135 刀夹模治具一览表
专用工装模具清单样板
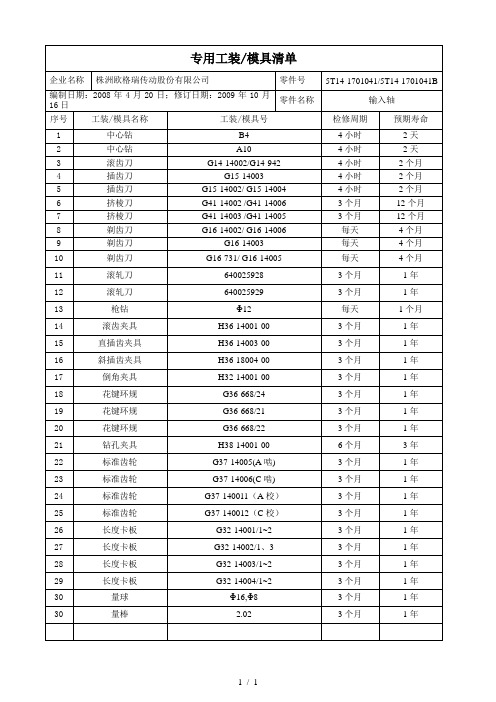
量球
Φ16,Φ8
3个月
1年
30
量棒
2.02
3个月
1年
3个月
1年
24
标准齿轮
G37-140011(A校)
3个月
1年
25
标准齿轮
G37-140012(C校)
3个月
1年
26
长度卡板
G32-14001/1~2
3个月
1年
27
长度卡板
G32-14002/1、3
3个月
1年
28
长度卡板
G32-14003/1~2
3个月
1年
29
长度卡板
G32-14004/1~2
3个月
1年
4小时
2个月
4
插齿刀
G15-14003
4小时
2个月
5
插齿刀
G15-14002/ G15-14004
4小时
2个月
6
挤棱刀
G41-14002/G41-14006
3个月
12个月
7
挤棱刀
G41-14003/G41-14005
3个月
12个月
8
剃齿刀
G16-14002/G16-14006
每天
4个月
9
剃齿刀
G16-14003
每天
4个月
10
剃齿刀
G16-731/G16-14005
每天
4个月
11
滚轧刀
640025928
3个月
1年
12
滚轧刀
640025929
3个月
1年
13
枪钻
Φ12
每天
模具零件的配合类别和精度等级表

固定零件
与金属液接触,受热较大
H7/h6(圆形)
套板和镶块,镶块和型芯,套板和浇口套、镶块、分流锥等
H8/h7(非圆形)
不与金属液接触,受热较小
H7/k6
套板和导套的固定部位
H7/m6
套板和导柱、斜销、楔紧块、定位销等固定部位
滑动零件
与金属液接触,受热量较大
H7/f7(锌合金)
推杆和推杆孔,型芯、分流锥和卸料板上的滑动配合部位,型芯和滑动配合的孔
H7/e8(镁合金、铝合金)
H7/e8(锌合金)
成型滑块和镶块
H7/d8(镁合金、铝合金)
受热量不大
H8/e7
导柱和导套的导滑部分
H9/e8
推板导柱和推板导套的导滑部位
H7/e8
复位杆与孔
CNC_常用刀具表

1143SC90-1400
铝用合金钻头
2
627.471
1254.942
定心、倒角加工
25
M5 攻丝
BT40-45°
拉钉
1
36.27
36.27
26
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
27
ER25-6GB
刚性攻丝卡簧
1
570.492
570.492
28
4201A-M5
硬质合金丝锥
铝用数控刀片
50
29.016
1450.8
5
M5 底孔钻
BT40-45°
拉钉
1
36.27
36.27
6
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
7
ER25-5A
精密级卡簧
1
222.768
222.768
8
1105SC03-0420
铝用合金钻头
5
95.94
479.7
9
M6 底孔钻
BT40-45°
19
ER25-9A
精密级卡簧
1
222.768
222.768
20
1105SC03-0850
铝用合金钻头
5
241.722
1208.61
21பைடு நூலகம்
倒角钻
BT40-45°
拉钉
1
36.27
36.27
22
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
修边器型号大全

NG3200 诺佳(NOGA) V型修边器 内装:NG-3手柄,L型刀头夹杆,L3刀头,
适用于1-8MM铁板去毛刺 NOGA V CUT NG3200 For deburring sheet metal 1-8mm.
