CAVITIES
cavities英语作文
cavities英语作文Cavities: The Silent Threat to Oral HealthOral health is a crucial aspect of our overall well-being, yet it is often overlooked or neglected. One of the most common dental issues that can have far-reaching consequences is the formation of cavities. Cavities, also known as dental caries, are localized areas of permanent damage to the hard surface of a tooth, caused by a combination of factors, including bacteria, frequent snacking, sipping sugary drinks, and not cleaning teeth well.Cavities are a widespread problem, affecting people of all ages, from young children to the elderly. According to the World Health Organization, tooth decay is the most common noncommunicable disease globally, with billions of people affected. The prevalence of cavities is particularly high in many developed countries, where sugary and acidic food and drink consumption is on the rise.The formation of cavities is a complex process that involves the interplay of various factors. Bacteria, particularly Streptococcus mutans, play a crucial role in the development of cavities. These bacteria feed on the sugars and carbohydrates in our diet, producingacids as a byproduct. These acids gradually erode the tooth enamel, the hard, protective outer layer of the tooth, leading to the formation of cavities.The frequency of snacking and sipping sugary drinks also contributes to the development of cavities. Each time we consume sugary or acidic foods and beverages, the pH level in our mouth drops, creating an environment that is favorable for bacteria to thrive. If we don't clean our teeth thoroughly, the bacteria can continue to produce acids, further weakening the tooth enamel.Cavities can have serious consequences if left untreated. They can lead to pain, infection, and even the loss of the affected tooth. In severe cases, the infection can spread to other parts of the body, causing more serious health problems. Untreated cavities can also affect our ability to eat, speak, and maintain a healthy appearance, impacting our quality of life.The good news is that cavities are largely preventable through proper oral hygiene and lifestyle habits. Regular brushing with a fluoride-containing toothpaste, flossing, and using mouthwash can help remove plaque and bacteria, reducing the risk of cavity formation. It is also important to limit the consumption of sugary and acidic foods and drinks, and to visit a dentist regularly for professional cleanings and check-ups.Dentists play a crucial role in the prevention and treatment of cavities. They can identify early signs of tooth decay, provide appropriate treatment, and offer guidance on maintaining good oral hygiene. Regular dental visits are essential for catching and addressing cavities before they become more severe.In addition to individual efforts, public health initiatives and policies can also play a significant role in addressing the problem of cavities. Efforts to improve access to dental care, promote oral health education, and regulate the availability of sugary and acidic products can all contribute to reducing the prevalence