免清洗助焊剂在电子类产品中的应用
助焊剂MSDS

助焊剂MSDS(物质安全资料表)一、产品品名:免清洗环保助焊剂化学组成:专利配方有机类混合物产品用途:电子产品的免清洗焊锡工艺(波峰焊、热浸焊)三、物理及化学特性外观:液体颜色:无色透明气味:酒精味略带香蔗水味比重20℃时:0.806±0.001挥发性/容积:97.0蒸气密度(空气=1):2.0沸点℃:72.00~75.50水溶性:溶于水溶剂溶性:溶于洒精、异丙醇、丙酮四、防火资料闪点:15.00灭火材料:二氧化碳,泡沫灭火器,干粉灭火,黄砂,湿麻袋特殊灭火程序:用湿麻袋覆盖火焰发生处,至火灭为止五、反应资料稳定性:稳定危害分解物:一氧化碳,二氧化碳不相溶物质:氯丁橡胶不可长期接触,尿素氮肥,硫酸,强氧化剂避免的情况:热,明火,火花六、健康危害资料误食:造成肠胃刺激,呕吐皮肤接触:长期接触或重复接触会引成脱脂及皮肤炎吸入:大量吸入会感觉鼻粘腊刺激,头眩,呕吐接触眼睛:造成严重刺激时会流泪,视力模糊急救处理:1.眼睛接触:立即翻开上下眼泪睑,用流动清水或生理盐水冲洗至少15分,就医。
2.吞食:可先服冷开水,马上去医院3.吸入:新鲜空气深呼吸,若呼吸困难者可供氧气,若没有马上恢复,立即通知医生七、特殊保护装备呼吸保护:使用卫生部认可的可阻止有机蒸气口罩手及身体保护:使用PVC工作手套,穿工作服眼睛及身体保护:带护目镜,工作近处设自来水池通风设备:助焊剂只能放置通风处八、泄漏及废物处理溢出或泄漏:注意安全,疏散人员,严禁明火、增加通风、清泄漏场地时用第七项保护装备中的条款丢弃:请合法的废弃物公司处理之九、使用及储存使用:使用场地须通风良好,波峰焊及热浸焊工作上方应安排抽风装置;注意不可将废弃液直接排下水道储存:使用后应保持容器密封,通风良好,避免直接日晒工作卫生:不要在助焊剂及稀释剂的场所吃东西,喝饮料及抽烟。
使用助焊剂及稀释剂后需洗手。
其它注意事项:包装上应注明“本品属易燃品,注意使用”字样,用完的空桶内可能会有残液,注意事项的标签应留在空桶上。
免清洗助焊剂专业技术标准

YB 724 纯铜线
3 要求
3.1 外观
助焊剂应是透明、均匀一致的液体,无沉淀或分层,无异物,无强烈的刺激性气味;在
———————————————————————————————————————
中华人民共和国信息产业部标 200X-XX-XX发布 200X-XX-XX实施
3.10 表面绝缘电阻
按5.10试验后,试样件的表面绝缘电阻应不小于1×1010Ω。
3.11 电迁移
按5.11试验后,试样件的最终表面绝缘电阻值SIR最终应不小于其初始表面绝缘电阻值的1/10,即SIR最终>SIR初始/10;试样件的枝晶生长不应超过导线间距的25%,导线允许有轻微的变色,但不能有明显的腐蚀。
按公式(1)计算助焊剂的不挥发物含量,即:
不挥发物含量(%)= M2∕M1×100 ……………………………(1)
式中:
M1—试样初始时的质量,g;
M2—试样经110℃干燥后恒量时不挥发物的质量,g。
5.5 PH值
按GB 9724标准测定助焊剂的PH值。
助焊剂应无卤化物。当按5.6试验后,助焊剂不应使铬酸银试纸颜色呈 白色或浅黄色。
3.7 可焊性
3.7.1 扩展率
按5.7.1测试后,助焊剂扩展率应不小于80%。
3.7.2 相对润湿力
按5.7.2测试后,助焊剂在第3s的相对润湿力应不小于35%。
3.8 干燥度
按5.8检验后,助焊剂残留物应无粘性,表面上的白垩粉应容易被除去。
SJ/T 11273-2002
———————————————————————————————————————
一年有效保存期内,其颜色不应发生变化。
无卤免洗助焊剂技术规格书、物质安全资料表MSDS
技术资料表一.概述近年来,随着无卤助焊剂的问世,从大量的电子产品调测和使用的过程中发现,由于焊接不良而造成的故障高达5%。
目前有部分国产电子元器件可焊性差,助焊剂的综合性能也不高,虽引进了性能较好的双波峰焊机,但由于国产元件锡焊合格率低,形成大量的补焊,不仅造成金、银贵重金属和人力的浪费,而且影响了电子产品的质量和产量的提高,而高酸性的助焊剂降低了绝缘阻抗性能。
剑鑫科技集团针对上述问题研发了一种助焊能力强、腐蚀性小、无毒的高效助焊剂JS-808H。
该助焊剂具有较强的去氧化能力、表面张力小、流动性好、漫流面积大,提高了液态焊剂的流动性能和润湿性,钎焊后形成的高分子树脂保护膜致密,光泽及绝缘性好,耐压强度高,经生产应用证明焊点丰满、光滑、无虚焊。
