日本ORIENT公司两次法成型机X—5/B—1的主要特点
KRONES讲义-
3 4
37
38
39
40
•为平衡用电,加热器接电为循环方式,如示意图
•每个加热器有3张控制卡;灯管坏了在屏幕上显示红色
•每张卡有6个保险,控制3只灯管,保险在灯管的进/出 •若生产小型瓶坯,开的灯少,注意平衡开灯
41
高温计调节
Pyrometer Adjustment •至少测量3个瓶坯的温度
In-feed wheel
27
28
29
X=3mm,a=30-40°
30
31
32
•瓶坯入轨排出 检测
33
34
烘炉
35
•加热控制器
36
1
2
LED 1 2 3 4
ON profibus-DP running MPU Regulation on 24 VDC on
OFF No diatagram exchange MPU error (firmware) Regulation off 24 VDC off
吹瓶工艺
0度
163
工艺参数与调整
•热瓶与冷瓶的区别
瓶坯温度:110℃ 模具侧壁温度:10-20℃ 模具底部温度: 10-20℃ 瓶颈冷却:无 拉伸速度1.2-1.6m/s 三次气:无 充填温度:常温 瓶坯温度:120℃ 模具温度:120-160℃ 模具底部温度: 60-120℃ 瓶颈冷却:有 拉伸速度0.8-1.2m/s 三次气:有
105
5组凸轮机构
主凸轮导轨:(模具开/合) 0.2±0.05mm 底模凸轮导轨0.9±0.1
模具开/解锁凸轮导轨 0.2±0.1
吹嘴凸轮导轨0.2±0.05 拉伸凸轮导轨0.2±0.05
106
RIB型轮胎定型硫化机

l一上 卡 盘 ;2一 胶 囊 ;3一 下卡 盘 ;4
囊简; 一 中心立柱 ;6 内压管;7 囊 5 一
井升降气缸;8 下环 气缸; 一挡块 气缸; 一 9
l 一 上环 油缸 :1 一 更换 胶 囊 油缸 0 1 图 l 轮 胎 定型硫 化 机 的 R B型 中・ I 机构
与常规的机械式硫化机有较大的差别。每一 墙板上 部各 开有一 垂直 的传 动导槽 ( 主导 槽 ) 墙板下部开有与曲柄齿轮相 匹配的弧形 ,
缺 口。 在底座后侧安装着电动机、 减速机及中
两偏心轮。 为了消除可能的 “ 漂移” 现象造成
问齿轮, 它们通过传动轴相互连接传动, 并最
后连接传动着的两墙板下面的曲柄齿轮, 曲
‘O 3 . 05
,
<02 .
0, 5
OS .
O5 .
11 5 ) I 型垂直升降式轮胎定型 30( 5 RB
硫化机和传统的机械式硫化机一样,由主机、 装胎机构、 卸胎机构、 存胎器、 控制柜及管路
侧均安装有爪式装胎机构及存胎器;而在靠
近硫化室的后侧均安装有卸胎机构。 为了保 证上横梁的下平面与底座的上平面的平行度,
的中心机构简体 内装有一升降囊井, 由二个
垂直汕缸操纵上下运动,轮胎下钢圈固定在 此囊井顶部。 囊井上升 时将硫化好的轮胎顶
出。胶囊下夹环高度可通过专用 电机及链轮
链条装置调节 以适应不同尺寸的轮胎, 中心
RB I 硫化机的发展和推广将具有深远的意义 。
本文将讨论 R 型轮胎定型硫化机和充 I B
筒中。 推顶器的结构是几个气缸串联在一块,
比较复杂。而三菱公 司液压式硫化机上采用 的 RB型,新结构型式如图 1 I 所示,在 固定
东洋注塑机的优点

日本ToYo的 ST50discPRO-S型注塑机 2004年12月30日文章源自:《记录媒体技术》ST50discPRO-S是承袭已经在全球销售超过1,000多台的ST50diSCPRO的最新款式,已在2003第四季陆续出货,无论是生产各种光盘CD,DVD,CD-R,DVDR,此新型discPRO-S皆能胜任自如。
discPRO -S的功能特点如下:.50吨的高锁模力,使得沟槽复制率能100%的呈现;.高射胶重现精度,注塑精度是油压的10倍以上;.钢性架构一体成型,重量3.5吨比液压注塑机高,稳定性佳;.以导杆柱导轨而非滑轮,双螺杆对称式辅助机构,确保动模的前后运行无阻碍;.有重新分布锁模力的“负荷板”将力量均匀的作用到模具之中;.注塑中固定的射嘴接触模具,不必前后往复运行,因此能确保射嘴的精度;.采用全电动伺服电机,各部件的运行独立,具有高扭力、低惯量、高射速等特性;.因为不必像液压注塑机要保持加压状态,故运行的电功率只有油压式的1/3;.所需水量只有油压注塑机的1/10;.内附有真空产生器、拉杆的自动润滑系统、模具顶部有无尘沉流罩;.具有干净与低噪音等优点。
6.液压与电动注塑机的差异注塑机的精度重现是注塑机制造工厂的技术追求目标,也是注塑成型业者购买设备时考虑的重点。
机器精度重现可使成型品品质稳定,尺寸标准,物性也确定,如此可减少组件装配的误差,提高生产率及良率;而且成型产品可快速更换生产,提升良品率,减少不必要的停机时间,可满足市场及时间性生产的要求;另外可易于控制成型条件,免予充填材料的过度浪费,也可以满足使用自动化设备的需求。
近年来注塑机发展的动向应为高精度、高循环、省能源、低成本、高操作性、省空间及符合环保等要求;而全电式注塑机等机种即是符合未来射出成型机的动向。
全电动式精密塑料注塑机主要是以伺服马达驱动系统取代液压系统;注塑机主要具有锁模、顶出、射出、计量、调模、射座进退等六个动作单元,全电式注塑机其中射出、计量、锁模及顶出等四个单元采用伺服电机以便作位置、速度及转矩控制,调模及射座进退则采用一般电动电机即可完成。
日精树脂工业开发薄型品专用电动射出成型机
为加 强模 具城 的运营服务 ,昆山国际模具城 已编制 了 《 人驻企业 商
务 采 购 手 册 》, 昆 山模 具 产 业 基 地 乃 至长 三 角 地 区 提 供 产业 信 息 服 务 。 为
