烘箱烘料记录
合集下载
烘箱记录

是( ),否( )
偏差描述
结论
确认人/日期
复核人/日期
隧道烘箱设备主要技术参数确认记录
项目
接受标准
是否符合
生产能力
最高产量:
34000瓶/小时(2ml安瓿瓶)
是( ),否( )
破瓶率
≤0.01%
是( ),否( )
噪声
≤80dB
是( ),否( )
电容量
47.55kW
是( ),否( )
输送带有效宽度
600mm
是( ),否( )
干燥消毒部分
干燥消毒部分主要由箱体,高温风机,不锈钢电热管,高温高效空气过滤器和补风过滤器等组成。
工作时,空气由补风过滤器进入,经过不锈钢电热管,经电加热管加热后被高温风机吸入,再经过高温高效过滤器,空气经高温高效过滤器过滤后对容器进行干燥、灭菌去热原。其中,箱体前端部分高温高湿空气沿着箱体底部被抽湿排风风机抽走。在干燥灭菌箱体的结构中,将过滤与加热用隔离板分开,使气流形成循环层流风道;因而此结构可使容器瓶在箱体隧道内始终处于洁净均匀的层流保护之下,避免容器瓶被箱体外低级别空气的污染,可始终保持容器瓶的洁净度,从而满足无菌生产工艺的要求。
管路材质:SS304不锈钢卫生管
是( ),否( )
压力:0.1MPa
是( ),否( )
偏差描述
结论
确认人/日期
复核人/日期
隧道烘箱安全确认记录
项目
接受标准
是否符合
安全
有机玻璃门、钢制门非接触安全开关。
是( ),否( )
控制系统有两种模式,手动和自动。手动工作时,门可以打开。
是( ),否( )
所有的边、角,倒平、磨圆。
横河(6通道)
偏差描述
结论
确认人/日期
复核人/日期
隧道烘箱设备主要技术参数确认记录
项目
接受标准
是否符合
生产能力
最高产量:
34000瓶/小时(2ml安瓿瓶)
是( ),否( )
破瓶率
≤0.01%
是( ),否( )
噪声
≤80dB
是( ),否( )
电容量
47.55kW
是( ),否( )
输送带有效宽度
600mm
是( ),否( )
干燥消毒部分
干燥消毒部分主要由箱体,高温风机,不锈钢电热管,高温高效空气过滤器和补风过滤器等组成。
工作时,空气由补风过滤器进入,经过不锈钢电热管,经电加热管加热后被高温风机吸入,再经过高温高效过滤器,空气经高温高效过滤器过滤后对容器进行干燥、灭菌去热原。其中,箱体前端部分高温高湿空气沿着箱体底部被抽湿排风风机抽走。在干燥灭菌箱体的结构中,将过滤与加热用隔离板分开,使气流形成循环层流风道;因而此结构可使容器瓶在箱体隧道内始终处于洁净均匀的层流保护之下,避免容器瓶被箱体外低级别空气的污染,可始终保持容器瓶的洁净度,从而满足无菌生产工艺的要求。
管路材质:SS304不锈钢卫生管
是( ),否( )
压力:0.1MPa
是( ),否( )
偏差描述
结论
确认人/日期
复核人/日期
隧道烘箱安全确认记录
项目
接受标准
是否符合
安全
有机玻璃门、钢制门非接触安全开关。
是( ),否( )
控制系统有两种模式,手动和自动。手动工作时,门可以打开。
是( ),否( )
所有的边、角,倒平、磨圆。
横河(6通道)
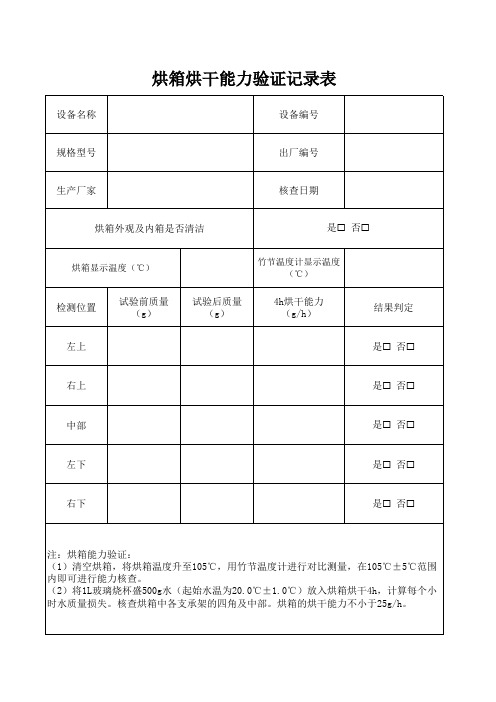
新《公路工程集料试验规程》烘箱烘干能力验证记录表格(2024版)
核查:
复核:
日期:
年月日
设备名称
烘箱烘干能力验证记录表
设备编号
规格型号
出厂编号
生产厂家
核查日期显示温度(℃)
检测位置
试验前质量 (g)
竹节温度计显示温度 (℃)
试验后质量 (g)
4h烘干能力 (g/h)
结果判定
左上
是 否
右上
是 否
中部
是 否
左下
是 否
右下
是 否
注:烘箱能力验证: (1)清空烘箱,将烘箱温度升至105℃,用竹节温度计进行对比测量,在105℃±5℃范围 内即可进行能力核查。 (2)将1L玻璃烧杯盛500g水(起始水温为20.0℃±1.0℃)放入烘箱烘干4h,计算每个小 时水质量损失。核查烘箱中各支承架的四角及中部。烘箱的烘干能力不小于25g/h。
铸造材料烘烤记录

