第六章第六节 塑料模的装配
模具的装配技术
下一页 返回
任务二 冷冲压模具装配
一、冷冲压模具装配的技术要求 1.模具的总体装配精度
(1)装配前要检查模具各零件的材料、儿何形状、尺寸精度、表面粗糙 度和热处理硬度等是否符合图样要求。各零件的工作表面是否有裂纹 和机械损伤等缺陷,有则视为不合格件。 (2)装配完成后,模具各零件间的相对位置精度必须保证。尤其是一种 冲压件需要儿套冲模才能得到,冲模制造要保持一定的连续性,这时 冲压件的有些尺寸与儿套冲模零件尺寸有关,需特别注意。 (3)所有存在相对运动的模具零件,应保证位置准确、配合间隙合理、 运动平稳。 (4)模具的螺钉、销钉等紧固零件,要牢固可靠,不应出现松动和脱落。 (5)模架的公差等级满足冲压件所需的精度要求。
上一页 下一页 返回
任务三 塑料模具装配工艺
6.滑块抽芯机构及抖导柱的装配 滑块抽芯机构装配后,应保证型芯与凹模达到所要求的配合间隙,
滑块运动灵活,有足够的行程,有正确的起止位置。滑块装配常常要 以凹模的型面为基准,因此,它的装配要在凹模装配后进行。
上一页 下一页 返回
任务三 塑料模具装配工艺
三、塑料注射模具总装配 1.总装配技术要求
上一页 下一页 返回
任务二 冷冲压模具装配
二、冷冲压模具模架的压入法装配 1.模架装配的技术要求
(1)装配成套的模架,上模座上平面对下模板下平面的平行度、导柱中 心线对下模板下平面的垂直度、导套孔的中心线对上模座上平面的垂 度应符合相应公差等级的要求。 (2)组成模架的各零件应符合相应的技术标准和技术文件。 (3)压人上、下模的导套、导柱,压人后应牢固、不可松动,离安装表 面应有1~2 mm的距离。 (4)装配成套的模架,各零件的工作表面不应有碰伤、裂纹及其他机械 损伤。 2.模架的装配工艺
塑料模的总装与试模

(2)塑料模的试模
▪ 塑料模的试模过程如下:
8)入库。试模合格的模具应及时清理干净,并在 油、防锈后入库。
导套,并保证导向可靠,滑动灵活。
2 塑料模的装配实例
▪ (2)装配的工艺过程
7)用螺孔复印法和压销钉套法,定位、紧固型芯 于动模固定板上。
8)过型芯引钻动模固定板上的顶杆孔后铰制该孔。 9)过动模固定板引钻项杆固定板上的顶杆孔。
2 塑料模的装配实例
▪ (2)装配的工艺过程
10)加工限位螺钉孔、复位杆孔后组装顶杆固定板。 11)组装动模固定板。 12)在定模座板上加工螺孔、销孔和导柱孔后将浇
0.05mm。 2)模具闭合后分型面处须密合。 3)导柱、导套滑动灵活,推件时推杆和卸料板动
作必须保持一致。 4)合模后上、下模型芯必须紧密接触。
2 塑料模的装配实例
▪ (2)装配的工艺过程
1 )按图纸要求检验各装配零件。 2 )修磨定模与卸料板分型曲面的密合程度。 3 ) 将定模、卸料板和动模固定板叠合在一起并用
具成形工艺条件进行试验以取得制件成形的工艺参数,为正常生产
提供指导,同时为提高模具设计水平和塑料成形工艺水平积累经验。
( 1 )塑料模的装模
▪ 塑料模的装模过程如下:
1)装模前的俭查。模具在安装到注射机上之前, 应按设计图样对其进行检查,以便及时发现问 题并进行修理,减少不必要的重复安装和拆卸。
( 1 )塑料模的装模
模具制造工艺学
塑料模的总装与试模
▪ 1 塑料模的总装程序
塑料模具设计教案

塑料模具设计教案第一章:塑料模具概述1.1 塑料模具的定义与作用1.2 塑料模具的分类及特点1.3 塑料模具设计的基本原则1.4 塑料模具行业发展趋势第二章:塑料成形工艺及模具类型2.1 塑料成形工艺概述2.2 注射成型模具2.3 挤出成型模具2.4 压缩成型模具2.5 其他成形工艺及模具类型第三章:塑料模具设计基础3.1 模具结构设计3.2 模具零件设计3.3 模具材料选择3.4 模具设计软件及应用第四章:模具制造与加工技术4.1 模具制造概述4.2 数控加工技术在模具制造中的应用4.3 模具装配与调试4.4 模具维修与保养第五章:塑料模具设计实例分析5.1 手机壳模具设计5.2 塑料瓶盖模具设计5.3 电子元件封装模具设计5.4 汽车零部件模具设计第六章:塑料模具CAD/CAM/CAE技术6.1 CAD/CAM/CAE技术在塑料模具设计中的应用6.2 塑料模具CAD设计流程与技巧6.3 塑料模具CAM制造工艺规划6.4 塑料模具CAE分析与优化第七章:塑料模具设计中的问题与解决方案7.1 模具设计中的常见问题7.2 模具设计问题分析与解决方法7.3 模具改进与创新设计7.4 模具失效分析与预防措施第八章:塑料模具标准化与系列化8.1 塑料模具标准件及其应用8.2 模具设计中的标准化原则8.3 模具系列化设计方法8.4 模具库的建立与管理第九章:塑料模具安全与环保9.1 模具安全设计原则与措施9.2 模具安全评价与检测9.3 模具环保设计理念与实践9.4 模具回收与再利用技术第十章:塑料模具发展趋势与未来挑战10.1 塑料模具行业新技术与发展趋势10.2 智能化模具设计与制造10.3 绿色模具设计与制造10.4 模具行业面临的挑战与应对策略重点和难点解析一、塑料模具概述难点解析:对塑料模具在不同行业中的应用和重要性进行深入理解,掌握塑料模具各类型的特点和应用场景。
