港珠澳大桥150mm厚板焊接工艺
港珠澳大桥的施工方法

港珠澳大桥的施工方法港珠澳大桥是连接中国香港特别行政区、珠海特别行政区和澳门特别行政区的一座跨海大桥,是世界上最长的跨海大桥之一。
它的施工方法涉及多个领域,从桥梁设计到海底基础施工,都需要经过精确计划和高度的专业技术。
首先,在桥梁设计阶段,港珠澳大桥的总体布置和风险评估是最重要的。
由于桥梁的长度和跨海部分的设计,需要充分考虑水流、浪涌和风力对桥梁的影响。
工程师使用大量的计算和模拟技术,以确定桥墩设计及梁体连接方式。
这些设计必须能够承受强风、海浪和地震等自然灾害的冲击。
接下来是桥梁的施工。
港珠澳大桥的建设采用了多种施工方法,其中包括预制桥梁段的建造、海上吊装和沉箱浮运等。
首先,在陆地上进行预制,将桥梁段制作成较小的部分,然后将其运送到施工现场,并用用吊装设备进行安装。
这种方式可以减少施工现场的工作量,提高施工速度。
同时,使用模块化设计可以保证建造的准确性和稳定性。
对于港珠澳大桥的跨海部分,施工团队采用了沉管安装和海上吊装两种主要方法。
沉管是由建筑钢筋混凝土预制而成的,具有一定的浮力。
首先,在海岸边制作,然后上浮浮运到施工现场,通过将沉管逐段下沉,最后沉底定位。
这种方式适用于水深较浅的海域。
海上吊装是将桥墩预制成整体,然后用吊车吊装到潜伏在海底的钢管桩上。
这种施工方法适用于水深较深的海域。
在港珠澳大桥的施工过程中,还需要进行大量的土建工程和辅助安装。
例如,施工团队需要在水下挖掘基坑,修筑桥墩的基座和连通桥梁的道路。
同时,还需要进行各种管线的敷设和安装,例如电力、水务、通信等。
这些工作需要高度的协作和合作性,确保施工过程的连贯性和安全性。
总的来说,港珠澳大桥是一项复杂而庞大的工程,涉及到多个领域的专业知识和技术。
从桥梁设计到实际施工,都需要精确计划和合理安排。
通过合理的施工方法,港珠澳大桥成功地连接了香港、珠海和澳门,成为中国交通基础设施建设的重要里程碑。
港珠澳大桥外海三塔拉桥施工创新工艺及关键技术
目录
一、工程概况 二、主要设备选型 三、吊装工艺及技术 四、吊装过程风险分析 五、吊装过程监控措施
一、工程概况 二、主要设备选型 三、吊装工艺及技术 四、吊装过程风险分析 五、吊装过程监控措施
一、工程概述
承台施工时预埋 Z0节段锚杆
锚杆组件加工、 静载试验
Z0节段吊装就位
Z0节段加工运输
承台顶与承压钢板间 隙压浆
锚杆第一次张拉
浮吊吊装整体段 (Z1#~Z11#)就位
索塔整体段与Z0段全 截面栓接
浮吊吊装整体段 (Z12#)就位
整体吊装段(Z1#~Z11#) 加工运输
整体吊装段(Z12#) 加工运输
附属结构安装
二、主要设备选型
1.“长大海升”起重船
钢塔吊装选用“长 大海升”3200T起重船 ,工作角度40°~67° ,额定起重能力3200T ,主钩4×800t,横向 间距24m,前后中心间 距5.375m。
“长大海升”起重船
船舶参数 单位:m
二、主要设备选型
“长大海升”起重船起重作业
吊 装 钢 套 箱
45°工况 钢塔吊具 UY80铰轴等 效应力云图 (2800t)
二、主要设备选型
45°工况 钢塔钢结构塔身吊具UY80结构位移云图(2800t)
二、主要设备选型
90°工况 塔身吊具UY80结构 等效应力云图(2800t)
90°工况 塔 身吊具UY80结 构等效应力云
图(2800t)
90°工况 钢 塔吊具UY80铰 轴等效应力云
70°时,副勾起升高度
102.5m。用于安装钢塔
吊具、配合钢塔吊具拆
除。
港珠澳大桥主体工程桥梁工程施工新工艺及关键技术

保护系统联合防腐方式,确保120年使用寿命。
钢管防腐涂层材料采用:复合加强双层熔 融结合环氧粉末涂层与无溶剂液体环氧涂层。
—工程概况-九洲航道桥
九洲航道桥为双塔中央双索面斜拉桥,采用塔梁墩固结的 体系,主梁为桥面分离式的钢-混组合梁。 桥跨布置为:85+127.5+268+127.5+85=693(m)。
主要资源配置情况
小天鹅
天一号 海 上 施 工 海天3 海天4 华尔辰 大桥雪浪 人工岛混凝土搅拌站
艘
艘 艘 艘 艘 艘 套
1
1 1 1 1 1 1
非通航孔桥钢桩打设、承台墩身吊装
组合梁架设 海上混凝土供应 海上混凝土供应 围堰吊装、桩的打设、墩帽墩身吊装 钢桩打设 2HZS180
—大型设备配置情况
起吊方式:主钩中心起吊; 起吊高度:60m; 作业吃水:4m; 主要作业:组合梁架设。
—大型设备配置情况
大型设备配置情况
船舶名称:“大桥雪浪”; 主要作业:钢桩打设。
船舶名称:“海天3”; 主要作业:海上混凝土施工供 应。
—大型设备配置情况
大型设备配置情况
设备名称:“纵移移台车”;
主要作业:承台、墩身、墩帽 及组合梁的纵向移运。
—工程概况-非通航孔桥
非通航孔桥:共62个桥墩,
主梁采用整墩分幅钢-混组合梁 ,全桥共64跨11联 (2×(5×85)+9×(6×85)), 组合梁共128片,每片重约2000t 。桥面板共2516块,单片最重约 76t。
—工程概况-非通航孔桥
19.143m~25.804m
6个 预留 孔
