FANUC数控系统报警号含义
FANUC 6M数控系统ALM 086报警的维修

FANUC 6M数控系统ALM 086报警的维修故障现象:某采用FANUC 6M数控系统的卧式加工中心,当系统与计算机通过RS232口通信时,发生ALM086号报警(传送异常或I/O 设备异常)、ALM 085报警(读入数据的位数不对或波特率不对),以及传送的程序发生程序段丢失现象,且无规律性。
分析及处理过程:根据085、086号报警信息,首先检查了计算机和数控设备的通信配置,但未发现问题。
然后检查了计算机和数控设备的输入、输出接口,发现接口亦正常,从而排除了设备故障的可能;检查QHCAM-APT通信软件,它在其他机床上工作正常,因此也不应存在问题。
由此初步认为故障应在连接电缆上。
通过检查通信电缆,发现电缆存在短路现象,打开RS232通信插头,检查发现插头连接不良;重新焊好后,故障消除。
解决办法:6.8.20短接,并且不要接到金属壳上!参考资料:FANUC 0i_B/C 系统使用RS-232-C 接口的参数设定和电缆连接技术部:张锐B-64115CM/02原因:(a)有关阅读机/穿孔机接口的参数设定不正确。
请检查设定数据及参数。
(b)外部输入、输出设备或主计算机不良。
(c)母板或串行通讯板不良。
(d)CNC 与输入、输出设备间的电缆不良。
085 COMMUNICATION ERROR 用阅读机/穿孔机接口进行数据读入时,出现溢出错误,奇偶错误或成帧错误。
可能是输入的数据的位数不吻合,或波特率的设定、设备的规格号不对。
086 DR SIGNAL OFF 用阅读机/穿孔机接口进行数据输入输出时,I/O 设备的动作准备信号(DR)断开。
可能是I/O 设备电源没有接通,电缆断线或印刷电路板出故障。
087 BUFFER OVERFLOW 用阅读机/穿孔机接口读入数据时,虽然指定了读入停止,但超过了10 个字符后输入仍未停止。
I/O 设备或印刷电路板出故障。
附:FANUC 0MD系统报警说明1. 程序报警(P/S报警)报警号报警内容000修改后须断电才能生效的参数,参数修改完毕后应该断电。
发那科报警代码001-100

还有一部分可以由最终用户根据必要的情况进行适当的修改的。
数控系统有一些是全数字化的,在进行调节器运算时,必须有一些参数,如比例放大系数,微分时间常数,积分时间常数等等都必须事先设定,当程序进行到这里,去查参数就可以了。这些参数也是可以在一定范围内变化的。
总之,数控装置参数是非常重要的。它所以重要,一方面了解和掌握了参数,就给使用和更好的发挥机床性能上很大的帮助,另一方面在维修中,很多软件的问题,就是出在参数上,了解与掌握参数,就可以维修一些软件的故障。
起始点与圆弧中心的距离不
同于终
020
超出半径公差
点与圆弧中心的距离,差值
超过了参数3410中指定的
值。
在圆弧插补中,指令广不在
所选平面内(用G17,G18,
G19)的
021
指令了非法平面轴
轴。修改程序。
在圆弧插补中,不管是R(指
定圆弧半径),还是I,J和
序存储
被指令的程序号已经使用。
073
程序号已经使用
改变程序号或删除不要的程
序,重新执行程序存储。
程序号为1~9999之外的数。
074
非法程序号
改变程序号。
075
保护
企图存储一个被保护的程序
