液压拉伸紧配螺栓在船舶轴系的使用
液压装置原理在船上的应用
液压装置原理在船上的应用1. 引言液压装置是一种利用液体传递能量的工作原理,在船舶工程中具有广泛的应用。
通过利用液体的不可压缩性和传递力的特性,液压装置可以实现各种船舶工作过程中的动力传递、控制和操作。
本文将介绍液压装置在船上的原理和应用。
2. 液压装置原理液压装置的工作原理是基于液体的不可压缩性。
液压装置将液体从一个位置传输到另一个位置,实现力的传递和动力的控制。
主要包括以下几个基本组成部件:2.1 液体媒介液压装置中使用的液体通常是油,具有良好的润滑性和密封性能。
油液通过泵送、输送和控制来传递力和实现机械的工作。
2.2 液压泵液压泵是液压装置的动力源,通过机械能将液体压缩并推送到系统中。
液压泵可以分为齿轮泵、叶片泵和柱塞泵等类型,根据具体应用的需要选择合适的泵。
2.3 液压缸液压缸是液压装置中的执行部件,通过液体的压力将机械能转化为力,推动船舶各个部件的运动。
液压缸通常由缸筒、活塞和密封件组成。
2.4 液压阀液压阀是液压装置中的控制部件,用于控制液体的流向、流量和压力。
常见的液压阀有换向阀、节流阀、溢流阀等,通过控制液压阀的开关和调节来实现对液压装置的控制。
3. 液压装置在船上的应用液压装置在船舶工程中有广泛应用,涵盖了船舶各个系统和设备的动力传输、控制和操作。
以下是液压装置在船上常见的应用场景:3.1 舵机系统舵机系统是船舶控制系统中的重要组成部分,通过液压装置实现舵盘的转动。
液压装置通过液压泵提供动力,推动液压缸来转动舵盘,从而控制船舶的方向。
3.2 起重设备在船舶的起重设备中,液压装置被广泛应用于起重机、绞车和船舶各个舱口的开闭装置。
液压装置提供了强大的力量和精确的控制,能够满足各种起重操作的需求。
3.3 舱门系统在船舶的舱门系统中,液压装置用于控制舱门的开启和关闭。
通过控制液压阀和液压缸的工作,舱门可以快速、平稳地打开或关闭,确保船舶的密封性和安全性。
3.4 自动控制系统液压装置在船舶的自动控制系统中起着关键作用。
舰船轴系用高强度液压紧配螺栓研究的技术进展
维普资讯
第 2卷 第 2期 20 0 7年 4月
中
国
舰
船
研
究
V 12N . 0 o2 .
Ap .20 r 07
舰船轴 系用高强度液压紧配螺栓研究 的技术进 展
黄冰阳 陈 奇
( 哈尔滨 工程 大学轮 机工 程 系 , 黑龙 江 哈 尔 滨 10 0 ) 5 0 1
成 。它利用 过盈 紧配合 的轴 向力使 得法兰 面产 生 摩擦 力传力 , 以其 扭 矩 的 传递 是 通 过 两 方 面来 所 实现 的 , 一是 依 靠螺 栓 在 螺孔 中 的膨胀 所 产 生 的
船舶轮机设备安装通用检验规程
船舶轮机设备安装通用检验规程1目的为了更好地规范轮机安装作业需求,使现场施工有标准可依,检验有依据可查,特制订本检验规程。
2范围本规程规定了船舶主机、轴系、舵系、辅机、甲板机械、侧推装置等设备的安装和验收要求。
3参考标准相关造船质量标准及规范。
4检验规程4.1轴系4.1.1照光或拉线确定轴系中心线利用给定的船体艏艉基准点,采用轴系照光或拉线的方法来确定轴系中心线。
4.1.1.1轴系照光或拉线的条件(1)要求在不受阳光曝晒及温度急剧变化的情况下进行,一般在晚间或阴天,以避免船体变形影响轴系中心线的准确性。
(2)要求机舱前隔壁以后,上至舵机平台以下的船体分段装配、焊接、火工矫正等船体工事基本结束,主甲板分段就位,机舱前舱壁向船首的一条环形焊缝全部焊接结束。
(3)发电机组及其它主要设备进舱结束或用同等重量的物体压载。
(4)机舱前隔壁以后的船体垫墩、支柱要合理牢固,不许任意移动。
(5)轴系艏、艉基点的设置必须牢固可靠。
基点的支座应使用宽度为320mm的槽钢,侧向及纵向用适当的角钢拉紧。
要求焊接牢固、稳定可靠并确认无误。
同时舵系的上下基点也应确认无误。
(6)停止振动及有严重噪音干扰的工作。
4.1.1.2用照光或拉线的方法确定轴系中心(1)照光确定轴系中心线:将照光仪(准直望远镜)置于船的艏(艉)基点位置上,使照光仪的光束重合于艏艉两基准点的中心。
在艉轴管的前、后端各设一个光靶,调整光靶中心,使其与光束重合。
(2)拉线确定轴系中心线:通过艏、艉基准点拉钢丝线。
4.1.1.3照光或拉线需检查的项目(1)舵系中心线与轴系中心线偏差值,允许偏差按公式(2)计算。
(2)主机基座面板上平面距轴系中心线高度,允许偏差为±10mm。
(3)主机基座面板内边每侧距轴系中心线距离,允许偏差为±5mm。
(4)中间轴承或齿轮箱等基座面板顶面距轴系中心线高度,允许偏差为±10mm。
(5)中间轴承或齿轮箱等基座面板宽度中心与轴系中心线的偏差,允差为±10mm。
浅谈液压推进在船舶中的使用
浅谈液压推进在船舶中的使用作者:龚厚宽来源:《大东方》2016年第06期现代船舶逐渐向大型化、专业化、高速化方向发展,传统的船舶推进方式——柴油机直接推进逐渐表现出一些不适应。
为此,探寻机动性能良好、综合性能优良的推进方式来迎合现代船舶发展的要求已势在必行。
随着各种先进技术的发展,电子、磁流体等技术已经应用于船舶推进装置中,先后出现了电力推进、超导电磁推进、喷水推进等推进方式。
这些推进方式相对于柴油机直接推进方式各有优点,但都存在不足。
本人在分析各种推进方式的优缺点的基础上,结合液压传动技术在船舶中的应用,提出了一种新的推进方式——船舶综合液压推进,说明其优点。