1
机械工程师 21年第3 00 期
使 射 出 速 度 达 到 该 级 别 最 高 水 平 的 模 具 企 业 第 一 服 务 平 台 。昆 山 国 际模 具 城 从 起 点 上 、规 模 上 、价 值 上 和 10 m / 的 同 时 ,将 射 出 加 速 度 意 义上 都 被 业 内外 广 泛看 好 。 00 m s 提 高 至原 机 ! 的 35 ,并 将 射 出 .倍
长客等大型企业, 该市每年模具需求达到近 2 亿元,直接带动产品附加值百 0
亿元左右 。而 由于吉林省乃至东北 地区模具生产 企业较少 ,没有形 成产业链 , 长春市许 多汽车零 部件企 业需要 去南方采 购模具标 准件及 机 电配套 产 品 ,一 定程度上阻碍 了产业 集群 的形成 。 城 轨客 车 的产 能 ,实 现 产 值百 亿 元 , 、 据 介绍 ,未来 3 ,长 春轨 道 客车计 划 形成 80 铁路 动车 组 、80 年 0辆 0辆
月份 上 市 。
城 建 设 成 模 具 产 业 链 较 为 完 整 、兼 有 完
新 机 型 通 过 采 用 新 开 发 的 配 备 善 配 套 设 施 、规 划 合 理 环 境 优 美 的 中 国 有 低 惯 性 伺 服 马 达 的 射 出 机 构 ,在 模 具 产 业 自主创 新 基 地 、服 务 配 套 基 地 和 产 业 交 易 基 地 ,打 造 中 国 中小
一
速 度 和 射 出 压 力 , 是 专 为 机 壳 和 导
。
多尼尔机械公司 - 织布机系列 - 说明书

P2Flexible. Reliable. Efficient.灵活 · 可靠 · 高效 ·FROM FL YING PEOPLE TO FL YING THREADS / 从人类飞行到纱线飞行Design, engineering and production by a single supplierDORNIER is the reliable partner for all requirements relating to any aspect of the production ofa pplication-specific weaving machines for manufacturing high-quality fabrics. Whether a system familyc onsisting of rapier and air-jet weaving machines or a customized turnkey complete line:DORNIER plans, designs and builds everything in-house.HistoryThe world-renowned aircraft manufacturer Dornier began building textile machines after the Second World War. The reason for this change of direction: The Allied Forces had prohibited the company from building airplanes in Germany. In 1950, Lindauer DORNIER GmbH was founded in what remains the company’s headquarters at Lindau-Rickenbach by Peter Dornier, son of the famous aviation pioneer Claude Dornier. The first fruits of the search for a new field of activity there were shuttle weaving machines. But soon afterwards, Lindauer DORNIER GmbH also began making specialty machines, including dryers for the cardboard, paper and construction panel industry. In the mid-1960s, film stretching lines for the packaging and plastic film industry and textile finishing machines for tubular knit goods were added to the product portfolio.The rapier weaving machine, developed in 1967, and the air-jet weaving machine introduced in 1989 represented the most significant milestones in the company’s rise to become Germany’s only weaving machine manufacturer of international standing. The end products made on our weaving machines c omprise extremely high-performance fabrics for airbags, carbon fabrics for composite structures and aramid