该助焊剂可广泛应用于波峰焊、手工焊、印制板涂覆、搪锡以及作为材料涂覆保护剂。
HH088助焊剂含有中固含量进口树脂,改变原始有机酸焊化合物,采用最新研发有机活性、活化,能均匀覆盖在被焊金属表面快速成膜,有效隔绝空气,防止被焊物氧化。
表面无残留,能与阿尔法EF-8000效果相提并论,目前在国内市场有几十家上市企业已有使用良好。
二、特性与优点•宽阔的工艺窗口,在无铅和锡铅合金上都能表现极佳的性能•优良的助焊剂活性,实现无缺陷焊接•业界上最佳的表面填孔性能•高度的抗桥连和拉尖性能•优良的长期电可靠性•透明残留物在阻焊层上呈现出均匀的扩散性、一致性和无粘性•消光助焊剂能降低目检时焊点的眩光•适用于喷射或发泡的方式三、应用指南准备–为了维持稳定的焊接性能和电可靠性,焊接工艺开始前能保证印刷电路板和器件能满足可焊性和离子清洁性的既定要求是非常重要的。
我们建议组装商应该为其供应商设定具体的规格要求,供应商在交货时能提供分析证明并且/或者组装商能进行来料检查。
对于来料板子和元件离子清洁性的一般要求是最大5μg/in²(0.77μg/cm²),使用欧姆表进行测量。
新型焊接技术——免清洗焊剂和无铅焊锡膏

中所 使用的有毒重金 属 ,如铅等 , 目前在 日本 已限制
使 用 , 可 望在 2 0 并 0 4年 全 部 禁 用 于 全 球 市场 ,欧洲 与 日本 非 常 热 衷 于 电子 业 “ 铅 令 ”立法 ,主 要 议 题 是 禁 欧 盟 指 令 中废 弃 电子 和 机 电设 备 的 处 理 , 以及 对 电子 和 机 电设 备 中 的 几 种 有 害 物 质 的 限 制 使 用 。前 者 旨在 对 含 有 有 毒 重 金 属 的废 弃 机 电产 品 的处 理 作 出相 关 规
LU n, Yu YAN G n — h o F Ba g c a , ENG e s e g Zh -h n
(n t ueo ir — lcr i sa dS l e to is Unv ri fS in ea dTe h oog , e g u Sc u 61 0 4 I si t f co ee t c n o i Elc nc , i est o ce c n c n l y Ch n d ih a t M on d r y n 05)
中图分 类号 : N 0 T 45 文 献标 识 码 : A 文 章编号 :0 12 2 ( 0 2 00 3 —3 10 —0 8 2 0 )1 —0 2 0
A w o d rT c n l g Ri s -r eFl x a d Le d f e o d rTi se Ne S l e e h o o y: n e f e u n a —r eS l e n Pa t
维普资讯
第 l O期 20 0 2年 l 0月
电
子
元
件
与
材
料
、 l bl 2l No. 0 1 Oc . o 2 t2 o
CX800T无铅助焊剂说明书
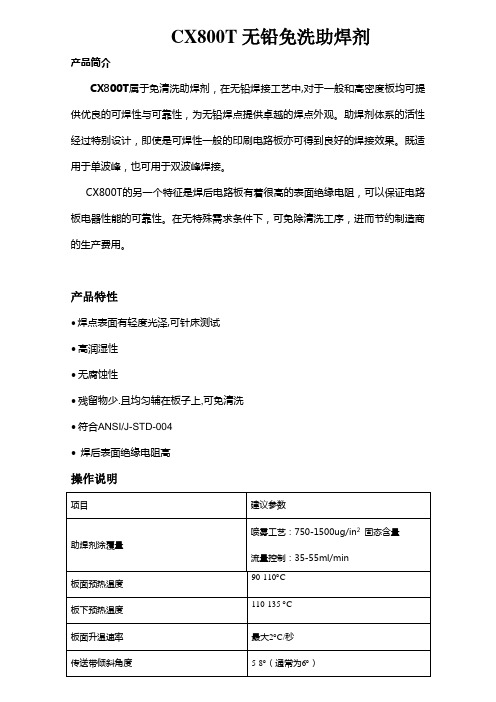
CX800T无铅免洗助焊剂
产品简介
CX800T属于免清洗助焊剂,在无铅焊接工艺中,对于一般和高密度板均可提供优良的可焊性与可靠性,为无铅焊点提供卓越的焊点外观。
助焊剂体系的活性经过特别设计,即使是可焊性一般的印刷电路板亦可得到良好的焊接效果。
既适用于单波峰,也可用于双波峰焊接。
CX800T的另一个特征是焊后电路板有着很高的表面绝缘电阻,可以保证电路板电器性能的可靠性。
在无特殊需求条件下,可免除清洗工序,进而节约制造商的生产费用。
产品特性
∙ 焊点表面有轻度光泽,可针床测试
∙ 高润湿性
∙ 无腐蚀性
∙ 残留物少.且均匀辅在板子上,可免清洗
∙ 符合ANSI/J-STD-004
∙ 焊后表面绝缘电阻高
操作说明
物理性能
焊后清洗
• CX800T属于免清洗助焊剂。
一般应用时无需清洗焊后残留物。
•如需进行清洗,CX800T助焊剂焊后残留物可用长先公司的相对应清洗剂进行清洗。
存储
•CX800T属于易燃品,请远离火源或高热。
避免阳光直射。
免清洗技术
免清洗技术1.免清洗的概念⑴什么是免清洗免清洗是指在电子装联生产中采用低固态含量、无腐蚀性的助焊剂,在惰性气体环境下焊接,焊后电路板上的残留物极微、无腐蚀,且具有极高的表面绝缘电阻(SIR),一般情况下不需要清洗既能达到离子洁净度的标准(美军标MIL-P-228809离子污染等级划分为:一级≤1.5ugNaCl/cm2无污染;二级≤1.5~5.0ugNACl/cm2质量高;三级≤5.0~10.0ugNaCl/cm2符合要求;四级>10.0ugNaCl/cm2不干净),可直接进入下道工序的工艺技术。
