ST2963-A01工艺流程图
芯片工艺流程标准图
芯片工艺流程标准图芯片工艺流程标准图是指根据芯片生产的工艺要求,将整个制造过程分解为多个步骤,并将其按照特定的顺序排列在一张图中。
以下是一个常见的芯片工艺流程标准图的示例,包含了主要的工艺步骤和顺序。
1. 设计阶段:- 设计及验证芯片的功能、电路结构和布局。
- 通过电子设计自动化(EDA)工具完成电路布图设计和验证。
- 生成对应的掩膜图形,并验证其准确性。
2. 晶圆制备:- 购买或制造晶圆(通常为硅基材料)。
- 清洗晶圆以去除表面污染物。
- 进行化学气相沉积(CVD)或物理气相沉积(PVD)来形成用于制造芯片的薄膜层。
- 使用光刻技术将掩膜图形转移到薄膜层上。
3. 掺杂:- 使用离子注入或扩散将特定元素(如硼、磷或氮)掺入芯片的特定区域,以改变其电学特性。
- 进行退火处理来激活掺杂的材料。
4. 晶圆制作:- 制造晶体管的导电通道。
- 使用光刻技术将掩膜图形转移到芯片表面。
- 使用刻蚀工艺来去除暴露的材料,以形成导电通道及其他结构。
5. 金属化:- 使用物理气相沉积或化学气相沉积来形成金属薄膜层,以连接导电通道和其他电路元件。
- 使用光刻和刻蚀来定义金属薄膜层的形状和位置。
6. 封装:- 将芯片放置在封装基板上,并使用导热胶或焊接将其固定在上面。
- 使用线束将芯片的电连接引出到封装基板的外部。
7. 测试:- 对封装好的芯片进行功能和性能测试。
- 检查芯片是否符合规格要求。
8. 成品:- 经过测试合格的芯片将被封装在塑料封装或其他封装材料中。
- 打标和包装芯片以便运输和销售。
这是一个简化的芯片工艺流程标准图,实际的芯片工艺流程通常更加复杂,并包含更多的工艺步骤和细节。
芯片工艺流程标准图的制定有助于确保工艺步骤的顺序和准确性,并提高芯片的制造质量和可靠性。
工艺流程控制表DIP-nA

叉车
标重/数量 参数型号
应符合包装检验要求,客户定 货单,装箱单、标识卡
√ √
《AQL检验 计划》
卷尺
检验员 出货检验记录
A级
12
出货 送货
仓储管理程序
货车 叉车 储仓:
产品防护
出货/送货时要防止产品受损而 导致品质变异 加工区: 终止:
√
全程监控
目视
送货员 送货单
B级
流程图标表示内容 起始: 判定决策: 重要度分级 A级:关键的 B级:重要的
工艺流程控制表
序 号 工位器具 及设备
文件编号 文件版本 产品名称 产品类型
BMP-QC09-002 A1 插针式针座 DIP-nA
首 自 巡 检 检 检
编制 校对 审批 日期
管制方法
刘兴宏 蔡邦义 赵 寻
第 1 页 共 2 页 适用范围
所有插针式
2016.04.10
流程
工序名称
作业标准/依据
管制项目 材质
B级
4
烘料
烘料作业指导书 塑料干燥处理统计表
托料盘 恒温箱
称重 温控、时间 外观
每批
目视/电子秤
IPQC
生产投料报表 IPQC巡检记录
B级
全检 目视、卡尺 1次/1H
操作员 IPQC 生产投料报表 IPQC巡检记录 A级
5
注塑
注塑作业指导书 检验卡
注塑机
尺寸 结构 包装
6
外协 电镀
生产加工单
货车 叉车
工位区:
流转:
C级:一般的
全检 √ √ √
组装机
目视 卡尺 二次元
操作员 生产日报表 IPQC
净水厂装置工艺流程图图例说明