fabrics for fire-resistant or bullet-proof applications. But equally for the finest silk fabrics, intricate Jacquard items and ultrafine worsteds, the DORNIER system family offers the ideal tool. In 2014 we founded the new DORNIER Composite Systems® product line to continuously deliver new answers for the challenging demands of the dynamic composite industry in the form of innovative production lines for semi-finished composite products of all kinds.设计,构建,生产由单一供应商完成多尼尔作为可靠的合作伙伴,可提供满足各种需求的生产高质量织物的专用织机。
xiril彩页
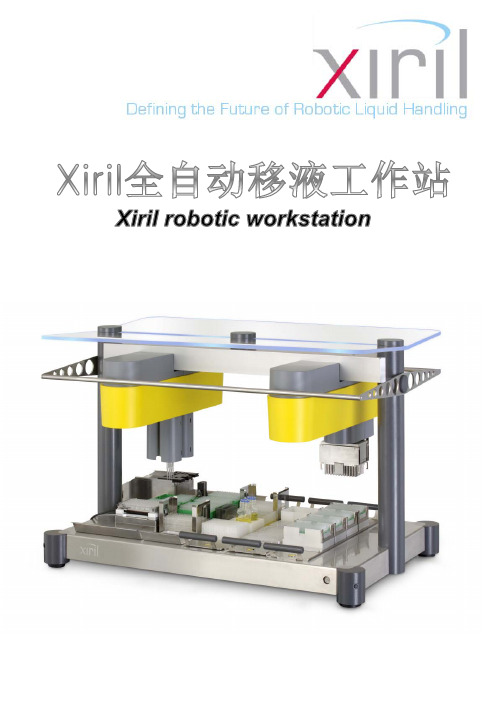
Xiril2001年成立于瑞士苏黎世Hombrechtikon移液工业园区,2004年xiril凭借专利的移液技术荣获代表全球革新工业技术和自动化技术的德国汉诺威国际工业博览会金奖,一跃成为自动化移液领域最为耀眼的明星。
Xiril自动化工作站,满足现代实验室高通量高精度液体处理的需求,应用于检测传染病血清学标志物的酶免检测,ALT检测,血型检测,抗体筛查,样本留样,PCR,DNA等实验。
具有高通量、高精确度、高自动化、高兼容性、高性价比等特点。
完美的实验室自动化解决方案移液工作站是实验室液体处理操作的全自动化造作平台,全自动化的液体操作不仅可以为用户节约时间,还可以提升试验的可重复性,避免试验过程中人为因素造成的误差。
是建设现代化实验室不可缺少的重要仪器。
Xiril 采用独有的全模块化试验平台,具有良好的开放性、灵活性和扩展性。
可整合各种不同的功能模块,用户提供更加灵活的应用体验。
自动化程序=自动移液机械手臂3维条形码扫描利用现有的仪器,建立一个智能、经济的解决方案Xiril 家族型号台面长度加样通道机械臂微板位Xiril 7576cm 1or2个1个12个Xiril 100106cm 2.4.or 96通道1or2个20个Xiril 150160cm 2.4.or 96通道1or2个36个Neon 100106cm 4.8.or 96通道1or2个20个Neon 150160cm 4.8.or 96通道1or2个36个75系列100系列150系列PCR 工作站DNA 工作站ELISA 处理工作站FTA® Cards 工作站···········ELISA处理配置方案真空抽滤提取方案磁珠提取方案先进的移液技术•单通道两种大小移液泵可供选择(1000µl 、250µl )–1000 µl (10 –1000 µl)–250 µl (2 –250 µl)–枪头大小可以自由组合•96通道–200 µl (3 –200 µl)–枪头可重复使用Xiril 采用先进的空气置换技术,无需系统液、注射器、阀门和任何复杂的管道系统,完全避免由于系统液导致的交叉污染和稀释效应。
丰田生产方式主要有如下特点

2)精益生产体系
三、精益生产改善方法
1. 6S管理
6S:整理(SEIRI)、整顿(SEITON)、清扫 (SEJISO)、清洁(SEIKETSU)、素养(SHITTSKE)、 安全(SAFETY)
6S管理就是通过对上述6个方面进行管理,以达到 减少浪费、提高效率、保证安全的目的。
2.目视化管理 目视化管理主要是提高信息流转的效率。 目视化管理还具有公开性和透明性的特点。 所以,目视化管理也能推动员工的自主管理和自 我控制。 生产现场目视化管理常用工具有:红牌、信 号灯、看板、错误管理板、作业流程图、警示标 识、 管理工作板凳等
要素 时间 数量 JIT观念 传统生产观念
产品
接到生产指令 提前完成任务 时 需 要 销 售 出 超额完成任务 去的数量 只 生 产 销 售 先生产,可能今天不 出去的产品 要
7 看板管理
看板一词起源于日语,是传递信号控制生产的工具,它 可以是某种“板”,如卡片、揭示牌、电子显示屏等, 也可以是能表示某种信息的任何其他形式,如彩色乒乓球、 容器位置、方格标识、信号灯等。 看板管理是协调管理全公司的一个生产信息系统,就 是利用看板在各工序、各车间、,各厂以及与协作厂之间 传送作业命令,使各工序都按照看板所传递的信息执行, 以此保证在必需时间制造必需数量的必需产品,最终达到 准时化生产的目的。看板管理是精益生产中的重要子系统。
了巨大的推动作用。
但大批量(规模)生产方式是以单一品种的 大规模生产来降低产品成本。它只适用于单品种、 稳定的市场需求。 20世纪50 年代,丰田人总结了本国的特点, 开始了制造汽车的探索和实践。丰田公司逐步形 成了新的生产方式, 1962 年被正式命名为丰田 生产方式(Toyota Production System,TPS)。 1974 年丰田汽车公司向外正式公布了丰田生产方 式。经过了几十年的努力完善和不断改进,终于 形成了如今世界著名的丰田生产方式。
森吉米尔冷轧机简介
森吉米尔冷轧机简介森吉米尔轧机在结构性能上有如下主要特点:(1)具有整体铸造(或锻造)的机架,刚度大,并且轧制力呈放射状作用在机架的各个断面上。
(2)工作辊径小,道次压下率大,最大达86%。