Includes:NG-3 handle, L holder and L3 blade.
为了方便客户更好地了解NOGA修边器,以及
查阅修边器的相关型号,东莞思诚小编现在对修边 器的型号进行汇总,希望对大家有所帮助,有任何 问题也可以咨询我们。
以色列NOGA诺佳去毛刺刮刀批锋刀NOGA去
毛刺刮刀,是来自于刀具王国以色列,作为享有专 利的,世界唯一的一种专业刀具主要解决零部件 (包括塑胶件、五金铁件或铜件、铝件等)在生产 过程中所产生的毛刺(曲边,直角边,键槽沟槽边 角,外圆边角,内孔,交差孔,沉孔边角等毛刺)。
SC8000 诺佳(NOGA) 可调刮刀-三角刮刀 内装:12MM铝氧化手柄,T80双头三角刮刀
适用于各种材质工作的铲刮去毛刺。
ADJUSTABLE SCRAPER SC8000
Ideal for scraping, trimming and deburring almost all materials. Includes: 12mm anodized handle and T80 double ended triangular scraper.
NG3003 诺佳(NOGA) 超级修边器 内装:NG-3手柄,S刀头夹杆,S100,S20和S30
刀头 适用于重型,加长修边去毛刺场合
SUPER BURR NG3003 For heavy duty jobs. Includes: NG-3 handle, S holder, S100, S20
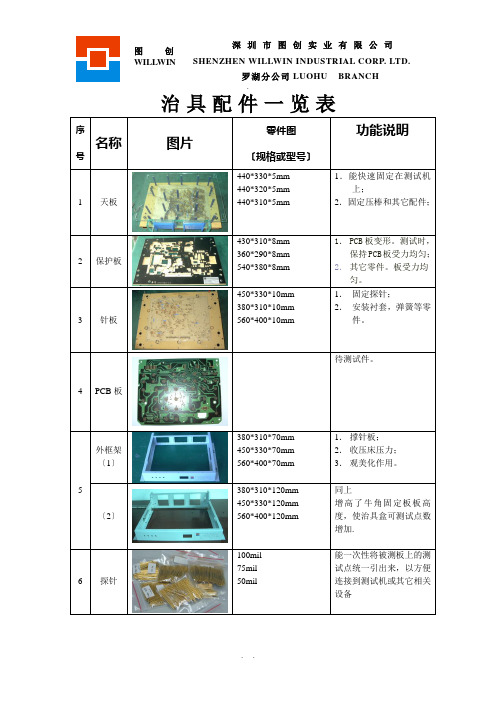
治具标准配件一览表

表件一览治具配功能说明零件图序名称图片(规格或型号)号1440*330*5mm .能快速固定在测试机上;440*320*5mm2.固定压棒和其它配件;1 440*310*5mm 天板1.430*310*8mm PCB板变形。
测试时,保持360*290*8mm PCB板受力均匀; 2 保护板2.540*380*8mm 其它零件。
板受力均匀。
1.固定探针;450*330*10mm2.380*310*10mm 安装衬套,弹簧等零件。
560*400*10mm 3 针板待测试件。
4 PCB板380*310*70mm 1.撑针板;2.收压床压力;外框架450*330*70mm3.)观美化作用。
560*400*70mm 1(5380*310*120mm 同上增高了牛角固定板板高450*330*120mm(2)560*400*120mm 度,使治具盒可测试点数.增加能一次性将被测板上的测100mil试点统一引出来,以方便75mil6 50mil 探针连接到测试机或其它相关设备平头压棒(白色)检测时,能很好地压平被Φ6*20 而不致压到被PCB测板,Φ6*40 7 压棒Φ6*100 测板上元器件,同时加工Φ8*20 7.5*40Φ8.3*50 Φ比较方便Φ8.3*55 Φ8.3*40尖头压棒(白色)Φ6*20 Φ6*40Φ6*100 Φ8*40平头压棒(黑色)Φ6*20 Φ6*25Φ6*32 Φ6*40Φ6*100尖头压棒(黑色)Φ6*20 Φ6*32Φ6*40 Φ6*100防静电压棒(平、尖头)Φ6*20Φ1.8*24 Φ1.8(长) 精确限定PCB板与针板之间的相对位置,确保所1.9*24 Φ2.0*24 Φ有探针针点位置的准确性2.1*24 