为了满足桥位10%阻水率的要求,承台均采用埋置式承台(海 床下6m):高墩区墩身分为三节;低墩区墩身分为两节。承台、 墩身、墩帽均采用预制安装技术,全桥高墩区共13个,低墩区共 49个墩,62个墩,共137节。预制构件单件最重约2370t,高约19m (承台+底节墩身)。
港珠澳大桥钢结构制造关键技术介绍
港珠澳大桥钢结构制造关键技术介绍张鸣功;张劲文;王振龙;洪一栋【摘要】介绍港珠澳大桥钢结构工程概况及其特点。
钢结构制造阶段引入智能化的板单元组装和焊接示范生产线,在国内率先实现“车间化”桥梁钢结构总拼装和防腐涂装作业。
采用大型龙门吊转运、大型浮吊吊装、精细化桥位连接技术等,可确保钢结构制造的质量、进度及安全。
施工过程控制及检验结果证明,港珠澳大桥钢结构制造项目管理模式是成功的。
%This paper introduces overview and features of steel structure project of Hongkong-Zhuhai -Macau Bridge.At the stage of manufacture of steel structures,smart plate unit assembly and welding demonstration production line incorporated realize general assembly and anti-corrosion coating operations of“workshop”b ridge steel structures first at home.Techniques such as transfer by large -scale gantry crane,hoisting by large -scale floating crane and elaborate bridge connection,etc.adopted can ensure the quality,schedule and safety in manufacture of steel structures.Construction process control and inspection results show that the management mode of steel structure manufacturing project of Hongkong-Zhuhai-Macau Bridge is successful.【期刊名称】《公路交通技术》【年(卷),期】2015(000)003【总页数】4页(P74-76,80)【关键词】港珠澳大桥;钢结构;关键技术【作者】张鸣功;张劲文;王振龙;洪一栋【作者单位】港珠澳大桥管理局,广东珠海 519015;港珠澳大桥管理局,广东珠海 519015;广东省路桥建设发展有限公司,广州 510635;港珠澳大桥管理局,广东珠海 519015【正文语种】中文【中图分类】U445.4港珠澳大桥是连接粤港澳3地,集路、桥、岛、隧为一体的大型跨海陆路通道。
港珠澳大桥主体工程桥梁主桥施工方案.
港珠澳大桥主体工程桥梁主桥施工方案.港珠澳大桥主体工程桥梁主桥施工方案一、工程结构概况1、青州航道桥:采用半漂浮体系双塔整幅钢箱梁斜拉桥,桥跨布置为110+236+458+236+110=1150m。
青州航道桥主要结构及数量编号 1 2 部位名称桩基现浇承台结构形式钢管复合桩+钻孔桩主墩:哑铃形承台,外轮廓尺寸**6m 辅助墩、过渡墩:承台外轮廓尺寸24**3m 采用H桥塔,上横梁采用钢结构“中国结”造型,塔身163m,塔柱采用渐变倒圆角矩形断面墩宽12m,厚,单节最大吊重约2100t 工程数量156根2个4个2个4个备注6个 3 索塔预制墩身斜拉索加劲梁 4 5 6采用1940Mpa,平行钢丝索,最长14+14 索长约250m,最大索重约29t 主梁采用“整幅式钢箱梁”方案,约65块** 2、江海直达船航道桥:采用独柱型三塔整幅钢箱梁斜拉桥,桥跨布置为129+258+258+129=994m。
江海直达船航道桥主要结构及数量编号 1 2 部位名称桩基现浇承台结构形式工程数量60+26=86根备注6个 3 索塔 4 预制墩身钢管复合桩+钻孔桩主墩承台厚9m,平面尺寸横桥向2个35m,顺桥向26m 辅助墩、过渡墩:承台厚6m,平4个面尺寸横桥向33m,顺桥向19m 采用钢-混组合结构塔身,塔身高3个量)过渡墩墩高,墩底厚,宽12m,采用预制空心墩身,分两4个节吊装,吊重分别为500t和2300t 1 5 斜拉索6 加劲梁中央单索面,平行钢丝斜拉索,钢丝抗拉强度1940Mpa,最长索长10+10+10 约135m,最大索重约20t 主跨和次边跨有索区段采用整箱形式,边跨无索区段采用分体箱形式,有索区段采用浮吊和桥面吊机架设,最大吊重24000吨)约350t,边跨区段则利用大型浮吊,采用大节段整体吊装,吊重约3400t3、九洲航道桥:采用双塔整幅正交异性桥面板钢箱梁斜拉桥,桥跨布置为85++268++85=693m。
