FANUC伺服报警
FANUC常见报警的解释
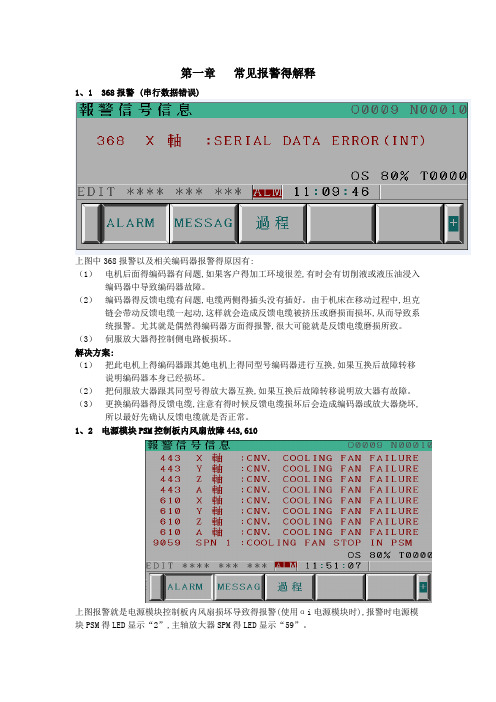
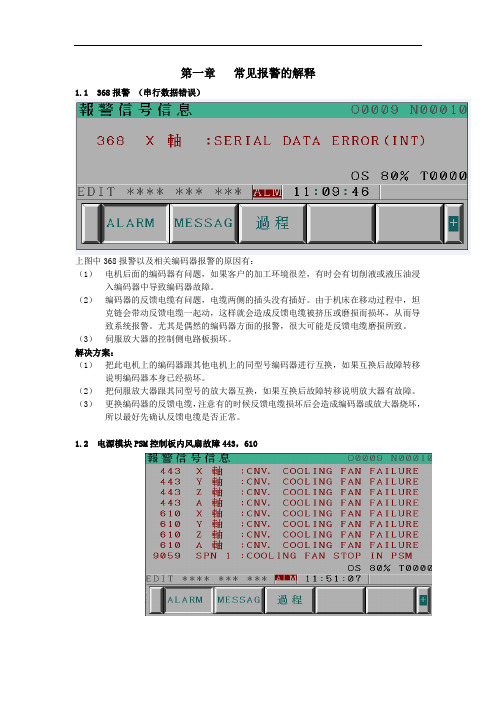
第一章常见报警得解释1、1 368报警 (串行数据错误)上图中368报警以及相关编码器报警得原因有:(1)电机后面得编码器有问题,如果客户得加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器得反馈电缆有问题,电缆两侧得插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其就是偶然得编码器方面得报警,很大可能就是反馈电缆磨损所致。
(3)伺服放大器得控制侧电路板损坏。
解决方案:(1)把此电机上得编码器跟其她电机上得同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号得放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器得反馈电缆,注意有得时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆就是否正常。
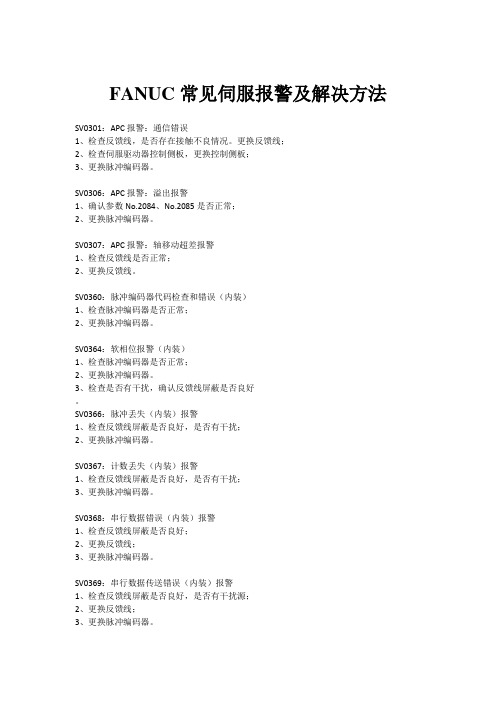
1、2 电源模块PSM控制板内风扇故障443,610上图报警就是电源模块控制板内风扇损坏导致得报警(使用αi电源模块时),报警时电源模块PSM得LED显示“2”,主轴放大器SPM得LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1、3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但就是有上图得“FAN”在闪烁,此现象表明主轴放大器SPM得内冷风扇出现了故障。
1、4 伺服放大器SVM内冷风扇报警 608,444上图中得报警表示伺服放大器SVM得内冷风扇出现了故障(Z轴与A轴同时出现报警就是因为Z轴与A轴就是同一个放大器控制得)。
上图中得报警出现时对应得伺服放大器上得LED 显示“1”。
1、5 主轴放大器与伺服放大器得内冷风扇位置上图中:(1)主轴放大器内冷风扇得安装位置(2)伺服放大器内冷风扇得安装位置(3)主轴放大器得型号A06B-6111-H XXX#H550(后面带#H***得都就是主轴放大器) (4)伺服放大器得型号A06-6114-HXXX注:(1)不同型号得主轴放大器与伺服放大器对应得风扇得型号也不一样,请参考附录。
FANUC伺服报警(课程).