必须指出的是“免清洗”与“不清洗”是绝对不同的2个概念,所谓“不清洗”是指在电子装联生产中采用传统的松香助焊剂(RMA)或有机酸助焊剂,焊接后虽然板面留有一定的残留物,但不用清洗也能满足某些产品的质量要求,如家用电子产品、专业声视设备、低成本办公设备等产品,它们生产时通常是“不清洗”的,但绝对不是“免清洗”。
⑵免清洗的优越性①提高经济效益:实现免清洗后,最直接的就是不必进行清洗工作,因此可以大量节约清洗人工、设备、场地、材料(水、溶剂)和能源的消耗,同时由于工艺流程的缩短,节约了工时提高了生产效率。
②提高产品质量:由于免清洗技术的实施,要求严格控制材料的质量,如助焊剂的腐蚀性能(不允许含有卤化物)、元器件和印制电路板的可焊性等;在装联过程中,需要采用一些先进的工艺手段,如喷雾法涂敷助焊剂、在惰性气体保护下焊接等。
实施免清洗工艺,可避免清洗应力对焊接组件的损伤,因此免清洗对提高产品质量是极为有利的。
③有利于环境保护:采用免清洗技术后,可停止使用ODS物质,也大幅度地减少了挥发性有机物(VOC)的使用,从而对保护臭氧层具有积极作用。
2.免清洗材料的要求⑴免清洗助焊剂要使焊接后的PCB板面不用清洗就能达到规定的质量水平,助焊剂的选择是一个关键,通常对免清洗助焊剂有下列要求:①低固态含量:2%以下传统的助焊剂有较高的固态含量(20~40%)、中等的固态含量(10~15%)和较低的固态含量(5~10%),用这些助焊剂焊接后的PCB板面留有或多或少的残留物,而免清洗助焊剂的固态含量要求低于2%,而且不能含有松香,因此焊后板面基本无残留物。
免清洗型助焊剂的研究进展

D c me tC d : o u n o e A
Ari eI 1 0 —3 7 ( 0 7 0 t l D:0 1 4 4 2 0 ) 6—0 3 O c 3 4一 4
众 所周 知 , 电子 工业 中使 用 的助 焊剂 , 不但 要提 供优 良的助焊 性能 , 而且 还不 能腐蚀 被焊材 料 , 同时 还 要满 足一 系列 的机 械 和 电学性 能要 求 。 因此 , 助
De e o m e o r s fNo— ce n Fl x v l p ntPr g e s o — la u
J N a , AO —qn , I Xi M Ai i GU a Xio—ln og
( . s n r l lc o i O. L D o hj n tl r i l 1 A i Ge ea et nc C , T f ei gMeal gc a E r s Z a u a
以节省清洗设备等物资成本 , 简化工艺流程, 缩短产 品生产周期 , 节约储藏空间等。
自从欧盟 于 20 06年 7月 11 我 国是 20 3( 07年 3
一
须用氟里昂或氯化烃清洗印制板。但随着氟利昂被 禁止使用政策的实施 , 免清洗型助焊剂不可避免地 成为 这一领 域 的研 究热 点 。它在解 决 不使用 氟里 昂 类清洗 溶剂减 少环 境 污染 方 面 , 特别 是 解 决 因 细 间
Ab t a t T e c n e t n, l s i c t n,h e ib l y e a u t n meh d fn sr c : h o c p i ca s ia i t e r l i t v l ai t o s o o—c e n f x a e i — o f o a i o la u r n l
无铅焊料用免清洗助焊剂的研究

剂有轻 微 的腐蚀性 , 焊后残 留的松 香会 吸潮 , 对产 品
K e o ds:No — ce nI t ao g n S l e t Sp e d b l y yw r la Ac i t ra e t ov n ; ra a i t , v , I i
Dou n o e A cme tC d :
Ar ceI 10 3 7 (0 8 O — 0 2— 4 t l D:0 1— 4 4 2 0 ) 1 0 1 0 i
t u s g o l i g p ro a c lw —c ro ie,h e i e atr wed n e o l a e he f x i o d wed n e r n e,o l fm or sv t e r sdu fe l i g ne d n tbe ce n d.