号。
在M98、G65或G66的程序段
中未指令地址P(程序号)。
了无效轴或指令为增量值。
083
G37中非法轴指令
修改程序。
当使用阅读机/穿孔机接口
向存储器输入数据时,出现溢
出、奇偶
085
通讯错误
或帧格式的错误。
输入数据位数或波特率的设
发那科数控系统报警代码表
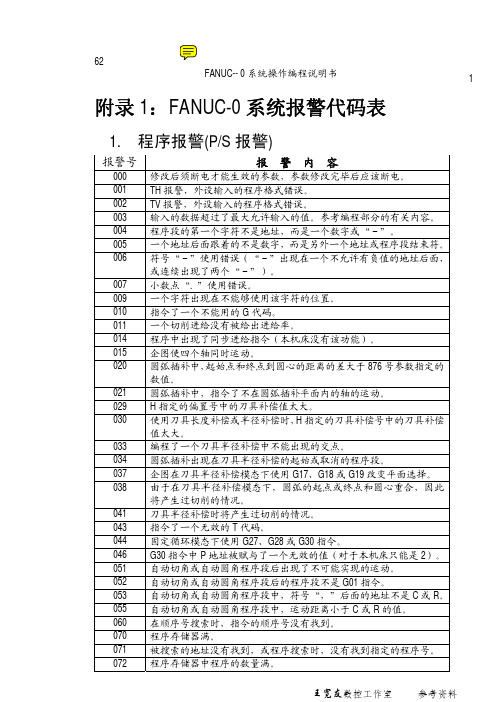
1 附录1:FANUC-0系统报警代码表1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
fanuc报警号[最新]
![fanuc报警号[最新]](https://img.taocdn.com/s3/m/29b2596e1611cc7931b765ce05087632311274ea.png)
fanuc报警号1 FANUC 0i系统主CPU板的构成框图读者要想对数控系统有一个准确的维修思路,首先要了解该数控系统的硬件结构。
FANUC 0i系统与FANUC 16/18/21等系统的结构相似,均为模块化结构。
0i的主CPU板上除了主CPU及外围电路之外,还集成了FROM&SRAM模块,PMC控制模块,存储器&主轴模块,伺服模块等,其集成度较FANUC 0系统(0系统为大板结构)的集成度更高,因此0i控制单元的体积更小。
2 系统故障分析与处理方法当系统电源打开后,如果电源正常,数控系统则会进入系统版本号显示画面系统开始进行初始化。
如果系统出现硬件故障,显示屏上会出现900—973号报警提示用户。
下面介绍出现系统报警时的原因和处理方法。
2.1 900号报警(ROM奇偶校验错误)此报警表示发生了ROM奇偶错误。
要点分析:系统中的FROM在系统初始化过程中都要进行奇偶校验。
当校验出错时,则发生FROM奇偶性报警,并指出不良的FROM文件。
原因和处理:主板上的FROM&SRAM模块或者主板不良。
2.2 910~911报警(DRAM奇偶校验错误)此报警是DRAM(动态RAM)的奇偶错误。
要点分析:在FANUC 0 i数控系统中,DRAM的数据在读写过程中,具有奇偶校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶校验报警。
ALM910和ALM911分别提示低字节和高字节的报警。
原因和处理:应考虑主板上安装的DRAM不良。
更换主板。
2.3 912~913报警(SRAM奇偶校验错误)此报警是SRAM(静态RAM)的奇偶错误。
要点分析:与DRAM一样,SRAM中的数据在读写过程中,也具有奇偶校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶校验报警。
ALM912和ALM913分别提示低字节和高字节的报警。
原因和处理:(1)SRAM中存储的数据不良。
若每次接通电源,马上就发生报警,将电源关断,全清存储器(全清的操作方法是同时按住MDI面板上的RESET和DELET键,再接通电源)。
FANUC数控机床90号报警的解除
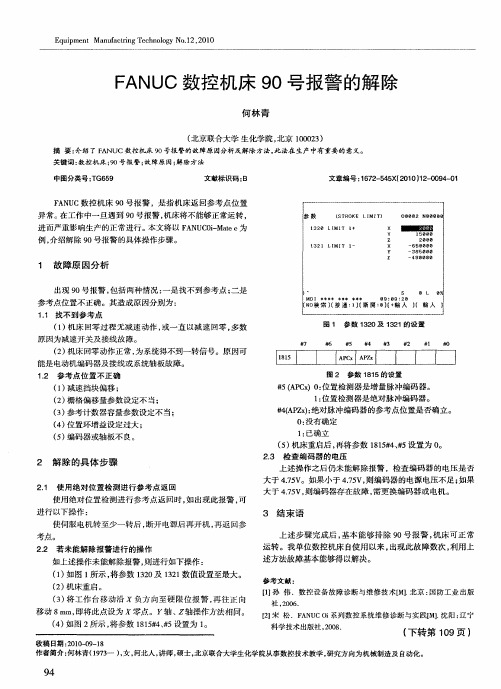
21 使 用 绝 对 位 置 检 测 进 行 参 考 点 返 回 .
23 检 查 编 码 器 的 电 压 .