港珠澳大桥新技术摩擦焊工艺介绍
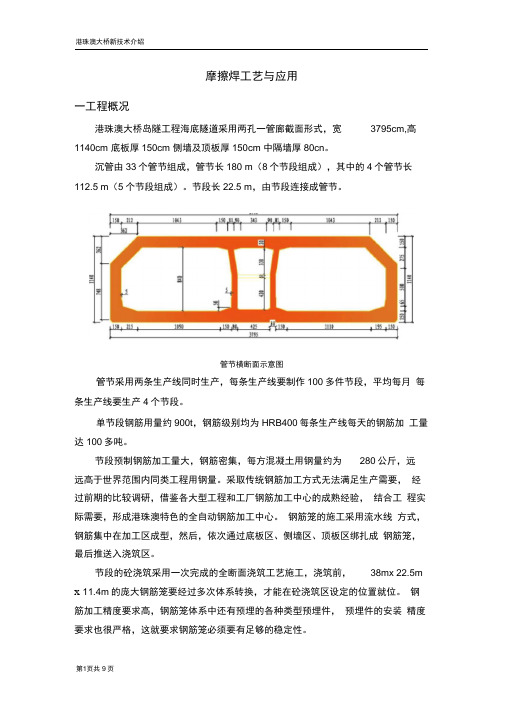
摩擦焊工艺与应用一工程概况港珠澳大桥岛隧工程海底隧道采用两孔一管廊截面形式,宽3795cm,高1140cm 底板厚150cm 侧墙及顶板厚150cm 中隔墙厚80cn。
沉管由33个管节组成,管节长180 m(8个节段组成),其中的4个管节长112.5 m(5个节段组成)。
节段长22.5 m,由节段连接成管节。
管节横断面示意图管节采用两条生产线同时生产,每条生产线要制作100多件节段,平均每月每条生产线要生产4个节段。
单节段钢筋用量约900t,钢筋级别均为HRB400每条生产线每天的钢筋加工量达100多吨。
节段预制钢筋加工量大,钢筋密集,每方混凝土用钢量约为280公斤,远远高于世界范围内同类工程用钢量。
采取传统钢筋加工方式无法满足生产需要,经过前期的比较调研,借鉴各大型工程和工厂钢筋加工中心的成熟经验,结合工程实际需要,形成港珠澳特色的全自动钢筋加工中心。
钢筋笼的施工采用流水线方式,钢筋集中在加工区成型,然后,依次通过底板区、侧墙区、顶板区绑扎成钢筋笼,最后推送入浇筑区。
节段的砼浇筑采用一次完成的全断面浇筑工艺施工,浇筑前,38mx 22.5m x 11.4m的庞大钢筋笼要经过多次体系转换,才能在砼浇筑区设定的位置就位。
钢筋加工精度要求高,钢筋笼体系中还有预埋的各种类型预埋件,预埋件的安装精度要求也很严格,这就要求钢筋笼必须要有足够的稳定性。
钢筋构造图如下:二J 型拉钩筋的设置与摩擦焊1、‘ J 型拉钩筋’的应用为满足管节受力设计的需要,在庞大的钢筋笼中,侧墙、中墙以及底板、顶 板I Cri cl <I」©4p®pL丄◎ItI B£i⑪■"丿IW!1 w^a^RittiMu *标准管节钢筋构造断面图中,剪力键等部位,都需布设大量的箍筋,或是拉筋。
由于钢筋笼的钢筋太密集,且又要兼顾预埋件及预埋件的锚固筋等因素的影响,哪怕是开口的双肢箍也难以有足够的空间位置进行操作。
港珠澳大桥的施工方法

港珠澳大桥的施工方法
港珠澳大桥采用了先进的施工方法,主要包括以下几个方面:
1. 悬索桥主塔施工:该桥采用了全球最大规模的人工岛工程,先将桥墩预制于人工岛上,然后将预制好的桥墩拖运至指定位置进行沉底。
接着,在沉底的桩身上进行桩基施工,最后浇筑钢筋混凝土形成桥墩主塔。
2. 斜拉桥主塔施工:该桥的斜拉桥主塔是采用了侧单斜塔和横向拉索的结构,通过先建造重力式振捣桩形成桩基,再进行主塔的浇筑和建造。
3. 钢梁制作和安装:港珠澳大桥采用了桥梁预制施工的方式,通过在地面上制作钢梁,然后使用海上安装船将钢梁吊装至桥墩之间,最后将其固定在桥墩上。
4. 桥梁连接和封端:在钢梁安装完毕后,需要进行桥梁的连接和封端工作。
连接主要采用焊接和螺栓连接的方法,封端则通过浇筑钢筋混凝土来保护连接处免受侵蚀和损坏。
5. 防护和维修:为了保护桥梁免受海水侵蚀和气候影响,港珠澳大桥还进行了防护涂料的喷涂工作。
此外,为了确保桥梁的长期使用,还需要进行定期的维修和检查工作。
珠澳莲花大桥上部结构施工工艺

珠澳莲花大桥中上部结构箱梁悬拼、直线段、合拢段施工工艺编写:复核:审核:一、概述(-)、编制依据1.依据:珠海横琴岛至澳门路凼大桥两阶段施工图设计第二册(主桥及梁部)“公路桥涵施工技术规范”(以下简称“公桥施规”)2.参考资料:“铁路桥涵技术规范”(以下简称“铁桥施规”)扬州廖家沟大桥技术总结。
(二)、结构简介主桥(17#~20#墩)上部结构为两幅单箱单室斜腹板箱梁。
每幅梁顶面宽14.45m,设2%横坡,纵向在竖曲线上(R=5000m)18#、19#为主墩,分成4个“T”构(南北两幅),除0#块和两边跨直线段及中跨合拢拢段外均为预制后悬拼,全桥预制悬拼块152块。
每块重量及长度如下表:(三)施工方法⒈箱梁悬拼施工利用悬拼吊架进行,0#块为现浇砼施工,待砼达到80%设计强度后,在其上拼装吊架,使用吊装拼装中跨1#块。
待1#块与0#块间湿接缝砼强度达90%后,张拉T C2,再用吊架同时拼装中跨2#块与边跨1#块;中跨3#块与边跨2#块。
然后将吊架从中分解为二,接长后,各移至悬拼设计位置就位、锚固,直至将中跨19#块与边跨18#块同时拼完。
中跨吊架不动,前移边跨吊架拼装边跨19#块。
2.由于整个拼装过程为不对称拼装,因此在中跨N+1块与边跨N块同志拼装时,不允许中跨N+1块超前起吊,以确保不超过一块的不平衡弯矩。
3.四个“T”构的拼装顺序为:18S,19S,18N,19N。
4.个“T”构形成后,尽快进行边跨合拢,以形成稳定结构。
17#、20#墩处的直线段应提前进行施工。
先两边跨合拢后合拢中跨。
5.箱梁块悬拼除1#块与0#块间是湿接头外,其余均为胶接头,1#块与0#块的定位关系到全桥的线型,应严格按照设计院提供的拼装线型进行控制。
由于箱梁预制是根据设计院提供的预制线型匹配生产的,因此要箱梁在台座上精确竣工,布测量控制点,使胶拼线型和预制线型一致。
6.块在存梁场,事先编号,尺寸打丈量做出记录,核定匹配预制时的误差。
港珠澳大桥主体工程桥梁主桥施工方案.
