝的分离和洗涤
第一节 过滤的基本概念
• • 过滤 借助一种能将固体颗粒截留而让滤液通过的多孔介质, 将固体颗粒从悬浮液中分离出来的过程叫过滤。多孔 介质称为过滤介质,习惯称为滤布。
第六章 氢氧化铝的分离和洗涤 第二节 空压机运行及控制
• 液固比的计算 氢氧化铝浆液液固比的计算公式如下: 液固比L/S= d液(d固-d浆)/d固(d浆-d液) 式中: d液------ 溶液密度。克/厘米3 d浆------ 氢氧化铝浆液密度。克/厘米3 d固----- 固体氢氧化铝密度。一般为 2.42克 /厘米3
第六章 氢氧化铝的分离和洗涤
• • • • • 滤饼含水率的计算 滤饼含水率i= (A-B)/50 * 100% 式中: A---- 样品加表皿重。 B---- 烘干后的样品加表皿重。 50---- 称取样品重量。 克
拜耳法生产氧化铝

书山有路勤为径,学海无涯苦作舟拜耳法生产氧化铝所谓“拜耳法”系奥地利化学家K·J·Bayer 于1887 年发明的处理优质铝土矿制取氧化铝的一种方法。
拜耳法就是用含有大量游离苛性碱的循环母液处理铝土矿,溶出其中的氧化铝得到铝酸钠溶液,往铝酸钠溶液中添加氢氧化铝晶种,经过一定时间的搅拌分解就可以析出氢氧化铝,分解母液经蒸发后用于溶出下一批铝土矿。
拜耳法生产中经常用到苛性比、硅量指数、循环效率、晶种系数等概念。
拜耳法就是用碱溶出铝土矿中的氧化铝。
工业上把溶液中以NaAlO2 和NaOH 形式存在的Na2O 叫做苛性碱(记作Na2Ok),以Na2CO3 形式存在的Na2O 叫做碳酸碱(记作Na2Oc),以Na2CO4 形式存在的Na2O 叫做硫酸碱(记作Na2O),所有形态的碱的总和称做全碱(记作Na2Ot)。
苛性比就是铝酸钠溶液中的Na2Ok 与Al2O3 的摩尔比,记作αko。
美国习惯用铝酸钠溶液中的Al2O3 与Na2Ok 的质量比表示,符号A/N。
硅量指数指铝酸钠溶液中的Al2O3 与SiO2 含量的比,符号A/S。
循环效率指铝酸钠溶液中的1t Na2O 在一次拜耳法循环中产出的Al2O3 的量(t),用E 表示。
它表明碱的利用率的高低。
晶种系数(种子比)指添加晶种氢氧化铝中的Al2O3 数量与分解原液中的Al2O3 数量之比。
分解离指分解出氢氧化铝中的Al2O3 数量占精液中所含Al2O3 数量之比。
计算式为:η=(1-αa/αm)×100%式中αa,αm-分别表示分解精液和分解母液的苛性比值。
拜耳法生产包括四个过程:(1)用αk=3.4的分解母液溶出铝土矿中的氧化铝,使溶出液的αk=1.6~1.5;(2)稀释溶出液,洗涤分离出精制铝酸溶液(精液);(3)精液加晶种分解;(4)分解母液蒸发浓缩至苛性碱的浓度达到溶出要求(230~280g/L)。
拜耳法生产氧化铝的工艺流程如图1 所示。
拜耳法氧化铝制取工艺(含电解)
氧化铝生产工艺
拜耳法生产氧化铝
烧结法生产氧化铝
拜耳法生产氧化铝
拜耳法生产氧化铝工艺介绍
拜耳法生产氧化铝基本原理 拜耳法生产氧化铝工序
拜耳法生产氧化铝工艺流程
拜耳法生产氧化铝的基本原理
拜耳法生产氧化铝的基本原理是: (l)用NaOH溶液溶出铝土矿,所得到的铝酸钠溶液在添加 晶种、不断搅拌的条件下,溶液中的氧化铝呈氢氧化铝析出, 即种分过程。 (2)分解得到的母液,经蒸发浓缩后在高温下可用来溶出 新的铝土矿,即溶出过程。 交替使用这两个过程,就能够每处理一批矿石便得到一批氢 氧化铝,构成所谓的拜耳法循环。 用反应方程式表示如下: Al2O3(1或3)H2O+2NaOH+aq2NaAl(OH)4+aq
我国铝土矿特点
我国铝土矿资源丰富,储量大;高铝、高硅、
低铁;铝硅比较低,中低品位铝土矿居多; 多数铝土矿是一水硬铝石型铝土矿。
铝酸钠溶液
铝酸钠溶液成分