目录1.一期脱盐装置 (1)1.1图例一期脱盐装置 (1)1.2脱盐流程简图一期脱盐装置 (2)1.3脱盐流程总图一期脱盐装置 (3)1.4活性碳吸附器部分一期脱盐装置 (4)1.5阳离子交换器部分一期脱盐装置 (5)1.6脱气处理部分一期脱盐装置 (6)1.7阴离子交换器部分一期脱盐装置 (7)1.8混合床交换器部分一期脱盐装置 (8)1.9再生水贮罐区及中和池区一期脱盐装置 (9)1.10碱系统一期脱盐装置 (10)1.11酸系统部分一期脱盐装置 (11)1.1220%烧碱储运管道仪表流程图一期脱盐装置 (12)2.一期循环水装置 (13)3.二期空分装置 (14)3.1C101A/B工段二期空分装置 (14)3.2F103-B101工段二期空分装置 (15)3.3T101—F104工段二期空分装置 (16)3.4B105-B104工段二期空分装置 (17)4.三期空分装置 (18)4.1.工艺流程符号说明三期空分装置 (18)4.2.基本流程及消耗三期空分装置 (19)4.3.工艺流程简图三期空分装置 (20)4.4.预冷系统压缩机组三期空分装置 (21)4.5.预冷系统冷气机组三期空分装置 (22)4.6.纯化系统三期空分装置 (23)4.7.膨胀机系统1/2 三期空分装置 (24)4.8.膨胀机系统2/2 三期空分装置 (25)14.9分馏塔系统三期空分装置 (26)4.10压氮系统1/4 三期空分装置 (27)4.11压氮系统2/4 三期空分装置 (28)4.12压氮系统3/4 三期空分装置 (29)4.13压氮系统4/4 三期空分装置 (30)4.14液氮贮存气化系统三期空分装置 (31)5.四期空分装置 (32)5.1工艺流程符号说明四期空分装置 (32)5.2工艺流程简图四期空分装置 (33)5.3空气过滤压缩系统四期空分装置 (34)5.4预冷系统冷气机组水分离器四期空分装置 (35)5.5纯化系统四期空分装置 (36)5.6分馏塔系统1/5 四期空分装置 (37)5.7分馏塔系统2/5 四期空分装置 (38)5.8分馏塔系统膨胀机系统3/5 四期空分装置 (39)5.9分馏塔系统4/5 四期空分装置 (40)5.10分馏塔系统5/5 四期空分装置 (41)5.11氮气压缩系统四期空分装置 (42)5.12液体贮存汽化系统1/2 四期空分装置 (43)5.13液体贮存汽化系统2/2 四期空分装置 (44)5.14循环水系统四期空分装置 (45)5.15氮压机A气路系统四期空分装置 (46)5.16氮压机B气路系统四期空分装置 (47)5.17氮压机C气路系统四期空分装置 (48)5.18氮气压缩机A油路四期空分装置 (49)5.19氮气压缩机B油路四期空分装置 (50)5.20氮气压缩机C油路四期空分装置 (51)5.21冷却系统四期空分装置 (52)5.22一、二、三期空分氮气管网工艺流程图四期空分装置 (53)6.一期净水厂装置 (54)27.二期净水厂装置 (55)8.三期净水厂装置 (56)8.1图例三期净水厂装置 (56)8.2工艺流程总图三期净水厂装置 (57)8.3原水池工段三期净水厂装置 (58)8.4原水提升泵工段三期净水厂装置 (59)8.5反应沉淀池工段三期净水厂装置 (60)8.6虹吸滤池工段三期净水厂装置 (61)8.7清水池工段三期净水厂装置 (62)8.8加压泵房工段三期净水厂装置 (63)8.9加药加氯系统三期净水厂装置 (64)9.水厂排泥水处理系统 (65)9.1水厂排泥水处理系统总图水厂排泥水处理系统 (65)9.2汇泥池工段水厂排泥水处理系统 (66)9.3浓缩池均衡池工段水厂排泥水处理系统 (67)9.4配药系统工段水厂排泥水处理系统 (68)9.5泥脱水工段1/2 水厂排泥水处理系统 (69)9.6泥脱水工段2/2 水厂排泥水处理系统 (70)9.7隆源压滤机工艺流程图水厂排泥水处理系统 (71)10.水厂加药系统整合 (72)10.1图例及说明水厂加药系统整合 (72)10.2装置p&lD图水厂加药系统整合 (73)11.污水收集系统 (74)11.1P&ID图(一)污水收集系统 (74)11.2P&ID图(二)污水收集系统 (75)12.