2008-6-12
TRAINING-LZW
16
MDI或MEM方式下转动主轴或移动各伺服轴时出现“准备不足”报警,几秒钟后 又自动恢复,无法正常运行,但在回零方式、JOG方式和手轮方式都正常.有时 偶尔出现414、424、434、409报警,PSM和SPM分别显示07和11. 1.准备不足”的瞬间G121.4和X21.4瞬间确有断开,更换I/O板,MEM板故障依旧 2.在报警的瞬间测量X21.4与OV之间的电压发现报警瞬间,电压由24v下降至17v 左右后又自动上升至24v,排除EMG线松、零线悬空,据此判定M1上的X21.4与 急停控制继电器回路上的点之间的信号线可能接触不良,更换后故障排除;但10 天后又再次出现同样的故障,这次更换急停控制继电器座,并将引入X21.4的+24V 端子位置更换后,故障再次排除;10天后换型加工大件(切削量大)时,故障再次出 现,彻底排查从急停控制继电器上的急停信号X21.4线到24v稳压电源之间的两个 虚点后故障依旧;量24v稳压电源的220v输入电压也很稳定,更换24v稳压电源 后,故障仍不能排除. 是否为机床振动太大,将急停继电器触点阵松(瞬间断开,然后又马上吸合了)。 这样就会出现瞬间准备不足。 接下来只有怀疑该路24V所控制的一些外部开关或其他电器元件是否有瞬间短路 了.找到该路所控部分B3-X13,直接整体甩掉后故障马上排除了。再看该路所控部 分是机床工作指示灯(自动运行指示绿灯)有短路,拔掉其控制用继电器F1KA15后再将B3-X13接上,故障果然也不再出现.询问客户得知该机床的工作指示 灯(包括黄灯和绿灯)都早已坏掉不用了. 在MDI或MEM方式由于自动运行指示绿灯要点亮,自然就会把短路引进去拉低24V 引发报警,而报警正好又将绿灯熄灭,点亮红灯,短路自然又被断开,24v自动上 17 TRAINING-LZW 2008-6-12 升 ,EMG报警自动消除.
FANUC PS和伺服报警号

计算数据溢出
计算结果在允许范围(-1047到-10-29,0和10-29到1047)之外。
112
被零除
指定的除数为零(包括tan90。)
113
不正确指令
在用户宏程序中指定了不能用的功能指令。
114
宏程序格式错误
<公式>的格式出错。修改程序。
115
非法变量号
在用户宏程序中指定了不能作为变量号的值。修改程序。
101
请清除存储器
当用程序编辑操作对内存执行写入操作时,关闭了电源。如果该报警出现,按住<PROG>键,同时按住<RESET>键清除存储器.但是只删除编辑的程序.存储被删除的程序。
109
G08中格式错误
在G08代码P后指定了除0或1之外的值或没有值被指定。
110
数据溢出
固定小数点显示数据的绝对值超过了允许范围。修改程序。
报警号
伺服报警
报警内容
401
n轴VRDYOFF
速度控制器准备号信号(VRDY)被关断。
402
SV卡不存在
没有轴控制卡。
403
卡/软件不匹配
轴控制卡和伺服软件的组合错误
404
n轴VRDYON
VRDY信号没有被关断,但位置控制器准备好信号(PRDY)被关断。正常情况下,VRDY和PRDY信号应同时存在。
46
非法的参考点返回指令
G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
50
在螺纹切削程序段中不允许CHF/CNR
在螺纹切削程序段中,指定了倒角和拐角R。
51
在CHF/CNR之后错误移动
自动切角或自动圆角程序段后出现了不可能实现的运动。
FANUC常见伺服报警及解决方法
FANUC常见伺服报警及解决方法SV0301:APC报警:通信错误1、检查反馈线,是否存在接触不良情况。
更换反馈线;2、检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。
SV0306:APC报警:溢出报警1、确认参数No.2084、No.2085是否正常;2、更换脉冲编码器。
SV0307:APC报警:轴移动超差报警1、检查反馈线是否正常;2、更换反馈线。
SV0360:脉冲编码器代码检查和错误(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
SV0364:软相位报警(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
3、检查是否有干扰,确认反馈线屏蔽是否良好。
SV0366:脉冲丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;2、更换脉冲编码器。
SV0367:计数丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;3、更换脉冲编码器。
SV0368:串行数据错误(内装)报警1、检查反馈线屏蔽是否良好;2、更换反馈线;3、更换脉冲编码器。
SV0369:串行数据传送错误(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰源;2、更换反馈线;3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警1、检查分离型接口单元SDU是否正常上电;2、更换分离型接口单元SDU。