2.0(Φ黄色) Φ2.5*24 Φ2.3*24 Φ2.9*24 Φ2.7*24 ΦTooling ΦΦ3.3*24 3.1*24 8PinΦ3.7*24 Φ3.5*243.9*24 ΦΦ3.75*244.0 黑色Φ3.9() Φ4.3*24 Φ4.1*24 Φ4.7*24 Φ4.5*24 Φ5.1*24 Φ4.9*24 Φ一般在ICTΦ10*70治具受压时,防止针板变形而导致测试(蓝色、黑色)针点偏斜9支承柱精确定位保护板与针板之Φ6*40间或上针板与下针板之间Φ8*4210 Φ8*67 子弹头的相对位置。
夹具、治具的分类和使用8

夹具、治具的分类和使用第一节夹具、治具的分类。
加工中心所加工的产品相对比较复杂,就外形来讲,就有许多种,自然需要各种夹具(治具)来装夹产品。
在这之前就必须对其有充分的了解(图3-1-1)。
1 2 3 SHAFT加工治具RAM加工治具常用加工治具4 5 6常用加工治具第四轴(分度头)平口钳7 8 9 8英寸硬爪10英寸硬爪8英寸生爪10 11 128英寸卡盘10英寸生爪10英寸卡盘图3-1-1根据装夹不同形状的产品和加工不同精度要求的产品,加工中心的夹具(治具)基本上可以分成三大类:一.回转体类:一般以加工VF部品(SHAFT、HOUING)为代表,通常采用三爪卡盘、分度头装夹加工(图3-1-2);但在加工SHAFT时,为了提高效率和控制精度,也有使用治具(V型块)装夹的。
图3-1-2二.六面体类:该类以平口钳装夹加工为最多见,其特点是装夹方便,可进行重切削,但加工的产品尺寸有限度(图3-1-3)。
图3-1-3 图3-1-4三.特殊类:该类主要是以治具装夹加工最为多见,除了可以保证以上两类装夹无法保证的尺寸精度以外,更适合加工大平面、大外形尺寸、不规则产品,但在装夹上比较烦琐(图3-1-4)。
第二节:夹具、治具的选择和使用一.三爪卡盘的选择和使用三爪卡盘的选择主要是要选择合适的爪来装夹产品。
在这个过程中,根据不同的产品所允许的装夹范围,必须要做到以下几点:1)硬爪(图3-1-1-8)的选择:硬爪的材料一般是经过热处理的,硬度较高,所以在使用的过程中很容易将产品表面夹出痕迹,所以只适合在粗加工(装夹表面一般有余量)中使用;而且硬爪不易加工,所以其型号(根据装夹部位的圆弧大小)非常有限,所以在可以使用生爪的情况下尽可能不去使用硬爪。
图3-2-1 图3-2-22)生爪的选择和加工:生爪一般在实际的加工中使用非常频繁,主要因为可以根据实际装夹的需要,任意选择和加工所需要的爪的大小。
如图3-2-1所示,其中H是装夹的深度,原则上来讲,在允许的情况下装夹的深度越深越好;R是和产品外径紧密配合的部分,它的大小根据所装夹的产品外径的大小来选择,一般我们在实际使用中都选择大于产品实际外径0.1MM~0.2MM的三爪,这样既可以保证产品的表面不被夹伤,又可以有足够的强度保证产品在加工中不会动掉。
模具明细清单
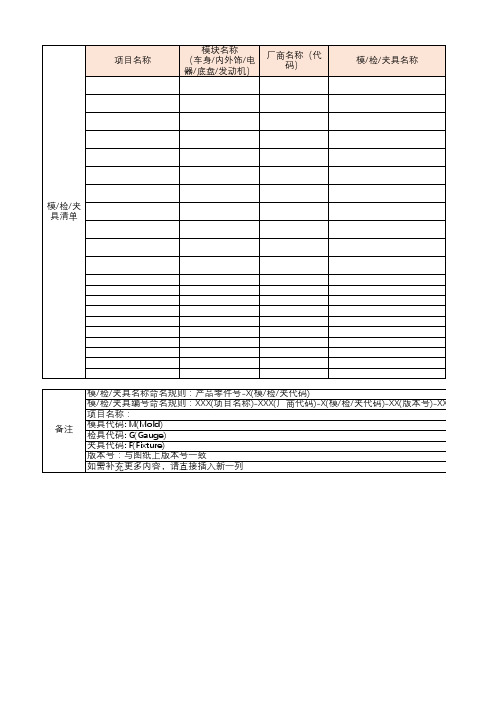
模块名称 (车身/内外饰/电 器/底盘/发动机)
厂商名称(代 码)
模/检/夹具名称
模/检/夹 具清单
备注