二、塑料成形工艺及模具类型难点解析:理解不同成形工艺的原理和适用范围,以及各类模具的结构和功能。
塑料模具的装配
模具的装配知识
《模具制造技术应用与综合技能训练(第2版)》
项目一 冷冲模具的装配 项目二 塑料模具的装配
项目二 塑料模具的装配
项目 描述
1.塑料模具装配技术要求。
2.塑料模具的装配与调整操作。
3.塑料模具的总装,与注塑机 连接调整及试模与问题分析。
1.能正确理解塑料模具的装 配技术要求。
3.合格的塑料模具零件、 模具装配图及相关技术文件。
4.相关的技术资料和手 册。
模具制造技术应用与综合技能训练(第2版)
/// 4 ///
任务一 熟悉塑料模具的装配技术要求
模具制造技术应用与综合技能训练(第2版)
/// 5 ///
任务二 塑料模具的装配
活动一 活动二 活动三 活动四 活动五 活动六
2.能根据塑料模具的结构特 点,对各组间的装配选择正确的 装配方法,熟练完成各模具组间 的装配工作。
3.能熟练完成塑料模具的总 装,并能准确分析发现模具问题 及产生原因,提出解决问题的方 案,快捷地解决问题。
能力 目标
场景 设计
1.模具制造训练现场。
2.常用的装配工具、特 种加工设备及常用的检测工 具。
② 塑料模具试模时所产生缺陷的原因分析(表5-21)。
模具制造技术应用与综合技能训练(第2版)
任务四 塑料模具的使用维护
/// 8 ///
1.模具在注塑机上的安装
(1)模具在注塑机上安装应注意的问题
① 在注塑机上安装模具时,必须调整好注塑模具与注塑机合模装置之间的尺寸和位置关系。 ② 模具在注塑机上的安装要求见表5-20。 ③ 注塑机模座行程及间距和模具闭合高度的关系。
(2)塑料模具试模
① 试模的目的。 进行注射温度的设定与调整。 进行注射压力的设定与调整。 进行成型工艺的设计与调整。 发现模具在设计与制造过程中的结构和工艺缺陷。
简述塑料模具组装的基本步骤、顺序及技术要点。
简述塑料模具组装的基本步骤、顺序及技术要点。
塑料模具组装是指将模具的各个零部件按照一定的顺序和方法进行装配,使其成为一个完整的模具体系,以满足生产加工所需的形状、尺寸和精度要求。
下面将对塑料模具组装的基本步骤、顺序和技术要点进行详细的介绍。
一、基本步骤及顺序塑料模具组装的基本步骤包括零件准备、清洗及检查、安装预装部件、组装底模和上模、安装模芯和抽芯、安装导柱和塑料模具副模、调整模具间隙、检查调整装配精度、试模及模具调试等。
1.零件准备:根据设计要求,准备好各种规格的模具零部件,包括底模、上模、导柱、塑料模具副模、模芯、抽芯、顶出机构等。
2.清洗及检查:将所有的模具零件进行清洗,除去油污、尘土等杂质,并对零部件进行检查,确保其完整无损、不变形。
3.安装预装部件:根据模具设计要求,安装预装部件,如各种导柱套、顶销、顶针、顶套等。
4.组装底模和上模:首先安装底模,将模座安装在工作台面上,然后根据要求将底模芯安装在模座上,与底模进行配合,确保其位置准确;再将上模安装在底模上,并经过校正,确保底模和上模相互配合、垂直、平行等。
5.安装模芯和抽芯:根据模具设计要求,将模芯和抽芯安装在底模和上模中,确保其位置准确且灵活可动。
6.安装导柱和塑料模具副模:根据模具设计要求,将导柱和塑料模具副模安装在底模和上模中,确保导柱表面光滑、无损伤,并与底模和上模配合严密。
7.调整模具间隙:通过调整组装模具的底模和上模间隙,使其在运行时具有准确的位置互动和动态稳定性,确保成型件的尺寸和精度。
8.检查调整装配精度:对组装好的模具进行整体检查和调整,包括判明模具是否安装正确、各部件是否配合良好、需调整的位置是否准确等。
9.试模及模具调试:对组装好的模具进行试模,并进行模具调试,包括调整顶出机构、调整顶针、调整冷却系统等参数,确保模具能够正常运行并满足制作加工要求。
二、技术要点在进行塑料模具组装时,需要注意以下技术要点。