SV0385:串行数据错误(外置)报警1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0386:数据传送错误(外置)1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0401:伺服准备就绪信号断开1、查看诊断No.358,根据No.358的内容转换成二进制数值,进一步确认401报警的故障点。
2、检查MCC回路;3、检查EMG急停回路;4、检查驱动器之间的信号电缆接插是否正常;5、更电源单元。
同步控制中SV0407:误差过大报警1、检查同步控制位置偏差值;2、检查同步控制是否正常。
FANUC伺服报警
FANUC伺服报警与故障处理2008年12月05日 14:02伺服报警与故障处理2-1伺服的基本连接和电压规格对于 PSM 模块或 PSM-HV模块电源模块测量点CIR/CIS 为电流反馈测量点,通过测量出电压,根据不同型号的模块查对下表,型号PSM11的电源模块,从 IR/IS 端子测出电压为2V,则实际负载电流是37.5 X 2 = 75(安)2-2报警显示(CRT/LCD报警内容)FANUC伺服报警与故障处理(二) 2008年12月05日 14:03表中 PSM ——电源模块SPM ——主轴模块SVM ——伺服模块表中“逆变器”是指驱动模块的电源模块——PSMFANUC数字伺服参数的初始化设置2008年12月05日 14:05数字伺服参数的初始化设置由于数字伺服控制是通过软件方式进行运算控制的,而控制软件是存储在伺服ROM中。
通电时数控系统根据所设定的电机规格号和其它适配参数——如齿轮传动比、检测倍乘比、电机方向等,加载所需的伺服数据到工作存储区(伺服ROM 中写有各种规格的伺服控制数据),而初始化设定正是进行电机规格号和其它适配参数的设定。
设定方法如下:1. 在紧急停止状态,接通电源。
2. 确认显示伺服设定调整画面的参数SVS (#0)=1 (显示伺服画面)* 按照下面顺序,显示伺服参数的设定画面按 [SYSTEM] 健,再按翻页(扩展)键,找到软件键 [SV-PRM]* 使用光标、翻页键,输入初始设定必要的参数(1)初始设定位#3(PRMCAL)1:进行参数初始设定时,自动变成1。
根据脉冲编码器的脉冲数自动计算下列值。
PRM 2043(PK1V),PRM 2044(PK2V),PRM 2047(POA1),PRM 2053(PPMAX),PRM 2054(PDDP),PRM 2056(EMFCMP),PRM 2057(PVPA),PRM 2059(EMFBAS),PRM 2074(AALPH),PRM 2076(WKAC)#1(DGPRM)0:进行数字伺服参数的初始化设定。
FANUC伺服报警SV~SV

精心整理
FANUC 伺服报警SV0401~SV0411(一)
SV0401伺服准备就绪信号断开报警原因:伺服放大器伺服准备就绪信号(VRDY)尚未被置于ON 时,或在运行过程中被置于OFF 时发生此报警。
相关链接:FANUCSV0401报警诊断方法及案例介绍
数停1)3)正确设定不同状态下伺服轴停止时误差报警水平参数P1829、P5312等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs 轴控制时出现此问题,请检查主轴编码器相关参数。
SV0411运动时误差过大报警原因:伺服轴运动时误差过大引起报警解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是
精心整理
否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1828、P5310等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
数控笔记。
FANUC电源和伺服模块报警代码

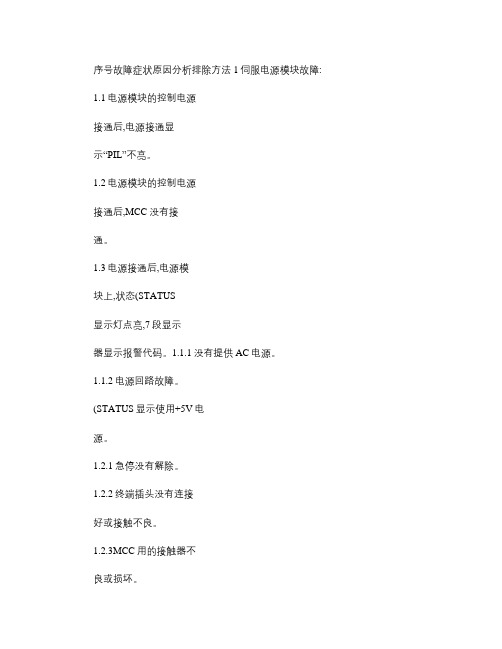
FANUC电源和伺服模块报警代码工控资料窝序号故障症状原因分析排除方法1伺服电源模块故障:1.1电源模块的控制电源接通后,电源接通显示“PIL”不亮。
1.2电源模块的控制电源接通后,MCC没有接通。
1.3电源接通后,电源模块上,状态(STATUS)显示灯点亮,7段显示器显示报警代码。
1.1.1没有提供AC电源。
1.1.2电源回路故障。
(STATUS显示使用+5V电源。
)1.2.1急停没有解除。
1.2.2终端插头没有连接好或接触不良。
1.2.3MCC用的接触器不良或损坏。
1.2.4MCC接触器电源线接触不良或断线。
1.3电源模块内部故障。
1.1.1检查插头CX1的R、S端AC200V是否有,连接是否牢靠。
1.1.2按《FANUC SERVOMOTORαSERIES维修说明书》中的方法行各电源测试与故障分析与维修。
1.2.1按《电气图册》中急停控制电路,测试检查,找出故障原因,排除故障。
释放急停按钮。
1.2.2检查终端插头K9(JX1B)是否连接在SVM、SPM的JXB1上,并连接牢靠;连接电缆是否断线,排除故障,更换断线。