腐蚀 性 小 , 焊后 可 以免 于清洗 。
关键 词 : 免清洗 ; 活性组 分 ; 剂 ; 溶 铺展 面积 中图分类 号 : N 0 T 64 文献 标识 码 : A 文章编 号 :0 1 3 7 (0 8 O — 0 2— 4 10 — 4 4 20 ) 1 0 1 0
S u y o w t d f a Ne No — c e n Fl x f r Le d — f e o d r — la u o a — r e S l e
t e d s ov n . e r s l s o a e h cie a e twe e c o e r m he og nc a i n r a i h is l e t Th e u t h wst twh n t e a tv g n r h s n fo t r a i cd a d o g n c h a ie frc mpo n i g; n m n o o u d n a d whe h r p rin b i h fo g n c a i a d o g n c a i s 1 2 n t e p o o o y weg to r a i cd B n r a i cd C i : t h s a g o l i g pefr n e, e d s ov n s ac h l s a g o sov bi t o t e o g n c a i a o d wed n ro ma c t is l e ti l o o sha o d dis la l y t r a i cd, h i h
助焊剂的分类
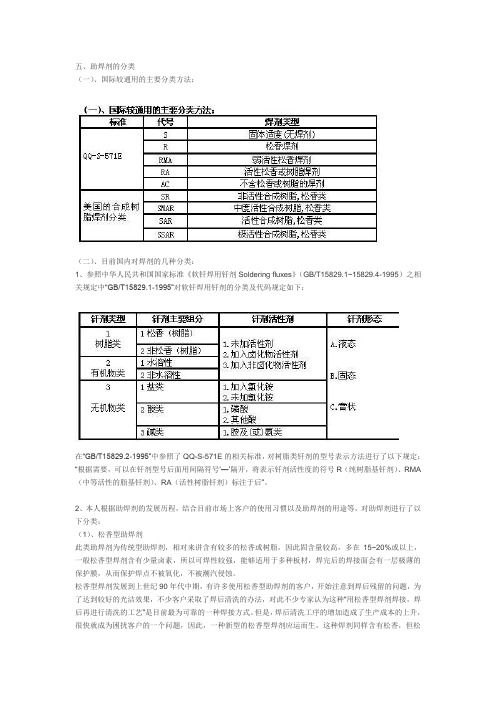
五、助焊剂的分类(一)、国际较通用的主要分类方法:(二)、目前国内对焊剂的几种分类:1、参照中华人民共和国国家标准《软钎焊用钎剂Soldering fluxes》(GB/T15829.1~15829.4-1995)之相关规定中“GB/T15829.1-1995”对软钎焊用钎剂的分类及代码规定如下:在“GB/T15829.2-1995”中参照了QQ-S-571E的相关标准,对树脂类钎剂的型号表示方法进行了以下规定:“根据需要,可以在钎剂型号后面用间隔符号‘—’隔开,将表示钎剂活性度的符号R(纯树脂基钎剂)、RMA (中等活性的脂基钎剂)、RA(活性树脂钎剂)标注于后”。
2、本人根据助焊剂的发展历程,结合目前市场上客户的使用习惯以及助焊剂的用途等,对助焊剂进行了以下分类:(1)、松香型助焊剂此类助焊剂为传统型助焊剂,相对来讲含有较多的松香或树脂,因此固含量较高,多在15~20%或以上,一般松香型焊剂含有少量卤素,所以可焊性较强,能够适用于多种板材,焊完后的焊接面会有一层极薄的保护膜,从而保护焊点不被氧化,不被潮汽侵蚀。
松香型焊剂发展到上世纪90年代中期,有许多使用松香型助焊剂的客户,开始注意到焊后残留的问题,为了达到较好的光洁效果,不少客户采取了焊后清洗的办法,对此不少专家认为这种“用松香型焊剂焊接,焊后再进行清洗的工艺”是目前最为可靠的一种焊接方式。
但是,焊后清洗工序的增加造成了生产成本的上升,很快就成为困扰客户的一个问题,因此,一种新型的松香型焊剂应运而生,这种焊剂同样含有松香,但松香含量不是很多,焊后可不清洗,这就是我们在以下要谈的“免清洗低固态助焊剂”。
结合以上所述,我们可以发现其实在松香型焊剂中,大致讲来也可以分为“松香不清洗型、松香清洗型和松香免清洗型”这样三种。
(2)、免清洗低固态助焊剂此类助焊剂是直接从松香型焊剂演变而来的,它充当了从“松香型助焊剂”到“免清洗无残留助焊剂”发展过程中过渡者的角色;它们含有松香或树脂,但含量不多,一般固含量在8~10%或以下,多数含少量卤素也有的不含卤素,卤素含量基本要求控制在0.2%以下,焊接性能基本可达到普通松香型的效果,但焊后板面较为清洁,可清洗也可不清洗;相对来讲此类焊剂的“可焊性能”及“可靠性”要比“免清洗无残留助焊剂”强一些,相比松香型焊剂又稍弱一些,但焊后的可靠性一般能满足客户的要求。
环保助焊剂成分比例表
环保助焊剂是一种常用于电子元器件焊接的材料,其作用是提供良好的导电性和连接性。
同时,由于其具有环保特性,对环境和人体健康的影响较小。
助焊剂的成分种类多样,包括松香、树脂、含卤化物的活性剂、添加剂和有机溶剂等。