铝酸钠溶液分子比 铝酸钠溶液结构 铝酸钠溶液诱导期 铝酸钠溶液稳定性及其影响因素
铝酸钠溶液
工业铝酸钠的主要成分是NaAl(OH)4、
拜耳法生产氧化铝工序
原矿浆制备
高压溶出 赤泥分离、洗涤 晶种分解 氢氧化铝分离、洗涤 氢氧化铝焙烧
原矿浆制备
原矿浆制备的工艺流程
矿石破碎 配矿 配碱 配石灰 原矿浆液固比调整 预脱硅
原矿浆制备工艺流程
原矿浆制备的主要设备包括:
带式输送机、球磨机、矿浆磨、螺旋分级机。
铝酸钠溶液诱导期
铝酸钠溶液的诱导期即过饱和铝酸钠溶液自发分解析 出氢氧化铝的时间长短。诱导期即是在开头一段时 间内溶液不发生明显的分解,在此期间溶液主要是 发生内部变化—离子聚合或晶核开始形成。 诱导期的长短取决于溶液的组成(浓度、αK杂质和温 度)等因素。αK和浓度高以及有机物等存在时,诱 导期长。添加晶种时也有诱导期,但诱导期的延续 时间比不添加种子时短得多。以至在晶种量较多时 延续时间只有几分钟甚至完全消失。
[整理版]拜耳法生产氧化铝工艺流程简介
![[整理版]拜耳法生产氧化铝工艺流程简介](https://img.taocdn.com/s3/m/77fd16d44128915f804d2b160b4e767f5acf808f.png)
拜耳法生产氧化铝工艺流程简介拜耳法适于处理高品位铝土矿,这是用苛性碱溶液在一定的温度下溶出铝土矿中的氧化铝的生产方法,具有工艺简单、产品纯度高、经济效益好等优点。
基本原理拜耳法的基本原理有两个。
一个是铝土矿的溶出;一个是铝酸钠溶液的分解。
溶出是用苛性碱溶液在一定的条件下(加石灰、碱浓度、温度、时间及搅拌等)溶出铝土矿中的氧化铝,反应为Al2O3〃H2O+2NaOH=2NaAlO2+2H2OAl2O3〃3H2O+2NaOH=2NaAlO2+4H2OSiO2+NaOH+NaAlO2=Na2O〃Al2O3〃2SiO 2〃2H2O+H2O一水铝石或三水铝石溶解形成铝酸钠进入碱液中,而其它杂质不进入溶液中,呈固相存在,称赤泥。
三水铝石(Al2O3〃3H2O)的溶解温度为105℃,一水硬铝石(α-Al2O3〃H2O)为220℃,一水软铝石(γ-Al2O3〃H2O)为190℃。
分解是利用NaAlO2溶液在降低温度、加入种子及搅拌的条件下析出固相Al(OH)3,分解反应为NaAlO2+2H2O=Al(OH)3↓+NaOH 种子即为Al(OH)3,加入量(以Al2O3量计算)为溶液中Al2O3含量的一倍以上;温度控制为从75℃降到55℃;搅拌时间为60h左右。
所得Al(OH)3再经焙烧脱水变成Al2O3;并使Al2O3晶型转变,满足铝电解的要求,焙烧反应为Al2O3〃3H2O 225℃γ-Al2O3〃H2O + 2H2Oγ-Al2O3〃H2O 500℃γ-Al2O3 + H2Oγ-Al2O3 900~1200℃α-Al2O3工艺流程及主要技术条件拜耳法的生产工艺主要由溶出、分解和焙烧三个阶段组成。
全流程主要加工工序为:矿石的破碎、均化及湿磨、高温高压溶出、赤泥分离洗涤、叶滤、种子分解、母液蒸发及氢氧化铝焙烧。
铝矿石进厂后经破碎、均化、贮存,碎矿石送下一工序湿磨。
本工序的目的是使铝矿石破碎至≤15㎜粒度,并且使化学成分均匀地向湿磨供料,控制指标是:每7天的供矿量加权平均值A/S波动在±0.5范围内。
氧化铝物料平衡计算
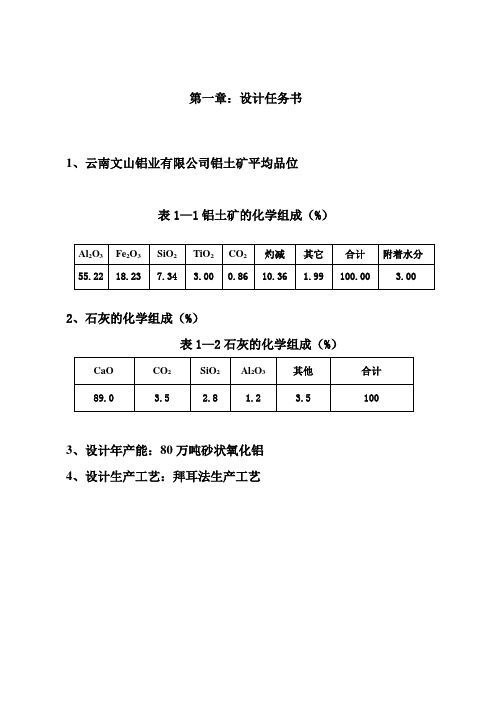
第一章:设计任务书1、云南文山铝业有限公司铝土矿平均品位表1—1铝土矿的化学组成(%)2、石灰的化学组成(%)表1—2石灰的化学组成(%)3、设计年产能:80万吨砂状氧化铝4、设计生产工艺:拜耳法生产工艺第二章技术条件及经济指标2.1原料工序原料工序的技术条件和工艺指标如下表2-1。