模/检/夹具名称命名规则:产品零件号-X(模/检/夹代码) 模/检/夹具编号命名规则:XXX(项目名称)-XXX(厂商代码)-X(模/检/夹代码)-XX(版本号)-XXX(流水号) 项目名称: 模具代码: M(Mold) 检具代码: G(Gauge) 夹具代码: F(Fixture) 版本号:与图纸上版本号一致 如需补充更多内容,请直接插入新一列
模/检/夹具编号
模检夹具属性 (冲压/注塑/压铸等)
模/检/夹数量
穴/模
版本号)-XXX(流水号)
模具寿命 金额(元) 资产归属 模具签收人
照片பைடு நூலகம்
刀模登记表表
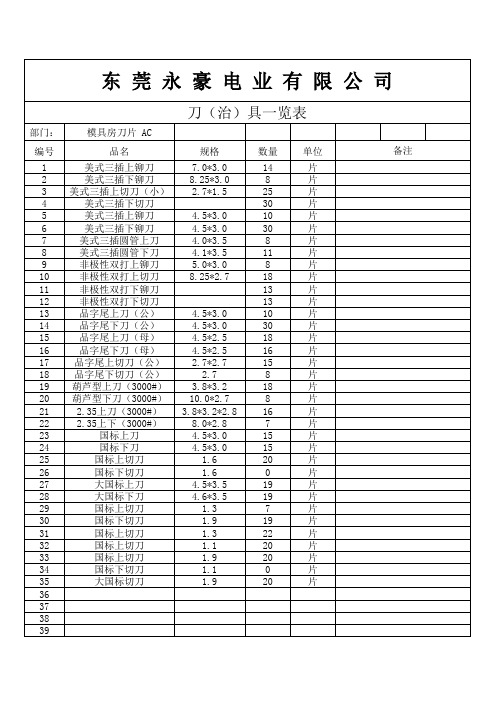
2.7 3.8*3.2 10.0*2.7 3.8*3.2*2.8 8.0*2.8 4.5*3.0 4.5*3.0
1.6 1.6 4.5*3.5 4.6*3.5 1.3 1.9 1.3 1.1 1.9 1.1 1.9
数量
14 8 25 30 10 30 8 11 8 18 13 13 10 30 18 16 15 8 18 8 16 7 15 15 20 0 19 19 7 19 22 20 20 0 20
东莞永豪电业有限公司
部门:
模具房刀片 AC
编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
品名
美式三插上铆刀 美式三插下铆刀 美式三插上切刀(小) 美式三插下切刀 美式三插上铆刀 美式三插下铆刀 美式三插圆管上刀 美式三插圆管下刀 非极性双打上铆刀 非极性双打上切刀 非极性双打下铆刀 非极性双打下切刀 品字尾上刀(公) 品字尾下刀(公) 品字尾上刀(母) 品字尾下刀(母) 品字尾上切刀(公) 品字尾下切刀(公) 葫芦型上刀(3000#) 葫芦型下刀(3000#) 2.35上刀(3000#) 2.35上下(3000#)
国标上刀 国标下刀 国标上切刀 国标下切刀 大国标上刀 大国标下刀 国标上切刀 国标下切刀 国标上切刀 国标上切刀 国标上切刀 国标下切刀 大国标切刀
刀(治)具一览表
规格
7.0*3.0 8.25*3.0 2.7*1.5
4.5*3.0 4.5*3.0 4.0*3.5 4.1*3.5 5.0*3.0 8.25*2.7
13骨科安装工具及电动工具图谱

M-T-T-0094 M-T-0095 M-T-0096 M-T-0097
产品编号
M-T-0098
产品规格
微 型φ1.5x5 微 型φ1.5x7 微型φ1.5x9 微型 φ1.5x11
产品规格
十字型0.6
404
* 名 业医疗 在线提示您:以上产品成交折扣价,敬请垂询:010-67 482353
产品 编号 M-T-0057
产品 规格 重建 型2.5~4
了解详情资讯,请登录网站查看
399
安装工具—通用工具
钢板弯曲扳手
产品编号 M-T-0058
产品规格 双 槽2 . 5~4
钢板塑型片
M-T-0059
双 槽(左 右)2.5~5
产品编号
M-T-0060 M-T-0061
直 形 φ0.8x50 直 形 φ1.0x60 直 形 φ1.5x60 直 形 φ1.5x80 直 形 φ1.6x60 直 形 φ1.6x80 直 形 φ1.6x100 直 形 φ2.0x80 直 形 φ2.0x100 直 形 φ2.5x80 直 形 φ2.5x100 直 形 φ2.5x120 直 形 φ2.7x80 直 形 φ2.7x100 直 形 φ2.7x120 直 形 φ3.2x120 直 形 φ3.2x140 直 形 φ3.2x160 直 形 φ3.2x180 直 形 φ3.5x120 直 形 φ3.5x140 直 形 φ3.5x160 直 形 φ4.0x160 直 形 φ4.0x180 直 形 φ4.5x140 直 形 φ4.5x180 直 形 φ5.0x140 直 形 φ6.5x180