1.各零组件的配合精度要求高,必须保证零件加工精度,尤其是导向面的平行度和垂直度。
塑料模具制作流程

塑料模具制作流程1.设计塑料模具的设计是整个制作流程的关键,设计师需要根据产品的需求和要求进行模具设计。
首先进行产品的结构设计和尺寸设计,确定产品的形状和尺寸。
然后进行模具的结构设计,包括模具的分型、开料、定位和出料等。
设计师使用专业的设计软件进行绘图和模拟分析,确保模具的精度和质量。
2.材料准备制作塑料模具所需的材料主要有金属材料和辅助材料。
金属材料包括模具钢、热处理材料等,辅助材料包括模具胶、薄膜、润滑油等。
材料准备需要根据模具设计的要求,选择适合的材料,并对材料进行加工和处理,以满足模具制作的需要。
3.加工塑料模具的加工主要包括数控加工和传统加工两种方式。
数控加工主要包括钳工、铣削、磨削等工序,通过计算机控制机床进行加工,具有高精度和高效率的特点。
传统加工主要包括锻造、铸造、车削等工序,通过人工操作机床进行加工。
加工过程中,需要根据模具设计绘制的图纸,按照一定的工艺和工序进行加工,以得到所需的模具零件。
4.装配模具的装配是将加工好的模具零件进行组装,形成完整的模具结构。
装配需要根据模具设计和加工完成的零件,按照一定的顺序和方法进行组装。
装配过程中,要注意零件之间的配合关系和装配精度,保证模具的稳定性和可靠性。
5.调试模具装配完成后,需要进行调试和测试。
调试的目的是检查模具的性能和功能是否正常,是否满足产品的要求。
包括模具的注塑试模、调整模具的尺寸精度和位置精度、检查模具的运行稳定性等。
通过调试和测试,可以发现和解决模具制作过程中存在的问题和不足,并确保模具的正常使用。
6.抛光和打磨模具制作完成后,需要进行抛光和打磨工作,以提高模具表面的光洁度和平整度。
抛光和打磨可以去除模具表面的毛刺和凹陷,提高模具的使用寿命和塑料制品的表面质量。
抛光和打磨可以采用机械抛光和手工打磨两种方式,根据具体情况选择合适的方法进行处理。
7.检验和验收模具制作完成后,需要对模具进行检验和验收。
检验包括模具的尺寸检查、定位精度检查、注塑成型检查等。
塑料件装配标准

塑料件装配标准
塑料件装配标准主要包括以下几个方面:
1. 塑料件尺寸:装配的塑料件应符合设计图纸和3D文件的要求,精度应符合公差原则,孔类尺寸公差为正公差,轴类尺寸公差为负公差。
2. 表面质量:塑料件表面应光滑、平整,不允许有明显的缺陷,如缺料、烧焦、顶白、白线、披峰、起泡、拉白或拉裂、拉断、烘印、皱纹等。
3. 装配配合:塑料件与其他装配零件之间的配合应符合设计要求,如表面错位应小于,不能有刮手现象。
有配合要求的孔、轴、面要保证配合间隙和使用要求。
4. 壁厚:塑料件的壁厚应符合设计要求,应做到平均壁厚,非平均壁厚应符合图纸要求。
新制模具时,成形件壁厚应偏于尺寸的下限。
5. 脱模斜度:修配脱模斜度时,原则上型腔应保证大端尺寸在制件尺寸公差范围内,型芯应保证小端尺寸在制件尺寸公差范围内。
6. 角隅处圆角半径:型腔应偏小,型芯应偏大。
小型模具只需涂上红丹后相互接触即可,大型模具间隙约为左右。
7. 模具装配精度:各零部件的相互间精度,如距离尺寸精度、同轴度、平等度、垂直度等;相对运动精度,如传动精度、直线运动和回转运动精度等;配合精度和接触精度,如配合间隙、过盈量接触状况等。
8. 材料特性:塑料件的材料特性如收缩率、热膨胀系数等应在设计时予以考虑,以防止装配时的尺寸变化问题。
9. 热处理和表面处理:根据需要,对塑料件进行热处理和表面处理以提高其机械性能和耐久性。
10. 检验:装配好的塑料件应进行严格的质量检验,确保符合设计要求和装配标准。
遵循这些标准可以确保塑料件的装配质量和可靠性,从而提高整个产品的性能和质量。
塑料模具的装配

当推杆数量较多时;装配应注意两个问 题:一是应将推杆与推杆孔进行选配;防止 组装后;出现推杆动作不灵活 卡紧现象; 二 是必须使各推杆端面与制件相吻合;防止顶 出点的偏斜;推力不均匀;使制件脱模时变 形;
四埋入式推板的装配 埋入式推板机构是将推板埋入固定板沉坑内;如图8所 示; 装配的主要技术要求是:既要保证推板与型芯和沉 坑的配合要求;又要保持推板上的螺孔与导套安装孔的 同轴度要求;
4 多种整体型腔凹模的镶入法
拼块式结构的型腔
图6 多件整体型腔凹模的镶入 1定模镶块 2小型芯 3型腔凹模 4推块 5
小型芯固定板
1型腔压入端不设压入斜度;
2对有方向性要求的型腔;先压入一 小部分后;用百分表进行校正位置; 最后在平面磨床上将两端面和模板 一起磨平;