表2-1 原料工序技术条件和工艺指标工艺条件技术指标Al2O3含量≥50%A/S(10天内平均波动)±0.2矿石块度≤30mm铝矿石附水率≤5%2.2溶出工序A)铝土矿的理论溶出率和实际溶出率Al2O3的理论溶出率:理论上矿石中可以溶出的Al2O3量(扣除不可避免的化学损失)与矿石中的Al2O3量之比称为Al2O3的理论溶出率(η理)。
Al2O3的实际溶出率:在溶出时,实际溶出的Al2O3量与矿石中的Al2O3量之比称为Al2O3的实际溶出率(η实)。
根据表1-1的数据,该铝土矿的铝硅比:A/S=55.22÷7.34=7.523,故理论溶出率:η理=ASA-×100%=22.5534.722.55-×100%= 86.708%实际溶出率:η实=矿赤矿)/ () /()/(SAS ASA-×100%=523.741 .1523.7-×100%=81.257%式中:η理——理论溶出率,%;η实——实际溶出率,%;Al2O3——铝矿石中Al2O3的百分含量,%;SiO2——铝矿石中SiO2的百分含量,%;(A/S)矿——铝矿石中的铝硅比;(A/S)赤——赤泥中的铝硅比;B)溶出温度温度是影响溶出过程最主要的因素。
随着温度的升高,氧化铝在碱溶液中的溶解度增大,溶出反应速度以及碱溶液与反应产物的扩散速度也增加,当其它溶出条件相同时,提高溶出温度总时使溶出速度加快,溶出设备产能显著提高。
本设计溶出温度定为280℃。
溶出温度对赤泥A/S 的影响如下图2-1。
图2-1溶出温度对赤泥A/S 的影响C )循环母液碱浓度及岢性比值[24]循环母液的岢性碱浓度愈高,其未饱和程度愈大,氧化铝溶出速度及产能越大,得到的溶出液岢性比值越低,碱的循环效率也越高。
氧化铝生产工艺拜耳法配料
配碱公式
石灰配入量
拜耳法配料加入的石灰量是以铝矿石中含氧化钛( Ti02) 量计算的,按其反应式要求氧化钙和氧化钛的摩尔比为 2:1。
Ca0:Ti02=2:1
(3)在溶出过程中由于反苛化反应和机械损失的苛性碱。 但配料时加入的碱并不是纯苛性氧化钠,而是生产中返回的 循环母液。循环母液中除苛性氧化钠外,还有氧化铝、碳酸 钠和硫酸钠等成份。所以在循环母液中有一部分苛性氧化钠 与母液本身的氧化铝化合,称为惰性碱。剩下的部分才是游 离苛性氧化钠,它对配料才是有效的。
配碱
单位矿石所需要的循环母液量L配碱量。 生产中,要求溶出液具有一定分子比。此指标是工厂根据具 体生产条件而确定。配碱量主要考虑以下三方面的用碱量:
(1)铝酸钠结合碱。例如当规定的MR=1.45时,即是 溶出一个分子的氧化铝,在溶液中就要保留有1. 45个分子的 氧化钠;
(2)与氧化硅反应生成钠硅渣所需碱。矿石中有一公斤的 氧化硅就要配入M(Kg)的苛性钠;
拜耳法生产氧化铝叶滤机流体模型计算
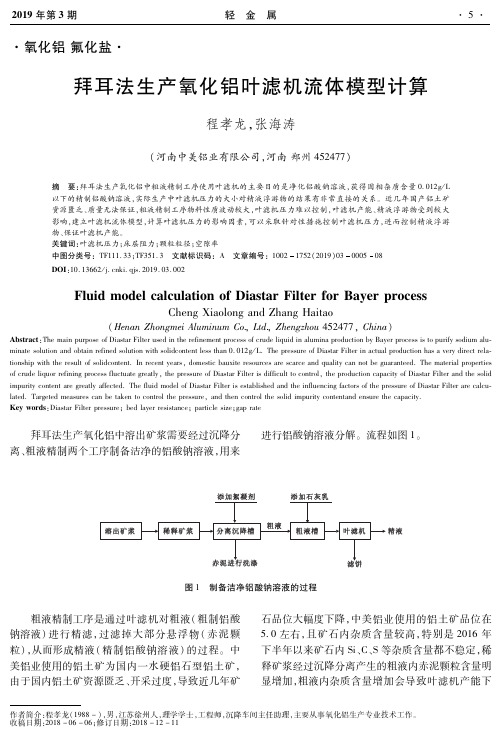
石品位大幅度下降,中美铝业使用的铝土矿品位在 50左右,且矿石内杂质含量较高,特别是 2016年 下半年以来矿石内 Si、C、S等杂质含量都不稳定,稀 释矿浆经过沉降分离产生的粗液内赤泥颗粒含量明 显增加,粗液内杂质含量增加会导致叶滤机产能下
作者简介:程孝龙(1988-),男,江苏徐州人,理学学士,工程师,沉降车间主任助理,主要从事氧化铝生产专业技术工作。 收稿日期:2018-06-06;修订日期:2018-12-11
表 2 叶滤机周期设定
叶滤机压力,MPa 运行周期,s
<012 >1800
012~018 1400~1800
>018 1200~1400
112 全自动立式叶滤机周期性运行情况 叶滤机运行命令靠气动阀执行,以叶滤机平均
运行压力 015MPa、周期 1600s为例,全自动叶滤机 一个周期内各气动阀开关情况如表 3.