了解详情资讯,请登录网站查看
405
电动工具—电动钻锯
电动骨钻
电动胸骨锯 电池式电动骨钻
产品分类及目录word版

84
10
倒扣安全接头
DAJ+工具外径
84
6
五、整形工具
序号
产品
代码
页码
1
梨形胀管器
ZQ+工具外径
87
2
长锥面胀管器
CZQ+工具外径
88
3
偏心胀管器
PZQ+工具外径
89
4
钢珠整形器
GZQ+工具外径
90
5
旋震式整形器
XZQ+工具外径
91
6
液压式整形器
YZQ+工具外径
92
六、震击工具
序号
产品
57
16
活页式组合抽油杆捞筒
HZLT+工具外径
58
4
(3)小型及柔性落物打捞工具
序号
产品
代码
页码
1
磁力打捞器
CL-+工具外径+P或G
61
2
局部反循环打捞篮
DLL+工具外径*最大落鱼规格
62
3
组合磁力捞篮
ZCLL+工具规格
63
4
液压式一把抓
YLT+工具外径*最大落鱼规格
64
5
缆绳打捞钩
LSG+工具外径
1
平底磨鞋
MXP+磨鞋外径
3-4
2
凹面磨鞋
MXA+磨鞋外径
5-6
3
圆头磨鞋
MXR+磨鞋外径
7
4
空心磨鞋
MXK+磨鞋外径×内径
8
5
治具统计表

序号 名称 001 舌片裁切台 002 Axis撑杆插座和底壳铆压治具上模 003 Axis支架连接件和底壳铆压治具上模 004 Axis底壳铆压下模 005 Axis底壳整形铆压治具上 006 Axis底壳整形铆压治具下 007 Axis支架连接件和支架铆压治具上 008 009 010 011 012 013 014 015 016 017 018 019 020 021 022 023 024 025 026 027 028 029 030 Axis支架连接件和支架铆压治具下 弹簧撑管和棘轮铆压治具 弹簧撑管和弹簧转叉铆压治具 DUO 13支架和撑杆插座铆压治具下 NEO挂画头和挂画板铆压治具下 NEO加强板和挂画板铆压治具下 NEO挂画头和挂画板铆压治具上 NEO挂画头和磁钢铆压治具上模 NEO挂画头和磁钢铆压治具下模 NEO方接头和磁钢铆压治具上 NEO方接头和磁钢铆压治具下 NEO磁性杆和三角卡件铆压治具上 NEO磁性杆和三角卡件铆压治具下 NEO拉网管钻孔治具 香蕉柜台铝管钻孔治具 拉网管铆压治具上、下 资料架支撑臂铆压治具下 资料框边框钻孔治具 资料架底座边框钻孔治具 资料架连接件锯切治具 资料架连接件钻沉孔治具 17壳体铣撑杆插孔治具 19底座铣孔治具 效对: 编号 SC001 SC002 SC003 SC004 SC005 SC006 SC007 SC008 SC009 SC010 SC011 SC012 SC013 SC014 SC015 SC016 SC017 SC018 SC019 SC020 SC021 SC022 SC023 SC024 SC025 SC026 SC027 SC028 SC029 SC030 用途 469/599/799/849/999/1199mm舌片的裁切 将Axis撑杆插座和底壳铆压在一起 将Axis支架连接件和底壳铆压在一起 Axis撑杆插座和支架铆压于底壳时公用 当Axis底壳和A穴撑杆插座配合使用时,要 先将底壳铆压整形。