地下管网平面布置图 (76)12.1生活给水地下管网平面布置图 (76)12.1.1 总图生活给水地下管网平面布置图 (76)312.1.2 分区图1 生活给水地下管网平面布置图 (77)12.1.3 分区图2 生活给水地下管网平面布置图 (78)12.2低压生产消防水地下管网平面布置图 (79)12.2.1 总图低压生产消防水地下管网平面布置图 (79)12.2.2 分区图1 低压生产消防水地下管网平面布置图 (80)12.2.3 分区图2 低压生产消防水地下管网平面布置图 (81)12.3高压消防水地下管网平面布置图 (82)12.4循环水地下管网平面布置图 (83)12.4.1 总图循环水地下管网平面布置图 (83)12.4.2 分区图1 循环水地下管网平面布置图 (84)12.4.3 分区图2 循环水地下管网平面布置图 (85)12.5污水地下管网平面布置图 (86)12.5.1 总图污、雨水地下管网平面布置图 (86)12.5.2 分区图1 污、雨水地下管网平面布置图 (87)12.5.3 分区图2 污、雨水地下管网平面布置图 (88)412345。
东材科技偏光片保护膜生产工艺流程

东材科技偏光片保护膜生产工艺流程东材科技偏光片保护膜生产工艺流程引言:东材科技是一家致力于研发和生产偏光片保护膜的高新技术企业。
偏光片保护膜作为一种重要的光学材料,在电子产品中有着广泛的应用,如LCD显示屏、手机屏幕、平板电脑等。
在本文中,我们将深入探讨东材科技偏光片保护膜的生产工艺流程,以帮助读者更好地了解这一领域。
一、主要原材料准备:在偏光片保护膜的生产过程中,主要原材料包括聚酰亚胺薄膜、染料、溶剂等。
需要准备高纯度的聚酰亚胺薄膜,以保证产品的质量和性能。
染料的选择也是一个关键因素,它决定了偏光片保护膜的颜色和透光性。
溶剂的选择和质量也对最终产品有着重要的影响。
二、底材处理:底材处理是偏光片保护膜生产的第一步。
将所选的底材经过去尘处理,以去除表面的灰尘和杂质。
进行上光和切割,以使底材具有光滑的表面和合适的尺寸。
进行清洗和干燥处理,确保底材表面干净无尘。
三、涂布工艺:涂布工艺是偏光片保护膜生产的核心环节。
将所选的溶剂和聚酰亚胺薄膜混合,形成溶液。
利用涂布机将溶液均匀涂布在底材表面。
涂布的厚度需要控制在一个合理的范围内,以保证最终产品的性能。
涂布结束后,需要进行烘干处理,使溶剂挥发,形成均匀的膜层。
四、染色工艺:染色工艺是偏光片保护膜生产的关键环节。
在一定的条件下,将染料溶解在适当的溶剂中,形成染料溶液。
将涂有聚酰亚胺膜的底材浸泡在染料溶液中,使染料渗透入膜层中。
染色的时间和温度需要精确控制,以保证染料在膜层中的均匀分布。
染色完成后,需要进行洗涤和干燥处理。
五、粘合和压合:粘合和压合工艺是偏光片保护膜生产的最后一步。
将染色的膜层与透明的聚酰亚胺薄膜进行粘合,形成偏光片保护膜的最终结构。
通过热压或冷压的方式,将两层膜层压合在一起,使其相互粘合,形成稳定的结构。
压合过程需要控制良好的温度和压力,以保证产品的稳定性和可靠性。
六、总结与展望:通过以上对东材科技偏光片保护膜生产工艺流程的深入探讨,我们可以得出以下结论和展望。
铝壳锂离子电池工艺流程图