3对拼块型腔的装配;一般拼块 的拼合面在热处理后要进行磨 削加工;
为了防止制件溢料;又保证型腔能适当排气;合模的松 紧程度很重要; 由于目前还没有锁模力的测量装置 因此 对注射机的液压柱塞一肘节锁模机构;主要是凭目测和 经验调节; 即在合模时;肘节先快后慢;使得合模的松紧程 度合适;
对于需要加热的模具;应在模具达到规定温度后再校 正合模的松紧程度; 最后;接通冷却水管或加热线路; 对 于采用液压马达或电机启闭模具的也应分别进行接通加 以检验;
图8 埋入式推件板
装配步骤如下:
1修配推板与固定板沉坑的 锥面配合;
2配钻推板螺孔;
3加工推板和固定板的型芯 孔;
五斜导柱抽芯机构的装配 斜导柱抽芯机构如图1所示;
图1 斜导柱抽芯机构 1滑块 2壁厚垫片 3斜导柱 4锁楔压紧
块 5垫片
装配凹模或型芯 加工滑块槽
压印 钻型芯固定孔
装配滑块型芯
塑胶件的装配方法及流程

塑胶件的装配方法及流程Plastic parts assembly is an essential process in the manufacturing industry. 塑胶件的装配是制造业的一个重要环节。
The assembly process involves putting together various plastic components to create afinal product. 装配过程涉及将各种塑料部件组装在一起,以形成最终产品。
It requires precision, attention to detail, and careful handling to ensure that the assembled product meets quality standards. 需要精准、关注细节和小心处理,确保装配后的产品符合质量标准。
To begin with, the first step in plastic parts assembly is to gather all the necessary components. 首先,塑胶件装配的第一步是收集所有必要的部件。
This may include plastic pieces, screws, nuts, bolts, and other hardware needed for assembly. 这可能包括塑料片、螺丝、螺母、螺栓和其他组装所需的硬件。
Once all the components are gathered, the assembly process can begin. 在收集齐所有部件后,装配过程就可以开始了。
Next, the team responsible for plastic parts assembly must carefully review the assembly instructions. 接下来,负责塑胶件装配的团队必须仔细审查装配说明。
塑胶件的装配方法和流程
塑胶件的装配方法和流程英文回答:Plastic parts can be assembled using a variety of methods, depending on the material, shape, and size of the parts, as well as the required strength and durability of the assembly. Common plastic assembly methods include:Mechanical assembly: This involves joining plastic parts together using mechanical fasteners, such as screws, bolts, nuts, or clips. Mechanical assembly is relatively simple and inexpensive, but it can be less strong and durable than other methods.Adhesive bonding: This involves joining plastic parts together using an adhesive, such as epoxy, cyanoacrylate, or hot melt. Adhesive bonding is strong and durable, but