上述 操作之后仍未能解 除报警 ,检查 编码 器 的电压是否 大 于 47 V。如果小于 47 V, .5 . 5 则编码器 的电源 电压不 足 ; 如果 大 于 47 V, . 5 则编码器存在故 障 , 需更换编码器或 电机。
# A C ) : 置检测器是增量脉冲编码器 。 5(P x 0 位 1位置检测器是绝对脉 冲编码器。 : 4 A Z )绝对脉 冲编码器 的参 考点位置是否确立 。 # ( P x:
0 没 有 确 定 :
1 已确 立 :
() 5 机床重启后 , 再将参数 1 1# 、5设置为 0 8 54 # 。
如上述操作未能解除报警 , 则进行如下操作 : () 1 如图 1 所示 , 将参数 12 3 0及 12 数值设置至最大。 31
() 2 机床重启。 () 3 将工 作 台移动沿 负方 向至硬 限位报 警 , 再往 正 向
运转 。我单位数控机床 自 用以来 , 使 出现此故 障数次 , 利用上 述方法故障基本 能够得 以解决 。
《 备制 造技 术 )oo年第 l 装 2l 2期
实际切割生产 的无压 式汽油切割机。
31 已解 决 的 主 要 技 术 难 题 . ( ) 工切 割 过 程 中 作 一 般 晃 动 时 火 焰 稳 定 ; 4手
( ) 自动割炬切割斜面, 5半 火焰稳定 , 切割面光滑, 不挂渣; () 6 直接在切 割机配置的油箱加油 口点火 , 油箱没有产生 燃烧爆炸 , 而切割能照 常进行 。
参考文献 :
【 孙 伟 .数 控设备 故障 诊断 与维修 技 术【 ] 京 : 防工业 出版 1 】 M. 北 国
FANUC系统电池更换及相关报警
930 报警(CPU 中断) 原因和处理: 在正常运行中产生了不该产生的中断。无法确认故 障原因,有可能是CPU 外围电路发生故障。如果 在电源断开再接通后运行正常,则可能是外部干扰 引起的。 解决方法: 更换CPU 卡,主CPU 板。 环境干扰测试 见抗干扰的方法章节,测试CNC的 环境干扰
存储器备份电池的更换: 零件程序,偏置数据及系统参数都保存在控制单元中的 CMOS 存储器 中,CMOS 存储器的电源是由装在控制单 元前板上的锂电池提供的,主电源即使切断了,以上的数 据也不会丢失,因为备份电池是装在控制单元上出厂的。 备份电池可将存储器中的内容保存大约 1 年。 当电池电 压变低时,CRT 画面上将显示「BAT」报警信息。同时电 池报警信号被输出给 PMC。当显示这个报警时,就应该 尽快更换电池, 通常可在两周或三周内更换电池。究竟 能使用多久,因系统配置而异。 如果电池电压很低,存 储器不能再备份数据,在这种情况下,如果接通控制单元 的电源,因存储器中的内容丢失,会引起 935 系统报警 (ECC 错误),更换电池后,需全清存储器内容,重新 送数据。 更换电池时,控制单元电源必须接通。当电源 关断时,拆下电池,存储 器的内容会丢失,这一点一定 要注意。
原因和处理: 此报警是DRAM(动态RAM)的奇偶错误。 要点分析: 在FANUC 0 i 数控系统中,DRAM 的数据在读写过程中,具有奇偶 校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发 生奇偶校验报警。ALM910 和ALM911 分别提示低字节和高字节的 报警。 解决方法:应考虑主板上安装的DRAM不良。更换主板。 (b)对于 0iB 或其他:910~911 报警(SRAM奇偶校验错误) 原因和处理: 此报警是SRAM(静态RAM)的奇偶错误。 要点分析: 与DRAM 一样,SRAM 中的数据在读写过程中,也具有奇偶校验检 查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶 校验报警。ALM912 和ALM913 分别提示低字节和高字节的报警。
FANUC 3T系统报警提示

03
ROM故障。
MERMORY
04
ROM故障。
MERMORY
05
CMOS奇偶效验错误。
MERMORY
07
CPU运算出错。
MERMORY
08
存储的偏置值不对。
MERMORY
09
CMOS存储无效。
OT
01
+X超程。
OT
02
-X超程。
OT
03
+Z超程。
OT
04
-Z超程。
SV
01
X轴或Z轴过载。
P/S
085
使用RS232口装载数据时数位和波特率错误。
P/S
086
使用RS232口装载数据时输入/输出装置准备信号DR关断。
P/S
087
使用RS232口装载数据时不能正常结束传输。
P/S
090
返回参考点的起点离参考点太近,或速度太慢,而不能正常返回参考点。
P/S
092
G27执行后未能返回参考点。
P/S
SV
02
伺服未准备好。
SV
03
无PRDY信号,但有VRDY信号。
SV
04
数控系统异常,或因NC故障不回零。
SV
11
X轴误差寄存器设置过大。
SV
12
X轴误差寄存器设置过大。
SV
13
X轴进给速率太大。
SV
14
X轴伺服反馈断线。
SV
15
X轴飘移过大。
SV
21
Z轴误差寄存器设置过大。
SV
22
Z轴误差寄存器设置过大。
P/S
发那科报警代码001-100
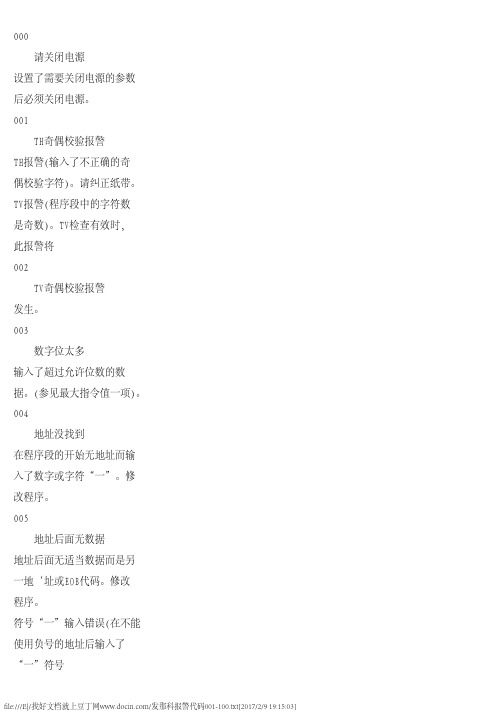
000请关闭电源设置了需要关闭电源的参数后必须关闭电源。
001TH奇偶校验报警TH报警(输入了不正确的奇偶校验字符)。