装配后角度才OK。 Axis支架连接件和支架铆压在一起。 将棘轮和弹簧撑管铆压在一起 将弹簧转叉和弹簧撑管铆压在一起 将duo支架和撑杆插座铆压在一起 将挂画头和挂画板铆压熔接在一起 将加强板和挂画板铆压熔接在一起 将挂画头和挂画板铆压熔接在一起 将挂画头和磁钢铆压在一起 将方接头磁钢分别压入方接头相应的孔里 将NEO磁性杆和三角卡件铆压在一起 钻NEO偏心管和中心管 钻香蕉柜台中心管和偏心管 将两条拉网管铆压在一起 将两条支撑臂铆压在一起 给资料架边框钻孔 给资料架底座边框钻孔 将资料架连接件锯切为5.5±0.5MM厚 给资料架连接件钻沉孔 给17成品加工∮15MM的撑杆插孔 给19底座加工∮15MM的撑杆插孔 制表: 李勇 日期: 使用部门 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 仓库部 生产部 生产部 生产部 效验部门 备注 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 工程部 布拉网架通用 13通用此上模 通用 日期 2011-6-22 2011-6-22 2011-6-22 2011-6-22 2011-6-22 2011-6-22 2011-6-22
刀具一览表
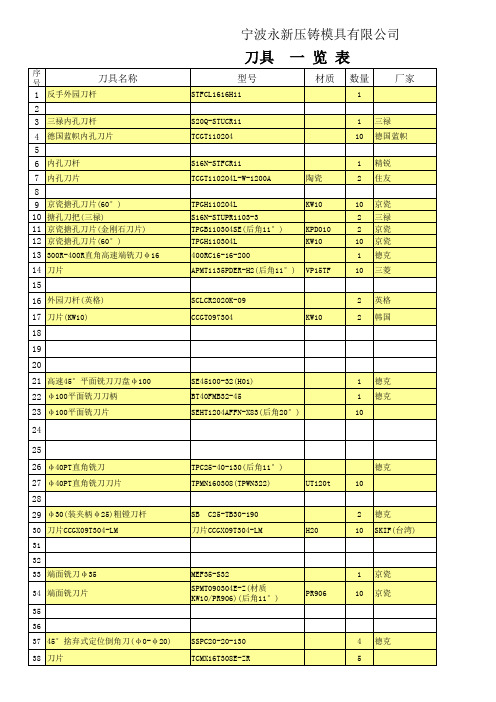
德克 德克 韩国KORLOY 德克
德克 德克 德克 德克 德克 德克 德克 德克 德克 德克 德克
PCD-B09 HTi10
金刚石刀片(半精)(加工铝B390.0)(60° TP090204 ) 刀片(不好)(切铝) 刀片(好)(切铝) APKT160408LN APKT1604PDFR-MA3
PCD-B09 H20 H01
PCD-B09 PCD-B09
6 10 1
山西登塔钻石 象山锐利刀具 德克
2007.12
购买日期 单价(元)
279.51 47.38 220.00 42 2008.7.18 2007.12.18 2007.12.18 2008.7.18 2008.03.02 2008.03.02 35 213 138.5 35
DBJ-16 DBJ-16 TP090204 TP090304 TP090304 400RC32-40-200
PCD PCD PCD
1 1 10 10 10 2 1 2 1 1 10 1
德克 德克 宏盛 宏盛 德克 德克 德克 德克 德克 韩国KORLOY 韩国KORLOY 韩国KORLOY
TP30 C25-40-120 MGEHR2020-2.5 MGMN400-M MGEHR2020-4
53 镗头刀柄 BT40-DCK6-55 ) 54 金刚石刀片(半精)(加工铝B390.0)(60° TP090204(后角11°) 镗刀刀片(60°) 55 56 四刃立铣刀φ 12(镀钛) 57 二刃立铣刀φ 8(镀钛) φ 12-S4-100L(T42-1212) φ 8-S2-100L(T42-1212) TPGH090204L-FS
宁波永新压铸模具有限公司
刀具
序号
夹持长度及夹紧余量.