it can be more complex and expensive than mechanical assembly.Thermal bonding: This involves joining plastic partstogether by melting the surfaces of the parts and thenfusing them together. Thermal bonding is strong and durable, but it can only be used with thermoplastic materials.Ultrasonic welding: This involves joining plasticparts together using ultrasonic vibrations. Ultrasonic welding is strong and durable, but it can only be used with certain types of plastic materials.Laser welding: This involves joining plastic parts together using a laser beam. Laser welding is strong and durable, but it can be more complex and expensive thanother methods.The assembly process for plastic parts typically includes the following steps:1. Preparation: This involves cleaning the surfaces of the parts to be assembled and removing any contaminants.2. Assembly: This involves joining the parts together using the chosen assembly method.3. Inspection: This involves inspecting the assembled parts to ensure that they meet the required specifications.4. Packaging: This involves packaging the assembledparts for storage or shipping.中文回答:塑料部件的组装方法和流程。
塑料模具装配需注意事项

不同的塑料模具种类,不同的成形塑料种类(同一类模具),由于开头和精度要求不同,装配方法不尽相同。
所以,在组装前应仔细研究分析总装图、零件图。
通过了解各零件的作用、特点及其技术要求,确定装配基准。
经过精心装配,达到产品的各项质量指标,其中包括模具动作精度及在使用过程中的其他各项技术要求。
1、装配基准
装配基准是指装配时用以确定零件或部件在产品中的相对位置所采用的基准,可大致分为:
(1)以主要工作零件如型芯、型腔和镶块等作为装配的基准件;
(2)以导柱导套或模具的模板侧基面为装配基准面。
2、装配精度
装配精度是指设备装配后的几何精度、加工精度、运动精度等等,塑料模具的装配精度包括:
(1)各零部件的相互精度,如距离尺寸精度,同轴度,平等度,垂直度等;
(2)相对运动精度,如传动精度直线运动和回转运动精度等;
(3)配合精度和接触精度,如配合间隙,过盈量接触状况等;
(4)塑料成形件的壁厚大小,新制模具时,成形件壁厚应偏于尺寸的下限。
3、修配原则:
(1)修配脱模斜度,原则上型腔应保证大端尺寸在制件尺寸公差范围内,型芯应保证小端尺寸在制件尺寸公差范围内;
(2)角隅处圆角半径,型腔应偏小,型芯应偏大;
(3)当模具既有水平分型面又有垂直分型面时,修正时应使垂真分型面接触时水平分型面稍稍留有间隙,小型模具只需涂上红后相互接触即可,大型模具间隙约为0.02mm左右;
(4)对于用斜面合模的模具,斜面密合后,分型面处应留有0.02-0.03mm的间隙;
(5)修配表面的圆弧与直线连接要平滑,表面不允许有凹痕,锉削纹路应与开模方向一致。
模具设计基准和塑料模具装配要点