1.2.3检查插头CX3的1和3针之间的接通/断开状况,当电源模块的控制电源接通后,MCC用的接触器闭合,CX3的1和3针之间没有接通,接触器触点损坏,更换接触器。
1.2.4按《电气图册》检查连接,更换断线。
1.3当出现故障时,应观察状态显示灯与报警显示号,然后根据报警号和指示灯的状态并按《FANUC SERVOMOTORαSERIES维修说明书》中的方法行故障分析与维修。
序号故障症状原因分析排除方法1.4报警故障处理:1.4.1电源模块上显示报警代码“01”(电源模块的主回路IPM异常)。
1.4.2电源模块上显示报警代码“02”(控制回路的冷却风扇不转)。
1.4.3电源模块上显示报警代码“03”(主回路的散热器温升异常)。
1.4.4电源模块上显示报警代码“04”(主回路的DC电压过低)。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1.AL-01:伺服报警尘埃这个报警表示伺服电机遇到了尘埃问题。
解决方法是清洁伺服电机,并确保其周围环境清洁。
2.AL-02:伺服报警过载这个报警表示伺服电机遇到过载问题。
解决方法是检查伺服电机和相关设备的负载情况,确保其在正常范围内。
3.AL-03:伺服报警过温这个报警表示伺服电机遇到过温问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
4.AL-04:伺服报警驱动断开这个报警表示伺服电机的驱动断开。
解决方法是检查伺服电机的连接线路是否正常,确保电缆连接牢固。
5.AL-05:伺服报警电源断开这个报警表示伺服电机的电源断开。
解决方法是检查伺服电机的电源线路是否正常,确保电源连接牢固。
6.AL-06:伺服报警过流这个报警表示伺服电机遇到过流问题。
解决方法是检查伺服电机和相关设备的电流情况,确保其在正常范围内。
7.AL-07:伺服报警过压这个报警表示伺服电机遇到过压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
8.AL-08:伺服报警欠压这个报警表示伺服电机遇到欠压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
9.AL-09:伺服报警过热这个报警表示伺服电机遇到过热问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
10.AL-10:伺服报警驱动电流异常这个报警表示伺服电机驱动电流异常。
解决方法是检查伺服电机的驱动器和电缆连接是否正常,并确保电缆连接牢固。
FANUC__PS和伺服报警号
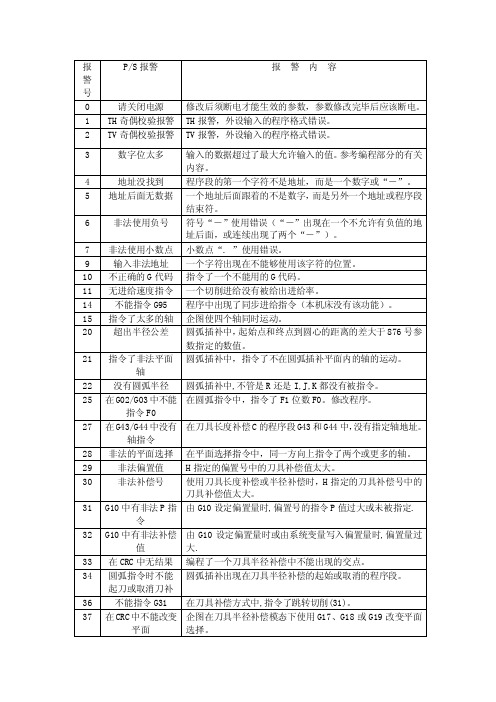
平面
选择。
38 在圆弧程序段中 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重
的干涉
合,因此将产生过切削的情况。
41 在 CRC 中有干涉 刀具半径补偿时将产生过切削的情况。
42 在 CRC 中不允许指 在刀具半径补偿中,指令了刀具偏置(45--G48)。
令 G45/G48
44 在固定循环中不 固定循环模态下使用 G27、G28 或 G30 指令。
92 不在参考点的轴 G27 指令中,指令位置到达后发现不是参考点。
100 参数输入有效 在参数(设置)屏幕上,PWE(参数写入有效)被设置为 1。 将该参数设置为 0,然后在启动系统。
101 请清除存储器 当用程序编辑操作对内存执行写入操作时,关闭了电源。如 果该报警出现,按住<PROG>键,同时按住<RESET>键清除存 储器.但是只删除编辑的程序.存储被删除的程序。
113 不正确指令 在用户宏程序中指定了不能用的功能指令。
114 宏程序格式错误 <公式>的格式出错。修改程序。
115 非法变量号 在用户宏程序中指定了不能作为变量号的值。修改程序。
116 写保护变量 赋值语句的左边的变量不允许赋值。修改程序。
118 括号嵌套错误 括弧的嵌套超过了上限(五重)。修改程序。
允许指令 G27/G30
45 地址 Q 未发现 在固定循环 G73/G83 中,没有每次切深(Q)指定。
(G73/83)
46 非法的参考点返 G30 指令中 P 地址被赋与了一个无效的值(对于本机床只能
回指令
是 2)。
50 在螺纹切削程序 在螺纹切削程序段中,指定了倒角和拐角 R。
段中不允许 CHF/CNR
FANUC常见报警大全:(SV430~SV449)

FANUC常见报警大全:(SV430~SV449)1SV0430 伺服电机过热报警原因:该报警是编码器中的温度检测元件进行了温度检测,当电机温度过高时会出现报警。
排查思路:1排查参数问题,请重新对伺服电机进行初始化,最好对照参数列表进行仔细确认。
2查看诊断No.308,是否实际温度过高,可以利用手触摸等方式排查,如果实际温度不高请排查硬件。
3如果实际温度基本符合诊断数据,请排查电机温度过高原因。
检查硬件时,可通过替换编码器、电机、反馈线缆和放大器的方式进行排查。
4短时间内可以通过参数P2300#7屏蔽报警。
2SV431 变频器回路正常报警原因:伺服放大器或者共同电源过热导致报警。
排查思路:1请排查放大器接线,特别是模拟伺服适配器使用中,ALM信号需要接0。
2排查电机参数。