标准文件文件名称:铝壳电池配料车间工艺流程页码 1正极配料负极配料正极称料原材料准备正极料烘烤正极混料搅拌正极筛料转涂布负极称料原材料准备负极混料搅拌负极筛料转涂布标准文件 文件名称:铝壳电池涂布车间工艺流程页 码1第一面准备 转制片 正极涂布测单面面密度 转制片负极涂布第二面准备 测双面面密度 第一面准备测单面面密度第二面准备测双面面密度测单面标准厚度测双面标准厚度 测单面标准厚度测双面标准厚度标准文件 文件名称:铝壳电池制片车间工艺流程页 码1准备正极制片 准备转装配负极制片极片全检裁大片转装配极片全检超焊极耳裁小片大片对辊极片烘烤铆焊极耳裁大片连片对辊裁小片极耳包胶极片除尘极片烘烤抽检称重分档抽检称重分档正极耳制作负极耳制作标准文件生效日期2009-9-17 文件名称:铝壳电池装配车间工艺流程页码 1卷绕全检电芯压芯包底胶纸贴上胶纸入壳正极超焊负极点焊折极耳离心合盖板测短路、全检发片与隔膜加隔圈抽检、刷片吸尘转激光焊标准文件生效日期2009-9-17 文件名称:铝壳电池激光焊车间工艺流程页码 1准备测漏气测短路转注液激光焊焊短边焊长边全检生效日期2009-9-17 标准文件文件名称:铝壳电池注液车间工艺流程页码 1注液准备注液前烘烤降温注液封胶纸清洗(三次)包纸巾高温活化转化成生效日期2009-9-17 标准文件文件名称:铝壳电池化成车间工艺流程页码 1注液后电池准备化成测电压抽真空剥纸巾钢珠封口清洗高温老化全检转分容标准文件 文件名称:铝壳电池分容车间工艺流程页 码1入 库容量全检检 测平台分选容量分选平台分选标准文件 文件名称:铝壳电池包装车间工艺流程页 码1准备测电压、内阻外观全检包装测厚度出库贴面垫喷码装盒 装箱测电压标准文件 文件名称:铝壳电池制片车间工艺流程页 码2准备复合带加工裁复合带转装配超焊复合带定复合带。
产品生产流程图及工艺控制说明

产品生产流程图工艺控制说明1.0目的:3.4回流炉的温度设定依照后页的温度曲线要求。
3.5目检作业依照《PCBA目检作业指导书》进行作业。
3.6焊接3.6.1焊接操作的基本步骤:(1)、准备施焊;左手拿焊丝,右手握烙铁,进入备焊状态。
要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。
(2)、加热焊件;烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约1~2秒钟。
对于在印制板上焊接件来说,要注意使烙铁同时接触焊盘的元器件的引线。
(3)、送入焊丝;焊接的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。
(4)、移开焊丝;当焊锡丝熔化一定量后,立即向左上450 方向移开焊锡丝。
(5)、移开烙铁;焊锡浸润焊盘的焊部位以后,向右上450方向移开烙铁,结束焊接。
从第三步开始到第五步结束,时间大约1~3秒钟。
1操作E S D元件时必须始终配戴不良好的接地的手带,手带须与人的皮肤相触。
2必须用保护罩运送和储存静电敏感元件。
3清点元器件时尽可能不将其从保护套中取出来。
4只有在无静电工作台才可以将元件从保护套中取出来。
5在无防静电设备时,不准将静电敏感元件用手传递。
6避免衣服和其它纺织品与元件接触。
7最好是穿棉布衣服和混棉料的短袖衣。
8将元件装入或拿出保护套时,保护套要与抗静电面接触。
9保护工作台或无保护的器件远离所有绝缘材料。
10当工作完成后将元件放回保护套中。
11必须要用的文件图纸要放入防静电套中,纸会产生静电。
12不可让没带手带者触摸元件,对参观者要留意这点。
13不可在有静电敏感的地方更换衣服。
14取元件时只可拿元件的主体。
15不可将元件在任何表面滑动。
16每日测试手带3.7组装组装流程3.8功能检测将阅读器通过RS-232或USB连接PC,在PC上向阅读器发送操作指令,把阅读距离测试模拟卡放在阅读器上方3mm~10mm之间,阅读器对操作指令进行应答,并把结果返回PC。
3.9产品包装3.9.1码放规格:1、检查托盘上的产品,确保每格只放一个成品,同时核对数量及型号,不应有多料、少料或混料的情况。
LED工艺流程图(简单介绍)