港珠澳大桥主体工程桥梁主桥施工方案.港珠澳大桥主体工程桥梁主桥施工方案一、工程结构概况1、青州航道桥:采用半漂浮体系双塔整幅钢箱梁斜拉桥,桥跨布置为110+236+458+236+110=1150m. 青州航道桥主要结构及数量编号1 2 部位名称桩基现浇承台结构形式钢管复合桩+钻孔桩主墩:哑铃形承台,外轮廓尺寸**6m 辅助墩、过渡墩:承台外轮廓尺寸24**3m 采用H桥塔,上横梁采用钢结构“中国结”造型,塔身163m,塔柱采用渐变倒圆角矩形断面墩宽12m,厚,单节最大吊重约2100t 工程数量156根2个4个2个4个备注6个3 索塔预制墩身斜拉索加劲梁4 5 6采用1940Mpa,平行钢丝索,最长14+14 索长约250m,最大索重约29t 主梁采用“整幅式钢箱梁”方案,约65块** 2、江海直达船航道桥:采用独柱型三塔整幅钢箱梁斜拉桥,桥跨布置为129+258+258+129=994m。
江海直达船航道桥主要结构及数量编号1 2 部位名称桩基现浇承台结构形式工程数量60+26=86根备注6个 3 索塔 4 预制墩身钢管复合桩+钻孔桩主墩承台厚9m,平面尺寸横桥向2个35m,顺桥向26m 辅助墩、过渡墩:承台厚6m,平4个面尺寸横桥向33m,顺桥向19m 采用钢-混组合结构塔身,塔身高3个量)过渡墩墩高,墩底厚,宽12m,采用预制空心墩身,分两4个节吊装,吊重分别为500t和2300t 1 5 斜拉索 6 加劲梁中央单索面,平行钢丝斜拉索,钢丝抗拉强度1940Mpa,最长索长10+10+10 约135m,最大索重约20t 主跨和次边跨有索区段采用整箱形式,边跨无索区段采用分体箱形式,有索区段采用浮吊和桥面吊机架设,最大吊重24000吨)约350t,边跨区段则利用大型浮吊,采用大节段整体吊装,吊重约3400t3、九洲航道桥:采用双塔整幅正交异性桥面板钢箱梁斜拉桥,桥跨布置为85++268++85=693m。
港珠澳大桥主体工程桥梁工程钢箱梁制造新工艺及关键技术详解

钢箱梁制造新工艺
焊接机器人焊接横隔板
✓ 自动化焊接-横隔板板单元
钢箱梁制造新工艺
δ20+20mm,平位焊
δ12+20mm,平位焊
横隔板机器人焊接的角焊缝接头断面照片
✓ 自动化焊接-迷你焊接机器人
钢箱梁制造新工艺
✓ 自动化焊接-迷你焊接机器人
钢箱梁制造新工艺
焊接机器人立位焊接
自动检测坡口后生成的规范参数
✓ 焊接数据信息化管理
参数设置 在联网焊机与服务器联网后应进行系统设置,以设定焊机的工作 位置,班组的交接时间、焊接电流统计的标准依据,焊接电能采集的 方式、焊接信息采集的方式等;显示设置则对绘图参数、列表显示、 参数显示等显示的方式和内容进行设定。
机器人进行定位焊接
✓ 板单元组装-板肋板单元
钢箱梁制造新工艺
✓ 板单元组装-板肋板单元
钢箱梁制造新工艺
自动加紧、定位、点焊
钢箱梁制造新工艺
➢ 自动化焊接
✓ 自动化焊接-U形肋板单元
钢箱梁制造新工艺
U形肋反变形多头机器人焊接系统
✓ 自动化焊接-板肋板单元
钢箱梁制造新工艺
板肋反变形多头机器人焊接系统
港珠澳大桥主体工程桥梁工程
钢箱梁制造新工艺及关键技术
中铁山桥集团有限公司港珠澳大桥项目经理部
目录
钢箱梁简介 钢箱梁制造新工艺 钢箱梁制造关键技术
钢箱梁简介
钢箱梁结构简介
港珠澳工程总体布置图
钢箱梁结构简介
边腹板 悬臂隔板
钢箱梁结构简介
横隔板
顶板
斜底板
底板
中腹板
横肋板
钢箱梁结构简介
边腹板 斜底板
址
运输船到达指定位置后,采用四锚定位,
港珠澳大桥外海三塔斜拉桥施工创新工艺及关键技术通用课件

采用智能张拉设备,实现了张拉的自动化和智能化。
智能张拉设备
在部分施工阶段采用了3D打印设备,实现了复杂结构的快速成型和制造。
3D打印设备
03
关键技术解析
总结词
深海基础结构设计是港珠澳大桥外海源自塔斜拉桥施工的关键技术之一,主要涉及海底地质勘察、基础结构选型和设计等方面。
详细描述
在深海环境中,基础结构设计需要考虑波浪、水流、风力等多种因素的影响,同时还要应对海底地质的不确定性。为了确保桥梁的稳定性和安全性,需要进行充分的地质勘察和模型试验,以优化基础结构的设计。基础结构的设计需要具备足够的承载能力和耐久性,能够抵御复杂环境的侵蚀和破坏。此外,基础结构的施工方法也需要进行创新和优化,以确保施工的顺利进行和工程质量的保证。
加强水土保持工作
03
在施工过程中,加强水土保持工作,采取防护措施,防止水土流失。
05
案例分享与经验总结
请输入您的内容
06
未来展望与研究方向
研究大跨度桥梁的稳定性、抗震性能和疲劳寿命等问题,提高桥梁的安全性和耐久性。
大跨度桥梁设计
探索新型高强度、轻质材料在桥梁结构中的应用,提高桥梁的承载能力和稳定性。
简要介绍港珠澳大桥外海三塔斜拉桥施工项目的规模、地理位置、主要结构等基本信息。
概述施工过程中的主要技术难题和挑战,以及解决这些问题的关键技术和创新工艺。
强调本课件将重点介绍这些创新工艺和关键技术的实施过程和应用效果。
02
施工工艺创新
高强度钢材
采用高强度钢材,如Q345qD和Q390qD,提高了桥梁结构的承载能力和稳定性。
03
02
01
THANKS
感谢观看