一、现有推进方式及其特点比较现代船舶所应用的推进方式主要有四种:柴油机直接推进、电力推进、超导电磁推进和喷水推进。
这些推进方式的特点如下:柴油机直接推进虽然结构简单,控制方便,但其推进装置功率体积比过大,并且其主机、轴和推进器要求在同一高度,有效舱容小;电力推进似乎是目前最理想的推进方式,但由于其主要元件物理特性的限制,增大船舶功率比较困难;喷水推进与磁流体推进尚在研究阶段,仍有许多问题需要研究解决。
二、船舶综合液压推进船舶液压推进是通过双向变量液压泵来调节螺旋桨的转速与方向,进而实现船舶前进、后退、变速等动作液压泵是为液压传动提供加压液体的一种液压元件,是泵的一种。
它的功能是把动力机(如电动机和内燃机等)的机械能转换成液体的压力能。
输出流量可以根据需要来调节的称为变量泵,流量不能调节的称为定量泵。
液压系统中常用的泵有齿轮泵、叶片泵和柱塞泵3种。
齿轮泵:体积较小,结构较简单,对油的清洁度要求不严,价格较便宜;但泵轴受不平衡力,磨损严重,泄漏较大。
叶片泵:分为双作用叶片泵和单作用叶片泵。
这种泵流量均匀,运转平稳,噪音小,工作压力和容积效率比齿轮泵高,结构比齿轮泵复杂。
柱塞泵:容积效率高,泄漏小,可在高压下工作,大多用於大功率液压系统;但结构复杂,材料和加工精度要求高,价格贵,对油的清洁度要求高。
船舶轴系浅谈分解

艉柱 鱼网刀
中间轴法兰 螺栓
中间轴承
将军帽 大螺母
防绳罩
首尾密封 白钢套
推力轴承
首尾白合金轴承
6
船舶主推进系统轴系示意图
2021/6/22
7
2021/6/22
2.1.直接传动,在主机与螺旋桨之间,除了传动轴系之外,别无其他传动功率的设
备,这一传动型式,我们称之谓直接传动。
直接传动的特点:传动效率高,经济性好。
14
2021/6/22
OK-HB联轴节主要是由两只高强度优质钢的套子组成,一个薄壁的内套和一个厚壁的外套。薄壁内 套的外表面有轻微的锥度,其锥度与外套内孔的锥度一致。内套的内孔直径比轴的直径稍大一点,可 以在拆装时使轴能容易地通过。另外螺在内套小端的大螺母及油封和内外套组成一个密封腔室。 原理 密封腔室如果压进液压油,将推动外套与内套做相对运动,由于内外套的配合面的锥形,所以它 们轴向相对移动产生了径向的相互作用,使内套直径缩小(受压缩),外套直径变大,内套直径缩小 结果使其与轴产生过盈,同样内外套的配合也产生了过盈。 在装配过程中为了减少内外套轴向相对移动时的摩擦阻力,利用高压油作用到内外套的配合锥面 上,使配合面产生了一层薄油膜克服摩擦作用,当外套直径达到正确的位置时,径向油泵减压泄油, 使得内外套之间保持正常的摩擦作用。外套接触面的锥度在1:80左右,远远小于它们之间静摩擦角, 加上安装至设计位置,内、外套之间、内套与轴之间有很大的过盈应力作用,在轴系运转时,产生的 摩擦力足以用来传递扭矩或克服拉力作用,而不产生滑动,使联轴节实现其功能。 拆OK-HB联轴节时是很简单的。高压油注压进联轴节内外套之间,减少了摩擦作用,且由于锥面的 因素,高压油作用在外套上有一个轴向分力,导致外套从锥面下滑;而轴向液压单元产生的作用力是 上面轴向分力的平衡力,通过控制油腔放油速度,来控制外套的下滑速度,防止其滑得过快。 下图为拆卸原理图
船用液压拉伸器的使用与管理
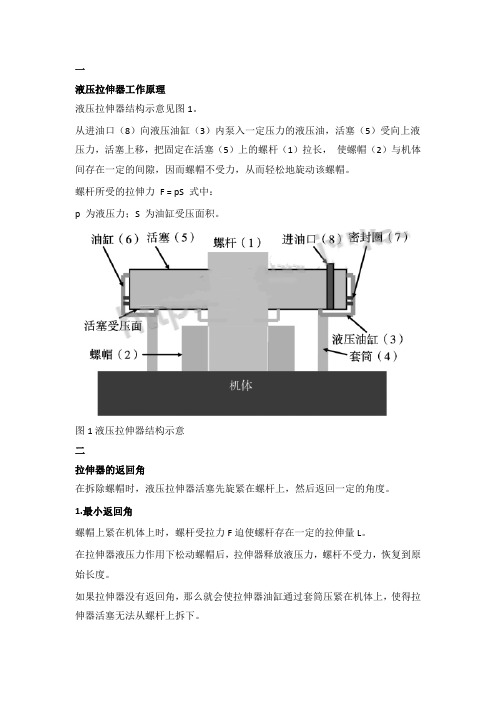
一液压拉伸器工作原理液压拉伸器结构示意见图1。
从进油口(8)向液压油缸(3)内泵入一定压力的液压油,活塞(5)受向上液压力,活塞上移,把固定在活塞(5)上的螺杆(1)拉长,使螺帽(2)与机体间存在一定的间隙,因而螺帽不受力,从而轻松地旋动该螺帽。
螺杆所受的拉伸力 F = pS 式中:p 为液压力;S 为油缸受压面积。
图1 液压拉伸器结构示意二拉伸器的返回角在拆除螺帽时,液压拉伸器活塞先旋紧在螺杆上,然后返回一定的角度。
1.最小返回角螺帽上紧在机体上时,螺杆受拉力F迫使螺杆存在一定的拉伸量L。
在拉伸器液压力作用下松动螺帽后,拉伸器释放液压力,螺杆不受力,恢复到原始长度。
如果拉伸器没有返回角,那么就会使拉伸器油缸通过套筒压紧在机体上,使得拉伸器活塞无法从螺杆上拆下。
因此,上紧拉伸器活塞后必须返回一定的角度。
2.返回角的计算返回角的大小取决于该螺杆在上紧状态下的伸长量。
假设该螺杆上紧状态的伸长量是L,而螺杆的螺距是H,那么最小返回角α = 360L/H。
一般情况下,设备说明书上会标注L,而H可以在现场测量,因此,可以轻松计算出该液压拉伸器的最小返回角。
该最小返回角其实就是螺帽从自由状态(随手上紧状态)到最终上紧状态的角度,称为“螺钉上紧角度φ”。
φ 即为液压拉伸器的最小返回角α,有的设备说明书上会直接标注φ的大小。
如果说明书上查不到相关数据,那么用自由状态下和上紧状态下的螺杆对比测量后也能得出螺杆伸长量L;再测量螺距H,同样可以计算出最小返回角α。
3.实际返回角在操作中,液压拉伸器的实际返回角β稍大于最小返回角α。
若β太小,则释压后液压拉伸器将咬死在螺杆上。
这是因为此时螺帽已经松动不受力,螺杆的拉力将通过套筒转到液压拉伸器上,使液压拉伸器难以拆下。
若β太大,液压拉伸器活塞的行程将超出设计的最大行程,非但不能松动螺钉,反而将造成液压拉伸器内活塞密封令弹出,液压油从活塞令处飙出,液压拉伸器损坏,影响正常的检修工作。
10液压拉伸器的使用.