请纠正纸带。
TV报警(程序段中的字符数是奇数)。
TV检查有效时,此报警将002TV奇偶校验报警发生。
003数字位太多输入了超过允许位数的数据。
(参见最大指令值一项)。
004地址没找到在程序段的开始无地址而输入了数字或字符“一”。
修改程序。
005地址后面无数据地址后面无适当数据而是另一地‘址或EOB代码。
修改程序。
符号“一”输入错误(在不能使用负号的地址后输入了“一”符号006非法使用负号或输入了两个或多个“一”符号)。
修改程序。
小数点“.”输入错误(在不允许使用的地址中输入了“.”符号,或007非法使用小数点输入了两个或多个“.”符号)。
修改程序。
在有效信息区输入了不能使用的字符。
009输入非法地址修改程序。
使用了不能使用的G代码或指令了无此功能的G代码。
010不正确的G代码修改程序。
在切削进给中未指令进给速度或进给速度不当。
011无进给速度指令修改程序。
014不能指令G95没有螺纹切削/同步进给功能时,指令了同步进给。
015指令了太多的轴超过了允许的同时控制轴数。
在圆弧插补(G02或G03)中,起始点与圆弧中心的距离不同于终020超出半径公差点与圆弧中心的距离,差值超过了参数3410中指定的值。
在圆弧插补中,指令广不在所选平面内(用G17,G18,G19)的021指令了非法平面轴轴。
修改程序。
在圆弧插补中,不管是R(指定圆弧半径),还是I,J和K(指定022没有圆弧半径从起始点到中心的距离)都没有被指令。
‘在G02/G03中不能指令在圆弧插补中,指令了F1位数F0。
-025F0修改程序。
,在G43/G44中没有轴指在刀具长度补偿C的程序段G43和G44中,没有指定轴地址。
027补偿未被取消,但另一轴加了刀具长度补偿C。
令修改程序。
在平面选择指令中,同一方向上指令了两个或更多的轴。
发那科FANUC0i系统故障报警信息
发那科FANUC0i系统故障报警信息发那科FANUC0i系统故障报警信息1、报警信息的查看方法数控系统可对其本身以及其相连的各种设备进行实时的自诊断。
当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。
当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。
这样,就可以根据屏幕上显示的内容采取相应的措施。
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示:某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:FANUC0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。
大大方便了对机床故障的跟踪和统计工作。
显示报警履历的操作如下:2、FANUC0i数控系统报警的分类FANUC0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表7.1FANUC0i数控系统报警分类3、常见报警的故障排除思路数控机床是当代高新技术机、电、光、气一体化的结晶,电气复杂,管路交叉林立,故障现象也是千奇百怪,各不相同。
如何能迅速找出故障、隐患,并及时排除?这是数控机床维修人员所面临的最现实、最直接的问题。
在这里,我们将以最常碰到的故障为例,学习使用FANUC0i数控系统提供的丰富的维修功能进行故障排除的方法。
为方便起见,把由机床厂家根据不同的机床结构所可以预见的异常情况汇总后,由机床厂家自己编写错误代码和报警信息,这类故障称为外围报警(这是相对于数控系统而言)。
也就是说不同结构类型的机床就会有不同的外部故障的错误代码和报警信息。
而由数控系统生产厂家根据数控系统部件所能预见的异常情况汇总后,所编写的错误代码和报警信息,这类故障称为系统报警(数控系统故障)。
数控系统故障的错误代码和报警信息不会因不同结构类型的机床而改变,不同型号的数控系统的系统报警可能会有所不同。
FANUC-3M 31号报警
4故障举例分析一台处于正常使用期的FANUC-3MA 系统的XK5040数控铣床,在运行过程中, Z轴产生31号报警。
4. 1维修前准备查看维修手册,#31报警内容:误差寄存器的内容大于规定值。
故障特征为: Z轴跟随误差软件报警。
分析现象:跟随误差涉及的是位置环问题,又因为是驱动Z轴时出现的报警,故可预估:故障大定位在Z轴位置环。
分析闭环工作原理:位置环系统,是由控制单元与驱动单元为主链、位置检测反馈回路为副链的闭环。
4. 2罗列故障成因导致报警条件成立有以下三种可能,现采用排他法来选出最有可能的成因。
4. 2. 1工作/控制指令值过大或过小。
可能是CNC装置或控制器损坏或受干扰,但是可能性很小。
可以排除。
4. 2. 2允差值过小。
可能成因有:a.参数设置错误。
这不可能,因为机床并非处于调试阶段。
b.参数被修改了。
可能是外界干扰或存储器失电。
若干扰导致参数混乱的结果,那么被修改的参数就不止一个。
故首先查参数。
4. 2. 3实测值过小或过大,而工作指令正常。
可能成因有:a.反馈信号线接反而成了“正反馈”,根随误差过大。
不可能,因为并非维修或调试后的机床。
b.反馈信号的增加或丢失。
因为信号线及监测系统的屏蔽与接地不良、周围有感性负载的干扰、传感器松动与摆动安装不良等原因。