有些材料不需中间退火,就可以轧成很薄的带材。
(3)具有轴向、径向辊形调整,辊径尺寸补偿,轧制线调整等机构,并采用液压压下及液压AGC系统,因此产品板形好,尺寸精度高。
(4)设备质量轻,轧机质量仅为同规格的四辊轧机的三分之一。
轧机外形尺寸小,所需基建投资少。
森吉米尔冷轧机基本上是单机架可逆式布置,灵活性大,产品范围广。
但是亦有极个别呈连续布置的森吉米尔轧机,如日本森吉米尔公司1969年为日本日新制钢公司周南厂设计制造的一套1270mm四机架全连续式二辊森吉米尔轧机。
该轧机第一架为ZR22-50"型轧机,其余三架均为,ZR21-50"型轧机,轧制规格为O、3mm1270mm不锈钢,卷重22t,轧制速度600m /min。
森吉米尔冷轧机的形式及命名法介绍如下:最常用的森吉米尔冷轧机形式是1-2-3-4型二辊轧机。
例如ZR33-18″,“Z"是波兰语Zimna的第一个字母,意思是“冷”;“R”表示“可逆的”;“33”表示轧机的型号;“18″”是轧制带材宽度的英寸数。
森吉米尔冷轧机还有1-2-3型二辊轧机,但是1-2-3型森吉米尔冷轧机在1964年以后就不再生产制造了。
森吉米尔冷轧机1-2型六辊轧机,由2个传动的工作辊和4个背衬轴承辊装置组成,如ZS06型,“S”表示“板材”,用来轧制宽的板材,但是它同样可以轧制带材,并且有一些还用在连续加工线上。
森吉米尔“ZR”型冷轧机有10个基本型号,其中1-2-3-4二辊轧机7个;1-2-3.型二辊轧机3个;“ZS”1-2型六辊轧机只有2个基本型号。
各型号轧机的背衬轴承外径、工作辊名义直径如下:轧机型号背衬轴承直径/mm工作辊名义直径/mm1-2-3-4型:ZR3247、66、35ZR3476、210、00ZR24120、021、50ZR33160、028、50ZR23225、040、00ZR22300、054、00ZR21406、480、001-2-3型:ZR1575、012、00ZRl6120、020、30ZRl9225、046、OO1-2型ZS06300、0216、00ZS07406、4280、00在以上基本型号的基础上派生出一些特殊的型号,在基本型号的词尾和词头加上不同意义的字母来表示。
磨床厂家-国内数控磨床厂家【全】

磨床厂家_磨床生产商_国内数控磨床厂家内容来源网络,由深圳机械展收集整理!更多磨床等数控加工设备展览展示,就在深圳机械展的机床展区!磨床厂家——斯来福临斯来福临集团,是磨削、电火花加工、激光加工以及成套组合加工方面的精密机床供应商。
Mägerle机床工厂公司成立于1929年,该公司制造高性能磨削系统,用于完成简单和复杂的平面和成型磨削任务。
作为交钥匙工程供应商,MÄGERLE磨床的性能和应用的多样性在透平工业、航空航天、液压行业、能源行业、机床制造及工具行业日常得以应用。
MÄGERLE MF P 100复杂工件的全自动整体加工磨床厂家——美国哈挺集团哈挺能够为客户提供车削、铣削、磨削与工装夹具应用解决方案。
哈挺旗下磨床品牌:高精密内外圆磨床HARDINGE哈挺;数控内外圆磨床KELLENBERGER克林伯格;数控内外圆磨床、数控平面成型磨床、强力缓进给磨床JONES & SHIPMAN钟思敏;坐标磨床HAUSER豪泽;生产型外圆磨床TSCHUDIN丘丁;生产型内孔磨床VOUMARD。
克林伯格的新款VARIAHAUSER豪泽H35-200 数控坐标磨床磨床厂家——法孚兰迪斯Fives Landis磨床公司兰迪斯磨床公司坐落在英国和美国。
为汽车业制造公司提供曲轴、凸轮轴和传动轴等工件的加工设备,可提供单台机床或具体的交钥匙生产线设备。
兰迪斯磨床公司还为很多工业领域,提供根据用户要求定制的机床。
无论您的何种精密零件需求,从10毫米的滚针轴承到10米长度的曲轴,兰迪斯能够提供生产要求的设备。
兰迪斯磨床公司产品序列LT1e 磨床用于磨削凸轮轴,曲轴和传动轴等工件,具备200mm, 500mm 和1200mm 等长度规格。
LT1e 转塔砂轮架磨床用于柔性磨削回转或非回转体工件,使用双砂轮转塔砂轮架,1200mm 长度规格LVA 角度磨床柔性CNC磨削,用于小型或中型零件。
日本欧力士电子仪器租赁物流中心的更新改造

租赁 物 流流 程
欧 力士 的核 心业 务 为设 备租 赁 ,意 味着 一件货
物会 来回 出入库 ,其 物流流 程与通 常所 见 的生产流
通型企业有所不同 ,货物 不是单 向流动 ,而是双 向。
0 收 货入 库
收货 区收取 的货物 分 为两大 类 ,一 是欧 力士采
欧力 ± ( XCop rt n 是 世界 领 先 的综 合 金融服 务 集 ORI roai ) o 团 ,20 0 9年 度总 资产 近 9 0亿 美 元 ,营 韭收 八 超 过 1 0亿 美 0 0 元。该公 司是 日本第 一家 租赁 公司 , 1 6 于 9 4年在 日本 大阪成 立 , 后总 部迁至 东京 。 目前 ,欧力士 集团的 韭务范 围从传 统的租 赁业扩 展到金 融和 实业 , 主要 包括信 托银行 、证券 、 保险 、租赁 、 资银行 、 地产 、 投 房 离尔夫球场、酒店、环保新能源、飞机船舷相关金融业务等,业 务遍及 亚洲 、 美洲 、 洲、 洋洲、 欧 大 中东及北 非的 2 国家和 地区 , 7个
义。
之后 ,伴 随个 人 电脑租赁 业 务的激 增 ,欧 力士
于 19 9 0年在邻接 1 楼的旁边 又新 建立了 另一栋物 号
流建 筑 ( 记 为 2号楼 ) 标 ,用 以保 管 OA机器 ( OA
即办公 自动化 ,OA机器包括 电脑 、复印机 、打印机
等 o2号 楼物 流 系统仍 为 F ,由 2 s 0台 自动 堆垛机