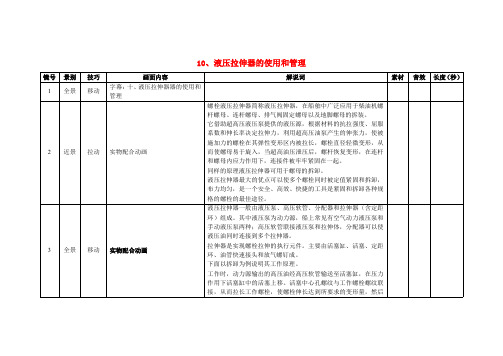
10、液压拉伸器的使用和管理镜号景别技巧画面内容解说词素材音效长度(秒)1全景移动字幕:十、液压拉伸器器的使用和管理2近景拉动实物配合动画螺栓液压拉伸器简称液压拉伸器,在船舶中广泛应用于柴油机螺杆螺母、连杆螺母、排气阀固定螺母以及地脚螺母的拆装。
它借助超高压液压泵提供的液压源,根据材料的抗拉强度、屈服系数和伸长率决定拉伸力,利用超高压油泵产生的伸张力,使被施加力的螺栓在其弹性变形区内被拉长,螺栓直径轻微变形,从而使螺母易于旋入,当超高油压泄压后,螺杆恢复变形,在连杆和螺母内应力作用下,连接件被牢牢紧固在一起。
同样的原理液压拉伸器可用于螺母的拆卸。
液压拉伸器最大的优点可以使多个螺栓同时被定值紧固和拆卸,布力均匀,是一个安全、高效、快捷的工具是紧固和拆卸各种规格的螺栓的最佳途径。
3全景移动实物配合动画液压拉伸器一般由液压泵、高压软管、分配器和拉伸器(含定距环)组成。
其中液压泵为动力源,船上常见有空气动力液压泵和手动液压泵两种;高压软管联接液压泵和拉伸体,分配器可以使液压油同时连接到多个拉伸器。
拉伸器是实现螺栓拉伸的执行元件。
主要由活塞缸、活塞、定距环、油管快速接头和放气螺钉成。
下面以拆卸为例说明其工作原理。
工作时,动力源输出的高压油经高压软管输送至活塞缸,在压力作用下活塞缸中的活塞上移。
活塞中心孔螺纹与工作螺栓螺纹联接,从而拉长工作螺栓,使螺栓伸长达到所要求的变形量,然后用拨杆旋松螺母,最后卸放掉活塞缸中油压,虽然工作螺栓在应力作用下恢复变形,但由于螺母旋松量大于螺栓拉长量,所以拆除液压拉伸器后,螺母可以轻松用手旋出。
4近景移动字幕:1、液压拉伸器使用1、液压拉伸器的使用下面我们以拆除柴油机排气阀螺栓螺母为例,介绍采用手动液压泵的液压拉伸器的具体使用方法。
5近景跟随先拆除螺母保护罩,把定距环套在螺母外面,将拉伸器缸体拧到气阀螺栓的连接螺纹上,旋入液压缸体直到拉伸器缸体和定距环上表面后,在回旋半圈左右,以防止油缸泄压后液压缸体和定距环锁死。
船舶轴系螺栓连接技术简述
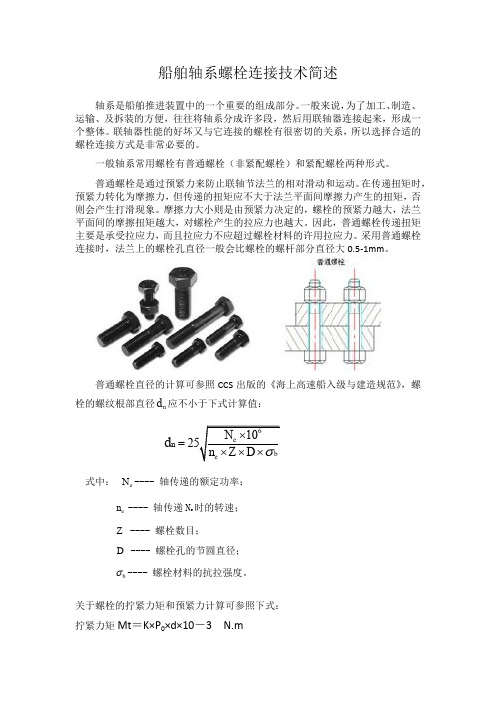
船舶轴系螺栓连接技术简述轴系是船舶推进装置中的一个重要的组成部分。
一般来说,为了加工、制造、运输、及拆装的方便,往往将轴系分成许多段,然后用联轴器连接起来,形成一个整体。
联轴器性能的好坏又与它连接的螺栓有很密切的关系,所以选择合适的螺栓连接方式是非常必要的。
一般轴系常用螺栓有普通螺栓(非紧配螺栓)和紧配螺栓两种形式。
普通螺栓是通过预紧力来防止联轴节法兰的相对滑动和运动。
在传递扭矩时,预紧力转化为摩擦力,但传递的扭矩应不大于法兰平面间摩擦力产生的扭矩,否则会产生打滑现象。
摩擦力大小则是由预紧力决定的,螺栓的预紧力越大,法兰平面间的摩擦扭矩越大,对螺栓产生的拉应力也越大。
因此,普通螺栓传递扭矩主要是承受拉应力,而且拉应力不应超过螺栓材料的许用拉应力。
采用普通螺栓连接时,法兰上的螺栓孔直径一般会比螺栓的螺杆部分直径大0.5-1mm。
普通螺栓直径的计算可参照CCS出版的《海上高速船入级与建造规范》,螺d应不小于下式计算值:栓的螺纹根部直径nd=nN---- 轴传递的额定功率;式中:en---- 轴传递N e时的转速;eZ ---- 螺栓数目;D ---- 螺栓孔的节圆直径;σ---- 螺栓材料的抗拉强度。
b关于螺栓的拧紧力矩和预紧力计算可参照下式:拧紧力矩Mt=K×P0×d×10-3 N.mK:拧紧力系数 d :螺纹公称直径 P 0:预紧力预紧力 P 0=σ0×AsAs =π×ds 2/4 ds:螺纹部分危险剖面的计算直径( As 也可由查表得出) ds =(d2+d3)/2,d3= d1-H/6,H :螺纹牙的公称工作高度σ0 =(0.5~0.7)σs σs ――――螺栓材料的屈服极限N/mm2(螺栓预紧力就是在拧螺栓过程中拧紧力矩作用下的螺栓与被联接件之间产生的沿螺栓轴心线方向的预紧力。
)紧配螺栓又可分为铰制孔紧配螺栓和液压紧配螺栓,目前船舶轴系上更多使用的是铰制孔紧配螺栓。
舰船轴系用液压紧配螺栓最佳预紧力的设计研究
1 前
言
不 仅能 进一 步提 高 连 接 的可 靠 性 、 密 性 和联 接 件 紧 的疲劳 强度 , 而且 对 液 压 紧 配螺 栓 的设 计具 有 积 极要 的紧 固件 连 接 , 统 舰 传
船轴系用螺栓通常为铰制孔螺栓 , 这种传统紧配螺 栓的装拆耗时 , 特别是在拆卸时, 由于侵蚀 、 过盈及
维普资讯
20 0 8年 6月