故应检查位置检测装置系统的屏蔽与接地,并调查环境。
c.反馈信号的滞后,在规定的监测时间内信号未到达而使实测值为0。
用久的机床上易发生:位置传感器的污染、信号线的损坏以及接触不良、位置偏移或损坏等。
故应检查位置检测装置系统及其接线系统。
d.没有反馈信号。
a)传感器未安装或连接、传感器损坏而不工作。
故应检查位置检测装置中传感器系统。
b)伺服单元故障不工作/伺服轴不动作。
分析判断得出:最可能故障类型:硬件故障。
最可能的故障成因出于位置检测装置系统(故障大定位),也不能排除环境干扰因素。
4. 3确定诊断步骤4. 3. 1现场工作步骤:环境调查→接口信号法检查位置环参数→信号追踪法检查位检系统,进行故障定位。
fanuc系统报警
T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRA VL(X轴超限)Y AXIS OVERTRA VL (Y轴超限)Z AXIS OVERTRA VL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTA TION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DA TA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BA TTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT A T PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICA TION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DA TA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)数控机床发生故障时,应首先停止机床,不要断电,(有时候断电重新启动后就看不到刚才报警的状态),保护现场,然后对故障进行尽可能详细的记录,故障的记录可为维修人员排除故障提供第一手材料,应尽可能详细。
FANUC 0i—mate数控机床参数全清后关于报警号5136的处理方法

FANUC 0i—mate数控机床参数全清后关于报警号5136的处理方法作者:韩川来源:《山东工业技术》2016年第09期摘要:本文提供了一种FANUC 0i-mate机床参数全清后关于报警号5136修改参数1023后无效的处理办法。
从而对实践教学提供了一定的参考。
关键词:FANUC;机床参数;报警号DOI:10.16640/ki.37-1222/t.2016.09.031数控专业学生在进行数控机床装调实训时,不免会反复对数控系统进行参数的加载。
每次加载后都必须对整个数控系统进行一次上电全清的的操作,消除前面对系统参数的修改,回复到初始值。
学生在进行上电全清后会出现各种报警信息,那么首要任务就是处理完报警信息,使数控机床能正常运转。
本文主要介绍FANUC 0i-mate数控车床上电全清后出现的几种报警号的处理办法和关于报警号SV5136修改参数1023无效的处理办法。
1 数控系统上电全清的操作步骤(1)上电前同时按住MDI面板上的RESET+DELEFE。
(2)接通数控系统电源,在出现一段对话后选择YES=1,系统就会进行上电全清操作。
全清后就会出现各种报警信息,现截取部分报警信息如表所示:2 主要报警号的消除数控系统上电全清后,界面会变成全英文状态,不方便学生读取信息。
所以首先就是将语言改为中文。
然后针对每个报警号进行逐一消除:(1)100号报警是参数写保护打开,可以按MDI面板上的RESET进行消除。
(2)OTO506号报警是正向超程(硬限位报警)查阅参数3004# 5,OTH位表示是否进行超程信号检查。
修改前3004# 5=0,修改后3004# 5=1,同理报警号OTO507也是这样处理。
断电重启数控系统发现OTO506、OTO507报警号消除。
(3)SV0417号报警是数字伺服系统异常,主要跟参数2022、参数2023、参数2024.参数2022表示电机旋转方向(111为顺时针旋转、-111为逆时针旋转),参数2023表示电机每转的速度反馈脉冲数、参数2024表示电机每转的位置反馈脉冲数。
FANUC报警
FANUC 0系统主板的状态显示与故障诊断——FANUC 法那科法拉克数控系统1FANUC PM0主板报警在FANUC PM0中系统主板有4只发光二极管可以在CRT不能正常显示时指示系统的报警各发光二极管的报警内容如下S0绿系统工作正常指示。
在系统自动运行时指示灯闪烁未自动运行时灯亮或灭S1红系统存在报警在系统发生任何报警时此灯均亮EN绿电源单元正常详见电源单元说明WD红系统监控报警。
以上报警灯中EN为电源指示灯当指示灯不亮时代表电源模块或电源连接存在故障其报警原因可以参见电源故障维修部分的说明。
S1为系统存在报警指示灯当系统出现任何报警时都亮因此它与系统本身故障的诊断关系不大。
WD为系统监控报警指示灯它直接检测了系统的故障。
当系统监控报警指示灯WD亮时可能的原因有①轴控制板脱落、损坏或连接不良②主板脱落、损坏或连接不良③轴控制板与ROM配置错误等等。
2 FANUC 0主板报警L1绿系统无报警L2红系统存在报警在发生任何报警时此灯均亮L3红系统存储器板不良L4红系统监控报警L5红未使用L6红未使用。