近几十年来,电子产品生产中多使用由松香、树脂、含卤化物的活性剂、添加剂和有机溶剂组成的松香树脂系助焊剂。
这种助焊剂虽然具有良好的可焊性且成本低廉,但焊后残留物高,其残留物含有卤素离子,可能会逐步引起电气绝缘性能下降。
出于环保要求并为提高电器性能,现在市场上常见的多为无铅免清洗助焊剂。
免清洗助焊剂是一种不含卤化物活性剂、低固含量、低离子残渣的新型助焊剂产品,焊接后无需清洗。
然而,长时间的潮热条件下工作的电路板,线路间在电场作用下会发生绝缘劣化及腐蚀现象。
除了以上成分外,助焊剂主要组成分还包括成膜剂、表面活性剂、活性剂(包括有机酸与有机碱)、缓蚀剂、触变剂、抗氧剂、增粘剂、界面化合物生成抑制等。
这些成分的选择和配比需要根据产品的应用工艺与产品的焊接对象来确定,有机溶剂可以有多种选择,如乙醇、异丙醇、丁醇、混合二元酸二甲酯、二乙二醇单丁醚、二乙二醇单己醚等。
朝日助焊剂

朝日免清洗助焊剂产品介绍ANX—3012无锡朝日焊料有限公司WUXI ASAHI SOLDER CO. LTD一、产品介绍ANX—3012的研制是为了适应“无氯、氟碳氢化合物”的环境要求,以防止对大气中臭氧层的破坏。
ANX—3012运用免清洗技术,是一种优秀的无残渣、无卤化焊剂,由于配方中不含松脂,确保焊接后无残渣,无需清洗。
使用ANX —3012既无残渣影响电性能,又节省清洗费用,没有清洗过程,并不会降低PCB的电子可靠性。
二、使用方法ANX—3012适用于电子工业,可替代具有潜在腐蚀性的活化松脂焊剂以及性能不佳的纯松脂焊剂。
ANX—3012适宜焊接裸铜及无预涂的电路板。
ANX—3012是按发泡波峰焊机和喷涂焊机的需求特别配制,建议锡焊温度为450℃+20℃。
锡焊面的预热温度是130℃+10℃。
在用于单面PCB时预涂层必须与ANX—3012配套.三、特点1.无松脂配方2.焊接后不留残渣3.无腐蚀性、无卤素化合物4.不用清洗,表面绝缘阻抗高5.可快速焊接传统引线器件和SMD器件,形成极小的桥或冰柱四、特性及主要参数1、外观低粘度液体2、色泽透明3、比重0.811(23℃JIS—3197)4、固体含量 1.5%(WT%)5、氯化物含量无6、沸点82℃7、燃点16℃8、扩散率85%(JIS—3197)9、铜镜测试通过(MIL F—14250D)10、表面绝缘阻抗1013Ω以上(JIS—Z—3197)11、PH 值 412、酸值23(BS 5625)13、稀释剂6000#五、焊剂控制为保证焊剂的性能,可用6000#补偿蒸发损失,定期检查比重(室温下每4 小时)。
通过添加适量的稀释剂调整比重,保证正确的含固量。
六、安全与健康ANX—3012为易燃品,储存应远离火源,不可接触眼睛,也不可接触皮肤。
在工作场地,有其他焊接同时进行时,应使用排气装置,除去蒸发的乙醇及焊剂的蒸汽。
助焊剂的正确使用和免清洗技术要点黄桂彬
助焊剂的正确使用和免清洗技术要点黄桂彬发布时间:2021-07-19T16:51:54.070Z 来源:《基层建设》2021年第12期作者:黄桂彬[导读] 在印制电路板制作中离不开焊锡等焊接工艺,它对印制电路板最终的质量影响极大。
身份证号码:45010219791011xxxx摘要:在印制电路板制作中离不开焊锡等焊接工艺,它对印制电路板最终的质量影响极大。
为保证焊接工艺的顺利进行,在操作中通常要使用助焊剂。
文章主要探讨助焊剂的正确选用和对助焊剂使用中残留物的处理技术,即免清洗技术的操作要点。
关键词:印制电路板;助焊剂;免清洗技术1、前言助焊剂是指在焊接(如印制板焊锡技术)工艺中能帮助和促进焊接的进行,同时具有保护作用、阻止氧化反应的化学物质。
助焊剂主要由树脂、溶剂、表面活性剂、有机酸活化剂、防腐蚀剂、助溶剂、成膜剂等组成,各成分在助焊剂中发挥不同的作用。
2、助焊剂使用中应注意的问题2.1 正确选用助焊剂对选用的助焊剂来说,一般必须达到下列要求。
(1)助焊剂应有适当的活性温度范围。
在焊料熔化前开始起作用,在施焊过程中较好地发挥清除氧化膜、降低液态焊料表面张力的作用。
焊剂的熔点应低于焊料的熔点,但不易相差过大。
(2)助焊剂应有良好的热稳定性,一般热稳定温度不小于100 ℃。