of cavities.In conclusion, cavities are a pervasive and persistent threat to our oral health, but they are also largely preventable. By adopting good oral hygiene habits, making healthier dietary choices, and seeking regular dental care, we can take proactive steps to protect our teeth and maintain a healthy, beautiful smile. Addressing the issue of cavities requires a multi-faceted approach, involving individual, professional, and public health efforts. Together, we can work towards a future with fewer cavities and better overall oral health.。
精密模具设计DFM工艺分析模板

Injection Machine 成形机:
Cycle 周期:
产品尺寸:
BS120XXX 细水口
2、模具排位与进胶口
点进胶
3、分模线
红色线为 PL线
Cavity PL
Core
目录
1、模具基本信息 2、模具排位与进胶口 3、分模线 4、拔模斜度分析 5、倒扣脱模方案 6、模具强度分析 7、顶出方式 8、胶厚分析 9、模具风险分析
4、拔模分析
所有热色面为 直身面
5、倒扣脱模方案
红色线为 滑块
6、模具强度分析
此处尖角
7、顶出方式
红色面为 扁顶
8、胶厚分析
此四处胶 位偏厚,
9、模具风险分析
1、模具基本信息
Project Name 项目名称:
Part Name 产品名称:
Part Material 产品材质:
Shrinkage 缩水率:
Cavities 模穴数:
Runner Type 流道类型: Gate Type 浇口类型:
热流道 点进胶
Mold NO. 模具编号: Mold Type 模具形式: Cavity Material 前模材质:
西医牙科术语英文翻译

西医牙科术语英文翻译以下是常见的西医牙科术语英文翻译:1. 龋齿:Cavities2. 牙髓炎:Pulpitis3. 根尖周炎:Periapical Periodontitis4. 牙周炎:Periodontitis5. 牙龈炎:Gingivitis6. 牙结石:Dental Calculus7. 牙齿美白:Teeth Whitening8. 牙齿矫正:Orthodontics9. 牙齿种植:Dental Implantation10. 牙齿拔除:Tooth Extraction11. 牙齿修复:Dental Restoration12. 根管治疗:Root Canal Therapy13. 烤瓷牙:Porcelain Fused to Metal Crown (PFM)14. 全瓷牙:All-ceramic Crown15. 牙髓摘除术:Pulpectomy16. 牙周刮治术:scaling and root planing17. 牙槽骨手术:Alveolar bone surgery18. 正畸治疗:Orthodontic treatment19. 口腔溃疡:Oral Ulcers20. 口腔癌:Oral Cancer21. 颞下颌关节紊乱病:Temporomandibular Joint Disorders (TMD)22. 智齿冠周炎:Pericoronitis of wisdom tooth23. 牙周脓肿:Periodontal Abscess24. 牙齿外伤:Dental Trauma25. 牙髓坏死:Pulp Necrosis26. 根尖囊肿:Periapical Cyst27. 龋齿预防:Cavity Prevention28. 窝沟封闭:Fissure Sealants29. 牙髓活力测试:Pulp Vitality Testing30. 口腔X光检查:Oral Radiography31. 口腔病理学检查:Oral Pathology Examination32. 口腔微生物学检查:Oral Microbiological Examination33. 牙槽突手术:Alveolar process surgery34. 牙龈移植手术:Gingival graft surgery35. 前牙美容修复术:Esthetic restoration of anterior teeth36. 后牙根管治疗术:Posterior root canal therapy37. 前牙外伤处理:Treatment of anterior tooth trauma38. 正畸保持器治疗:Retention and stabilization after orthodontic treatment39. 儿童牙病治疗:Pediatric dental treatment40. 老年人口腔保健:Oral healthcare for the elderly41. 牙齿咬合调整:Occlusal adjustment42. 牙齿脱敏治疗:Desensitization treatment for sensitive teeth43. 牙齿冷光美白治疗:Cold light whitening treatment for teeth44. 口腔癌筛查:Oral cancer screening45. 颞下颌关节紊乱病治疗:Treatment of temporomandibular joint disorders (TMD)46. 正畸治疗后的保持和稳固治疗(保持器治疗):Retention and stabilization treatment after orthodontic treatment (retainer therapy)47. 前牙美容修复术后的保持和稳固治疗(保持器治疗):Retention and stabilization treatment after esthetic restoration of anterior teeth (retainer therapy)48. 儿童牙病预防保健指导:Pediatric dental prevention and health guidance49. 老年人口腔保健指导:Oral healthcare guidance for the elderly50. 前牙美容修复术后定期复查(随访):Regular follow-up examination after esthetic restoration of anterior teeth (follow-up)。
常用铸造词汇的中英文对照和解释

常用铸造词汇的中英文对照和解释1. 铸件后处理(post treatment of casting) [ 铸件] 对清理后的铸件进行热处理﹑整形﹑防锈处理和粗加工的过程。
铸件后处理是铸造生产的最后一道工序。