模具设计基准模具设计的派别很多,该是集合众人之力来归纳模具设计基准,供有心学模具设计的新手一些准则.首先我想先谈谈滑块该放哪一侧(天,地,操作(左)或反操作侧(右)).1.宁左右,不上下.2.宁下不上.要解释,先谈各侧于开模后滑块的定位基本要求:1.左右:定位珠(钳).2.上:弹簧.3.下:挡块.以上各侧要多加定位珠,弹簧,挡块当然可以.从滑块的定位基本要求可知:弹簧是其中最不可靠的组件,尤其是现今很多技术很好的模具师父或老板(甚至是现职设计)并不太了解弹簧压缩率对弹簧弹簧寿命的影响;这也说明天侧是最差的选择.但为什幺宁左右不下呢?从两方面来看:1.不下模维修时,地侧的滑块会搞死人,难拆装又人又危险,甚至模具师父一个不小心忘了装挡块或螺丝,第一模滑块掉下来就挂了.2.除非知道成品取出方式,否则当成品或料头刚好卡在滑块上,灾难就发生了.以上仅共各位同好在一般情形下参考,当然如果各位碰到抽心60cm也会二话不说把油压缸摆天侧(理由很简单:吊模要求).谈了这些其实要告诉模具设计初学者,不要把模具设计当成是3D拆模会了就通了.塑料模具装配要点塑料模种类比较多,即使同一类模具,由于成形塑料种类不同,开头和精度要求不同,装配方法也不尽相同.因此在组装前应仔细研究分析总装图.零件图,了解各零件的作用,特点及其技术要求,确定装配基准.通过装配,最后全面达到产品的各项质量指标,模具动作精度和使用过程中的各项技术要求.1. 装配基准,装配基准可大致分为:(1)以塑料模中的主要工作零件如型芯,型腔和镶快等作为装配的基准件,模具的其它零件都有装配基准件进行配制和装配.(2)以导柱导套或模具的模板侧基面为装配基准面进行修整和装配.2. 模具装配精度,模具装配精度包括:(1)各零,部件的相互僮精度,如距离尺寸精度,同轴度,平等度,垂直度等.(2)相对运动精度,如传动精度直线运动和回转运动精度等.(3)配合精度和接触精度,如配合间隙,过盈量接触状况等.(4)塑料成形件的壁厚大小.新制模具时,成形件壁厚应偏于尺寸的下限.3. 修配原则:(1)修配脱模斜度,原则上型腔应保证大端尺寸在制件尺寸公差范围内型芯应保证小羰尺寸在制件尺寸公差范围内.(2)角隅处圆角半径,型腔应偏小,型芯应偏大(3)当模具既有水平分型面又有垂直分型面时修正时应使垂真分型面接触时水平分型面稍稍留有间隙.间隙值视>叽笮《 ?小型模具只需涂上红后相互接触即可,大型模具间隙约为0.02mm左右.(4)对于用斜面合模的模具,斜面密合后,分型面处应留有0.02-0. 03mm的间隙.(5)修配表面的圆弧与直线连接要平滑,表面不允许有凹痕,锉削纹路应与开模方向一致.。
塑胶件装配教程
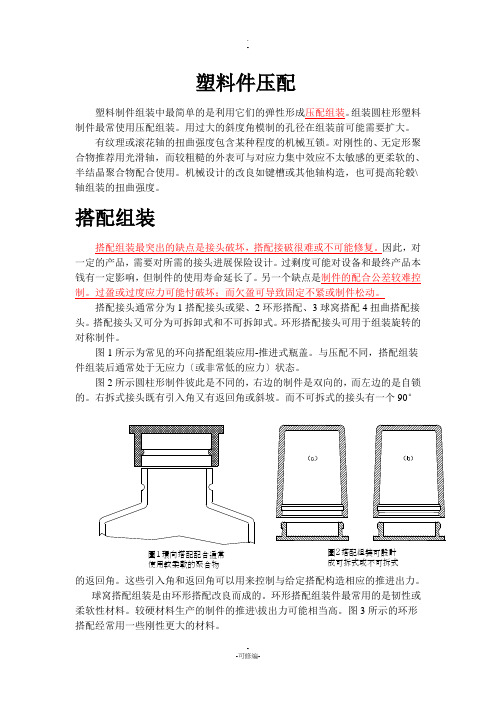
塑料件压配塑料制件组装中最简单的是利用它们的弹性形成压配组装。
组装圆柱形塑料制件最常使用压配组装。
用过大的斜度角模制的孔径在组装前可能需要扩大。
有纹理或滚花轴的扭曲强度包含某种程度的机械互锁。
对刚性的、无定形聚合物推荐用光滑轴,而较粗糙的外表可与对应力集中效应不太敏感的更柔软的、半结晶聚合物配合使用。
机械设计的改良如键槽或其他轴构造,也可提高轮毂\轴组装的扭曲强度。
搭配组装搭配组装最突出的缺点是接头破坏,搭配接破很难或不可能修复。
因此,对一定的产品,需要对所需的接头进展保险设计。
过剩度可能对设备和最终产品本钱有一定影响,但制件的使用寿命延长了。
另一个缺点是制件的配合公差较难控制。
过盈或过度应力可能忖破坏;而欠盈可导致固定不紧或制件松动。
机械紧固件机械紧固件包括机制螺钉、自攻丝螺钉、金属嵌件、推进紧固件、变速夹、螺母、螺钉、双头螺栓、卡钉、活页和各种专用金属附件产品。
机械紧固件大多是金属的,在多数塑料产品的使用范围内其尺寸和性能几乎不随温度、时间和相对湿度而变化。
用不锈钢或塑料做的紧固件可在很高温度或腐蚀性条件下使用。
连接较大的塑料制件时,机械紧固件有是与黏合剂一起使用。
机械紧固件起夹具作用,当黏合剂交联时,制件安装就位,并且在产品使用过程中也增加了一种平安措施。
机械紧固件是点接触的,因此形成潜在的、局部高应力区域,这种紧固件在使用时需要孔洞,使应力集中和熔合线问题增加。
使用机械紧固件到达流体密封或气密封也是困难的,除非使用像塑性密封件或弹性垫圈这些附加制件。
组装塑料产品用的最多的一灯机械紧固件是螺钉。
这些丝扣紧固件可任意控制组装预载荷。
根据螺钉用途而分的机械组装方法包括:机制螺钉、带有螺纹嵌件或模塑螺纹的机制螺钉以及自攻丝螺钉。
针对拆卸的设计产品必须具备两个共同点:拆卸简单且廉价,所选原材料必须容易回收且经济。
组装件所用螺钉数且应保持最少,所用螺钉尺寸\类型应尽可能标准化。