}0{ S 3i
2 1年 第 l期 00 2
q N_ A I 一
S ^ } }R 一
简便 的物 料搬 运系统 ,可在仓 库 中移 动所 有尺 寸的
货物 ) ,可存储 2 4 4个托盘货物 。物 流中心充 分利 26 用信 息网络 ,形成 了较 为及 时 的服 务体 制 ,对 当天 上午收 到 的订 单 ,保 证主要 城市 第二天 、其他地 区 4 8小时之 内送到 货物 。 当年该 系统建 成时 ,在 日本 物流 业界 引起 了很 大的震 动 ,被认 为具 有划时 代意
垂直无箱射压造型机介绍

垂直分型无箱射压自动造型机1.用途:本机为垂直分型无箱射压全自动造型机,适用于铸铁、铸钢及有色金属铸造行业有芯、无芯中小铸件高效、大批量生产的潮模砂造型。
具有生产效率高、占地小、投资少、见效快、省人工、节能环保等优点。
2.主要性能特点:2.1采用机、电、气、液等一体化控制技术,国际化采购。
进口液压、气动、电气元器件,提高了造型主机运行的速度、准确性与可靠性。
2.2人机对话界面: 在界定的使用范围内,可在触摸屏上设定、存储和调整各种技术参数。
2.3故障判断功能: 通过一系列传感元件和计算机系统,可诊断主机的一般性故障并报警显示,同时在电气控制上可实现故障识别以及排除方法的提示。
2.4设备具有造型效率高、砂型紧实度高、合型精度高、造型无砂箱、浇注无压铁、配套辅机少、占地面积小、运行噪音低、劳动强度低、建设投资少见效快等特点。
2.5机器正压板底部支撑采用气垫结构,确保精度、延长寿命。
2.6机器的型腔底板采用磁吸附双板组合结构,且工作面采用进口高硬度面板,提高了精度,延长了寿命,便于更换且更换成本低。
2.7型腔顶、侧板采用特殊工艺处理,提高使用寿命。
2.8采用进口无接触磁致位移传感器,使用可靠、精度高、故障少、寿命长。
2.9导柱采用集中润滑,延长导柱使用寿命并提高造型精度。
2.10采用自动吹净及自动喷脱模液系统,减少劳动强度提高效率。
3.主要规格和技术参数3.1砂型尺寸:(宽x高x厚)ZZ416ALP :砂型尺寸600X 480X( 120~310);ZZ416BLP :砂型尺寸650x 535x( 120~310);ZZ417ALP :砂型尺寸720X 530X( 120~310);ZZ417BLP :砂型尺寸750X 535X( 120~310);ZZ417CLP :砂型尺寸750X 600X( 120~310);ZZ418ALP :砂型尺寸800X 600X( 120~310);3.2 生产率:(型/小时)300 ( 型厚160 毫米)3.3 型腔最大深度:(不含模板厚度)430 毫米3.4 射砂压力:0.25-0.3 兆帕3.5 压实比压:(无级可调)0-1.5 兆帕3.6 砂型平均硬度:>853.7 合型精度:0.1-0.14 毫米3.8 噪声:v 90分贝3.9 液压系统最高工作压力:10-12 兆帕3.10 压缩空气压力:0.55-- 0.65 兆帕3.11 型砂消耗量:28-60 吨/小时3.12 压缩空气消耗量:10 立方米/ 分3.13 电机总功率:47.5 千瓦3.14 冷却水流量: 1.5-2.0 吨/ 分4.生产线工艺构成垂直无箱射压造型主机、同步夹持输送机(或同步托持输送机)、同步皮带冷却机、落砂机、磷板机、旧砂砂处理系统等设备构成。
2电动成型机简介
第二章 电动射出成型机简介
内容
1. 电动成型机 2. 电动机的技术水平及发展趋势 3. 电动机的结构
电动成型机
பைடு நூலகம்• 定义
所谓电动式注射机是指使用交流伺服电动机, 配以滚珠,齿形带以及齿轮等元件来驱动各个 机构的注射机,其最爲突出的特点就是采用了 功率电子器件和控制技术进行操作运转。
电动机的技术水平及发展趋势
AC伺服马达能够精确设定ROBOSHOT的各轴的速度和位置。
速度控制的最小单位为0.1mm/s,位置控制的最小单位为0.01mm
电动机的结构
•电动机主要部分 1.螺杆射出装置 2.合模装置
3.成型品的顶出装置
4.喷嘴的种类
电动机的结构
1.螺杆射出装置 螺杆分爲:供给部,压缩部,计量部三部分。
螺杆頭 計量部 壓縮部
• 合模装置除了用以开闭模具外,最主要是 用以对抗射出于模内之熔融材料的高压力, 以充分的强力锁模。
电动机的结构
3.成型品的顶出装置
• 成型品的顶出装置在开模终了或即将终了 的适当位置作动,使模具的顶出板向前作 动而将成型品顶出。 • 顶出开始位置,可以是在开模结束,模具 处于完全打开的位置,也可以在开模过程 中顶出。
电动机的结构
•全电动式成型机的特徵: 1. 考虑经济实用的合理设计 1)低价格:全电动式射出成型机通过软体的改造,能够进行复 杂的控制
日本三菱重工:如何控制1微米的误差,让齿轮磨床成精
日本三菱重工:如何控制1微米的误差,让齿轮磨床成精又翻了个墙,今天我要告诉你:日本三菱重工开发可实现高速度、高精度加工、适应批量生产的齿轮磨床——“ZE16C”和“ZE26C”。
新产品能够提高结构刚度,缩短非加工时间,降低运行成本。
齿轮磨床ZE16C在汽车电动化和机器人减速机构高精度化的背景下,对高精度齿轮的需求日渐增多。
三菱重工集团旗下的三菱重工工作机械公司,开发出了与齿轮批量生产线相对应的更高速、高精度加工的齿轮磨床,“ZE16C”和“ZE26C”。
新产品将齿轮的齿形形状误差控制在1微米之内,通过实现更准确的齿轮机构传动,从而优化耗油性能,降低噪音。
三菱重工logoZE16C和ZE26C其实是,自2011年开始陆续投放市场并获得好评的齿轮磨床“ZE-B”系列(ZE15B和ZE24B)的改良升级版。