3更换放大器。
3SV0432 变频器控制电压低报警原因:伺服放大器或者共同电源电压下降。
排查思路:1排查放大器短接线,是否存在虚接。
2排查放大器进电电压是否符合要求。
3排查开关电源、变压器等电流是否足够。
4更换放大器。
4SV0433 变频器 DC LINK 电压低报警原因:伺服放大器或者共同电源电压下降。
排查思路:1测量强电实际电压情况是否低于强电要求电压范围。
2检测是否存在急停断开然而因空气开关,接触器等异常导致强电未接通。
3可能跟随SV0364等报警出现,解决其他报警,问题解除。
5SV0434 逆变器控制电压低报警原因:放大器控制电源电压低于要求。
排查思路:测量控制电源电压,排查外围控制电路拉低电压原因。
6SV0435 逆变器 DC LINK 低电压报警原因:伺服放大器 DC LINK 电压下降。
排查思路:1首先排查放大器上各接线针脚是否接错,线缆是否良好。
2排查放大器本身问题。
7SV0436 软过热继电器报警(OVC)报警原因:系统内部计算电机使用情况,超过当前负载所能连续使用的时间,系统防止电机损坏的保护性报警。
排查思路:1排查电机固有参数。
FANUC常见报警的解释
第一章常见报警的解释1.1 368报警(串行数据错误)上图中368报警以及相关编码器报警的原因有:(1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。
由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。
尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。
(3)伺服放大器的控制侧电路板损坏。
解决方案:(1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。
(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。
1.2 电源模块PSM控制板内风扇故障443,610上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。
拆下电源模块控制板后,风扇位置如下图所示:1.3 主轴放大器SPM内冷风扇故障此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。
1.4 伺服放大器SVM内冷风扇报警 608,444上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。
上图中的报警出现时对应的伺服放大器上的LED显示“1”。
1.5 主轴放大器和伺服放大器的内冷风扇位置上图中:(1)主轴放大器内冷风扇的安装位置(2)伺服放大器内冷风扇的安装位置(3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX注:(1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。
FANUC 报警列表.
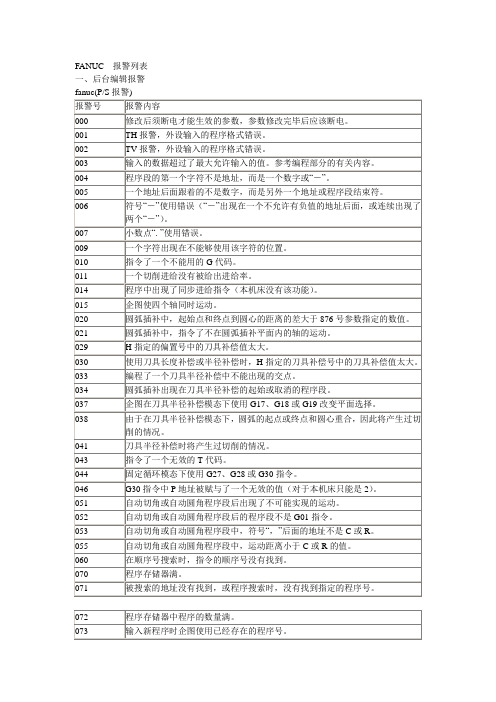
FANUC 报警列表一、后台编辑报警1.???报警信息: “BP/S alarm”,BP/S报警。
报警说明: 与一般的程序编辑中发生的P/S号报警相同,发生BP/S报警(070、071、072、073、074、085、086、087)。
2. 140号报警报警信息: “BP/S alarm”,BP/S报警。
报警说明: 在后台选择或者删除了一个在前台选中的程序。
二、程序错误报警1.000号报警报警信息: “Please turn off power”,请关闭电源。
报警说明:设定了必须关断电源才能生效的机床数据。
2.001号报警报警信息: “TH Parity alarm”,TH奇偶报警。
报警说明:TH报警(输入了不符合奇偶的字符),应修改纸带。
3.002号报警报警信息: “TV Parity alarm”,TV奇偶报警。
报警说明:TV报警(一个程序段内的字符数为奇数)。
仅在TV检测为ON时发生。
4.003号报警报警信息: “Too many digits”,数字太多。
报警说明: 输入了超过允许位数的数据。
5.004号报警报警信息: “Address not found”,没有发现地址。
报警说明: 在程序段的开始无地址,输入了数字或符号“-”。
修改程序。
6.005号报警报警信息: “No data after address”,地址之后没有数据。
报警说明: 地址后面没有跟随数据,而出现下一个地址或者EOB码。
修改程序。
7.006号报警报警信息: “Illegal use of negative sign”,非法使用负号。
报警说明: 负号“-”输入错误(“-” 出现在不可能输入这个符号的地址中或者输入了两个以上的“-”)。
修改程序。
8.007号报警报警信息: “Illegal use of decimal point”,非法使用十进制小数点。
报警说明: 小数点“.”输入错误(小数点“.”出现在不可能输入这个符号的地址中或者输入了两个以上的“.”)。
fanuc_伺服报警代码.