总结词:高强度钢材的焊接技术是实现桥梁主体结构高效连接的关键技术之一,涉及到焊接工艺、材料选择和质量控制等多个方面。详细描述:高强度钢材的焊接技术要求高,难度大,需要采用先进的焊接设备和工艺。在焊接过程中,需要选择合适的焊接材料和工艺参数,以保证焊接质量和效率。同时,焊接过程中的温度、湿度和风速等环境因素也需要进行控制,以降低焊接缺陷和变形的风险。为了确保焊接质量,需要进行严格的质量控制和质量检测。通过建立完善的焊接质量管理体系,加强焊接过程中的质量监控和技术指导,以及进行焊缝的无损检测和强度试验等措施,可以保证高强度钢材的焊接质量和安全性能。
港珠澳大桥波形钢腹板焊接工艺
港珠澳大桥波形钢腹板焊接工艺内容提要:波形钢腹板预应力混凝土箱型桥梁就是波形钢腹板取代预应力混凝土箱梁的混凝土板作腹板的箱型桥梁,这种新型的组合结构桥梁具有抗震性能好、结构受力合理、经济效益好、提高材料利用率、施工方案快捷、节能环保造型美观等特点。
港珠澳大桥珠海连接线前山河特大桥波形钢腹板的施工工艺流程为:清洗---定位---组装---焊接---检验---矫正---防腐涂装。
为了提高钢腹板的力学性能,满足前山河特大桥的工程要求,钢腹板焊缝的焊接及检验起到至关重要的作用。
对于以后此新型桥梁也可以起到一定的参考作用。
本文通过对焊接过程的监控,深入分析焊缝现状以及处理方法。
关键词:波形钢腹板焊缝质量控制1 工程概况1.1 主梁主梁采用单箱室截面,中墩支点梁高9.5m,高跨比1/16.84,边墩支点及跨中梁高4m,高跨比1/40。
梁高按1.8次抛物线变化。
主梁对称悬臂施工,主梁为单箱单室,顶板宽15.75m,翼缘3.375m,箱室宽9m,设2%横坡。
1.2波形钢腹板1.2.1 波形钢腹板构造波形钢腹板采用I600型波形钢板,材料为Q345C钢,采用模压法成形。
钢腹板波形水平段长430mm,斜段长430mm,斜段水平方向长370mm,波高220mm,弯折半径不小于15倍板厚。
1.2.2波形钢腹板安装随着施工的进展以及难度的改变,波形钢腹板的安装共采用了三种工艺:(1)在0#块施工的过程中,通过借助塔吊对波形钢腹板进行吊装;(2)随着跨度越来越大,塔吊能够承重的最大限度满足不了钢腹板的自身重量,通过加工走道梁,在0#块位置把钢腹板装在工字钢焊接的车上,沿着轨道前行,最后借助挂篮上的电动葫芦进行吊装;(3)在后来的施工中,为了提高钢腹板的安装效率,再加上施工情况,配备了船吊,通过船吊进行钢腹板的安装。
1.2.2波形钢腹板连接(1)波形钢腹板间的连接采用双面搭接贴脚焊接,施工时先采用螺栓临时固定。
(2)波形钢腹板与顶板间采用双PBL键连接,与底板间采用角钢剪力键连接。
【预制安装技术】港珠澳大桥主体工程桥梁工程施工新工艺及关键技术(全面)

➢ 九洲航道桥施工
—九洲航道桥施工方案-基础施工
钢管桩插打 九洲桥
基础施工
钻孔桩施工
钢管桩插打
围堰下放
—九洲航道桥施工方案-墩台及塔柱施工
上塔柱整体吊装
钢混结合段节段吊装
上塔柱及 主梁施工
大节段架设
大节段运输
—九洲航道桥施工方案-主梁施工
九洲航道桥主梁大节段安装架设总体方案
通航区
通航区
➢ 非通航孔桥及九洲航道桥施工场景
中山基地效果图
—中山基地介绍
中山基地位于中山市南朗镇翠亨新区,总占地约556亩,距桥址 约45km. 具有墩台、组合梁预制、存放、场内运输及出海四大 功能.
墩台预制全景图
—中山基地介绍
—施工营地及堆场介绍
唐家营地及堆场布置图
Ⅰ号码头
唐家营地及 堆场占地约63 万m2.其中CB05 标总占地约 7.5万m2,营地 占地约3万m2, 堆场占地约 4.51万m2.
设备名称:“纵移移台车”; 主要作业:承台、墩身、墩帽 及组合梁的纵向移运. 载 荷:2800t.
设备名称:“横移台车”; 主要作业:承台、墩身、墩帽 的横向移运. 载 荷:2700t.
➢ 大型设备配置情况
中山基地混凝土搅拌站 ( 2HZS120+2HZS180)
—大型设备配置情况
人工岛混凝土搅拌站 ( 2HZS180)
㈡ 承台+底节墩身
整体快速施工工艺
—承台+底节墩身整体快速预制施工工艺
承台+底节墩身整体快速预制工艺流程
承台 钢筋 绑扎 台座
墩身钢 筋绑扎 台座
绑扎承台其余钢筋
承台钢筋整体移运 至预制台座
绑扎底四层钢筋
港珠澳大桥板单元无码焊接施工技术研究
通 过 对 焊接 收 缩 量 的统 计 分析 . 总 结 出 了焊 缝 收 缩规 律 , 为今 后 类 似 结 构 的焊 接 施 工 提 供 参 考 价 值 。
无 法 翻身 .只 能 仰 焊 的 问 题 .焊 缝 质 量 较 难 保 证 。
收 稿 日期 :2 01 4 — 0 7 — 1 8
・
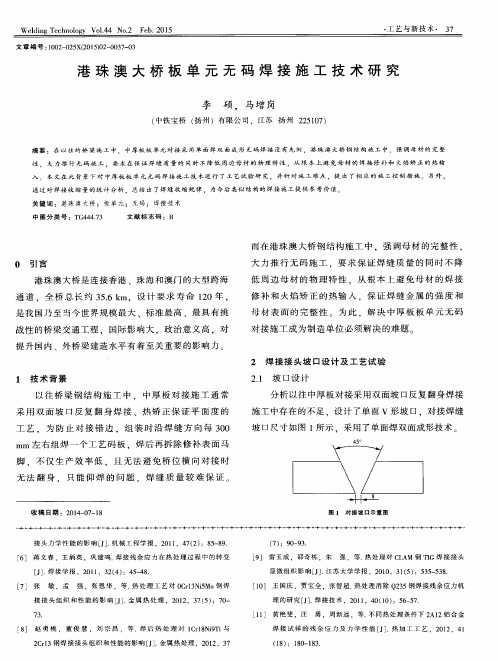
图 1 对 接 坡 口示 意 图
* — - 卜” — 卜. - 4 - -
+
w +
- - + - n - +- “ +
” — — 卜” +
* — — 卜” - + - - “ — 一* +
是我 国乃 至 当今世 界规模 最 大 、标 准最高 、最 具有 挑
战性 的桥 梁交通 工程 ,国际影 响大 ,政治 意义 高 ,对
提升 国内 、外 桥梁 建造水 平有 着至关 重要 的影 响力 。
对接 施工 成 为制造 单位 必须 解决 的难 题
2 焊 接 接 头 坡 口设 计 及 工 艺 试 验
[ 1 0 ] 王国庆 ,贾 宝全 ,张智超. 热处理消除 Q 2 3 5钢焊接残余应 力机