(3)助焊剂的密度应小于液态焊料的密度,这样助焊剂才能均匀地在被焊金属表面铺展,呈薄膜状覆盖在焊料和被焊金属表面,有效地隔绝空气,促进焊料对母材的润湿。
(4)助焊剂的残留物不应有腐蚀性且容易清洗;不应析出有毒、有害气体;要有符合电子工业规定的水溶性电阻和绝缘电阻;不吸潮,不产生霉菌;化学性能稳定,易于贮藏。
2.2 助焊剂喷涂工艺中各因素的控制目前助焊剂的喷涂方式主要有以下三种:(1)超声喷涂。
是将频率大于20 kHz的振荡电能通过压电陶瓷换能器转换成机械能,把焊剂雾化,经压力喷嘴喷到线路板上。
(2)丝网方式。
由微细、高密度小孔丝网的鼓旋转空气刀将焊剂喷出,由产生的喷雾,喷到线路板上。
助焊剂材料安全规格表(MSDS)
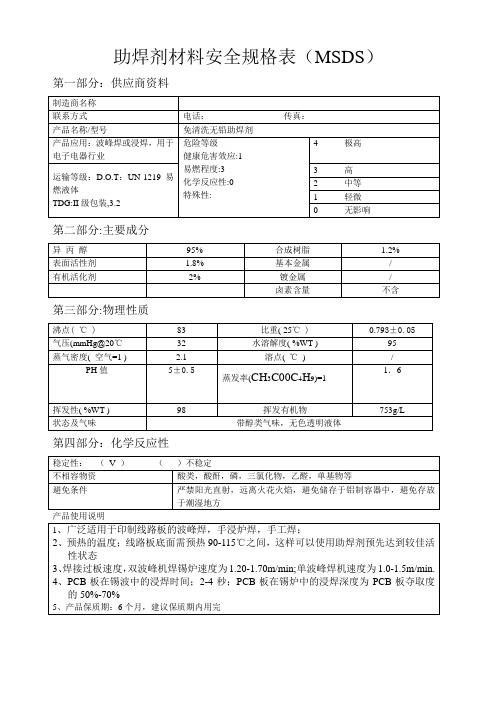
助焊剂材料安全规格表(MSDS)第一部分:供应商资料
第二部分:主要成分
第三部分:物理性质
第四部分:化学反应性
危险警告
1严禁阳光直射,避免与眼睛接触,保持容器密封。
2主要可能浸入途径:眼睛,吸入,失误吞食,不浸入皮肤
3影响对象:助焊剂烟雾浸入眼睛,黏膜,呼吸系统。
潜在的健康效应:
吸入:使用过程中产生的烟雾影响黏膜及呼吸系统。
含量过高可能引起头晕,头痛,恶心眼睛:烟雾可能会对眼睛有暂时的轻微刺激性
皮肤:可能会使皮肤有轻微的过敏现象,对皮肤无腐蚀作用,皮肤过敏可产生发氧,红斑,灼热我打特征,
吞食:吞食危害,灼伤食道
急求方法
眼睛:用大量清水清洗15分钟:必要时就医
皮肤:用肥皂水洗涤,并冲水或沐浴洗去
误食:立即就医,除非在医生指导下,不可催吐
医生注意事项:无特别解毒剂,应给以看护,根据病人反应,给方案治疗
消防措施
产品明火或遇火花或高温可燃
自燃温度:380度以上
燃烧极限:下限2%,上限12%
灭火方法:泡沫灭火器,干粉灭火器,二氧化碳灭火器或沙土灭火
爆炸可能性:不适用
意外泄漏:移除所有点火装置。
使用吸管或干布吸起并用清水清洗
贮存
易燃:远离火源或相关氧化物,避免阳光直晒,密闭容器单独存放于通风阴凉处,特别是小孩子不易接触处
产品管理:通风处使用,并随时保持容器密封
使用人员注意事项:穿长袖长裤或长裙。
戴手套,口罩,使用后勤洗手勤换衣。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
免清洗助焊剂在电子类产品中的应用李海霞Ξ1 李大光1,2 管海凤1(1.广东工业大学轻工化工学院,广东广州510090;2.西北工业大学材料科学与工程系,陕西西安710072)摘 要:本文综述了适用于电子类产品的两种类型的免清洗助焊剂,即低松香型和无松香型免清洗助焊剂,分别介绍了两种免清洗助焊剂在工业上的原料配比情况与相关生产工艺要求,并给出了免清洗助焊剂的质量指标和相关检测方法,在此基础上分析了其市场信息,得出导致目前市场竞争激烈的原因。
关键词:免清洗助焊剂;电子类产品;松香型Application of Non 2cleaning Flux in Electronic ProductsL I Hai 2xia 1,L I Da 2guang1,2,GUA N Hai 2f eng1(1.Faculty of Chemical Engineering and Light Industry ,G DU T.,Guangzhou 510090,China ;2.Department of Material Science and Engineering ,Northwestern Polytechnical University ,Xi ’an 710072,China )Abstract :In this paper ,the application of two kinds of non 2cleaning flux i.e.low 2rosin type and rosin free type suit 2able for electronic products is reviewed.Raw material com positions and relative production techniques of two kinds of non 2cleaning flux in industry are summarized.Quality norm