序号故障症状原因分析排除方法1伺服电源模块故障: 1.1电源模块的控制电源接通后,电源接通显示“PIL”不亮。
1.2电源模块的控制电源接通后,MCC没有接通。
1.3电源接通后,电源模块上,状态(STATUS显示灯点亮,7段显示器显示报警代码。
1.1.1没有提供AC电源。
1.1.2电源回路故障。
(STATUS显示使用+5V电源。
1.2.1急停没有解除。
1.2.2终端插头没有连接好或接触不良。
1.2.3MCC用的接触器不良或损坏。
1.2.4MCC接触器电源线接触不良或断线。
1.3电源模块内部故障。
1.1.1检查插头CX1的R、S端AC200V是否有,连接是否牢靠。
1.1.2按《FANUC SERVO MOTORαSERIES维修说明书》中的方法行各电源测试与故障分析与维修。
1.2.1按《电气图册》中急停控制电路,测试检查,找出故障原因,排除故障。
释放急停按钮。
1.2.2检查终端插头K9 (JX1B是否连接在SVM、SPM的JXB1上,并连接牢靠;连接电缆是否断线,排除故障,更换断线。
1.2.3检查插头CX3的1 和3针之间的接通/断开状况,当电源模块的控制电源接通后, MCC用的接触器闭合, CX3的1和3针之间没有接通,接触器触点损坏,更换接触器。
1.2.4按《电气图册》检查连接,更换断线。
1.3当出现故障时,应观察状态显示灯与报警显示号,然后根据报警号和指示灯的状态并按《FANUC SERVO MOTORαSERIES维修说明书》中的方法行故障分析与维修。
序号故障症状原因分析排除方法1.4报警故障处理:1.4.1电源模块上显示报警代码“01”(电源模块的主回路IPM异常。
1.4.2电源模块上显示报警代码“02”(控制回路的冷却风扇不转。
1.4.3电源模块上显示报警代码“03”(主回路的散热器温升异常。
1.4.4电源模块上显示报警代码“04”(主回路的DC电压过低。
1.4.5电源模块上显示报警代码“05”(主回路充电不能在规定时间内进行1.4.1.1电源模块内大功率模块IGBT或IPM不良。
fanuc伺服报警代码

1. 4报警故蛋处理:1. 4・1电瀑撲块上显示报警代码“01” (电源摸块的主回路1PM #常)。
1. 4. 2电双模块上显示报警代玛勺2”(控制回路的冷却风扇不转)。
1. 4. 3电襪棋決上显示报警代玛"03* (主回路的散热罄温升异常)。
1. 4. 4电双模块上显示报警代玛“04”(主回路的DC电压过低)。
1. 4. 5电惡模块上显示报警代玛"05* (主回路充屯不能在规定时问内进行)1. 4・1・1电憑棋块內大功率棋块IGBT或1PM不良。
1. 4. 1. 2机床便用久AC 电抗黑不良。
1. 4・2冷却凤扇故蛋。
1. 4. 3. 1冷却风扇故障。
(电鴻棋块风机.电柜通风风机)1. 4・3・2机床使用久,电柜内通风不輛。
1・4・3・3过钱。
1. 4・4・1电双摸決输入电鴻出现晞问的停电。
1. 4. 4. 2电憑摸決输入屯瀑屯压过低。
1. 4. 4. 3按作失误。
(解除急停状态下,切断主回路电双时)1・4・5・1DC短路。
1. 4・5. 2机床使用久,电漸模块内限制充电电流的电阻不良。
1. 4. 1. 1 更换IGBT 或1PM摸块。
更換时首先要査明損坏原因氏駆动电路畏否有故障,摊除枚障后,方可更换,否则涣后有可能还会损坏。
1. 4. 1. 2更換AC电抗1. 4. 2修理或更换冷却凤用电机。
1. 4. 3. 1检圭冷却风扇就转情况,修瑾或更換巳损坏的净却风扇电机。
1. 4. 3・2走期检査清沽冷却系统,保证电柜内通风畅通。
1・4・3・3检査动转情况,排除故痒。
1. 4. 4・1检鱼电憑摸块输入屯課,排除故摩。
1. 4. 4・2检査确认。
找出电瀑电压过低的原因,排除故捧。
1. 4. 4. 3检查操作顺序, 正确操作。
1. 4. 5・1测试檢査,找出故痒点,更涣损坏的元器件或导线,排除故障。
1. 4. 5・2換配线枚或电阻。
序号故障症状原因分析排除方法注:枚障分析与拌除时应用数控系统自诊新功能和《梯形图册》判别枚障,按《电气图册》、救控系统.伺服系统《维修手册》进行枚障楡查与捧陰。
fanuc_β_伺服报警的故障诊断及实际处理方法
长春汽车工业高等专科学校
FANUC 系统α系列伺服模块实际连接图(4轴)
长春汽车工业高等专科学校
FANUC 系统α系列伺服模块连接原理图(4轴)
长春汽车工业高等专科学校
2.FANUC 系统αi系列伺服模块端子接口功能
BATTERY:为伺服电动机绝对编码器的电池盒(DC6V)。
STATUS:为伺服模块状态指示窗口。
长春汽车工业高等专科学校
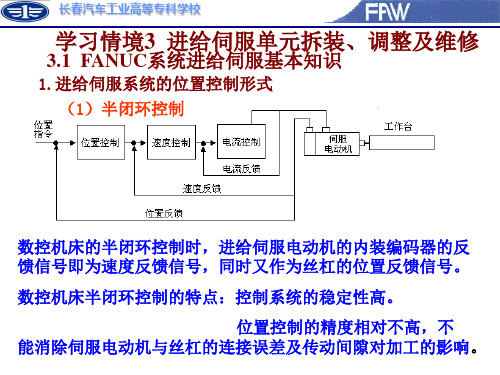
3.1 FANUC系统进给伺服基本知识
1.进给伺服系统的位置控制形式
学习情境3 进给伺服单元拆装、调整及维修
(1)半闭环控制
数控机床的半闭环控制时,进给伺服电动机的内装编码器的反 馈信号即为速度反馈信号,同时又作为丝杠的位置反馈信号。 数控机床半闭环控制的特点:控制系统的稳定性高。 位置控制的精度相对不高,不 能消除伺服电动机与丝杠的连接误差及传动间隙对加工的影响。
电源(α 型放大器已为内部直流24V电源)。
UL、VL、WL:第一轴伺服电动机动力线。 UM、VM、WM:第二轴伺服电动机动力线。
长春汽车工业高等专科学校
电缆接口说明
JV1B、JV2B:A型接口的伺服控
制信号输入接口。
JS1B、JS2B:B型接口的伺服控
制信号输入接口。
JF1、JF2:B型接口的伺服位置反
(6)机床的检测单位(例如0.001mm)。
(7)CNC的指令单位(例如0.001mm)
长春汽车工业高等专科学校
2.伺服参数的设定画面
FANUC-OCOD系统操作:
FANUC-OiA/OiB/OiC系统操作:
长春汽车工业高等专科学校
长春汽车工业高等专科学校
长春汽车工业高等专科学校
3.伺服电动机调整画面
fanuc伺服报警
TRAINING-LZW
5
PSM上显示4. PSM DC LINK低电压 主轴9051 SVM上显示5 (435). 433报警:PSM DC link电压降低,或者α,β系列SVU的DC link电压降低 433报警,主轴9051报警,电网电压不稳,电网电压低。 433报警,将CX19B的A1,B1,A2,B2都接上+24V,0V就 不报警了。