以上系统报警状态指示灯的意义与PM0相同FANUC0系统CRT显示的报警详见附录。
来源机电之家·机电行业电子商务平台三、编码器报警 1.3n0号报警报警信息: “nth-axis origin reurn”第n轴原点返回。
报警说明:第n轴机械参考点无效应重新人工设定该轴的参考点。
2.3n1号报警报警信息: “APC alarm:nth-axis communction”APC绝对脉冲编码器报警:第n轴通讯错误。
报警说明:第n轴绝对编码器数据通信出错数据传送失败。
3.3n2号报警报警信息: “APC alarm:nth-axis over time”APC绝对脉冲编码器报警: 第n轴超时。
报警说明: 绝对编码器数据传送超时。
4.3n3号报警报警信息: “APC alarm:nth-axis framing”APC绝对脉冲编码器报警:第n轴格式错。
FANUC数控系统故障报警及处理
障或反馈电缆引起反馈错误。
29
1
2009-04-15
分离型串形脉冲 编码器报警内容
#7(OHA):分离型脉冲编码器出现过热。 #6(LDA):分离型脉冲编码器LED出现异常。 #5(BLA):分离型脉冲编码器电池电压低。 #4(PHA):分离型直线尺相位数据出现异常。 #3(CMA):分离型脉冲编码器出现计数错误。 #2(BZA):分离型脉冲编码器电池电压变为0。 #1(PMA):分离型脉冲编码器出现脉冲错误。 #0(SPH):分离型脉冲编码器出现软相位数据
wwwplcworldcn2009041551fanucfanuc0i0i系统主系统主cpucpu板的构成框图板的构成框图0i的主cpu板上除了主cpu及外围电路之外还集成了fromsram模块pmc控制模块存储器主轴模块伺服模块等wwwplcworldcn2009041552系统故障分析与处理方法系统故障分析与处理方法当系统电源打开后如果电源正常数控系统则会进入系统版本号显示画面如下图所示系统开始进行初始化
1
37 2009-04-15
串行主轴
#4(SAI)0:不使用模拟主轴控制。
1:使用模拟主轴控制。
#3(SS2) 0:串行主轴控制中不使用第2主轴。
1:串行主轴控制中使用第2主轴。
#2(SSR)0:不使用串行主轴控制。
1:使用串行主轴控制。
#1(POS) :模拟主轴控制所需要的模块。
z ④关于其他信息 – ·装置附近是否有干扰发生源?
• 故障发生频率低时,考虑电源电压的外面干扰等因素 影响,要确认在同一电源上是否还连接其他机械及焊
FANUC-常见报警及处理

FANUC-0ib 常见报警及处理方法( 16 FANUC-0ib 常见报警及处理方法典型的故障进行故障分析和恢复方法的介绍:1.P/S00#报警2.P/S100#报警3.P/S101#报警4.P/S85~87串行接口故障5.90#报警(回零动作异常)6.3n0(n轴需要执行回零)7.3n1~3n6(绝对编码器故障)8.3n7~3n8(绝对脉冲编码器电池电压低)9.SV400#,SV402#(过载报警)10.SV401,SV403(伺服准备完成信号断开报警)11.SV4n0:停止时位置偏差过大12.SV4n1(运动中误差过大)13.SV4n4#(数字伺服报警)14.SV4n6报警:反馈断线报警15.ALM910/911 RAM奇偶校验报警16.手动及自动均不能运行17.不能JOG操作运行18.不能自动运行各种报警的原因及处理:P/S00#报警故障原因:设定了重要参数,如:伺服参数,系统进入保护状态,需要系统重新起动,装载新参数。
恢复办法:在确认修改内容后,切断电源,再重新起动即可P/S100#报警故障原因:修改系统参数时,将写保护设置PWE=1后,系统发出该报警。
恢复方法:①发出该报警后,可照常调用参数页面修改参数。
②修改参数进行确认后,将写保护设置PWE=0③按RESET键将报警复位,如果修改了重要的参数,需重新起动系统P/S101#报警故障原因:存储器内程序存储错误,在程序编辑过程中,对存储器进行存储操作时电源断开,系统无法调用存储内容。
恢复方法:①在MDI方式,将写保护设置为PWE=1②系统断电,按着(DELETE)键,给系统通电。
③将写保护设置为PWE=0, 按RESET键将101#报警消除。
、P/S85~87串行接口故障故障原因:在对机床进行参数、程序的输入,往往用到串行通讯,利用RS232 接口将计算机或其它存储设备与机床联接起来。
当参数设定不正确,电缆或硬故障时会出现报警。
故障查找和恢复: 85#报警指的是:在从外部设备读入数据时,串行通讯数出现了溢出错误,被输入的数据不符或传送速度不匹配,检查与串行通讯相关的参数,如果检查参数没错误还出现该报警时 , 检查I/O设备是否损坏86#报警指的是:进行数据输入时I/O设备的动作准备信号(DR)关断。
FANUC 0i系统常见无报警信息的故障排除
FANUC 0i系统常见无报警信息的故障排除1、诊断功能的使用数控系统发生故障后,如无报警信息,通过系统的诊断画面进行故障判断。
系统的诊断画面在机床出现异常时,诊断功能提供的报警信号和监控数据为故障判断提供了判断的依据。
调出诊断画面的操作方法如下:2、利用诊断功能诊断故障如何有效地使用诊断功能提供的诊断信息来帮助查找和排除故障呢?这一定是我们最为关注的问题。
接着来学习如何使用诊断功能去解决一些在实际中经常出现的一些隐性故障。