· 6·
程孝龙 等:拜耳法生产氧化铝叶滤机流体模型计算
2019年第 3期
降、滤布使用周期降低、叶滤机精液浮游物容易超标叶滤机的影响
项 目
叶滤机运行压力,MPa 滤布使用周期,天 叶滤机产能,m3/h 粗液浮游物,g/L 精液浮游物,g/L
2013年 ~2016年 上半年
DOI:10.13662/j.cnki.qjs.2019.03.002
FluidmodelcalculationofDiastarFilterforBayerprocess
ChengXiaolongandZhangHaitao
(HenanZhongmeiAluminum Co,.Ltd,.Zhengzhou452477,China)
2019年第 3期
·氧化铝 氟化盐·
轻 金 属
氧化铝生产指标使用手册内心

氧化铝指标实用手册一、生产概况介绍氧化铝生产实质上是利用氧化铝自身性质将铝土矿中的氧化铝与杂质进行分离的过程,其自身性质是由奥地利人K·J·Bayer(拜耳)于1889~1892年发现的并申报了专利,专利的主要内容就是我们所用拜耳法的生产原理:铝土矿中的氧化铝和苛性碱溶液在高温高压条件下反应生成铝酸钠溶液,铝酸钠溶液在降温、加晶种、搅拌条件下分解析出氢氧化铝。
化学方程式如下:Al2O3·H2O+2NaOH+aq 2NaAl(OH)4+aq 完成铝土矿中氧化铝和苛性碱溶液反应的生产工序就是溶出,它实现了铝土矿中的氧化铝与杂质分离进入铝酸钠溶液的目的;沉降车间的主要任务就是将溶出后铝酸钠浆液中的溶液与赤泥实现彻底分离:溶出后矿浆含有100g/l左右杂质通过分离沉降洗涤、沉降槽溢流通过叶滤机变成浮游物≤15mg/l的铝酸钠精液送种分系统,沉降槽底流通过压滤机变成含水率≤35%的滤饼赤泥外排;分解析出氢氧化铝后的母液送蒸发车间经过蒸发器组以提高母液Nk浓度,从而与铝土矿中的氧化铝进行下一批溶出反应。
二、指标概念介绍Nc AO001865.00009.000144Nk .025.0+++1、铝酸钠溶液浓度指标:1) 苛(性)碱浓度(Nk):单位体积铝酸钠溶液中与氧化铝反应生成铝酸钠的Na 2O 和以游离的NaOH 形态存在的Na 2O 的质量。
单位:g/l2) 碳碱浓度(Nc):单位体积铝酸钠溶液中以游离的Na 2CO 3形态存在的Na 2O 的质量。
单位:g/l3) 全碱浓度(Nt ):单位体积铝酸钠溶液中以苛碱和碳碱形式存在的Na 2O 的总质量。
单位:g/l4) 氧化铝浓度(AO ):单位体积铝酸钠溶液中与苛性碱反应生成铝酸钠的Al 2O 3质量。
单位:g/l2、铝酸钠溶液性质指标:1) 苛性比值(αk ):铝酸钠溶液中所含苛性碱和氧化铝的摩尔比,它相等于苛性碱和氧化铝的浓度比乘以系数1.645。
拜耳法生产氧化铝工艺设计计算

拜耳法生产氧化铝工艺设计计算拜耳法生产氧化铝工艺设计计算 1 目的与要求通过工艺设计计算,对氧化铝生产工艺工艺流程有更深入全面的了解,培养和训练学生具备解决复杂的工艺问题、管理氧化铝生产、进行物料平衡计算的能力。
在进行冶金计算之前,必须收集有关现场数据,以便于具体计算。
为了计算的方便,下面的物料平衡计算按生产1吨氧化铝为基准进行。
2 主要生产技术指标的选择01)产品为一级氧化铝(国标):含量不低于。
本设98.6AlO0230计取为。
99000) 2)铝土矿的化学组成(表1 铝土矿成分表AlOCOFeOSiOHOTiO成分其他合计附着水 232232220 067.40 11.08 5.45 4.20 10.77 0.52 0.58 100 0.9003)石灰的化学组成()表2 石灰石的成分表成分 AlOCOSiO 其他合计 CaO 2322087.56 3.8 3.27 5.19 0.18 100 0004)氧化铝实际溶出率:89.09,总回收率:87。
0005)石灰添加量占干铝土矿量的8。