用气开工具可快速移动螺钉,或当啮合螺纹是塑料时,有时可用强力将螺钉从啮合制件的空洞或凸台中拉出。
塑料模板安装

塑料模板安装1、塑料模板质量保障(1)具体施工措施(塑料模板虽然能够确保工程的质量,但做好材料选择和技术支持也尤为重要。
)施工时,首先根据图纸要求确定出标高线的位置并找平,对于外墙、外柱的外边根部,应根据实际需要在模板下方垫上方木,与找平砂浆保持平行,以确保标高位置准确和防止漏浆现象。
其次设置模板保护层,对于墙、柱上的主筋应高出地面5~8cm,根据模板线,结合保护层厚度进行水平支杆焊接,保证模板不发生水平位移。
最后,柱、墙及梁模板钢筋绑扎完成并预埋件也已安装完毕后,将垫块与钢筋绑扎在一起,并及时验收。
(通常在模板整合之后,需要按照图纸的标准来确定是不是符合规定,一般情况下,会对其对角线、平整度、筋骨件数量及外形尺寸等方面进行评定。
关于同一模板拼接上的连接异形卡应该选择交替配备而不是同一方向连接。
)(2)墙两侧的模板安装墙两侧的模板在安装时需要一并连接,同时把锁定边安装到墙或是对拉螺栓和套管里。
这样一来,可以保障两侧的模板可以和墙线一致,以确保其稳定性。
然后通过方钢卡或是碟形扣件与钩头螺栓稳固在一起。
一般在墙顶部安装外钢楞的时候,要用蝶形扣件或是钢卡连接内钢楞和钩头螺栓,对于穿墙螺栓要做到在内外钢楞的中间位置嵌入,通过螺母把蝶形扣件紧紧固定,连接两端的模板。
在装斜撑的时候,需要垂直安装模板,通过检验后,才能和墙、柱、其他模板相结合。
作为墙体施工的重要环节,错缝的施工技术不能小觑,在浇筑时应把全部的拼接线分开,才能避免墙体拼缝处所承受的重力过大。
(3)确保柱模板安装质量作为柱模板施工技术,对技术要求也很高建筑施工者需要在板模板底下垫上一块木板,在安装周围其他的模板,依照异形卡扣正反交替的原则,利用阳角模安装在一起。
当然要保障柱模板连接的质量,需要参照图纸中标注的截面线具体位置,确保与对角线相垂直。
在安装定型斜撑时,施工人员应校正模板的轴线位移、垂直偏差及对角线、扭向等确保在设计的允许偏差范围内,对于一般的拉杆和斜撑需要固定并预埋在楼板中的钢筋环上时,每面应设两个拉杆,并与地面呈45°角。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料模装配基准的确定一般有两种: 塑料模装配基准的确定一般有两种:
a、一塑料模的工作零件如定模、动模上的型腔、型芯为装配 一塑料模的工作零件如定模、动模上的型腔、 基准; 基准; b、以导柱、导套为装配基准 以导柱、
10
四、塑料模的试模 塑料模的试模
1.试模目的: 1.试模目的: 试模目的 是检查模具在制造上存在的缺陷,并查明原因加以排 ①是检查模具在制造上存在的缺陷,并查明原因加以排 除; ②对模具设计的合理性进行评定并对成形工艺条件进行探 索。
4
(二)凹模的装配及修整 1、单件镶入式凹模的装配 其型腔形状和模板相对位置的调整和定位方法 有两种: 有两种: 1)部分压入后调整 2)全部压入后调整
5
2、多件镶入式凹模的装配 在同一模板上需要镶入 两个以上的行腔凹模, 两个以上的行腔凹模, 并且要求动、 并且要求动、定模有精 确的相对位置, 确的相对位置,其装配 工艺较复杂。 工艺较复杂。
13
作业: 作业:P162 第6、7题
14
1
二、组件装配 (一)型芯的装配 1、小型芯的装配
过渡配合装配
螺纹装配
2
H7/k6或 H7/m6
H7/h6或 H7/h6或 H7/m6
螺母紧固装配 适合方向有要求固定外形 为任何形状的型芯及多个 型芯的同时固定
螺钉紧固装配 型芯压入端的棱边修磨 成小圆弧
3
2、大型芯的装配
在型芯1 ( 1 ) 在型芯 1 上压入 实心的定位销钉套5 实心的定位销钉套5。 (2)在型芯螺孔部抹 红丹粉确定在固定板2 红丹粉确定在固定板2 上的位置,用定位板4 上的位置,用定位板4 定位 , 将螺钉孔位置 复印到固定板上 , 钻 螺钉/锪沉孔。 螺钉/锪沉孔。 (3)在固定板划出销 孔位置 , 并与型芯一 起钻 、 铰销钉孔 , 压 入销钉。 入销钉。
2.试模前的准备工作: 试模前的准备工作: 试模前的准备工作
1)原材料的准备 ) 2)试模工艺的准备 ) 3)试模设备的准备 )
11
3.注射模的试模: 3.注射模的试模: 注射模的试模
1)料筒的清理 )
材料选用新试模材料
2)注射量计量 )
一般塑化计量值应稍大于一次注射所需熔体量,但不宜 剩余过多
3)试模设备的准备 )
9
三、塑料模总装配的要点