25
7
用于加工各种螺纹、滚花及用样板刀车圆球和反车退刀件等
15
用于加工套、
垫等零件,一次车好不调头
转塔
车床
50
20
零件长度
≤40mm
25
零件长度
>40mm
20
用于加工有色薄壁管、套管零件
自动
车床
40~70
多轴自
动车床
200
注:1。工件能调头装夹的不应加夹持长度。
2.坯料加工成最后两件或者多件能调头互为夹持的,则不应加夹持长度
编制
底图号
机械加工余量标准
审核
编制部门
标准化
装订号
技术中心
批准
标记
处数
更改文件号
签字
日期
签字
日期
20
用于加工有色薄壁管、套管零件
自动
车床
40~70
多轴自
动车床
200
注:1。工件能调头装夹的不应加夹持长度。
2.坯料加工成最后两件或者多件能调头互为夹持的,则不应加夹持长度
切断刀具切出的切口宽度(mm)
刀具名称
刀具宽度
切削零件的最大规格
刀具名称
刀具宽度
切削零件
的最大规格
切口铣刀
0.2
切削圆料最大直径
切断刀具切出的切口宽度mm
刀具名称
刀具宽度
切削零件的最大规格
刀具名称
刀具宽度
切削零件
的最大规格
切口铣刀
0.2
切削圆料最大直径
240
车床用
断刀
5
最大切断直径
50
500
6
100
切口深度
治具标准配件一览表
罗湖分公司LUOHU BRANCH.治具配件一览表序号名称图片零件图〔规格或型号〕功能说明1 天板440*330*5mm440*320*5mm440*310*5mm1.能快速固定在测试机上;2.固定压棒和其它配件;2 保护板430*310*8mm360*290*8mm540*380*8mm1.PCB板变形。
测试时,保持PCB板受力均匀;2.其它零件。
板受力均匀。
3 针板450*330*10mm380*310*10mm560*400*10mm1.固定探针;2.安装衬套,弹簧等零件。
4 PCB板待测试件。
5 外框架〔1〕380*310*70mm450*330*70mm560*400*70mm1.撑针板;2.收压床压力;3.观美化作用。
〔2〕380*310*120mm450*330*120mm560*400*120mm同上增高了牛角固定板板高度,使治具盒可测试点数增加.6 探针100mil75mil50mil能一次性将被测板上的测试点统一引出来,以方便连接到测试机或其它相关设备罗湖分公司LUOHU BRANCH .7 压棒平头压棒〔白色〕Φ6*20Φ6*40Φ6*100Φ8*20Φ8.3*50Φ7.5*40Φ8.3*55 Φ8.3*40尖头压棒〔白色〕Φ6*20Φ6*40Φ6*100Φ8*40平头压棒〔黑色〕Φ6*20Φ6*25Φ6*32Φ6*40Φ6*100尖头压棒〔黑色〕Φ6*20Φ6*32Φ6*40 Φ6*100防静电压棒〔平、尖头〕Φ6*20检测时,能很好地压平被测PCB板,而不致压到被测板上元器件,同时加工比较方便8 ToolingPinΦ1.8*24Φ1.8(长)Φ1.9*24Φ2.0*24Φ2.0(黄色) Φ2.1*24Φ2.3*24Φ2.5*24Φ2.7*24Φ2.9*24Φ3.1*24Φ3.3*24Φ3.5*24Φ3.7*24Φ3.75*24Φ3.9*24Φ3.9(黑色) Φ4.0Φ4.1*24Φ4.3*24Φ4.5*24Φ4.7*24Φ4.9*24Φ5.1*24精确限定PCB板与针板之间的相对位置,确保所有探针针点位置的准确性9 支承柱Φ10*70〔蓝色、黑色〕一般在ICT治具受压时,防止针板变形而导致测试针点偏斜10 子弹头Φ6*40Φ8*42Φ8*67Φ8*82精确定位保护板与针板之间或上针板与下针板之间的相对位置。
模具零件名称统一标准

塑胶模具常用零件名称
直顶 转气块
气嘴
导套 压块
直顶杆
5
塑胶模具常用零件名称
水口镶件
斜顶
公模仁 方顶(摆顶)
2021/5/9
弹簧顶针 斜顶钩针
6
斜导柱 滑块镶件
耐磨板 压条
弹簧
2021/5/9
塑胶模具常用零件名称
斜导柱固定块
铲基
导滑块
限位块
定位柱
7
塑胶模具常用零件名称
滑块座 油缸连接杆
行程开关调节块
压块:用于起限制滑动的零件。(包含压线块,斜顶导套压块,司筒针压块等)。
压条:指滑块压条和斜顶座压条的统称。
导滑块:指斜顶座的导滑块和滑块的导滑块的统称。
导向块:指为斜顶和斜顶杆的导向的块形零件。
油缸连接杆:指用来连接油缸和其它相关零件(滑块,码模板等)的零件。
集水块:包含前模集水块和后模集水块。
定位圈:包含前模定位圈和后模定位圈。
2021/5/9
13
结束语
若有不当之处,请指正,谢谢!