理的研究[ J ] . 焊 接 技 术 ,2 0 1 1 ,4 0 ( 1 O) :5 6 — 5 7 . [ 1 1 ] 黄 艳 斐 ,汪 勇 ,周新 远 ,等 . 不 同 热 处 理 条件 下 2 A1 2铝 合 金
分 析 以往 中厚 板对 接采用 双面坡 口反 复翻 身焊接 施 工 中存 在 的不 足 .设计 了单 面 V形坡 1 : 3.对 接焊缝
港珠澳大桥钢筋的制作工艺
港珠澳大桥钢筋的制作工艺
港珠澳大桥钢筋的制作工艺主要分为以下几个步骤:
1. 原材料准备:选择优质的钢材作为原材料,通常使用的是含碳量较高的低合金钢。
2. 钢材加工:将原材料进行切割、锻造、拉拔等加工工艺,使其达到所需的尺寸和形状。
3. 预处理:通过对钢材进行除锈处理,确保钢筋表面的干净和光滑,以提高粘结力。
4. 弯曲成型:根据设计要求,将钢筋进行弯曲成型,以适应桥梁结构的需求。
5. 焊接处理:在需要连接的部位,采用焊接工艺将钢筋连接在一起,确保整个桥梁具有足够的强度和稳定性。
6. 表面处理:对焊接部位进行打磨、喷涂等处理,以防止钢筋腐蚀和延长使用寿命。
7. 检测和质量控制:对制作好的钢筋进行严格的质量检测,确保其符合设计和标准要求,包括抗拉强度、弯曲性能等。
以上是港珠澳大桥钢筋的制作工艺的一般步骤,具体工艺可能还会根据项目需要进行调整。
此外,钢筋的制作过程中还需要遵循相关的安全规范和环保要求。
港珠澳大桥索塔钢锚箱耐候钢厚板焊接技术研究
港珠澳大桥索塔钢锚箱耐候钢厚板焊接技术研究发布时间:2021-06-28T16:37:15.577Z 来源:《基层建设》2021年第6期作者:华兴[导读] 摘要:本文详细介绍了采用厚尺寸耐候钢板作为母材的索塔钢锚箱的焊接特点,在港珠澳大桥青州航道桥索塔钢锚箱制造中进行了焊接工艺评定试验,根据试验结果确定了焊接材料、焊接工艺,并成功运用。
中铁山桥集团有限公司河北秦皇岛 066205摘要:本文详细介绍了采用厚尺寸耐候钢板作为母材的索塔钢锚箱的焊接特点,在港珠澳大桥青州航道桥索塔钢锚箱制造中进行了焊接工艺评定试验,根据试验结果确定了焊接材料、焊接工艺,并成功运用。
由于厚板焊接变形较大,本文对防止焊接变形的措施进行了探讨,为今后类似桥梁工程提供参考。
关键词:耐候钢;索塔钢锚箱;焊接工艺评定试验;厚板;焊接材料;焊接变形引言港珠澳大桥是由广东省牵头,粤港澳三地共同建设的特大型交通基础设施,连接香港、澳门、珠海三地,有着规模大、节段大、标准高、健康、安全、环保要求高的特点,受到三地民众、媒体和社会高度关注。
港珠澳大桥全长35.6公里,其中主体桥梁工程长22.9km,总用钢量约40万吨,主要包括三座通航孔桥(九州航道桥、江海直达航道桥和青州航道桥)、浅水区非通航孔桥及深水区非通航孔桥三大部。
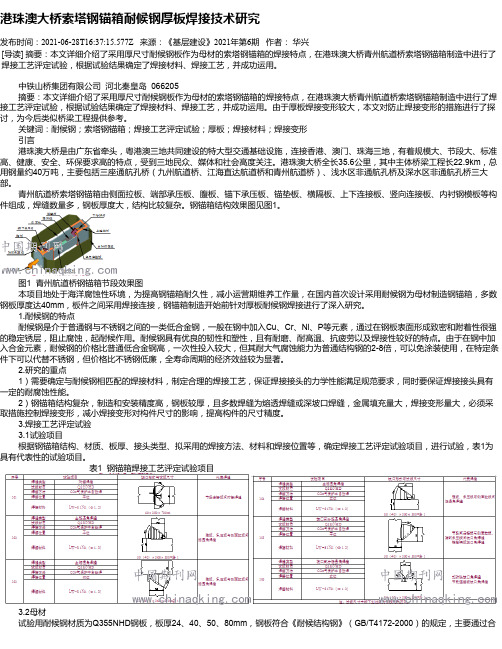
青州航道桥索塔钢锚箱由侧面拉板、端部承压板、腹板、锚下承压板、锚垫板、横隔板、上下连接板、竖向连接板、内衬钢模板等构件组成,焊缝数量多,钢板厚度大,结构比较复杂。
钢锚箱结构效果图见图1。
图1 青州航道桥钢锚箱节段效果图本项目地处于海洋腐蚀性环境,为提高钢锚箱耐久性,减小运营期维养工作量,在国内首次设计采用耐候钢为母材制造钢锚箱,多数钢板厚度达40mm,板件之间采用焊接连接,钢锚箱制造开始前针对厚板耐候钢焊接进行了深入研究。
1.耐候钢的特点耐候钢是介于普通钢与不锈钢之间的一类低合金钢,一般在钢中加入Cu、Cr、Ni、P等元素,通过在钢板表面形成致密和附着性很强的稳定锈层,阻止腐蚀,起耐候作用。
港珠澳大桥组合梁之钢主梁焊接变形及几何精度控制技术
港珠澳大桥组合梁之钢主梁焊接变形及几何精度控制技术摘要:港珠澳大桥浅水区非通航孔桥组合梁采用大节段吊装,钢主梁大节段在国内首次制作。
针对组合梁钢主梁的结构特点、制作难点,介绍钢主梁节段制作过程中焊接变形、几何精度的控制措施等,并对取得效果进行简述,较好地解决了组合梁钢主梁制作过程中焊接变形及几何精度的控制难题,可供类似工程借鉴。
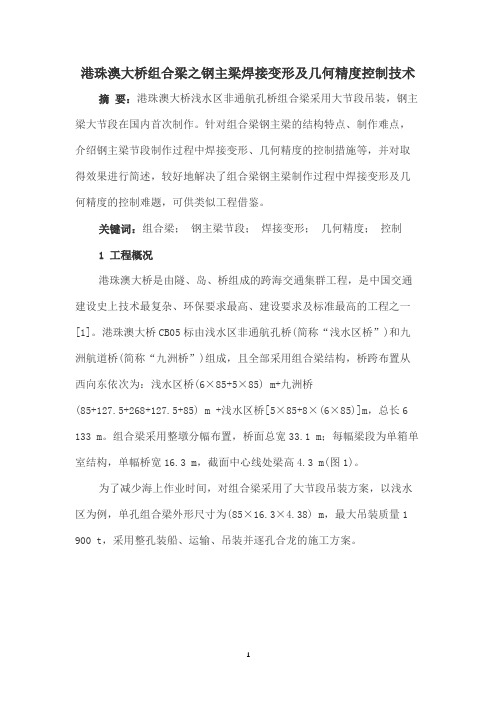
关键词:组合梁;钢主梁节段;焊接变形;几何精度;控制1 工程概况港珠澳大桥是由隧、岛、桥组成的跨海交通集群工程,是中国交通建设史上技术最复杂、环保要求最高、建设要求及标准最高的工程之一[1]。
港珠澳大桥CB05标由浅水区非通航孔桥(简称“浅水区桥”)和九洲航道桥(简称“九洲桥”)组成,且全部采用组合梁结构,桥跨布置从西向东依次为:浅水区桥(6×85+5×85) m+九洲桥(85+127.5+268+127.5+85) m +浅水区桥[5×85+8×(6×85)]m,总长6 133 m。
组合梁采用整墩分幅布置,桥面总宽33.1 m;每幅梁段为单箱单室结构,单幅桥宽16.3 m,截面中心线处梁高4.3 m(图1)。
为了减少海上作业时间,对组合梁采用了大节段吊装方案,以浅水区为例,单孔组合梁外形尺寸为(85×16.3×4.38) m,最大吊装质量1 900 t,采用整孔装船、运输、吊装并逐孔合龙的施工方案。
图1 浅水区非通航孔桥断面组合梁之钢主梁(混凝土板以下)为开口槽型结构,由上翼缘板、腹板、底板、横隔板等组成。
钢主梁中心线处高3.78 m、顶宽9.3 m、底宽6.7 m,腹板倾斜设置,一般横隔板采用桁架式空腹横隔板,永久支座和临时支座位置采用实腹式横隔板,任意两道横隔板之间设置一道横肋。