船
舶
Jn u e,2 0 08
N0. 3
第 3期
S P& B HI 0AT
[ 船舶舾装/ 特种装置 ]
舰 船 轴 系用 液压 紧配 螺 栓 最 佳 预 紧力 的设 计 研究
黄 冰 阳 ( 国 船研究 中 舰 设计中 武 4 09 心 汉 3 6) 0
和设 计人 员 来 说 为 何 取 这 些 数 值 会 存 在 一 定 的 疑
产生影响。过大或过小的预紧力都是有害 的, 以 所 预 紧力 的大 小 和准 确 度 都 十分 重 要 , 因此预 紧 力 的
控 制成 为螺 纹联 接 的重要 问题 之一 。
问。液压紧配螺栓预紧力 的给定对设计 、 安装和工 作有着极其重要的作用 , 研究液压 紧配螺栓预紧力
船舶轴系液压拉伸螺栓的原理及工艺
船舶轴系液压拉伸螺栓的原理及工艺任世贵;刘雨梦;黄运佳;伍刚【摘要】液压拉伸螺栓将机械连接变成了通过液压力来轻松连接,达到了反复无损伤使用的效果.轴系液压拉伸螺栓是由螺栓本体、中间锥套及液压螺母组成.预紧时,采用液压拉伸器拉紧螺纹,待油压上升至规定的预紧压力值时,旋紧螺母,即完成安装.拆卸时,采用液压拉伸器拉紧螺纹,旋松螺母,然后再次拉伸,取出拉伸螺栓连同中间锥套,即完成拆卸.介绍了轴系液压拉伸螺栓的设计、选型及施工工艺.【期刊名称】《船舶设计通讯》【年(卷),期】2018(000)001【总页数】4页(P78-81)【关键词】船舶轴系;液压拉伸螺栓;无损伤使用【作者】任世贵;刘雨梦;黄运佳;伍刚【作者单位】上海船舶研究设计院,上海201203;上海船舶研究设计院,上海201203;上海船舶研究设计院,上海201203;上海船舶研究设计院,上海201203【正文语种】中文【中图分类】U664.20 前言螺栓连接是一种重要的紧固件连接方式。
传统的船舶推进轴系用螺栓通常为铰制孔螺栓,装拆耗时,拆卸困难。
20世纪90年代以来,液压拉伸螺栓开始广泛应用于船舶轴系的法兰连接。
液压拉伸螺栓可以反复无损伤使用,是连接螺栓上一次重大的技术突破。
1 铰制孔螺栓与液压拉伸螺栓区别传统船舶推进轴系连接用螺栓通常为铰制孔螺栓。
铰制孔用螺栓是螺栓的一种。
其无螺纹的部分与轴法兰孔壁的基本尺寸相同,属于过盈配合,所以孔的加工要求极高,使得制造难度大幅提高。
图1为某铰制孔用螺栓的加工要求。
安装时,需要“采用“锤击”或“冷套”的紧配螺栓安装方法,然后采用机械力拧紧螺母,并加上一定的预紧力。
安装结束后,再在螺栓端部的孔洞中插入止动销,以锁紧螺母。
图1 某铰制孔螺栓的加工要求使用中传递较大的力矩,因此在拆除时有较大困难,需要使用锤击等手段。
这个过程中,往往造成螺栓的损伤,俗称“拉毛”,严重的甚至造成轴法兰孔壁的损伤,给轴系造成较大的安全隐患。
10项目十液压拉伸器使用和管理解读
项目十液压拉伸器使用和管理【评估要素】①液压拉伸器的放空气;②液压拉伸器的使用;③液压拉伸器的拆装及更换O型圈;④液压拉伸器的复位【评估标准】①操作准确、熟练,操作过程无异常;②操作准确、比较熟练,但发生个别异常;③操作准确、熟练程度一般,能完成操作;④操作不熟练,只能完成部分操作;⑤操作差,无法完成。
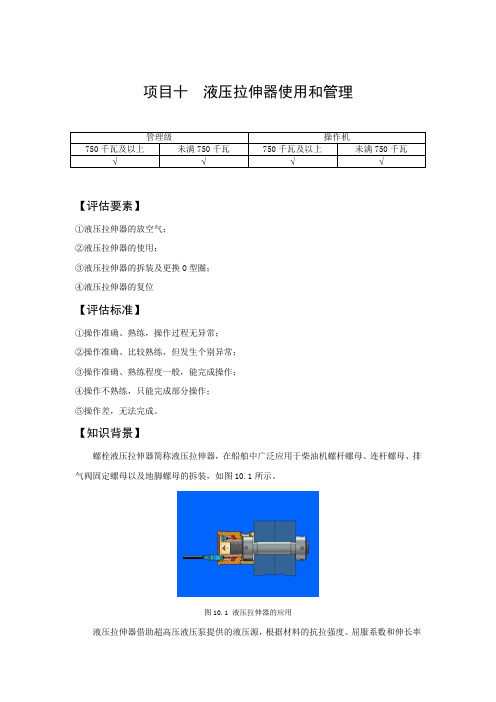
【知识背景】螺栓液压拉伸器简称液压拉伸器,在船舶中广泛应用于柴油机螺杆螺母、连杆螺母、排气阀固定螺母以及地脚螺母的拆装,如图10.1所示。
图10.1 液压拉伸器的应用液压拉伸器借助超高压液压泵提供的液压源,根据材料的抗拉强度、屈服系数和伸长率决定拉伸力,利用超高压油泵产生的伸张力,使被施加力的螺栓在其弹性变形区内被拉长,螺栓直径轻微变形,从而使螺母易于旋入。
当超高油压泄压后,螺杆恢复变形,在连杆和螺母内应力作用下,连接件被牢牢紧固在一起。
同样的原理液压拉伸器可用于螺母的拆卸。
液压拉伸器最大的优点可以使多个螺栓同时被定值紧固和拆卸,布力均匀,是一个安全、高效、快捷的工具是紧固和拆卸各种规格的螺栓的最佳途径。
图10.2 液压拉伸器的组成如图10.2所示,液压拉伸器一般由液压泵、高压软管、分配器和拉伸器(含定距环)组成。
其中液压泵为动力源,船上常见有空气动力液压泵和手动液压泵两种;高压软管联接液压泵和拉伸体,分配器可以使液压油同时连接到多个拉伸器。
图10.3 拉伸器的组成拉伸器是实现螺栓拉伸的执行元件。
如图10.3所示,主要由活塞缸、活塞、定距环、油管快速接头和放气螺钉成。
下面以拆卸为例说明其工作原理。
图10.4 液压拉伸器工作原理如图10.4所示,工作时,动力源输出的高压油经高压软管输送至活塞缸,在压力作用下活塞缸中的活塞上移。