LED工艺流程图LED封装LED封装技术大都是在分立器件封装技术基础上发展与演变而来的,但却有很大的特殊性。
一般情况下,分立器件的管芯被密封在封装体内,封装的作用主要是保护管芯和完成电气互连。
而LED封装则是完成输出电信号,保护管芯正常工作,输出:可见光的功能,既有电参数,又有光参数的设计及技术要求,无法简单地将分立器件的封装用于LED。
LED的核心发光部分是由p型和n型半导体构成的pn结管芯,当注入pn结的少数载流子与多数载流子复合时,就会发出可见光,紫外光或近红外光。
但pn结区发出的光子是非定向的,即向各个方向发射有相同的几率,因此,并不是管芯产生的所有光都可以释放出来,这主要取决于半导体材料质量、管芯结构及几何形状、封装内部结构与包封材料,应用要求提高LED的内、外部量子效率。
常规Φ5mm 型LED封装是将边长0.25mm的正方形管芯粘结或烧结在引线架上,管芯的正极通过球形接触点与金丝,键合为内引线与一条管脚相连,负极通过反射杯和引线架的另一管脚相连,然后其顶部用环氧树脂包封。
反射杯的作用是收集管芯侧面、界面发出的光,向期望的方向角内发射。
顶部包封的环氧树脂做成一定形状,有这样几种作用:保护管芯等不受外界侵蚀;采用不同的形状和材料性质(掺或不掺散色剂),起透镜或漫射透镜功能,控制光的发散角;管芯折射率与空气折射率相关太大,致使管芯内部的全反射临界角很小,其有源层产生的光只有小部分被取出,大部分易在管芯内部经多次反射而被吸收,易发生全反射导致过多光损失,选用相应折射率的环氧树脂作过渡,提高管芯的光出射效率。
用作构成管壳的环氧树脂须具有耐湿性,绝缘性,机械强度,对管芯发出光的折射率和透射率高。
选择不同折射率的封装材料,封装几何形状对光子逸出效率的影响是不同的,发光强度的角分布也与管芯结构、光输出方式、封装透镜所用材质和形状有关。
若采用尖形树脂透镜,可使光集中到LED的轴线方向,相应的视角较小;如果顶部的树脂透镜为圆形或平面型,其相应视角将增大。
3C认证生产工艺流程图
规格:2.5~150mm2
电压:450/750 V
编 号:LS — JS — 02 页 码:第 4 页 共 17 页 执行日期:2009 年 12 月 1 日
电工圆铝杆 S
S
原材料试验
单芯结构
拉丝
●
S
绞合
绝缘挤出
S
●
R
火花试验
入库
成品包装 R
备注:“△”表示该工序为质量控制点 “●”表示该工序为关键工序
出厂检验
打印标识 S
“S”表示抽样检验
“R”表示例行试验
5 / 19
执行标准:JB/T 8734.2—1998
型号:BVR
3C 认证生产工艺流程图
生产工艺流程图
铜芯聚氯乙烯绝缘软电缆
规格:2.5~70 mm2
电压:450/750 V
编 号:LS — JS — 02 页 码:第 5 页 共 17 页 执行日期:2009 年 12 月 1 日
编 号:LS — JS — 02 页 码:第 6 页 共 17 页 执行日期:2011 年 1 月 1 日
电工用铜线坯
拉丝+连续退火
绞线
S
●
S
S 原材料检验
入库
成品包装
出厂检验 R
绝缘挤出
S
●
R
火花试验
成缆 S
打印标识 S
内护层挤出
S
护套挤出
S
●
备注:“△”表示该工序为质量控制点 “●”表示该工序为关键工序
电工用铜线坯
S 原材料试验
拉丝 + 退火
S
●
束丝
S
S
绝缘挤出
●
R
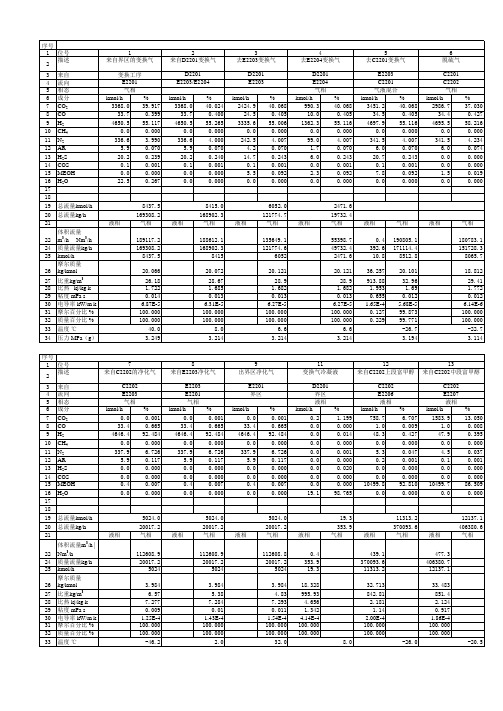
低温甲醇洗工艺流程图及物料平衡
0.0
0.009
18.7
0.375
0.7
0.399
0.0
0.000
0.0
0.000
1.2
0.024
0.0
0.021
0.0
0.001
0.0