06)碱耗: 53kg/t,AlO23补碱组成表3 补碱成分表NaONaOCO成分 2k2c2g/L 438.8 7.2 5.13密度=1440 kg/m7)循环母液的组成表4 循环母液的成分成分 NaOAlONaOCONaO2k232c22Tg/L 240 135.13 20 14.19 2603密度=1358 kg/m,,3K8)稀释后的铝酸钠溶液组成表 5 铝酸钠溶液成分成分 NaONaOCOAlO2k2c223g/L 160 181.52 11.04 7.833g/cm 密度=1315,,1.48K9)沉降分离底流,末次洗涤槽底流。
LS,3.0LS,1.010)弃赤泥液相中的含量(浓度):。
NaO2.25gL211)溶出后赤泥的,。
AS,1.35NS,0.3012) 溶出过程浓缩率:。
80013)晶种分解中种子比为3.0,种子附水率为,分离后氢18.00氧化铝浆液的。
氧化铝生产工艺及计算
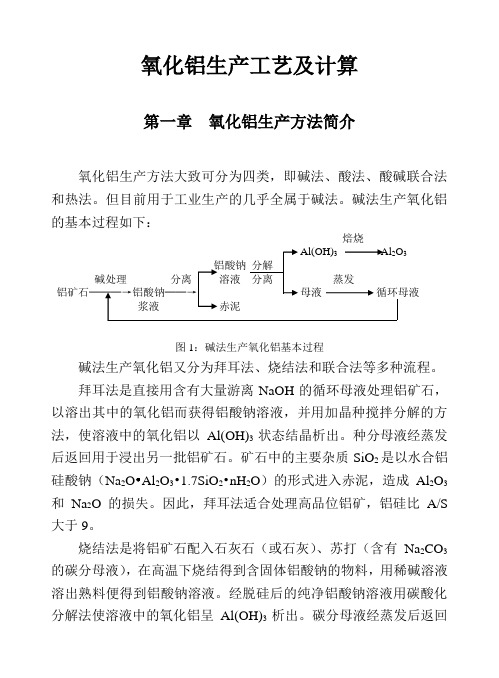
氧化铝生产工艺及计算第一章氧化铝生产方法简介氧化铝生产方法大致可分为四类,即碱法、酸法、酸碱联合法和热法。
但目前用于工业生产的几乎全属于碱法。
碱法生产氧化铝的基本过程如下:焙烧3图1:碱法生产氧化铝基本过程碱法生产氧化铝又分为拜耳法、烧结法和联合法等多种流程。
拜耳法是直接用含有大量游离NaOH的循环母液处理铝矿石,以溶出其中的氧化铝而获得铝酸钠溶液,并用加晶种搅拌分解的方法,使溶液中的氧化铝以Al(OH)3状态结晶析出。
种分母液经蒸发后返回用于浸出另一批铝矿石。
矿石中的主要杂质SiO2是以水合铝硅酸钠(Na2O•Al2O3•1.7SiO2•nH2O)的形式进入赤泥,造成Al2O3和Na2O的损失。
因此,拜耳法适合处理高品位铝矿,铝硅比A/S 大于9。
烧结法是将铝矿石配入石灰石(或石灰)、苏打(含有Na2CO3的碳分母液),在高温下烧结得到含固体铝酸钠的物料,用稀碱溶液溶出熟料便得到铝酸钠溶液。
经脱硅后的纯净铝酸钠溶液用碳酸化分解法使溶液中的氧化铝呈Al(OH)3析出。
碳分母液经蒸发后返回用于配制生料浆。
矿石中的主要杂质SiO2是以原硅酸钙(2CaO•SiO2)的形式进入赤泥,不会造成Al2O3和Na2O的损失。
因此,烧结法适合处理高硅铝矿,铝硅比A/S可以为3-5。
拜耳-烧结联合法兼有拜耳法和烧结法流程,兼收了两个流程的优点,获得更好的经济效果。
它适合处理A/S为6-8的中等品位铝矿。
由于流程较复杂,只有生产规模较大时,采用联合法才是可行和有利的。
酸法是用硝酸、硫酸、盐酸等无机酸处理含铝原料而得到相应的铝盐的酸性水溶液。
然后使这些铝盐成水合物晶体(蒸发结晶)或碱式铝盐(水解结晶)从溶液中析出,亦可用碱中和这些铝盐的水溶液,成氢氧化铝析出,煅烧后得无水氧化铝。
酸法适合处理高硅低铁铝矿,如粘土、高岭土等。
但它的缺点是耐酸设备昂贵,酸的回收困难,从溶液中除铁也困难。
酸碱联合法是先用酸法从高硅铝矿中制取含铁、钛等杂质的不纯氢氧化铝,再用碱法(拜耳法)处理。
拜耳法生产氧化铝过程的碳排放核算
拜耳法生产氧化铝过程的碳排放核算摘要:随着全球气候变化问题日益严重,减少碳排放已成为各国政府和企业的重要任务。
氧化铝作为一种重要的工业原料,在生产过程中会产生大量的碳排放。
拜耳法生产氧化铝是一种广泛应用的方法,但其生产过程中产生的碳排放也需要得到准确核算和管理。
本文旨在探讨拜耳法生产氧化铝过程的碳排放核算,为行业内的碳减排提供理论依据和技术支持。
关键词:拜耳法;氧化铝;碳排放引言:近年来,全球气候变化问题已成为国际社会关注的焦点。
二氧化碳等温室气体的过量排放被认为是导致气候变化的主要原因之一,因此,减少碳排放已经成为各国政府和企业的重要任务。
氧化铝是一种重要的工业原料,广泛应用于建筑、交通、航空航天等领域。
拜耳法是生产氧化铝的主要方法,具有生产效率高、能耗低等特点,但同时也存在较高的碳排放问题,基于此,本文的研究存在实际和理论意义。
一、拜耳法生产氧化铝过程及其碳排放来源拜耳法是一种生产氧化铝的工业过程。