活塞中心孔螺纹与工作螺栓螺纹联接,从而拉长工作螺栓,使螺栓伸长达到所要求的变形量,然后用拨杆旋松螺母,最后卸放掉活塞缸中油压,虽然工作螺栓在应力作用下恢复变形,但由于螺母旋松量大于螺栓拉长量,所以拆除液压拉伸器后,螺母可以轻松用手旋出。
浅论船用液压拉伸器操作经验总结
天津航海 2020年第4期22 浅论船用液压拉伸器操作经验总结高延军(中远海运船员管理有限公司天津分公司 天津 300451)摘 要:船用液压拉伸器应用于船舶排气阀螺栓、缸头螺栓、贯穿螺栓、连杆大端螺栓等部件的紧固与拆卸,具有预紧力均匀且精准、无扭转应力、无摩擦损伤等优点。
但在使用过程中如不能正确操作,会造成一定的麻烦,可能发生人身安全、设备安全等事故。
文章在介绍了液压拉伸器结构工作原理及实际工作中总结的一些操作经验,供业者参考。
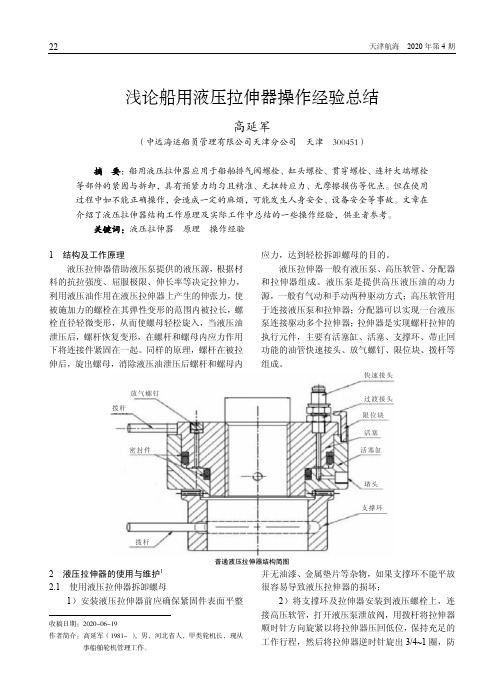
关键词:液压拉伸器 原理 操作经验1 结构及工作原理液压拉伸器借助液压泵提供的液压源,根据材料的抗拉强度、屈服极限、伸长率等决定拉伸力,利用液压油作用在液压拉伸器上产生的伸张力,使被施加力的螺栓在其弹性变形的范围内被拉长,螺栓直径轻微变形,从而使螺母轻松旋入,当液压油泄压后,螺杆恢复变形,在螺杆和螺母内应力作用下将连接件紧固在一起。
同样的原理,螺杆在被拉伸后,旋出螺母,消除液压油泄压后螺杆和螺母内应力,达到轻松拆卸螺母的目的。
液压拉伸器一般有液压泵、高压软管、分配器和拉伸器组成。
液压泵是提供高压液压油的动力源,一般有气动和手动两种驱动方式;高压软管用于连接液压泵和拉伸器;分配器可以实现一台液压泵连接驱动多个拉伸器;拉伸器是实现螺杆拉伸的执行元件,主要有活塞缸、活塞、支撑环、带止回功能的油管快速接头、放气螺钉、限位块、拨杆等组成。
普通液压拉伸器结构简图2 液压拉伸器的使用与维护12.1 使用液压拉伸器拆卸螺母1)安装液压拉伸器前应确保紧固件表面平整收稿日期:2020-06-19作者简介:高延军(1981- ),男,河北省人,甲类轮机长,现从事船舶轮机管理工作。
并无油漆、金属垫片等杂物,如果支撑环不能平放很容易导致液压拉伸器的损坏;2)将支撑环及拉伸器安装到液压螺栓上,连接高压软管,打开液压泵泄放阀,用拨杆将拉伸器顺时针方向旋紧以将拉伸器压回低位,保持充足的工作行程,然后将拉伸器逆时针旋出3/4~1圈,防浅论船用液压拉伸器操作经验总结高延军23止因液压螺母旋松,螺杆收缩将拉伸器锁紧而无法拆下。
船舶轴系中液压螺栓的应用探究
船舶轴系中液压螺栓的应用探究作者:丁凯峰吴永红李若骐来源:《科学与财富》2019年第07期摘要:在船舶推进系统中,传动轴系联接件的性能决定了轴系的性能,进而影响整个船舶的性能。
液压螺栓是一种精密设计、高压、高性能的液压操作螺栓紧固装置,可用于船舶轴系法兰联结螺栓,它比轴系上常用的冷冻式过盈配合螺栓拆装更方便、更快速,并能重复使用,正越来越多被行业人士机构选用。
关键词:液压螺栓;船舶轴系,应用探究液压螺栓是现代船舶轴系法兰用的一种新型联接件,尤其用在传递高强度、大扭矩的船舶轴系上。
它克服了传统铰制螺栓的缺点,并满足了轴系对螺栓材料提出的高强度性能的要求,成为联接件的一种新的变革。
本文从液压螺栓的研究意义出发,简要探讨了液压螺栓的结构及工作原理,分析了液压螺栓的优缺点,开展此课题研究具有重要的应用价值和经济价值,并能为国内此领域的研究提供了借鉴和参考。
1 液压螺栓的研究意义轴系是船舶推进装置中一个重要的组成部分。
一般来说,船舶轴系很长,如中、大型船舶轴系长度多在50米以上,这样为了加工、制造、运输、及拆装的方便往往将其分成许多段,然后用联轴器连接起来,形成一个整体。
联轴器性能的好坏又与它连接的螺栓有很密切的关系。
1.1能够较好的适应船舶轴系和联轴器材料性能的要求联轴器作为联接轴系的主要设备零件,对整个轴系的运行起到了至关重要的作用,现阶段由于液压技术的发展,在船舶轴系关键部位多采用液压联轴器,其外套材料国外多采用含镍高强度材料,具有高的屈服强度,一般达到700MPa,而国内多采用其他金属来代替。
由于轴系和联轴器的材料强度较高,这就要求作为连接部件的螺栓具有高的材料性能。
1.2能够满足轴系振动特性的要求船舶轴系在运转过程中主要存在三种振动形式,既扭转振动、回旋振动和纵向振动。
从实际运行的角度出发,对轴系正常运行危害最大的情况是发生共振,因此在轴系设计时,要求共振转速不能超出轴系的常用转速范围,而共振转速又取决于轴系的刚度和质量,液压螺栓能把联轴器精确的对中,使得两段轴进行刚性联结,对整个轴系的刚度基本无影响。