0.001
19.5
0.391
1.2
0.653
0.1
0.002
0.0
0.002
3541.9 71.087
116.7 63.026
0.0
0.000
0.0
0.000
液相
4982.5
55398.7 49732.4
2471.6
20.121 28.9
1.682 0.013 6.27E-5 100.000 100.000
6.6 3.214
5 去C2201变换气
E2203
C2201 气液混合
kmol/h 3451.2
% 40.068
34.5
0.405
4697.9 55.116
0.0
0.000
5.9 0.0 0.0 0.4 0.0
% 0.001 0.665 92.484 0.000 6.726 0.117 0.000 0.000 0.007 0.000
液相
5024.0 20017.2 气相
112608.8 20017.2 5024
3.984 4.83
7.293 0.011 1.54E-4 100.000 100.000
0.000
0.4
0.007
0.0
0.000
液相
5024.0 20017.2 气相
112608.9 20017.2 5024
CMOS工艺流程图剖面讲课文档

离子注入的应用
第三十九页,共153页。
第四十页,共153页。
N阱硅栅CMOS工艺流程
第四十一页,共153页。
3) 双阱CMOS集成电路的工艺设计
磷31P+
–砷75As+
P sub. 〈100〉
形成N阱
– 初始氧化,形成缓冲层,淀积氮化硅层
– 光刻1,定义出N阱
– 反应离子刻蚀氮化硅层 – N阱离子注入,先注磷31P+ ,后注砷75As+
第六页,共153页。
N阱注入
光刻1,刻N阱掩膜版
第七页,共153页。
形成N阱
N阱 P-SUB
第八页,共153页。
氮化硅的刻蚀
二氧化硅
掩膜版
光刻2,刻有源区掩膜版
N阱
第九页,共153页。
场氧的生长
二氧化硅
掩膜版 氮化硅
光刻2,刻有源区掩膜版
N阱
第十页,共153页。
去除氮化硅
光刻3,刻多晶硅掩膜版
第四十八页,共153页。
形成N管源漏区
– 光刻6,利用光刻胶将PMOS区保护起来
– 离子注入磷或砷,形成N管源漏区
形成P管源漏区
– 光刻7,利用光刻胶将NMOS区保护起来
– 离子注入硼,形成P管源漏区
第四十九页,共153页。
形成接触孔
– 化学气相淀积BPTEOS硼磷硅玻璃层 – 退火和致密
– 光刻8,接触孔版
– 反应离子刻蚀磷硅玻璃,形成接触孔
第五十页,共153页。
形成第一层金属
– 淀积金属钨(W),形成钨塞
第五十一页,共153页。
形成第一层金属 – 淀积金属层,如Al-Si、Al-Si-Cu合金等 – 光刻9,第一层金属版,定义出连线图形
led生产工艺流程

坚硬的圆形切轮在一定的压力条件下划割,玻璃表面留下宽度均匀, 深浅一致刀痕,施加一个压力将玻璃分开。
Elec&Eltek依利安达
注液晶
注液晶机先抽真空,将空盒内的空气排除;然后框胶口与液晶接触, 充N2气,液晶依靠毛细现象和内外气压差进入盒内。
Elec&Eltek依利安达
整平、封口:
加压
Elec&Eltek依利安达
涂感光胶/预固化
匀胶轮
感光胶 涂胶轮
感光胶
支持轮
感光胶滴入匀胶轮与涂胶轮的夹缝,涂胶轮上的凹槽将感光胶 转移到ITO表面。热板将玻璃加热90℃,使溶剂挥发。
Elec&Eltek依利安达
曝光/显影
UV Mask
曝光区域
未曝区域
感光胶照射UV光以 后发生化学反应
显影过程中浓度极 小KOH能将它溶解
预固化 100℃
主固化 240 ℃*8-12min
冷却水 降温
Elec&Eltek依利安达
摩擦
摩擦过程将在PI的表面产生微小、一致的沟槽,液晶分子能够沿着沟槽排列。 毛