1.确定装配基准; 1.确定装配基准; 确定装配基准 2.安装导柱、导套和型芯、型腔并使其间隙均匀; 2.安装导柱、导套和型芯、型腔并使其间隙均匀; 安装导柱 3.安装侧抽芯机构和推出机构等; 3.安装侧抽芯机构和推出机构等; 安装侧抽芯机构和推出机构等 4.其它零件(组件)的安装; 4.其它零件(组件)的安装; 其它零件 5.检验、试模。 5.检验、试模。 检验
保证5、4、1三者的位置一致
6
(三)推杆的装配 1.推杆装配的技术要求: 1.推杆装配的技术要求: 推杆装配的技术要求 a.装配后运动灵活 无卡阻现象; 装配后运动灵活, a.装配后运动灵活,无卡阻现象; b.推杆在固定板孔单边应有0.5mm的 间隙, b.推杆在固定板孔单边应有0.5mm的 间隙,推杆工作 推杆在固定板孔单边应有0.5mm 端面应高出型面0.05-0.1mm; 端面应高出型面0.05-0.1mm; 0.05 c.完成塑料件推出后,应能在合模时自动退回原始位置。 c.完成塑料件推出后,应能在合模时自动退回原始位置。 完成塑料件推出后
7
(三)推杆的装配 2.推杆的装配: 2.推杆的装配: 推杆的装配
1)在支撑板9上钻推杆孔 )在支撑板 上钻推杆孔 2)装配导柱5和导套 )装配导柱 和导套 和导套4 3)配钻推杆孔并加工沉孔 ) 4)调整推杆和复位杆的长度 ) 5)修磨推杆固定板台阶的厚 ) 度
8
3、斜导柱的装配
型芯装入型芯固定板为型芯组件。 1、型芯装入型芯固定板为型芯组件。 2、安装导块,位置确定后,用夹板 安装导块, 位置确定后, 将其夹紧。 将其夹紧。 安装定模板锁楔。 3、安装定模板锁楔。保证楔斜面与 滑块斜面有70 以上的面积密贴。 70% 滑块斜面有 70% 以上的面积密贴 。 闭模,检查间隙x值是否合格。 闭模,检查间隙x值是否合格。 镗导柱孔。将定模板、 4、镗导柱孔。将定模板、滑块和型 芯用夹板夹紧, 芯用夹板夹紧 , 在卧式镗床上镗斜 导柱孔。 导柱孔。 松开模具,安装斜导柱, 5、松开模具,安装斜导柱,修正模 块上的导柱孔口为圆环状。 块上的导柱孔口为圆环状。 调整导块, 使与滑块松紧适应, 调整导块 , 使与滑块松紧适应 , 钻 导块销孔,安装销孔;镶侧型芯。 导块销孔,安装销孔;镶侧型芯。
工艺参数调整时,一般先保持一部分参数不变,针对某一 个参数进行调整,不可所有参数同时改变。
12
4.注射模的试模的注意事项: 4.注射模的试模的注意事项: 注射模的试模的注意事项
1)试模时注塑机的工作模式应设置为手动模式; )试模时注塑机的工作模式应设置为手动模式; 手动模式 2)模具安装要固定、可靠; )模具安装要固定、可靠; 固定 3)模具侧抽芯应与水平方向平行,不宜垂直安装; )模具侧抽芯应与水平方向平行,不宜垂直安装; 与水平方向平行 4)对于三面或四面都有侧芯的模具,应使型芯与滑块重 对于三面或四面都有侧芯的模具,应使型芯与滑块重 量较大于水平安装; 量较大于水平安装; 5)开机前一定要仔细检查模具安装的可靠性; 开机前一定要仔细检查模具安装的可靠性; 可靠性 6)模具上的冷却水管、液压油管及其接头处不应有漏泄, 模具上的冷却水管、液压油管及其接头处不应有漏泄, 冷却水管 及其接头处不应有漏泄 更不能漏到模具型腔内; 更不能漏到模具型腔内; 管路或者电加热器的导线一般不应接在模具上方或操 或者电加热器的导线 7)管路或者电加热器的导线一般不应接在模具上方或操 作方向,以免导线被分型面卡住。 作方向,以免导线被分型面卡住。
第六节 塑料模的装配 一、塑料模装配的技术要求 1.模具装配后各分型面应配合紧密,主要分型面间隙应 模具装配后各分型面应配合紧密, 模具装配后各分型面应配合紧密 小于 0.05mm; ; 2.导向或定位精度应满足设计要求; 导向或定位精度应满足设计要求; 导向或定位精度应满足设计要求 3.成形零件的形状与尺寸精度及表面粗糙度应符合设计 成形零件的形状与尺寸精度及表面粗糙度应符合设计 图样要求; 图样要求; 4.浇注系统表面光滑,尺寸与表面粗糙度符合设计要求; 浇注系统表面光滑, 浇注系统表面光滑 尺寸与表面粗糙度符合设计要求; 5.推出机构应运动灵活,工作平稳、可靠; 推出机构应运动灵活,工作平稳、可靠; 推出机构应运动灵活 6.侧向分型与抽芯机构应运动灵活、平稳; 侧向分型与抽芯机构应运动灵活、 侧向分型与抽芯机构应运动灵活 平稳; 7.模具加热元件应安装可靠、绝缘安全,无破损、漏电 模具加热元件应安装可靠、 模具加热元件应安装可靠 绝缘安全,无破损、 现象。 现象。