液压拉伸紧配螺栓的使用

液压拉伸紧配螺栓的使用
杜冬海
【期刊名称】《广船科技》
【年(卷),期】2004(000)001
【摘要】近年在轮机方面逐渐采用液压拉伸紧配螺栓代替传统的冷冻式紧配螺栓.本文针对液压拉伸紧配螺栓的设计理念、使用、优点等方面作了分析和介绍.【总页数】2页(P36-37)
【作者】杜冬海
【作者单位】广船国际技术中心
【正文语种】中文
【中图分类】U6
【相关文献】
1.采用液压的水下法兰螺栓张紧技术研究 [J], 叶永彪;刘军;张杰;徐永昌;田丛;王立权
2.船舶轴系法兰紧配螺栓孔损伤之修复技术 [J], 赵毅瀛;万俊天
3.汽轮机高压缸中分面螺栓机械冷紧拉伸实践 [J], 贾凯利;原帅
4.一种可替代卡扎里密封结构中预紧螺栓的装置——液压-卡扎里密封顶紧器 [J], 徐立志;谢禹钧;邓子龙;齐海山
5.关于受拉伸紧螺栓联接计算公式的建议 [J], 张幼卿
因版权原因,仅展示原文概要,查看原文内容请购买。
【经验分享】简述液压紧配螺栓的拆卸与安装
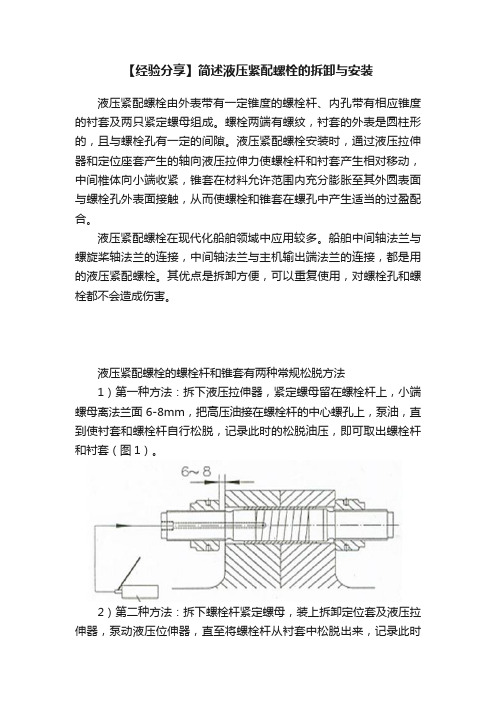
【经验分享】简述液压紧配螺栓的拆卸与安装液压紧配螺栓由外表带有一定锥度的螺栓杆、内孔带有相应锥度的衬套及两只紧定螺母组成。
螺栓两端有螺纹,衬套的外表是圆柱形的,且与螺栓孔有一定的间隙。
液压紧配螺栓安装时,通过液压拉伸器和定位座套产生的轴向液压拉伸力使螺栓杆和衬套产生相对移动,中间椎体向小端收紧,锥套在材料允许范围内充分膨胀至其外圆表面与螺栓孔外表面接触,从而使螺栓和锥套在螺孔中产生适当的过盈配合。
液压紧配螺栓在现代化船舶领域中应用较多。
船舶中间轴法兰与螺旋桨轴法兰的连接,中间轴法兰与主机输出端法兰的连接,都是用的液压紧配螺栓。
其优点是拆卸方便,可以重复使用,对螺栓孔和螺栓都不会造成伤害。
液压紧配螺栓的螺栓杆和锥套有两种常规松脱方法1)第一种方法:拆下液压拉伸器,紧定螺母留在螺栓杆上,小端螺母离法兰面6-8mm,把高压油接在螺栓杆的中心螺孔上,泵油,直到使衬套和螺栓杆自行松脱,记录此时的松脱油压,即可取出螺栓杆和衬套(图1)。
2)第二种方法:拆下螺栓杆紧定螺母,装上拆卸定位套及液压拉伸器,泵动液压位伸器,直至将螺栓杆从衬套中松脱出来,记录此时的松脱油压,即可取出螺栓杆和衬套(图2)。
查阅相关资料发现很大一部分船舶在首次进厂坞修拆卸液压紧配螺栓会出现螺栓孔损伤的现象,其程度有所不同。
轻微损伤的,可以在现场进行简单的打磨修复装复使用;但对于严重损伤的,螺栓孔就需镗孔处理,螺栓杆和锥套需重新制作。
案例2014年造36000吨某轮首次进厂坞修,该轮中间轴法兰与螺旋桨轴法兰和中间轴法兰与主机输出端法兰分别用12根液压紧配螺栓连接。
船方和主管机务为防意外,拆卸前就派专人在现场监督,严格要求船厂工人按照常规做法对称松动拆卸螺栓。
拆卸前,检查发现沿法兰一圈顺序的每根螺栓杆上都分别敲注了钢印A1,A2….A12和A13,A14…A24。
工人先拆卸的是中间轴法兰与主机输出端法兰连接的紧配螺栓A13,A19,A16,A22,并将先拆掉的四只螺栓拿掉锥套后再次装回螺栓杆和螺母,并用液压工具按安装压力要求重新上紧螺母。
船液压联轴器安装使用说明书中英文(240) 后2套
2940KW Ocean Tugboat2940KW远洋拖轮Mounting and Dismounting 产品安装使用说明书For XCF240EB1 hydraulic coupling XCF240EB1液压联轴器WUXI SHEN SUI SHIP EQUIPMENT CO.,LTD无锡申穗船舶设备有限责任公司Nov,2008二00八年十一月1.General概况:The coupling consists of inner sleeve, outer sleeve, piston, sealving clamp plate, bolts and gaskets. (See drawing “XCF240EB1-00 hydracids coupling” in detail) The working principle: The outer sleeve have a corresponding taper. By pumping oil at high pressure between the two sleeve tapers, the outer sleeve expands and is driven up the tapered inner