氧化铝广泛应用于各种工业领域,如冶金、陶瓷、电子和航空航天等。
拜耳法生产氧化铝的过程大致分为矿石准备、拜耳法分解、过滤与洗涤、煅烧、冷却与包装。
首先,将开采的铝土矿(主要成分为铝硅酸盐)进行粉碎、清洗,以去除杂质。
在拜耳法分解阶段,将铝土矿与氢氧化钠溶液混合,在一定的温度和压力下,通过分解铝硅酸盐来提取氧化铝。
分解后的固体产物经过过滤和洗涤,以去除残留的钠盐和杂质。
将得到的氧化铝进行高温煅烧,进一步去除杂质,得到纯净的氧化铝。
最后,将煅烧得到的氧化铝进行冷却,然后进行包装。
在拜耳法生产氧化铝的过程中,碳排放主要来自于能源消耗、矿石处理、煅烧过程。
生产氧化铝需要大量能源,通常来源于化石燃料,如煤、石油和天然气。
这些燃料的燃烧会产生大量的二氧化碳排放。
矿石的粉碎、清洗和加热处理过程中,设备的运行和加热都会产生一定的碳排放。
在氧化铝的煅烧过程中,高温燃烧会产生大量二氧化碳排放。
二、拜耳法生产氧化铝过程中的碳排放特性拜耳法生产氧化铝需要大量的能源,主要来源于化石燃料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用元素原子量表常用化合物分子量表常用分子量比值碱赤泥浆水份、比重对照表实测各种固体物料比重表* ---为跑浑期间测定值** ---测定时使用溶剂为苯,比重0.877~0.879计算时按0.88计。
生料浆水份、比重对照表生料浆的水份和比重的关系可用下列方程式表示:γ=2.106-0.012×Wγ---生料浆的比重W---生料浆的水份(%)生料浆水份与熟料折合比对照表注:此表为未掺煤时之定值生产上各种铝酸钠溶液的比重及粘度注:* 假定值,末实际测定;** 按公式(6)计算,并作Ns考虑。
饱和水蒸汽表(按压力编排)过热蒸汽焓表(千卡/公斤)第 二 章 技术指标与工艺计算(1) αK: 苛性比值。
是铝酸钠溶液的重要特性函数之一,是溶液稳定程度的参数,与碳分分解和种分分解密切关系。
它是溶液中所含的苛性氧化钠( Na 2O 苛 )与氧化铝分子数的比值。
645.1102/62/322322⨯==O AL ONa O AL O Na ak 荷 式中 Na 2O 苛, Al 2O 3 -- 分别为溶液中Na 2O 苛与Al 2O 3的含量,克/升; 式中 Na 2O 苛, Al 2O 3 -- 分别为溶液中Na 2O 苛与Al 2O 3的含量,克/升; 62 . 102 --- 分别为Na 2O 与Al 2O 3分子量。
从公式可见,苛性比值在数量上等于溶液中的Na 2O 苛和Al 2O 3的重量比与系数1.645的乘 积。
(2) A/S:铝硅比。
铝土矿、赤泥等固体物料或各种溶液中所含Al 2O 3和SiO 2 重量比。
在固体物料中%100(%)(%)232⨯=SiO O AL S A 在各种溶液中%100)/()/(232⨯=L g SiO L g O AL S A式中:Al 2O 3 (%) 、SiO 2 (%) ---分别为各种物料中Al 2O 3和SiO 2的百分含量,%; Al 2O 3 (g/l)、SiO 2 (g/l)---分别为各种溶液中Al 2O 3和SiO 2的浓度,g/l 。
各种溶液的铝硅比A/S 又叫硅量指数,脱硅所产精液的A/S 又叫脱硅指数。
(3)L/S 和固含:L/S 称液固比,即各种浆液中液体和固体的重量比。
固含为单位浆液体积 内的固体含量,单位为克/升或公斤/米3。
即浆液中液体与固体之比1、 重量与重量之比。
即浆液中液体重量与固体重量之比。
)液浆固浆固液()-(=固体重固体重泥浆重=固体重液体重=d d d d d d S L -- 式中 d 浆---液相的比重 d 固---固相的比重d 浆---浆液的比重2、体积重量比。
即浆液中溶液的体积与固体重量比。
主要用于熟料溶出时,根据浆液中溶液的体积和固体的重量比,计算1升调整液应加入的熟料量。