A板
母 模 仁 零 度 定 位 块
产 品 顶 针
回 针 导 套 零 度 定 位 块
斜 顶 导 向 块 斜 顶 座 耐 磨 板
方 铁 3
后 模 固 定 板
塑胶模具常用零件名称
斜顶
斜顶
斜顶杆 斜顶杆导套 撑柱
铜管 O形胶圈
压块
压条
压条
导滑座
斜顶座
定位销
导滑块 斜顶座
021/5/9
限位柱:用于限位的圆柱形零件。(包含顶出,滑块等的限位零件)。
限位块:用于限位的块形零件。(包含顶出,滑块等的限位零件)。
磨刀参数对照表
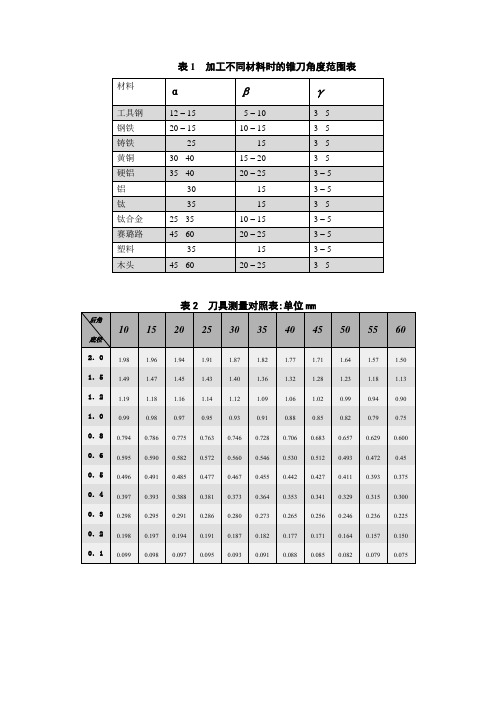
表1加工不同材料时的锥刀角度范围表
表3 磨刀机刀架底盘的旋转角度表
锥刀角度和后角分别是A (A = 2δ)和α,磨刀机刀架底盘的旋转角度S :⎥
⎦
⎤⎢⎣
⎡⨯=-)cos()2
tan(tan 1αA S
刀架底盘的旋转角度S 与锥刀角度A (A = 2δ)之间存在下面的计算公式:⎥⎦
⎤⎢⎣
⎡=-2/)2
tan(tan 1
A
S
加工59铜(高频模、烫金模)的刀具使用参数表
附表一、使用200-2mm锥刀进行高频模开粗加工时的工艺参数
附表三、20°系列刀具加工紫铜材料的工艺参数表
附表四、20°系列刀具加工铬钢材料的工艺参数表
附表五、30°系列刀具加工59铜材料的工艺参数表
附表六、30°系列刀具加工紫铜材料的工艺参数表
附表八、20°系列刀具精修加工紫铜材料的工艺参数表
附表九、20°系列刀具精修加工铬钢材料的工艺参数表
附表十、30°系列刀具精修加工59铜材料的工艺参数表
附表十一、30°系列刀具精修加工紫铜材料的工艺参数表
附表十二、30°系列刀具精修加工铬钢材料的工艺参数表
附表十三、10°系列刀具精修加工59铜材料的工艺参数表
附表十四、30°系列刀具加工铬钢材料的工艺参数表
附表十五、10°系列刀具开粗加工59铜材料的工艺参数表
加工滴塑模刀具使用参数表
表9-1锥度为10度的刀具雕刻隔色壁时L1的宽度值表L2代表隔色壁下表面宽度,H代表隔色壁高度。
表9-2锥度为15度的刀具雕刻隔色壁时L1的宽度值表。