sleeve. When the outer sleeve has reached the designed position, the pumping pressure is released and the oil drains off. The outer sleeve shrinks and compressed onto the inner sleeve, besides the inner sleeve compresses onto both shafts tightly. So ,normal friction is restored between the sleeves and shafts for transmitting torque. 本液压联轴器是由内套,外套,活塞,密封环,压板(环),螺栓和垫片组成。
超长液压锥套膨胀螺栓在船舶轴系联接中的应用研究
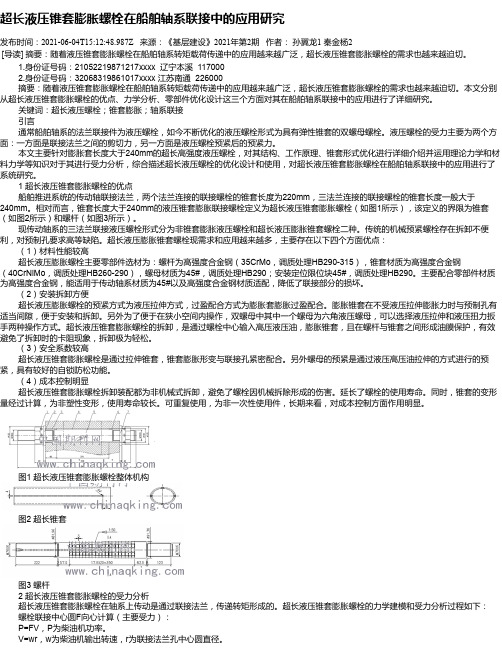
超长液压锥套膨胀螺栓在船舶轴系联接中的应用研究发布时间:2021-06-04T15:12:48.987Z 来源:《基层建设》2021年第2期作者:孙翼龙1 秦金杨2 [导读] 摘要:随着液压锥套膨胀螺栓在船舶轴系转矩载荷传递中的应用越来越广泛,超长液压锥套膨胀螺栓的需求也越来越迫切。
1.身份证号码:21052219871217xxxx 辽宁本溪 1170002.身份证号码:32068319861017xxxx 江苏南通 226000摘要:随着液压锥套膨胀螺栓在船舶轴系转矩载荷传递中的应用越来越广泛,超长液压锥套膨胀螺栓的需求也越来越迫切。
本文分别从超长液压锥套膨胀螺栓的优点、力学分析、零部件优化设计这三个方面对其在船舶轴系联接中的应用进行了详细研究。
关键词:超长液压螺栓;锥套膨胀;轴系联接引言通常船舶轴系的法兰联接件为液压螺栓,如今不断优化的液压螺栓形式为具有弹性锥套的双螺母螺栓。
液压螺栓的受力主要为两个方面:一方面是联接法兰之间的剪切力,另一方面是液压螺栓预紧后的预紧力。
本文主要针对膨胀套长度大于240mm的超长高强度液压螺栓,对其结构、工作原理、锥套形式优化进行详细介绍并运用理论力学和材料力学等知识对于其进行受力分析,综合描述超长液压螺栓的优化设计和使用,对超长液压锥套膨胀螺栓在船舶轴系联接中的应用进行了系统研究。
1 超长液压锥套膨胀螺栓的优点船舶推进系统的传动轴联接法兰,两个法兰连接的联接螺栓的锥套长度为220mm,三法兰连接的联接螺栓的锥套长度一般大于240mm。
相对而言,锥套长度大于240mm的液压锥套膨胀联接螺栓定义为超长液压锥套膨胀螺栓(如图1所示),该定义的界限为锥套(如图2所示)和螺杆(如图3所示)。
现传动轴系的三法兰联接液压螺栓形式分为非锥套膨胀液压螺栓和超长液压膨胀锥套螺栓二种。
传统的机械预紧螺栓存在拆卸不便利,对预制孔要求高等缺陷。
超长液压膨胀锥套螺栓现需求和应用越来越多,主要存在以下四个方面优点:(1)材料性能较高超长液压膨胀螺栓主要零部件选材为:螺杆为高强度合金钢(35CrMo,调质处理HB290-315),锥套材质为高强度合金钢(40CrNiMo,调质处理HB260-290),螺母材质为45#,调质处理HB290;安装定位限位块45#,调质处理HB290。
液压管路在船舶上的应用及注意事项
% 江苏船舶& 第 17 卷第 3 期
8 万吨级干船坞平面布置图
2 液压管路爆裂和振动噪声产生原因
在液压系统中, 当液流速度由于某种原因突然 发生变化时( 如阀门的突然关闭) , 或突然改变液流 方向( 如执行元件急速的换向) , 使系统中流体压力 急剧交替升降的过程称为液压冲击( 水锤现象) 。在 液压系统中产生液压冲击时, 系统中( 或局部地方) 瞬时的压力峰值比系统正常油压大出许多, 从而造 成管路爆裂, 产生振动噪声。下面我们以 38m 汽车 渡船控制跳板升降的液压系统为例, 计算受直接冲 击时管内压力增大值 P, 计算公式如下:
然开闭时, 管内所产生的压力增值( 水锤力) P 也
就越大, 则管子就容易爆裂, 所产生的振动噪声也就 越大。
∋ 液压管路太长。由 式( 2) 可知, 管路 长度 L
越长, 压力波传播和回复的时间就越长, 则产生的水
锤力 P 1 也就越大, 管子也越容易爆裂。汽车渡船 液压管路管子的爆裂往往比其它小型船舶多。因为
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
广船科技
#$$% 年第 & 期 ’ 总第 (! 期 )
!"