β系列SVU内部排风扇失效。 610报警:警告状态下伺服放大器的报警号。 伺服放大器警告状态及与他们相关的警告信号: F93#7=1(SVMRN4), F93#6=1(SVMRN3),从警告状态信 号产生到报警发生的时间为1分钟.
2020/5/16
TRAINING-LZW
2
2020/5/16
TRAINING-LZW
参数4024=75是标准设定
2020/5/16
TRAINING-LZW
10
0I-TC 439(X)不间断报警
更换SVM, A06B-6130-H002-J
结果:观察
CNC单元: A02B-0311-B530 伺服单元: A06B-6130-H002/H003 主轴: 模拟
2020/5/16
TRAINING-LZW
11
0I-MATETC系统 X轴,Z轴401#,439#,440#
用户处380V进线电压为400V,变出220V为240V,偏 高.更换伺服放大器A06B-6130-H002*2后报警消 失.
建议用户加稳压器,使380V稳定.
2020/5/16
TRAINING-LZW
12
MDI或MEM方式下转动主轴或移动各伺服轴时出现“准备不足”报警,几秒钟 后又自动恢复,无法正常运行,但在回零方式、JOG方式和手轮方式都正常.有 时偶尔出现414、424、434、409报警,PSM和SPM分别显示07和11. 1.准备不足”的瞬间G121.4和X21.4瞬间确有断开,更换I/O板,MEM板故障依 旧
FANUC常见伺服报警及解决方法

FANUC常见伺服报警及解决方法SV0301:APC报警:通信错误1、检查反馈线,是否存在接触不良情况。
更换反馈线;2、检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。
SV0306:APC报警:溢出报警1、确认参数、是否正常;2、更换脉冲编码器。
SV0307:APC报警:轴移动超差报警1、检查反馈线是否正常;2、更换反馈线。
SV0360:脉冲编码器代码检查和错误(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
SV0364:软相位报警(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
3、检查是否有干扰,确认反馈线屏蔽是否良好。
SV0366:脉冲丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;2、更换脉冲编码器。
SV0367:计数丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;3、更换脉冲编码器。
SV0368:串行数据错误(内装)报警1、检查反馈线屏蔽是否良好;2、更换反馈线;3、更换脉冲编码器。
SV0369:串行数据传送错误(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰源;2、更换反馈线;3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警1、检查分离型接口单元SDU是否正常上电;2、更换分离型接口单元SDU。
SV0385:串行数据错误(外置)报警1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0386:数据传送错误 (外置)1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0401:伺服准备就绪信号断开1、查看诊断,根据的内容转换成二进制数值,进一步确认401报警的故障点。
2、检查MCC回路;3、检查EMG急停回路;4、检查驱动器之间的信号电缆接插是否正常;5、更电源单元。
同步控制中SV0407:误差过大报警1、检查同步控制位置偏差值;2、检查同步控制是否正常。
FANUC常见伺服报警以及解决方法
FANUC常见伺服报警以及解决方法SV0401:伺服准备就绪信号断开报警原因:伺服放大器伺服准备就绪信号(VRDY)尚未被置于ON 时,或在运行过程中被置于 OFF 时发生此报警。
解决方案:1)排查诊断号358;例如:诊断358=1441,转换为二进制为10110100001,从第5位开始排查,第6位为0,确认首先应排查急停相关接线等。
2)伺服放大器或者轴卡硬件损坏,更换硬件。
2SV0403 硬件/软件不匹配报警原因:轴卡与伺服软件组合不正确,可能的原因有:1)没有提供正确的轴卡;2)闪存中没有安装正确的伺服软件。
解决方法:软件或硬件异常,请直接联系北京发那科维修部门。
3SV404 伺服准备就绪信号接通报警原因:伺服放大器的伺服准备就绪信号(VRDY)一直为 ON 时发生此报警。
解决方法:1)某些特殊情况可以使用参数P1800#1=1进行屏蔽;2)因放大器或者轴卡损坏引起,更换放大器与轴卡。
4SV0409 检查的扭矩异常报警原因:系统开启异常扭矩负载功能之后,检测到异常负载导致。
解决方法:1)如果不适用异常负载检测,请设定参数P2016#0=0;2)如果使用异常负载检测功能,请确认是否存在异常负载现象,例如机械异常卡住,或者异常加工状态;3)如果使用异常负载检测功能,同时加工状态正常,请重新调整该功能的相关参数。
5SV0410 停止时误差过大报警原因:伺服轴停止时误差过大引起报警。
解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1829、P5312等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
6SV0411 运动时误差过大报警原因:伺服轴运动时误差过大引起报警解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1828、P5310等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
fanuc 伺服报警代码

源.)