摩擦轮
玻
璃
前
进
玻璃前进方向
方
向
——摩擦轮的转速,玻璃的移动速度,玻璃与毛的接触长度决定了沟槽的密度、 深度,直接联系显示效果。
——摩擦轮与玻璃的夹角决定液晶扭曲角和LCD的视角方向。
Elec&Eltek依利安达
磨边/清洗
锐利的玻璃边角可能割断Heat seal、FPC 等连接材料,所以部分产品要求磨边。
上PIN产品磨边以后,在装PIN工位容易操作,提高 PIN连接的可靠性。磨边产生的玻璃粉尘必须清洗以 后才能流入下工序。
液晶显示的制造工艺流程图

液晶显示的制造工艺流程班级:11115D36 姓名:李家兴摘要:液晶显示的制造工业流程可分为前段工位:ITO 玻璃的投入(grading)—玻璃清洗与干燥(CLEANING)—涂光刻胶(PR COAT)—前烘烤(PREBREAK)—曝光(DEVELOP)显影(MAIN CURE)—蚀刻(ETCHING)—去膜(STRIP CLEAN)—图检(INSP)—清洗干燥(CLEAN)—TOP 涂布(TOP COAT)—烘烤(UV CURE)—固化(MAIN CURE)—清洗(CLEAN)—涂取向剂(PI PRINT)—固化(MAIN CURE)—清洗(CLEAN)—丝网印刷(SEAL/SHORT PRINTING)—烘烤(CUPING FURNACE)—喷衬垫料(SPACER SPRAY)—对位压合(ASSEMBLY)—固化(SEAL MAIN CURING)。
后段工位:切割(SCRIBING)— Y 轴裂片(BREAK OFF)—灌注液晶(LC INJECTION)—封口(END SEALING)—X 轴裂片(BREAK OFF)—磨边——次清洗(CLEAN)—再定向(HEATING)—光台目检(VISUAL INSP)—电测图形检验(ELECTRICAL)—二次清洗(CLEAN)—特殊制程(POLYGON)—背印(BACK PRINTING)—干墨(CURE)—贴片(POLARIZER ASSEMBLY)—热压(CLEAVER)—成检外观检判(FQC)—上引线(BIT PIN)—终检(FINAL INSP)—包装(PACKING)—入库(IN STOCK)前言:在学习这门可的时候我只知道液晶是一种我们平常的见到的显示屏,从来没考虑过这种东西的制造和历史,现在我知道了液晶是一种高分子材料,因为其特殊的物理、化学、光学特性,20世纪中叶开始被广泛应用在轻薄型的显示技术上。
人们熟悉的物质状态(又称相)为气、液、固,较为生疏的是电浆和液晶。
LED 工艺流程图

LED 工艺流程图LED 工艺流程图LED 工艺流程图LED 封装LED 封装技术大都是分立器件封装技术基础上发展与演变而来的但却有很大的特殊性。
一般情况下,分立器件的管芯被密封在封装体内,封装的作用主要是维护管芯和完成电气互连。
而LED 封装则是完成输出电信号,维护管芯正常工作,输出:可见光的功能,既有电参数,又有光参数的设计及技术要求,无法简单地将分立器件的封装用于LEDLED 核心发光局部是由p 型和n 型半导体构成的pn 结管芯,当注入pn 结的少数载流子与多数载流子复合时,就会发出可见光,紫外光或近红外光。
但pn 结区发出的光子是非定向的即向各个方向发射有相同的几率,因此,并不是管芯产生的所有光都可以释放出来,这主要取决于半导体资料质量、管芯结构及几何形状、封装内部结构与包封材料,应用要求提高LED 内、外部量子效率。
惯例Φ5mm 型LED 封装是将边长0.25mm 正方形管芯粘结或烧结在引线架上,管芯的正极通过球形接触点与金丝,键合为内引线与一条管脚相连,负极通过反射杯和引线架的另一管脚相连,然后其顶部用环氧树脂包封。