社会要发展,生产力的不断提高是社会 发展的关键。采用先进的生产技术,是造船 行业提高效率、 降低成本的必由之路。 在船厂的各种大型主要设备的安装过程 中, 技术人员广泛地使用了紧配螺栓, 如主机 齿轮箱、 锚机、 舵机的地脚螺栓, 轴系法兰的 联接螺栓等。本文主要是介绍用在轴系法兰 联接的液压拉伸紧配螺栓。 液压拉伸紧配螺栓 在国外多年前已广泛 地使用,我公司在几年前从国外引入使用。 液压拉伸紧配螺栓, 顾名思义, 该螺栓在使用 时,通过液压膨胀力对螺栓进行径向膨胀和 轴向拉伸作用,以达到螺栓与孔的紧配合和 螺栓的紧固。
!
液压拉伸紧配螺栓的组成
液压拉伸紧配螺栓主体一共由三部分组
成: 螺栓本体、 中间锥套、 螺母。 # 5 $ 螺栓本体, 其实是根双头螺柱, 但在 设计方面又与普通螺柱有较大的区别。它两 端也是螺纹, 而中部是轴向带斜度的圆锥体; 锥体表有深约 5 66 的半圆状油槽,油槽呈 螺纹状分布在锥面上,油槽离锥体两端一定 距离处又以圆环状封闭槽结束。螺栓轴线中 心的一端有一个油孔,该油孔往螺栓中部延 伸,并在螺栓中部又通过一个径向油孔与上 述封闭圆环状油槽相接。 # 7 $ 中间锥套, 是一个外表面呈圆柱状、 !"
"
液压拉伸紧配螺栓的设计理念
液压拉伸紧配螺栓,由螺栓中部锥体与
中间锥套配合,通过轴向液压膨胀力将螺柱 向小锥端拉紧,而中间锥套由于中部受螺栓 挤胀, 使筒套在径向产生膨胀作用。 筒套在其 材料允许弹性变形范围内,充分膨胀至其外 圆表面与螺栓孔内表面接触并胀紧,使其达 到与普通紧配螺栓通过过盈配合产生的同等 效果。 而螺母的紧固, 则是利用工具通过液压 膨胀力将螺栓在轴向上、在螺柱材料允许弹 性变形的范围内拉伸后,将螺栓两端螺母扳 紧。 在撤消对螺栓的液压膨胀后, 螺栓在轴向 的弹性回复力作用下,使螺母有了一个相对 的拉伸固力, 螺母就这样上紧了。
’ 收稿日期: #$$! + && + #& )
螺栓使用的优胜之处是装拆方便,可重复使 用, 对孔以及螺栓本身不造成伤害。 传统的紧配螺栓与孔之间往往是过盈配 合或过渡配合。 螺栓安装前需作冷冻处理, 使 螺栓收缩, 以便于螺栓放入螺栓孔内。 随着温 度回升, 螺栓膨胀, 其配合处, 便与孔膨紧, 然 后用扭力扳手将螺母拧紧就可以了。如果设
"
推广
虽然我公司使用液压拉伸紧配螺栓的时
!
比较
与传统的紧配螺栓比较,液压拉伸紧配
间不长, 而且也只是局限于某些范围, 但从使 用效果反应,设计部门与施工部门对其均有 不错的评价,液压拉伸紧配螺栓其固有的优 点, 既可简化工厂的工艺, 在一定程度上缩短 生产周期。 在大力提倡科学造船的今天, 若能 较好地推广使用这种新技术,相信有助于提 高业内的生产效率和生产质量。
备出现维修或该紧配螺栓需作临时拆卸时, 传统的紧配螺栓的缺点就暴露出来。 首先, 螺 栓的拆卸不便,必须制作特殊工具或以敲击 方式将其从孔中取出来, 过程缓慢; 其次, 多 数被取出的螺栓的紧配合面和孔的紧配合面 往往会有磨损,甚至因为拆卸过程的摩擦而 将配合面烧坏。 这种情况下, 孔的内表面就需 要重新加工,螺栓也会就此报废而需重新制 作。 液压拉伸紧配螺栓的设计使用刚好克服 了上述的弊端。虽然液压拉伸紧配螺栓在工 作情况下是呈紧配状态, 但在自由状态下, 中 间锥套的外径是比配合孔的内径小的,故螺 栓连筒套并不需要作任何额外的处理便可轻 易放到孔里。 而整个装配过程, 两个工人仅需 要花约 * 分钟便可轻松完成一套螺栓组件。 至于拆卸方面,两个工人也只需花几分钟即 可拆卸完一套螺栓组件,对螺栓和孔均无任 何损伤。
液压拉伸紧配螺栓的使用
杜冬海
# 广船国际技术中心 $
摘
要:近年在轮机方面逐渐采用液压拉伸紧配螺栓代替传统的冷冻式紧配螺 液压拉伸 内表面带锥度的筒套。筒套的长度比螺栓中 部圆锥体销短, 而内表面锥度与其相同。 # ! $ 螺母, 是径向带孔的圆螺母。
栓。本文针对液压拉伸紧配螺栓的设计理念、 使用、 优点等方面作了分析和介绍。 关键词: 紧配螺栓
杜冬海: 液压拉伸紧配螺栓的使用
加工。而船厂为保证螺母与法兰接触面贴合 得好,通常会在法兰上刮平螺母的安装位 置。 这样, 螺栓组件安装前的准备工作就完成 了。 考虑到受力均匀,螺栓在同一法兰上一 般呈对角两两装配次序进行。液压拉伸紧配 螺栓的装配通常按以下步骤进行: ’ & ) 将螺栓和中间锥套按配合方向一起 放进螺栓孔,此过程螺与筒套不需作冷冻处 理; ’ # ) 参照制造商提供的预紧力, 用液压工 具, 将中间锥套拉到位以及膨紧; ’ ! ) 将螺栓两端螺母旋入, 并用扳手上紧; ’ % ) 在中间锥套厚端所在的螺栓螺纹上, 用液压工具将螺栓拉伸 ’ 拉伸力的大小参考 制造商提供的参数 ) , 然后将此端的螺母再次 扳紧。 将所有工具拆除后, 由于受螺栓弹性变 量回复力的作用,两端螺母向螺栓中部受力 拉紧,与普通螺母用扭力扳手扳紧原理相 仿。液压拉伸紧配螺栓的拆卸程序与装配程 序相反。
#
液压拉伸紧配螺栓的应用
液压拉伸紧配螺栓一般是外购,但其使
用参数通常由船厂或设计院向螺栓制造商提 供,如传递扭矩、螺栓分布数量、节圆直径 等。 考虑到螺栓的安装配合质量, 一般轴系法 兰的螺栓孔内径会留有约 7 66 加工余量, 而螺栓的中间锥套其外圆直径也会留有约 7 船 66 的余量。船厂将螺栓孔精加工完毕后, 厂便根据螺栓制造商提供的加工数据 # 一般 可在工作资料中查到 $ , 对中间锥套外圆作精