()重量比SL S L =÷固d3、压缩液固比(L/S)压:取一定体积(如100厘米3)的泥浆,经过一定时间的静止压缩沉降后,压缩赤泥中的液固比叫压缩液固比。
为公式d 浆换算或压缩泥浆比重即得液固比的公式:)(液压浆固压浆固液-)-(压缩=d d d d d d S L 式中d 压浆---压缩泥浆比重 d 压浆-ιι-浆浆100.100d d4、固含。
即1升浆液中所含固体的重量,g/l 。
注:浮游物含量概念同固含。
主要指1升铝酸钠溶液所含悬浮物的量,g/l()1000/⨯=vwl g 固含 注:式中:w 固体的重量,g v 浆液的体积,l或:固含:11000+浆SL d =式中:L/S 重量比之液固比 d 液组成浆液之溶液比重 d 固组成浆液之固体比重(4)含水率:即含水固体物料中,水份含量的重量百分比。
亦称附着水水份。
含水率%=100⨯含水物料量水量(5)细度:即采用不同筛目,将干燥的固体粒子过筛后,筛上残留与固体粒子重量之百分比。
细度%=100⨯wg式中:g -筛上残留物的质量,g w -试样的质量,g (6)[CaO]/[TiO 2] :CaO 与TiO 2的分子比。
( 分子式外面加[ ],表示克分子或分子数。
)[][]43.180/56/222⨯==TiO CaO TiO CaO TiO CaO式中 CaO 、TiO 2---分别为矿石或赤泥中CaO 和TiO 2的百分含量.%当[CaO]/[TiO 2]=2时. 2275.143.12TiO TiO CaO =⨯=当[CaO]/[TiO 2]=2.5时 225.143.15.2TiO T TiO CaO =⨯=(7)高压溶出的配料设循环母液中的Na 2Ok 浓度为nk 克/升, Al 2O 3浓度为a 克/升 矿石中Al 2O 2含量为A % SiO 2含量为S % TiO 2含量为T %当溶出以后的αk =1.645时,则母液中的有效碱浓度为Nk -a 克/升:如预期溶出赤泥中的A/S =b ,N/S =d ,则每1000公斤铝矿石中将有(A-bS)×10公斤 Al 2O 3进入溶液,需配碱(A-bS)×10公斤,赤泥中损失碱10dS 公斤,共需配循环母液: 310m ank dsbs A =-+-即d ank dsbs A 10=-+- 吨式中d 母---循环母液比重 当[CaO]/[TiO 2]=2.5时 1吨矿石需配石灰1.75T/C.吨 式中C ---石灰中CaO 的含量,% 则配料母d a nk dSbS A S L 10⨯-+-=÷⎪⎭⎫ ⎝⎛C 75.11+这就是当溶出αk 1.645时的配料公式。
在一车间现行配料中,把公式作了如下简化: ⑴设母液比重≈1.4;⑵设石灰添加量为矿石量的10%,即令 1.75T/C =0.1;⑶根据操作规程要求αk 1.58~1.62A/S =1.8~2.2,将公式中bS 和dS 简化为一个系数K , K =0.8~0.9因此配料公式为:K a nk A S L 4.110⨯⨯-=÷1.1=12.7kank A- 说明:⑴如矿石中Al 2O 3 量为70%,SiO 2 7%,TiO 2 4%,则公式中的A =70,S=7,T=4; ⑵石灰加入量为矿石量的10%时,[CaO]与[TiO2的分子比大于2.5。
⑶生产上可按K =0.85计算,编算配料单,并定时根据溶出矿浆αk 于或低于指标定值的情况,在0.8~0.9的范围内以减小或增大K 值(一般说,矿石A/S 较高时,其K 值偏 小)的办法进行调整。
⑷不同溶出αk 赤泥A/S 和N/S 情况下的配料公式{[CaO]/[TiO 2=2.5]为 ()[]()()ak nk C T d dS ak bS A S L ⨯-⨯⨯+-=608.0/75.1110608.0+母式中αa ---预期溶出液αk ;0.608---当溶液αk =1时,Na 2O k 与Al 2O 3的重量比,其它符号意义同上。