反射杯的作用是收集管芯侧面、界面发出的光,向期望的方向角内发射。
顶部包封的环氧树脂做成一定形状,有这样几种作用:维护管芯等不受外界侵蚀;采用不同的形状和材料性质( 掺或不掺散色剂) 起透镜或漫射透镜功能,控制光的发散角;管芯折射率与空气折射率相关太大,致使管芯内部的全反射临界角很小,其有源层产生的光只有小部分被取出,大部分易在管芯内部经多次反射而被吸收,易发生全反射导致过多光损失,选用相应折射率的环氧树脂作过渡,提高管芯的光出射效率。
用作构成管壳的环氧树脂须具有耐湿性,绝缘性,机械强度,对管芯发出光的折射率和透射率高。
选择不同折射率的封装资料,封装几何形状对光子逸出效率的影响是不同的发光强度的角分布也与管芯结构、光输出方式、封装透镜所用材质和形状有关。
若采用尖形树脂透镜,可使光集中到LED 轴线方向,相应的视角较小;如果顶部的树脂透镜为圆形或平面型,其相应视角将增大。
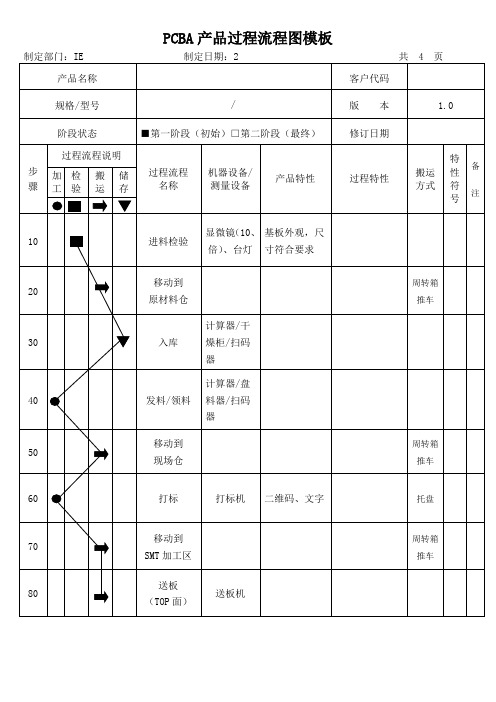
PCBA产品过程流程图模板
◆
100
零件实装
实装机
实装正确
110
回流焊
回焊炉
焊接状况
炉温曲线设定值:升温速度:50~150℃、1~4℃/sec,予热部:150~180℃、60~100秒,回焊部:220℃以上、30~60秒,最高温:230℃~245℃
120
零件检查
(半成品)
AOI、显微镜(10倍)
焊接状况
静电框推车
20
移动到
原材料仓
周转箱推车
30
入库
计算器/干燥柜/扫码器
40
发料/领料
计算器/盘料器/扫码器
50
移动到
现场仓
周转箱推车
60
打标
打标机
二维码、文字
托盘
70
移动到
SMT加工区
周转箱推车
80
送板
(TOP面)
送板机
90
锡膏印刷
锡膏印刷机/锡膏检查机
锡量
锡膏高度:
网板厚+50μm/-30μm
CPK≥1.33
170
零件检查
(成品)
AOI、显微镜(10倍)
焊接状况
静电框推车
180
焊接
波峰焊
焊接状况
◇
190
基板分割
CNC分割机/游标卡尺
分割状况
托盘
◇
200
手工焊接
波峰焊
焊接状况
210
外观检查
显微镜(10、倍)、台灯
外观
托盘
220
点数
台灯
托盘
230
出货检查
显微镜(10、倍)、台灯
240
包装
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生效日期版本号版本修改时间工艺名称配置
6人
人数
电烙铁5秒1
胶枪、胶箱10秒1
电烙铁 20秒2
批准:
品质:
5秒1
电烙铁产品名称:ST2963-A01
工序完
成时间
工位所需工具夹具电子后焊拉产品型号:
拉别编制:
生产:
审核:
胶箱5秒1
蜂鸣器每件按5秒计算,3人8小时生产数量为5760PCS;按键板每件按10秒计算,3人8小时生产数量为2880PCS
手工焊接
注意事项:日产量:
工 艺 流 程 图
A0加工以上各工艺时必需配戴静电带并且良好接地,电烙铁温度在350℃--400
℃之间;同时必须作好自检无误后方可流入下道工序.
蜂鸣器焊
线加工
2-01
1-
蜂鸣器电源线正极的焊接依板插焊8P 排线于按键板
1-02
2-02
按键板ST8564-K01
蜂鸣器电源线负极的焊接
打胶排放整齐并流入下一道工序
1-03
蜂鸣器贴上海棉并摆放整齐流入下一道工序
第 1 页
生效日期版本号
版本修改时间工艺名称批准:
品质:
产品名称:ST2963-A01
电子后焊拉产品型号:
拉别编制:
生产:
审核:
手工焊接
工 艺 流 程 图
A0
生效日期版本号版本修改时间工艺名称批准:
品质:
产品名称:ST2963-A01
电子后焊拉产品型号:
拉别编制:
生产:
审核:
手工焊接
工 艺 流 程 图
A0第 3 页。