(1)诊断号000为1时,表明系统正在执行辅助功能(M指令)。
在辅助功能的执行过程中,000号将会保持为1,直到辅助功能执行完了信号到达为止。
因此,当出现辅助功能执行时间超出正常值时,可能是辅助功能的条件未满足。
所以出现无报警的异常,查找故障点时,若诊断号000为1,可以首先检查辅助功能所要完成的机床动作是否已经完成。
故障现象:一数控机床在自动运行状态中,每当执行M8(切削液喷淋)这一辅助功能指令时,加工程序就不再往下执行了。
此时,管道是有切削液喷出的,系统无任何报警提示。
排除思路:调出诊断功能画面,发现诊断号000为1,也就是说系统正在执行辅助功能,切削液喷淋这一辅助功能未执行完成(在系统中未能确认切削液是否己喷出,而事实上切削液已喷出)。
于是,查阅电气图册,发现在切削液管道上装有流量开关,用以确认切削液是否已喷出。
在执行M8这一指令并确认有切削液喷出的同时,在PMC程序的信号状态监控画面中检查该流量开关的输入点X2.2而该点的状态为0(有喷淋时应为1),于是故障点可以确定为在有切削液正常喷出的同时这个流量开关未能正常动作所致。
因此重新调整流量开关的灵敏度,对其动作机构喷上润滑剂,防止动作不灵活,保证可靠动作。
在作出上述处理后,进行试运行,故障排除。
(2)诊断号003为1时,表明系统正在对移动后的伺服轴是否准确定位到指令值进行检查。
当伺服轴未能实现准确定位的话,将会出现诊断号003长期为1的情况出现。
FANUC维修问答-系统报警

1:SVM 故障: LED显示2,怎样解除报警. SPM 故障: LED显示19,怎样解除报警. 谢谢! SVM 报警代码2,(1) 内容:变频器控制电源低电压(2) 主要原因和排除方法(a) 确认放大器的3相输入电压(应大于等于额定输入电压的0.85 倍)(b) 确认PSM 输出的24V 电源电压(正常时:大于等于22.8V)(c) 确认连接器、电缆(CXA2A/B)(d)更换SVMSPM报警代码19、20U 相(报警代码19)、V 相(报警代码20)电流检测电路的偏移电压过大。
通电时进行检测。
发生报警时,请更换SPM。
发生在刚更换SPM 控制印制电路板后时,请确认功率单元与SPM 控制印制电路板之间连接器的插入情况。
2:SVM故障:LED显示2号报警,查资料是内部控制回路用电源电压已下降.或控制印刷版上的时钟已停止.我想问内部控制回路用电源电压是靠电池供电还是供给控制电源供电.通过怎样方法解决?谢谢!内部控制回路用电源电压是靠PSM供给+24V电源供电LED显示2号报警:变频器控制电源低电压报警(1) 内容:变频器DC 链路部低电压(2) 主要原因和排除方法(a) 确认放大器的3相输入电压(应大于等于额定输入电压的0.85 倍)(b) 确认PSM 输出的24V 电源电压(正常时:大于等于22.8V)(c) 确认连接器、电缆(CXA2A/B)(d) 更换SVM3:空气开关跳下,X,Y,Z三轴显示401报警,稳压电源无输出.当开关打上又正常工作."稳压电源无输出"中的稳压电源是否指+24电源?是否有可能有短路?4:专家你好,我看到有些车床的换档用到M41-M44的M指令,这个M指令是通过译码得来的吗?我看书上知道M36,后面的是怎么回事?还有一个就是我的光栅尺参考标记点在尺子中间,每次回零时都要先移动到超过中点后才可以回到零点,要不然就报90号报警,不知道可不可以通过修改参数将其移到离零点近的地方呀?1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在编辑或输入程序过程中,NC刷新存储器内容时电源被关断。当该报警出现时,应将PWE置1,关断电源,再次打开电源时按住DELETE 键以清除存储器中的内容。
131
PMC报警信息超过5条。
179
597号参数设置的可控轴数超出了最大值。
224
第一次返回参考点前企图执行可编程的轴运动指令。
037
企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038
由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041
刀具半径补偿时将产生过切削的情况。
043
指令了一个无效的T代码。
044
固定循环模态下使用G27、G28或G30指令。
FANUC数控系统报警号含义(2009-04-27 23:08:00)标签:杂谈
FANUC报警号
FANUC 0MD系统报警说明
1. 程序报警(P/S报警)报警号
报 警 内 容
000
修改后须断电才能生效的参数,参数修改完毕后应该断电。
001
TH报警,外设输入的程序格式错误。
007
小数点“. ”使用错误。
009
一个字符出现在不能够使用该字符的位置。
010
指令了一个不能用的G代码。
011
一个切削进给没有被给出进给率。
014
程序中出现了同步进给指令(本机床没有该功能)。
015
企图使四个轴同时运动。
020
圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
090
由于距离参考点太近或速度太低而不能正常执行恢复参考点的操作。
091
自动运转暂停时(有剩余移动量或执行辅助功能时)进行了手动返回参考点。
092
G27指令中,指令位置到达后发现不是参考点。
100