and concerned detection methods for non 2cleaning flux are intro 2duced.On the basis of that ,the cause of the present market competition is found by analyzing marketing information.K ey w ords :non 2cleaning flux ;electronic product ;rosin 近年来,我国电子工业发展很快,在我国电子工业中,随着电子工业的发展和禁止使用氟利昂政策的实施,今后电子清洗的方向是免清洗。
免清洗助焊剂〔1〕是一种不含卤化物活性剂的新型助焊剂产品,焊接后无须清洗,免去了氟利昂的清洗,可节约清洗设备和溶剂,减少了环境污染,因而免清洗型助焊剂具有重要的经济效益和社会效益。
目前用于电子类产品的免清洗助焊剂主要有两种:低松香型免清洗助焊剂和无松香型免清洗助焊剂。
国外一些大公司也已经开始用免洗助焊剂代替了传统松香型助焊剂,如美国的IBM 公司、摩托罗拉公司、加拿大的北方电讯公司等。
我国现在许多科研机构已经研制出了一些高效的免清洗助焊剂,清华大学于1993年成功研制的N9310型免洗助焊剂,价格低廉,约为进口价格的1/3。
同时免清洗助焊剂生产工艺简单,设备投资较少,因此固定资产投资额也较少。
1 低松香型免清洗助焊剂1.1 性能及其作用机理低松香型免清洗助焊剂是一种专为用于机器焊接高级多层电路板的助焊剂,由高品质、透明精炼、含超低固态含量的松香,经过精心调配之后所制成的有机性活化助焊剂。
此类助焊剂助焊能力强,发泡性能好,不含卤素,在焊接时产生的烟雾和其残余物对焊料和裸铜是无腐蚀性的,在较高的预热温度100~130℃时得到最佳状态。
因此,它是一种较理想的免清洗助焊剂,在板子上具有极高的表面绝缘阻抗以及快干的效果,板子的粘腻感亦可以减少到最低的程度,能够轻易地通过测试程序,适用于任何高档线路板的波峰焊、喷焊及手工焊工艺。
原料松香是一种树脂酸混合物(主要为C 19H 29・3・Ξ收稿日期:2003212215 作者简介:李海霞(19792),女,广东工业大学轻工化工学院应用化学专业2002级硕士研究生。
第12卷第7期精细与专用化学品Vol.12,No.7 2004年4月6日Fine and Specialty ChemicalsCOOH),具有一个三环菲骨架且含有二个双键的一元羧酸。
按其双键位置不同,可以分为二大类:枞酸型树脂和海松酸型树脂,前者含量一般为70%~80%,后者含量为10%~20%。
枞酸型树脂具有活泼的共轭双键,容易氧化,造成松香性能的不稳定。
除树脂酸外,松香中还有二萜醇、二萜醛、二萜烯等中性物,含量在10%左右,这些中性物会影响松香的使用特性,尤其是电学特性。
因此,要制成高稳定性松香树脂首先要改变松香树脂酸的共轭双键结构,并除去中性物。
一般通过氢化、歧化、聚合等方法,消除树脂中的共轭双键,制成各种共轭产品,可不同程度提高松香的稳定性。
对于电子工业用高稳定松香树脂,由于电子性能要求较高,但靠松香自身改性还不够,所以增加复配工艺,加入少量添加剂,使最终产品质量全面达到电子工业要求。
1.2 原料组成低松香型免清洗助焊剂由溶剂、松香、活化剂等各种化工材料组成。
溶剂有乙醇、乙二醇等(作为载体),良好的溶剂既要对焊接表面具有良好的保护作用,又要有适当的粘度。
高沸点的醇保护效果较好,但粘度大、使用不便;低沸点的醇粘度低,但保护性差,因而可以考虑选择混合醇的方法。
有资料表明,乙醇、乙二醇、丙三醇和乙二醇丁醚的配比(质量比)为2∶8∶8∶1的混合溶剂效果最佳。
松香选用经改良的电子用高稳定性松香树脂,由松香自身改性,经复配工艺所得。
松香改良工艺流程为:松香→预处理→部分催化酯化→精制提纯→部分酯化→复配→后处理→电子工业用高稳定松香树脂。
松香在焊接中必须加入一些添加剂的物质,来除去金属表面变暗的氧化层,以加强焊接能力。
加入的添加剂必须溶解在松香中以改善焊接速度,然而用于电子类产品焊接的助焊剂必须无腐蚀性,而且加入量是有限的。
目前这方面最适宜的是有机胺的强酸盐,如磷酸苯胺,某些有机酸具有良好的助焊性,但腐蚀性较大。