主体结构钢材采用Q345qD,顶板厚24,48 mm,腹板厚18~28 mm,底板厚20~44 mm,支座处横隔板厚24 mm,中支点处横隔板厚48 mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
港珠澳大桥厚板焊接工艺易文林,张虎,向晋华,胡海清,余志强渊武船重型工程股份有限公司,湖北武汉430415)摘要:从坡口设计、焊材选用、焊接工艺评定、焊接过程控制等方面阐述港珠澳大桥江海直达船航道桥钢索塔150mm 承压板无“马”装焊工艺。
通过焊接工艺评定试验验证焊接工艺的可行性和合理性,通过焊接变形监测、翻面焊接、无损检测等措施有效地控制超厚板焊接变形,保证焊缝质量。
关键词:超厚板;港珠澳大桥;钢索塔;焊接过程控制;无“马”装焊中图分类号:TG457文献标志码:B 文章编号:1001-2303(2018)04-0014-04DOI :10.7512/j.issn.1001-2303.2018.04.03150mm thick plate welding technology for the Hongkong-Zhuhai-Macao bridgeYI Wenlin ,ZHANG Hu ,XIANG Jinhua ,HU Haiqing ,YU Zhiqiang(WuChuan Heavy Engineering Co.,Ltd.,Wuhan 430415,China )Abstract :This article expound 150mm bearing plate welding process of the sea-river-through direct ship channel cable steel tower of Hong Kong-Zhuhai-Macao bridge assembly and welding technology without temporary piece clamp plate from design of beveled edges ,selection of welding material ,welding procedure qualification and welding process control.The feasibility and rationality of welding technology are verified by welding process evaluation test.Through welding deformation monitoring ,overturning welding and nonde-structive testing ,the welding deformation of super thick plate is effectively controlled and the quality of welding seam is guaranteed.Key words :ultra-thickness plate ;Hongkong-Zhuhai-Macao bridge ;steel tower ;welding process control ;assembly and welding techn-without temporary piece clamp plate收稿日期:2017-12-21作者简介:易文林(1986—),男,硕士,工程师,主要从事钢结构焊接工艺制定及管理工作。
E-mail :yiwenlin1985@ 。
本文参考文献引用格式:易文林,张虎,向晋华,等.港珠澳大桥150mm 厚板焊接工艺[J].电焊机,2018,48(04):14-17.0前言港珠澳大桥江海直达船航道桥为三塔单面斜拉索桥,钢索塔呈“海豚”形,如图1所示,其中中塔高达109.756m 、重达近3000t ,且外形结构复杂,熔透焊缝比例高,主塔结构钢材为Q345qD ,最大板厚150mm 。
钢索塔的制造是港珠澳大桥钢结构制造工程的重点和难点,而港珠澳大桥业主对其制造提出了无损制造理念和要求,因此,拼板对接焊缝的无“马”装焊成为无损制造中的首要环节。
150mm 超厚板无“马”装焊在国内期刊鲜见报道,控制超厚板焊接变形和保障焊接质量成为一项极具挑战性的尝试。
1厚板焊接难点及控制措施港珠澳大桥钢索塔Z0节段承压板厚达150mm ,由4块长度超过10m 的Q345qD 钢板拼接而成,焊缝为全熔透。
厚板在焊接过程中容易产生很大的焊接内应力和焊接变形,焊后常常出现焊缝结晶组织粗大、韧性下降、焊接残余应力大、焊接裂纹等问题。
厚板焊接过程控制主要从控制焊接热输入量(线能量)、焊缝层(道)间温度、焊缝冷却速度、翻面焊接等方面入手。
然而,在实际生产过程中,厚板无“马”装焊的重点和难点则是监控焊接变形量,把握翻面时机。
2焊接工艺评定试验2.1焊接工艺评定试板焊接工艺评定用母材为Q345qD (板厚100mm ),其供货技术条件符合国家标准GB/T 714-2008《桥表1Q345qD (=100mm )化学成分表圆Q345qD (=100mm )力学性能梁用结构钢》,化学成分和力学性能分别如表1和表2所示。