新产品分别对应最大外径160毫米和260毫米的齿轮。
除了能实现加工的高速、高精度化,还能将非加工时间减少到传统机型的一半,从而提高批量生产能力,降低运行成本。
此外,由于新产品将业界首款水溶性冷却液加入了选择菜单,进一步提高了环保性和节能性。
你们知道这是什么在构造方面,新产品在提高了新开发的门型计数器(ZE16C),砥石等的刚性的同时,重新审视了主轴结构,确保了加工精度和稳定性。
同时,通过缩短非加工时间和砥石的转速,大大提高了生产率。
而且,通过将砥石的宽度从过去的125mm增加到最大160mm,能够减少砥石交换频率,同时安装标准砥石和超精加工(抛光)砥石,满足各种生产车间的需求。
郭小姐最爱的女星PS: 11月1日,“ZE16C”和“ZE26C”将在位于东京有明的“东京 big site展示中心”举行的“JIMTOF 2018第29次日本国际机械样本市”中,展示售卖。
来源:三菱重工日本官网。
许用应力—概述
许用应力——概述西屋公司的许用应力系统将各种类型的应力分类成为:一次应力、二次应力和最大应变,并且对每一种都规定了设计上的安全极限。
1. 一次应力一次应力是由内、外压力,外来推力或力矩及重量等外载荷引起的正应力和剪应力。
其特性为:这类应力是构件在载荷作用下,为了保持平衡所必须的;其次,这类应力发生在容器的很大区域内。
这类应力具有“非自限性”,当屈服应力或蠕变强度超过了限度的时候,就会引起破坏或严重的扭曲。
因此,它的值必须底于材料的屈服应力,极限应力及蠕变强度。
一次应力可以分为一次薄膜应力、一次弯曲应力和局部薄膜应力。
沿着容器壁厚方向上均匀分布的一次应力,称为“一次薄膜应力”,沿着容器壁厚方向上的应力分布成线性变化的一次应力,称为“一次弯曲应力”,由内压或其他机械载荷产生的,由于结构不连续或其他特殊情况的影响而在容器局部区域有所增强的一次薄膜应力,称为“局部薄膜应力”。
2. 二次应力二次应力是由于相邻构件的约束,或者构件自身的约束所引起的正应力和剪应力。
其特性为:不是为了满足与外力平衡,而是为了满足变形协调条件所引起的应力;其次,它是局部分布的,具有“自限性”,即局部产生屈服后,应力不会继续增加,而是得到一定的缓和。
构件中非均匀温度场所产生的热应力,封头与桶体连接时,边界区域由弯矩引起的轴向和周向应力等都属于二次应力,二次应力也有二次薄膜应力和二次弯曲应力两部分。
3. 最大应变它是与二次应力有着密切关系的,并且通常它是受限制的、局部的。
热冲击或由于局部应力突变如孔、缺口或圆角所引起的局部应变集中也属于这个范畴。
破坏的形式设计的许用极限值选定必须考虑到应力分析的方法、材料的特性及各种可能的破坏形式。
对于汽轮机压力容器这些破坏的形式被认为是:1.包括弹性不稳定在内的过度的弹性变形;2.过度的塑性变形;3.脆断;4.应力断裂/蠕变变形(非弹性的);5.塑性不稳定——增量破裂;6.高应变,低周疲劳应力的种类对于各种破坏形式其设计的许用值是不同的,它们可以归纳为下面的四种类型:Ⅰ许用一次应力Ⅱ许用的二次+一次应力Ⅲ低周疲劳的限制Ⅳ挠曲的限制因为应力状态是由设计的细节来控制的,所以设计的限制应当与西屋公司的应力计算程序一起使用,应力许用值的规范如下。
平野干法复合机

平野干法复合机操作简单,其控制数据多需靠眼观察,手控制、自动化程度低。
但复合膜质量好。
一、平法复合的一般表达干法复合又分为溶剂式复合和无溶剂式复合,本机采用溶剂式复合a〕溶剂式复合是将溶剂胶粘剂溶液涂布在第一基材上,进入热烘道,使溶剂挥发,经复合辊与另一基材热压复合的方式。
b〕干法复合的特点干法复适宜应面广;包装材料受热破坏程度低;封口性能好;产品尺寸稳定,厚度均匀,透明度高;刚性较好。
缺点是易有残留溶剂影响卫生平安。
c〕干法复合的主要工序有:基材的准备、胶液的配制、涂胶、枯燥复合、冷却收卷和熟化。
分别表达如下:1〕基膜的准备:首先根据客户的要求,如包装的内部物,是否要蒸煮或煮沸、保持期的长短,本钱的要求等,设计出一种既能全面满足客户要求,又易加工,本钱低的组合复合构造物来。
其次确定好哪一种基材后,还要根据客户要求袋子的大小尺寸来选择基材的宽度,到达最大限度的利用设备的机能,效率和减小基材边角料的损耗,降低本钱,提高效益。
再者选用的基膜,其外表必须枯燥、清洁、无灰尘、油污。
基材必须经过外表处理,外表张力到达38达因以上。
2〕胶液的配制与保存首先,根据工艺要求选择适宜的主剂和固化剂,根据厂家提供的主剂和固化剂比例去配,不能把固化剂用得太多或太少,以免影响复合物产品的质量。
确定主剂或固化剂的比例以后,确定每次配胶要配多少来确定主剂和固化剂的使用量,其原那么上按照:胶液配好后要尽快用完,不应长期存放,少配勤配。
配置胶液时可依据下面公式计算溶剂的相对用量:W稀=W主*N主+W固*N固/N-〔W主+W固〕W稀——稀释溶剂的重量 W主——表示主剂的重量W固——固化剂的重量 N主——主剂的固体含量N固——固化剂的固体含量 N——胶液的固体含量一般厂家说明主剂与固化剂的适用比例。
最后是剩余胶液的保存,温度小于20℃的情况下密封保存可放置12小时,再次使用时少量掺与到新配制胶液中,不造成浪费,同时不影响产品质量。
诺力达-技术文件资料

norida robot
不二公司码垛机械手臂在各国市场占有率.(2010年)
国别
日本 韩国 中国台湾 英国
不二公司
12000台 581台 1105台 362台
其他公司
6750台 238台 559台 184台
合计
18750台 819台 1664台 546台
市场占有率
65% 70% 64% 67%
科技创新,精益求精
norida robot
Size and weight 尺寸与重量
N0.