1.2.1急停没有解除.
1.2.2终端插头没有衔接好或接触不良.
1.2.3 MCC用的接触器不良或破坏.
1.2.4 MCC接触器电源线接触不良或断线.
1.3 电源模块内部故障.
1.1.1检讨插头CX1的R.S端AC200V是否有,衔接是否坚固.
1.1.2按《FANUC SERVO MOTORαSERIES维修解释书》中的办法行各电源测试与故障剖析与维修.
2.2电源接通后,主轴放大器报警,主轴不克不及起动.
2.3 主轴伺报放大器破坏.
2.1.1未供给掌握电源.
2.1.2电源回路出故障.
(STATUS显示运用+5V电
源.)
2.2 主轴放大器内部故障与外部衔接不良引起的故障.
2.3.1外部短路.缺相,相间短路.电机破坏引起.
2.1.1检讨插头CX2的24V.0V是否有,衔接是否坚固.
1.4.5.2换配线板或电阻.
序号
故障症状
原因剖析
清除办法
1.4.6电源模块上显示报警代码“06”(输入电源消失平常).
1.4.7电源模块上显示报警代码“07”(主回路的直流电压平常升高).
1.4.6电源模块输入电源缺相.
1.4.7.1 AC电源阻抗变高.
1.4.7.2再生回路平常.
1.4.7.3 IGBT(或IPM)故障.
2.3.1.1 将主轴模块上电机电源线接线端(U.V.W)上的导线和直流母线(P.N)
序号
故障症状
原因剖析
清除办法
2.3 主轴伺报放大器破坏.
2.3.1外部短路.缺相,相间短路.电机破坏引起.
2.3.2 主轴模块内部故障.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
l 伺服报警的详细信息
#7(OVL):发生过载报警。
#6(LV): 伺服放大器中发生低电压报警。
#5(OVC):数字伺服内部发生过电流报警。
#4(HCA):伺服放大器发生异常电流报警。
#3(HVA):伺服放大器中发生过电压报警。
#2(DCA):伺服放大器中发生再生放电回路报警。
#1(FBA):发生断线报警。
#0(OFA):数字伺服内部发生溢出报警。
当诊断数据No.200中的OVL等于1时(发生伺服报警No.400)。
#7(ALD): 0:电机过热
1:放大器过热
当诊断数据No.200中的FBA等于1时
#6(OFS): 数字伺服中发生电流变换错误。
#5(MCC):伺服放大器上的电磁接触器触点熔焊。
#4(LDA): LED指示串行脉冲编码器C故障。
#3(PMS): 反馈电缆故障造成反馈脉冲错误。
如果没能解决您的问题可到留言薄留言以寻求帮助,本文相关问题也可直接在文章后留言.我会尽快回复原创文章,转载请注明:转载自爱数控
本文链接地址:
.
下面的文章可能对您有所帮助
与 PMC、I/O Link 相关的系统报警 (SYS_ALM197)
今天在群里(群号:33475775)有朋友问到关于ALM197报警的解决方法 解决方法: 在系统报警画面上显示系统报警 197 时,表示这是与 PMC、 Link 相关的系统I/O...
FANUC2056报警
今天看见有人在群里问到有关于2056报警的问题 首先2000+号报警是各个机床厂自己自己设定的报警号与FANUC系统无关 所以每个机床厂家的2056报警是不同的 对于你这个报警已经写...
FANUC 数字伺服参数与维修
数字伺服参数设定、主要参数调整及维修 伺服参数的设置 维修过程中主要伺服参数的调整 iB/iC/18i系列FSSB的设置 伺服报警与故障处理 主...
368报警 (串行数据错误)
上图中368报警以及相关编码器报警的原因有: (1) 电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。
(2) 编码器的反...
数控维修技巧之信号跟踪
绝对脉冲编码器(APC)报警串行脉冲编码器(SPC)报警。