2.2焊接坡口设计焊缝坡口形式对焊接质量和焊接变形控制影响较大,相同的坡口形式,坡口角度过大或过小均会对焊缝产生不利影响。
坡口角度太小,易形成窄而深的焊缝,焊缝成形系数小[1],焊缝中心易形成粗大的柱状晶,从而产生区域偏析,增大热裂纹出现机率;坡口角度过大,焊缝金属填充量增加,焊后残余应力也相应增加。
a 钢索塔效果b 钢索塔结构示意图1港珠澳大桥江海直达航道桥钢索塔经过多次比选和优化后,采用机械加工法将焊评试板加工成带钝边的双面不对称U 型坡口,有利于减小焊接工作量。
2.3焊材选用及焊评试板焊接根据以往工程实际应用并按等强匹配原则[2],选用直径φ5.0mm 的埋弧焊丝H10Mn2+焊剂SJ101q 。
焊前清磨焊评试板待焊区域,去除底漆、油污、铁锈及其他杂物,并采用陶质电加热片将试板预热至100±20℃。
焊接工艺评定试板焊接过程为:先焊深坡口侧,浅坡口侧清根并打磨后再焊接,深、浅坡口侧交替焊接,焊缝层(道)间温度120~180℃,其他焊接参数如表3所示。
2.4焊接工艺评定试验结果焊后48h 后对焊接工艺评定试板进行焊缝外观检测和超声波B Ⅰ级探伤[3-4]。
检测合格后,按照国标GB 226、GB/T 2649~2654对试板进行焊接接头宏观断面酸蚀(见图2),焊接接头拉伸,焊缝金属拉伸、冲击试验,硬度试验,焊接接头弯曲等试验。
焊接接头力学性能如表4所示。
图2焊接工艺评定试板宏观金相3承压板焊接工艺钢索塔Z0节段承压板由4块规格为150mm ×2657mm ×10628mm 板拼接而成,如图3所示,重约R el/MPa材质Q345qD板厚/mm100≥335410——127t。
承压板拼接焊缝坡口示意如图4所示,深坡口侧深度79mm,浅坡口侧深度65mm,钝边6mm。
图3Z0节段承压板结构3.1焊前准备工作在专用平胎架上进行无“马”装配,通过千斤顶和配重来调整装配精度,错边量小于等于1mm。
焊缝两端安装引、熄弧板,并打磨清理坡口及两侧待焊区域不少于30mm范围,采用陶质电加热片加热至100±20℃。
3.2焊接过程控制①根据焊接工艺评定试验参数进行连续焊接;②采用点温计测量层间温度,避免层(道)间温度过高;③采用石棉布进行保温缓冷;④通过拉线和直尺测量焊接角变形量,确定翻面焊接时机。
S*CY01与S*CY02拼板焊接(简称“双拼”)共进行5次翻面,其焊接过程为:①先焊深坡口侧,焊完第7道后(焊后深度h=59mm,S*CY01下表面板边距胎架96mm)进行第1次翻面;②对浅坡口侧进行清根、打磨和预热;③浅坡口侧焊完第7道后(焊后深度h=59mm,S*CY01下表面板边距胎架78mm),进行第2次翻面;④待深坡口侧再焊接完17道后(焊后深度h=28mm,S*CY01下表面板边距胎架11~13mm),进行第3次翻面;⑤浅坡口侧再焊接28道后(焊后深度h=10mm,S*CY01下表面板边距胎架3~5mm),进行第4次翻面;⑥再焊接深坡口侧,完成25道焊道后(深坡口侧坡口填充完毕)进行第5次翻面;⑦将浅坡口侧焊缝焊至与母材平齐。
S*CY01/02与S*CY03/04拼板焊接(简称“大拼”)共进行3次翻面,其焊接过程如下:①先焊深坡口侧,焊完第13道后(焊后坡口深度h=45~46mm),进行图4承压板坡口形式翻面;②对浅坡口侧进行清根、打磨和预热,焊完第14道后(坡口深度h =41~44mm )再次进行翻面,将深坡口侧焊接至于母材平齐;③进行第3次翻面,完成浅坡口侧的焊缝。
由双拼和大拼焊接过程可知,钢板自重不同,翻面时机也不同。
双拼时,深坡口侧焊完7道后便出现较大的焊接角变形;大拼时,深坡口侧在焊完10道后,焊接角变形依然不明显,但是11道完成后焊接内应力大于钢板自重,出现了明显焊接角变形,而焊完第13道后,焊接角变形较大,不宜继续施焊,需翻面焊接。
3.3焊后保温及平面度测量焊后采用石棉布进行保温缓冷,防止焊缝冷却过快产生脆硬组织。
采用水准仪检测平面度,承压板焊后整体平面度控制较理想,测量监控点标高差小于10mm ,满足港珠澳大桥精度要求。
3.4超声波探伤按照《铁路钢桥制造规范》TB10212-2009对接焊缝无损检验要求对焊缝全长进行超声波B Ⅰ级检测,并对焊缝两端及中间250mm 区域进行超声波C Ⅰ级检测(代替X 射线检测)。
经上述两类超声波无损检测,承压板对接焊缝无损检测一次合格率为100%。
4结论(1)焊接工艺评定焊接接头力学性能满足相关国家标准及技术规范要求,焊接工艺评定中的焊接试验参数可用于指导实际焊接操作。
(2)受钢板本身自重影响,厚板焊接时产生焊接角变形的快慢也不同,翻面时机和次数应考虑钢板自重的影响,一旦错过最佳翻面时机,会出现焊接变形过大导致焊缝背侧开裂,或出现不可抵消的角变形;而过早翻面,则会增加翻面次数,增加制作风险和成本。
(3)厚板无“马”装焊应加强焊接过程控制,通过焊前预热、控制焊接线能量、监测层间温度和焊接角变形、及时翻面焊接、焊后保温缓冷等措施可有效控制焊接变形。
参考文献院[1]裴雪峰,张剑锋,车平.泰州桥钢塔厚板焊接技术[J].电焊机,2011,41(8):56-61.[2]张子荣,时炜.简明焊接材料选用手册[M].北京:机械工业出版社,2004.[3]中华人民共和国行业标准.铁路钢桥制造规范[S].TB 10212-2009.[4]中华人民共和国国家标准.钢结构焊接规范[S].GB 50661-2011.图5焊前预热图6拼板翻面。