Product 产品 L×W×H – Weight(kg)
Number of pieces/pallet 数量/垛 Pieces件/layer层 ×layers层数 =Pieces件/pallet垛 5×8= 40件/垛
330°
1.9/S 1.4/S 121deg/s 369deg/s
2.8/S 1.7/S 145deg/s 369deg/s
夹板、 手指、压杆、吸盘以及其他种类 标准30种、(可多达400种) 手动示教/示教支援/示教免除(可选择) 1.9KVA 2KVA 0.5Mpa 0.5Mpa
6.5KVA 0.5Mpa 0.5Mpa 科技创新,精益求精
日本不二码垛机器人技术资料
科技创新,精益求精
norida robot
企业简介及经营业绩
青岛诺力达工业装备有限公司是日本不二码垛机器人在中国最大的代 理合作商,具备完善的营销运行体系,是日本不二机械公司在中国最早的 战略合作协力公司,周边输送设备集成设计、研发、生产能力较好,有完 善便捷的售后服务机构。公司坐落于青岛高新产业园,现有员工55人,有 专业化的技术设计梯队,完善的研发装配调试队伍。代理引进的的不二码 垛机器人是由不二输送机工业研发生产的,不二输送机工业于1944年4月 成立,公司起步时以生产输送机、机械式码垛机为主。经过多年的开发与研 究,于1982年成功开发出码垛机器手臂 ”FUJI ACE”,开始广泛应用于化工 、食品等物流码垛领域。不二公司至今已经累积了20多年以上的机械手臂 的丰富技术经验,产品的也多次进行了完善和改进。高速码垛机械手EC201荣获日本工业新闻机械工业设计奖和及日本机器人工业会奖。至2010 年为止,不二公司在全世界上安装了超过16000台以上的” FUJI ACE”(在日 本安装了约12000台,在世界各地安装了将近4000台)其中在中国安装了 1200多台。
租赁业务的强力依托

China Storage & Transport Magazine 2011.0260IDE-ANGLE广角W 在日本,各种电子仪器、设备的租赁现象十分普遍。
一家公司开业,或是一家分支机构成立,甚至是一家工厂建成,所需要的仪器、设备都可以从租赁公司租赁到。
租赁可以帮助企业解决购买设备的资金难题,让企业节省当期的现金支付,降低企业的资产负债率,提高资产的流动性,从而能够增强企业的核心竞争力。
2010年9月13日至17日,本刊记者应日本株式会社大福之邀,随中国物流媒体访问团参观了日本物流的一些现代化案例。
9月15日,访问团考察了日本欧力士Rentec电子仪器租赁公司东京技术中心。
这里的自动化仓库修建于上世纪八十年代末,前几年又对原有的设备进行了改造。
这里的经验,应该对一些已经建有自动化仓库的企业具有启发。
欧力士Rentec电子仪器租赁公司是日本一家知名度非常高的从事计量与测试、OA机器租赁业务的公司,总部位于东京都品川区。
该公司创立于1976年,最早在日本国内开展电子测试仪器租赁业务。
随着企业的不断发展,经营品种也在不断扩大。
公司已从成立之时只租赁测试仪器发展到今天的租赁信息机器、科学、环境分析机器等多种商品。
公司还开展了二手商品销售和收购业务,电脑产品销售、软件销售等服务,并且为客户提供全套的IT解决方案。
此外,公司为客户保有的测试仪器、信息技术方面的资产进行管理。
欧力士Rentec拥有的数量巨大的产品阵容和为客户提供的资产管理解决方案,切实为客户创造了新的价值,因此,在日本国内,欧力士Rentec享有较高的知名度和美誉度。
欧力士Rentec电子仪器租赁公司在日本建有东京(位于同町田市)和神户(位于神户市须磨区)两个技术中心。
我们考察的东京技术中心从1987年开始运行。
东京技术中心的自动库有两栋建筑物,分别称为一号栋,二号栋。
我们首先参观的是2号栋。
2号栋楼库设计有五层,位于楼库后部的自动仓库从一楼高耸到四楼。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
V1 C1型 微型 控 制器 对 C D 摄 像 头 E 1 - C S、
来 自远 程 控制 信 号
L S
内衬 层胶 片
内衬 层调 整 范 围 限位 开 关
M
光源
L 1 S
电源
A 9 o EoE
( R C) NI E 0
L 2 S A T AO C U TR
图 2 定 中装 置 控 制 原 理 图
×20像 素 的 宽屏 液 晶 显示 器 显 示来 自 CC 摄像 4 D