例三:设矿石中Al 2O 3含量为70%,SiO 2含量为7%,TiO 2含量为4%,石灰中CaO 含 量为85%, 循环母液比重1.4,其中Na 2Ok 和Al 2O 3和浓度分别为280克/升和140克/升, 预期溶出赤泥A/S b =2,N/S d =0.4(溶出液αk =1.58~1.62),k 值按0.85计算,试 分别按公式(23)和(24)求溶出配料L/S 。
解:按公式(23)计算得母d a nk dSbS A S L 10⨯-+-=÷⎪⎭⎫ ⎝⎛C T 75.11+4.11014028074.07270⨯⨯-⨯+⨯-=÷4.585475.11=⎪⎭⎫ ⎝⎛⨯+按公式(24)计算得:4.51402807085.07.12=-⨯⨯=S L (8)碱比[N]/[A]+[F]---干生料中Na 2O 与Al 2O 3和Fe 2O 3之分子比,简写为N/R 。
生料浆 N/R =[][][]16010262/32322O Fe O AL O Na F A N +=+熟 料N/R =645.1638.0658.0⨯+-+AF NsK N 熟料F/A =[][]638.0102160⨯==A F A FA F 式中Na 2O 、Al 2O 3、Fe 2O 3---分别为Na 2O 、Al 2O 3、Fe 2O 3的百分含量,%; 62、102、160---分别为Na 2O 、Al 2O 3、Fe 2O 3的分子量。
(9)钙比[C]/[S]:干生料或熟料中CaO 与SiO 2的分子比。
[][]2207.160/56/SiO CaO SiO CaO S C == 真钙比[C]/[S]:07.17.0⨯-=⎥⎦⎤⎢⎣⎡∙S T C S C 式中CaO 、SiO 2---分别为干 生料或熟料中CaO 和SiO 2的百分含量,%; 56、60---分别为CaO 、SiO 2的分子量。
(10)石灰石分解率η (%):%1004456⨯⨯石灰石灰石-石灰中灼减=CaO CaO η5644112⨯-=石灰石石灰石灰石石灰石灰石灰石-=C C C CO C C式中C 石灰石---石灰石中含CaO 量,%; C 石灰---生石灰中含CaO 量,%CO 2 (石灰中灼碱)=--石灰石中CO 2含量〖CO 2石灰中灼碱)=C 石灰石×44/55〗,%; 44、56---分别为CO 2与CaO 的分子量。
(11)石灰产出率Q :即每吨石灰石产石灰量(吨),如不考虑焦炭灰份量,则: %100⨯石灰石灰石C C Q符号意义同上: (12)石灰炉产CO 2量VCO 2VCO 2=(VCO 2石灰石+VCO 2焦炭)×90%VCO 2石灰石=W石灰石×C 石灰石%×η石灰石%×444.22÷CO 2浓度%; =W石灰石×444.221⨯⎪⎪⎭⎫ ⎝⎛-石灰石灰石C C ÷CO 2浓度% VCO 2焦炭=W焦炭×C 炭 %×η炭然×124.22÷CO 2浓度% 式中 VCO 2---石灰炉产CO 2,(千米3); VCO 2石灰石---石灰石分解产CO 2,(千米3); VCO 2焦炭---焦炭燃烧产CO 2,(千米3); 90%---石灰炉CO 2,收率,%; W石灰石---入炉合格石灰石量,吨; C 石灰石---石灰石中CaO 含量,%; η石灰石---石灰石分解率,%; C 石灰--生石灰中CaO 含量,%; W焦炭--入炉焦炭量,吨;44、12--- CO 2分子量和C 的原子量; C 炭-焦炭中固定炭含量,%;η炭然 --焦炭燃烧程度,%;22.4---在标准状况下,克分子(或吨分子)气体所占的体积,单位为升/克分子或(千米3)/吨分子. (13)烧结法配料烧结法配料考虑的指标有A/S 、C/S 、N/(A +F)和含水率.生料浆在烧结过程中加入了煤灰,同时 各成份不一定按同样的比例损失,因此生料浆和熟料的A/S 、C/S 、N/(A +F)各有一定的差值,应经常 根据现场的差值和技术操作规程对熟料成份的要求,调整生料浆中各比值.现以N/R =0.99、C/S =2.15、A/S =2.8,作生料浆配料计算示例。