有机胺类无腐蚀性,但活性较弱,因而考虑将两者结合起来使用,一般选择润湿力较强的有机酸和有机胺。
这种助焊剂适用于电子产品生产企业连接线和零部件的焊接,配置方便,经济实用。
2 无松香型免清洗助焊剂2.1 性能及其作用机理这种免清洗助焊剂是采用无卤素、无松香和合成树脂以及新型活性剂的体系。
针对可焊性与腐蚀性的矛盾,经过实验选取了性能优良的活性成分,并对活性成分采取了特殊的微胶囊化处理技术,较好的解决了可焊性与腐蚀性的矛盾。
通过对助焊剂、成膜剂、抗蚀剂的筛选,新型活性剂的合成,确定了免清洗助焊剂的最佳配方。
2.2 原料组成无松香、无卤素的免清洗型助焊剂主要由活化剂、溶剂、成膜物和抗氧化热稳定剂组成。
溶剂选用高沸点醇和低沸点醇的混合物;活化剂选用有机酸和有机胺的混合物;成膜物选用合成高分子树脂材料,这类物质具有良好的电气性能,常温下起保护膜作用不显活性,在200~300℃的焊接温度下显示活性。
硅改性丙烯酸树脂具有无腐蚀、防潮及三防性能优异的特点,可将其作为成膜剂。
另外选用抗氧化热稳定剂对苯二酚、保护剂苯骈三氮唑作为辅助成分。
2.3 性能测试对于此种免清洗助焊剂一般需进行如下几种试验:软钎焊性试验,腐蚀性试验,绝缘抗阻试验,不粘附性试验,测酸度试验。
软钎焊性试验方法〔2〕是在涂有此种免清洗助焊剂的清洁铜板(50×50×1mm)中央放上HL SnPb 50钎料(D8×4mm),钎料上滴上2滴助焊剂。
然后置于一定温度的恒温箱内1min,取出测其漫流面积得其平均值,比同一条件下测得的松香型免清洗型助焊剂的漫流面积要大得多,具有较强的助焊性。
铜板腐蚀试验〔2〕的测试方法是先将免清洗助焊剂滴在铜板上,使其自然漫流,然后放入80℃的烘箱中烘2h,取出冷却后再放入潮湿箱(温度40℃,湿度93%)中72h。
查看铜板的颜色变化,如颜色变为深绿,则发生了腐蚀,结果发现有此种助焊剂的铜板有残渣,但无腐蚀现象。
绝缘抗阻试验是将样板在80℃的烘箱中烘烤2h取出,在常温下测其电阻R1;再将样板放入温度为35℃,湿度90%的潮湿箱中24h,取出用滤纸吸干表面水分,测其绝缘电阻R2。
此种免清洗助焊剂有着较好的绝缘性。
・4・精细与专用化学品第12卷第7期不粘附性试验是将粉笔末撒到此种涂有免清洗助焊剂焊料的表面,然后擦去,不粘附;用纱布方法试验,纱布上看不到助焊剂残留物,试板上也无明显纱布痕迹。
说明此种免清洗助焊剂的不粘附性性能优良,p H值大约为6~7,基本呈中性。
无松香型免清洗助焊剂为无色或淡黄色透明液体,稍有异味,使用范围和活性温度较广,对锡、铝、铜、铅、银有较强的化学作用〔3,4〕,活性温度200~350℃;铺展性、软钎焊性、绝缘性优良,保存时间长、低固态含量、不含卤素、不吸潮、不发粘、无腐蚀、焊后不必清洗。
3 免清洗助焊剂的相关指标及常见的质量问题 用于电子类产品的免清洗助焊剂主要是低固态免清洗助焊剂〔5〕,典型的低固态、低残余助焊剂的固体含量为014%~015%,一般助焊剂产品以控制固含量<2%为目标,采用了无卤素的新活性体系,焊后残留物少、无腐蚀、具有良好的稳定性,不经清洗即能满足电子产品长期使用的要求。
311 主要性能指标及技术要点31111 主要性能指标在标准主管部门的指导下,专业质量检验机构和著名免清洗液态助焊剂生产单位合作于2001年底完成《免清洗液态助焊剂》行业标准的制定工作,相关标准见表1。
表1 免清洗液态助焊剂行业标准项 目 技术指标外观无色透明不挥发物含量/%<2卤化物无扩展率/%≥80表面绝缘电阻/Ω≥1×10831112 产品的技术要点(1)助焊剂颜色 目前,大部分免清洗助焊剂产品是无色透明的,但也有一些为淡黄色或其它颜色。
考虑到助焊剂颜色并不影响其使用效果,因此标准中对颜色未做限定。
但要求在有效保存期内应保持澄清透明,颜色不能发生变化。
(2)不挥发物含量 免清洗液态助焊剂不挥发物含量低于2%,检测结果在挥发温度不同时差别很大。
标准中规定的挥发温度为(110±2)℃,这一实验温度是基于对焊接时非焊接面实际温度的考虑。
低固含量是助焊剂产品的卖点之一。
(3)卤化物 免清洗型助焊剂对含卤化物的要求是苛刻的,标准中规定用铬酸银试纸颜色的变化来判定焊剂中是否含卤化物,按规定的程序试验后,助焊剂不应使铬酸银试纸颜色呈白色或浅黄色,这种对卤化物的判定所给出的是定性结论,没有具体量的含义。