铸造材料烘烤记录
日期:[填写日期]
值班人员:[填写值班人员姓名]
烘烤材料信息
- 材料名称:[填写材料名称]
- 材料批次号:[填写材料批次号]
- 材料规格:[填写材料规格]
烘烤设备信息
- 烘烤设备名称:[填写烘烤设备名称]
- 烘烤设备编号:[填写烘烤设备编号]
- 烘烤温度范围:[填写烘烤温度范围]
烘烤记录
- 烘烤时间:[填写烘烤开始时间和结束时间]
- 烘烤温度:[填写烘烤过程中的温度变化情况,包括开始温度、最高温度、结束温度等]
- 烘烤湿度:[填写烘烤过程中的湿度变化情况,包括开始湿度、最高湿度、结束湿度等]
- 烘烤结果:[填写烘烤后材料质量情况,如颜色、硬度等]
- 烘烤备注:[填写其他需要记录的相关信息]
结论
根据本次烘烤记录,结论如下:
- 材料烘烤过程中的温度控制良好,符合要求。
- 材料烘烤过程中的湿度控制良好,符合要求。
- 材料烘烤后质量良好,无异常情况。
签字
- 值班人员:[填写值班人员签名]
- 核对人员:[填写核对人员签名,如有]
以上为铸造材料烘烤记录,供参考。
烘干车间生产记录

(2011年度)烘干车间生产记录
序 号 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 日期 产品类型 入炕时间 出炕时间 温度控制 数量 (架)
(
子数量 时 ) (袋) (袋)
注:1、操作人员必须按操作规程进行操作,同时认真填写操作记录,每班人员必须准时按规定时间到岗,不得出现误 工现象,如有误工待工按制度给予处理。 2、每班人员在完成自己的工作后,对车间卫生进行彻底的清理打扫和杀菌消毒,并接受巡查人员的检查。 3、操作人员在完成一定量的生产后定期对工器具进行清洗。 4、严格控制气压、温度以及烘房的安全性能,发现问题及时反映,如问题严重则停止操作等待维修。
干燥箱温湿度记录表

5:00 控制温度18~30 控制湿度<10%
实测温度 实测湿度 实测温度 实测湿度 实测温度 实测湿度
1 2 3
ห้องสมุดไป่ตู้
4 5 6 7
8 9 10 11
12 13 14 15
16 17 18 19
20 21 22 23
24 25 26 27
28 29 30 31
备注:1.当温湿度异常时需在1小时后跟踪增加1次查看。
干燥箱温湿度记录表
日期
8:00 控制温度18~30 控制湿度<10%
13:00 控制温度18~30 控制湿度<10%
17:00 控制温度18~30 控制湿度<10%
实测温度 实测湿度 实测温度 实测湿度 实测温度 实测湿度
白班记录人
20:00 控制温度18~30 控制湿度<10%
1:00 控制温度18~30 控制湿度<10%
2.如1小时后恢复合格标准就在空白栏填写恢复时间和实际度数。 3.如没有恢复需添加干燥剂或更换干燥剂。改善后恢复合格需登记改善时间和措施、度数。
4.如还不行应及时通知相关人员调整在空白栏如实填写调整后温湿度。
夜班记录人
QM-TY-1510-036
备注
相关主题