摘 要 : 以冠 包 侧工 艺 为例 .简 要介 绍 了 日本 O I N R E T公司 两次 法 成 型机 的主 要特 点 。 关键 词 :两 次 法成 型 机 ;定 中装 置 ;胎 圈 锁 紧装 置 :冠 包侧 ( O ) 艺 TS 工 中图 分 类号 :T 3 . Q3 04 7 文献 标 识码 :B 文 章编 号 : 1 0 — 9 x 2 0 ) 4 o 3 _ 3 0 97 7 (o2O _0 60 ,然 后 P C 控 制 经过 加 热 L
使其 工 作 于最 佳 工 作状 态 ,并 可对 控 制器 编 程 ,对
输 出信 号 进 行线 性 化 处理 。 动器 外部 还接 有 一 对 驱 限位 开 关 L 1和 L 2 S S ,对 电动推 杆 的行程 进 行 限 位 。在 内衬 层 的边 缘 ,有 一 个检 测 装 置 L ,对 内 S 衬 层 的调 整 范 围进 行 限 制 , 防止 电动 推 杆 调 节 超
图 1 一 段 成 型 机 工 艺 流 程 图
12 内衬 层 的 自动 定长 、定 中及 裁 断 . 采 用 日本 S UNX公司 V1 C1 微 型控 制 器和 - 型 AE 0 E型驱 动 器控 制 内衬 层 的 定 中 ,其 控 制 原 理 90
见 图 2 。
格 的 轮 胎 ,由于 三 角胶 尺 寸较 大 ,无 法保 证 压合 质 量 。因此 ,该型 成 型机 在 反 包 之前 加 入 了胎 圈 压合 动 作 ,专 门用 于压 合 三 角胶 。从 使用 的情况 看 ,效 果 良好 ,提 高 了大规 格 轮胎 胎 圈 部分 的成 型质 量 。
控 制器 外 接 编程 器 ,可 直接 通 过 编程 器 所 带 的 30 2
维普资讯
第 4期
迭 华 等 .日本 I INT 公 司 两 次 法 成 型 机 X一/ 一 主 要 特 点 RE 5B 1的
3 7
编
DAO T / U
程
器
V—1 B 1 : l + 由 CVA
性 、可 维护 性 、系 统综 合 设 计及 机 加 工水 平 等方 面有 其 特 点 。本 文 将 结合 我 公 司 的生 产 工艺 论 述 OR E I NT 公 司 x./ 1型两 次 法成 型 机 在 设计 和 5B.
控 制 系统 上 的一 些 主 要特 点 。
1 一段 成 型机 工 艺 流 程 及特 点
E 2采 样 的 内衬 层 的 两个 边 缘位 置 信 号进 行 处 理 , S 产 生一 个 一5 V~ +5 的线 性 控 制信 号 ,然 后 通 过 V 模拟 量 输 出端 口 VB A1 . 送给 驱动 器 AE 0 E 由驱 90 , 动 器 驱动 电动推 杆 调 节 内衬 层位 置 。 . V1C1型微 型
为 提 高 半 钢 子 午 线 轮 胎 的均 匀 性 和 动 平 衡 性 能 , 公司 最近 引进 了 日本 O I NT机 械有 限公 司 我 RE 设计 制造 的两 次 法成 型 机 , 于近 期完 成 安装 调 试工 作并 投 入试 生 产 。该机 的主 要特 点是 高精 度 、高 效 率 、无 污 染 、 自动 化 程 度 高 ,可 成 型 冠包  ̄ ( OS J i T ) 和侧 包 冠( WO 两 种 工 艺 的 1 ” 5 和 1 ” S T) 4 、1 ” 6 轮胎 。 曾 为 包 括 日本 东 洋 ( O T YO) 内 的 多 家 轮 胎 厂 配 在 套 ,对 提 高 半钢 子 午 线轮 胎 的质 量 起着 重要 作 用 。 从 目前 的 水 平 看 ,国产 成 型 机 在 许 多方 面 与 进 口成 型 机 的差 距 不 大 。而 进 口成 型 机 在可 操 作
头 图像信 号波 形 , 通过 波 形 来 判 断光 强 、 视野 位 置 、 聚 焦 情 况 ,极 大 地 方便 C D 摄 像 头位 置 的调 整 , C
应 的 弧长 ) 可求 出对 应 的 圆心 角 A,通 过 键 盘 将 ,
A、 B值 输入 P C。P C 将 B值 送 给 交流 伺 服 驱 L L 动 器 ,作为 位 置给 定信 号 ,由交 流 伺服 驱 动 器控 制
以我 公 司采 用 的冠包 侧 工 艺 为例 , 工 艺流 程 其
如 图 1 。
11 胎 圈压 合 动作 . 在贴 合 半钢 子 午 胎 胎 圈时 ,国产 与进 口成 型 机 均 采 用 了胶 囊 反 包 。这对 于小 规 格 如 1 ”、 1 ” 2 3
的轮 胎 ,效果 是 不错 的 ,但 对 于 1~ 6”的 较 大规 41
维普资讯
3 6
橡 塑 技 术 与 装 各
2 0 年第 2 卷 02 8
日本 0 T公 司 两 次 法 成 型 机 RI N E X 5 B 1的 主要 特 点 ./ .
迭华 ,文峰 ,代定华
( 贵州轮胎 股份有 限公司全钢分 公司 ,贵 州 贵阳 5 0 0 ) 5 0 8