PWE=1,提示参数修改完毕后将PWE置零,并按RESET键。
101
021
圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029
H指定的偏置号中的刀具补偿值太大。
030
使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033
编程了一个刀具半径补偿中不能出现的交点。
034
圆弧插补出现在刀具半径补偿的起始或取消的程序段。
424
Y轴数字伺服系统错误,检查721号诊断参数并参考伺服系统手册。
425
Y轴指令速度超出511875检测单位/秒,检查参数CMR。
426
Y轴编码器故障。
427
Y轴电机参数错误,检查8220、8222、8223、8224号参数。
430
Z轴停止时,位置误差超出设定值。
410
X轴停止时,位置误差超出设定值。
411
X轴运动时,位置误差超出设定值。
413
X轴误差寄存器中的数据超出极限值,或D/A转换器接受的速度指令超出极限值(可能是参数设置的错误)。
414
X轴数字伺服系统错误,检查720号诊断参数并参考伺服系统手册。
415
X轴指令速度超出511875检测单位/秒,检查参数CMR。
2. 伺服报警报警号
报 警 内 容
400
伺服放大器或电机过载。
401
速度控制器准备号信号(VRDY)被关断。
404
VRDY信号没有被关断,但位置控制器准备好信号(PRDY)被关断。正常情况下,VRDY和PRDY信号应同时存在。
405
位置控制系统错误,由于NC或伺服系统的问题使返回参考点的操作失败。重新进行返回参考点的操作。
086的报警一般怎么解决啊
解决办法:
6.8.20短接,并且不要接到金属壳上!
750--主轴串行连接启动错误
当连接串行主轴的系统通电后,主轴控制单元未准备就绪时,出现该报警。
可能有下述四个原因:
1) 光缆连接不当或主轴控制单元的电源关断。
2) 在主轴控制单元的LED 显示AL-24 或SU-01 以外的报警时给CNC 单元通电。
431
Z轴运动时,位置误差超出设定值。
433
Z轴误差寄存器中的数据超出极限值,或D/A转换器接受的速度指令超出极限值(可能是参数设置的错误)。
434
Z轴数字伺服系统错误,检查722号诊断参数并参考伺服系统手册。
435
Z轴指令速度超出511875检测单位/秒,检查参数CMR。
002
TV报警,外设输入的程序格式错误。
003
输入的数据超过了最大允许输入的值。参考编程部分的有关内容。
004
程序段的第一个字符不是地址,而是一个数字或“-”。
005
一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006
符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
此时,应切断主轴放大器的电源,再重新启动。
3) 其他原因(硬件配置不对)
在包括主轴在内的整个系统工作时不会出现该报警。
4) 当参数3701#4 (SP2)=1 时,第二主轴的情况请参考上述情况1)到3)。
详细信息见诊断显示No.
417
X轴电机参数错误,检查8120、8122、8123、8124号参数。
420
Y轴停止时,位置误差超出设定值。
421
Y轴运动时,位置误差超出设定值。
423
Y轴误差寄存器中的数据超出极限值,或D/A转换器接受的速度指令超出极限值(可能是参数设置的错误)。
046
G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051
自动切角或自动圆角程序段后出现了不可能实现的运动。
052
自动切角或自动圆角程序段后的程序段不是G01指令。
053
自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
055
自动切角或自动圆角程序段中,运动距离小于C或R的值。
436
Z轴编码器故障。
437
Z轴电机参数错误,检查8320、8322、8323、8324号参数。
3. 超程报警报警号
报 警 内 容
510
X轴正向软极限超程。
511
X轴负向软极限超程。
520
Y轴正向软极限超程。
521
Y轴负向软极限超程。
530
Z轴正向软极限超程。
531
Z轴负向软极限超程。
4. 过热报警及系统报警700号报警为NC主印刷线路板过热报警,704号报警为主轴过热报警。
其它的6××为PMC系统报警,9××为NC系统报警。用户如发现以上两种报警,请及时北京慧博时代科技有限公司,以便联系维修15801639980 010-88459352 021-54257837 江工。
子程序调用指令M98中没有地址P。
077
子程序嵌套超过三重。
078
M98或M99中指令的程序号或顺序号不存在。
085
由外设输入程序时,输入的格式或波特率不正确。
086
使用读带机/穿孔机接口进行程序输入时,外设的准备信号被关断。
087
使用读带机/穿孔机接口进行程序输入时,虽然指定了读入停止,但读过了10个字符后,输入不能停止。
060
在顺序号搜索时,指令的顺序号没有找到。
070
程序存储器满。
071
被搜索的地址没有找到,或程序搜索时,没有找到指定的程序号。
072
程序存储器中程序的数量满。
073
输入新程序时企图使用已经存在的程序号。
074
程序号不是1~9999之间的整数。
076