2. 铸件清理(cleaning of casting) [ 铸件] 将铸件从铸型中取出﹐清除掉本体以外的多余部分﹐并打磨精整铸件内外表面的过程。
主要工作有清除型芯和芯铁。
3. 铸造有色合金(cast non ferrous alloy) [ 铸造合金] 用以浇注铸件的有色合金(见有色金属)﹐是铸造合金中的一类。
主要有铸造铜合金﹑铸造铝合金﹑铸造镁合金等。
4. 浇注系统(gating system) [ 铸型] 为将液态金属引入铸型型腔而在铸型内开设的信道。
包括﹕浇口杯,直浇道,横浇道,内浇道。
5. 模样(pattern) [ 铸型] 仿真铸件形状形成铸型型腔的工艺装备或易耗件。
为保证形成符合要求的型腔﹐模样应具有足够的强度﹑刚度。
6. 冒口(riser) [ 铸型] 为避免铸件出现缺陷而附加在铸件上方或侧面的补充部分。
在铸型中﹐冒口的型腔是存贮液态金属的容器。
7. 芯盒(core box) [ 铸型] 将芯砂制成型芯的工艺装备。
可由木材﹑塑料﹑金属或其它材料制成。
8. 芯砂(core sand) [ 造型材料] 铸造生产中用于制造型芯的材料﹐一般由铸造砂﹑型砂黏结剂和辅加物等造型材料按一定的比例混合而成9. 型砂(molding sand) [ 造型材料] 在砂型铸造中用来造型的材料。
型砂一般由铸造砂﹑型砂黏结剂和辅加物等造型材料按一定的比例混合而成。
10. 型砂粘结剂(molding sand binder) [ 造型材料] 将松散的铸造砂粘结在一起使之成为型砂或芯砂的造型材料。
11. 再生砂(reclaimed sand) [ 造型材料] 铸造生产中经过处理基本上恢复了使用性能可以回用的旧砂。
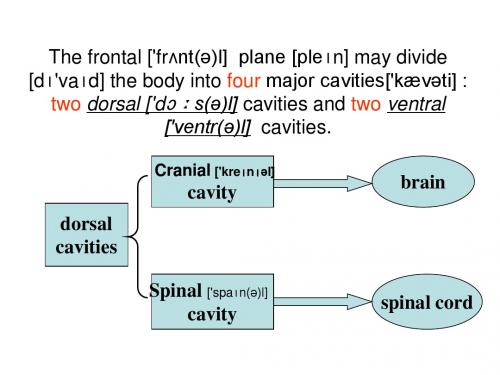
dorsal cavities
middle Connective fiber,
compositi Epithelial cells on feature functions No blood supply [sə'plaɪ] prevent damage from the ultraviolet [ʌltrə'vaɪələt] rays (melanin) and toughen['tʌfn] the skin (keratin) layers
胰腺
Portions of small intestines
colon['kəʊlən]
结肠
urinary bladder膀胱
Ureters
输尿管
male
pelvic cavity
urethra
[jʊ'riːθrə] 尿道
Female
['fiːmeɪl]
portions of small intestines colon
diaphragm Abdominopelvic
[æ b,dɔminə'pelvik]
['daɪəfræm]
abdominal
[æ b'dɒmɪn(ə)l]
cavity pelvic ['pelvɪk] cavity
cavity
heart[hɑːt] aorta[eɪ'ɔːtə] Esophagus [iː'sɒfəɡəs]
Cranial ['kreɪnɪəl]
cavity
dorsal cavities
brain
Spinபைடு நூலகம்l ['spaɪn(ə)l] cavity
塑胶模具DFM翻译参考

1.图示红色面做3゚减胶插穿斜度,改善现有产品易出现披锋的问题。
The red area to be tapered 3through thinning to combatFlash.6.行位镶针距离骨太近,导致后模钢料只有0.6mm,建议红色面减胶1mm,以增强钢料,避免开裂。
For better steel strength ,the red area to be thinned 1mm(the cam steel pin is too close to the boss with the resultThat the core steel in this area leaves only 0.6mm) thickness.6.此后是针阀单点进浇口及2点进浇口的模流分析。
The mold flow analysis with one gate and two gates by using valve gate建议做一个热咀的进胶口,原因如下:propose one gate is based on:1>两个热咀的距离太近,造成两个热流道靠得近,从而造成热流道制作困难。
Geographically,two gates are two close, which entails the two respective manifolds too close. To design the two manifolds is way too difficult.2>做两个热流道后前模芯就会挖空的更多,从而造成前模芯的强度变弱很多With two manifolds, the cavity to be cored out too much, as a result the strength of it weakens.Thin steel risk here-To combat this complication, a removal of R in red should be performed为防止粘前模,建议孔修改如右图示Sticking in the cavity here-To prevent this process issue, please use the feature changes stated in the rightfiguresub gate 潜水banana gate 牛角进胶pin gate 点浇口direct gate 大水口插穿shutoff斜顶lifter行位slider。
铸造缺陷名称分类(中英文对照)
夹杂物缺陷通常表现为不规则形状的硬质点,对铸件的机械性能和表面质量造成 影响。夹杂物缺陷的形成与原材料、熔炼工艺、模具设计等因素有关。
Crack type defects
总结词
裂纹缺陷是由于铸件在冷却过程 中受到应力作用,导致在铸件内 部或表面形成开裂。
详细描述
裂纹缺陷通常表现为细小的线状 开裂,有时呈网状或辐射状。裂 纹缺陷的形成与模具设计、浇注 工艺、合金成分等因素有关。
01
02
03
04
05
气孔和Gas Holes是指 铸件中由于气体未能及 时逸出而形成的孔洞, 是铸造缺陷中常见的一 种类型。了解气孔的形 成原因和预防措施有助 于减少铸件废品率。
缩孔和Shrinkage Cavities是指铸件冷却过 程中由于金属液收缩而 形成的孔洞,通常出现 在铸件厚大部位。了解 缩孔的形成原因和预防 措施有助于优化铸件结 构设计。
加强生产管理
严格的生产管理可以保证铸造 过程的稳定性和可控性,从而
减少铸造缺陷的产生。
THANKS FOR WATCHING
感谢您的观看
• Ultrasound inspection: Employs high-frequency sound waves to detect internal casting defects. It is commonly used to identify voids, cracks, and other internal inconsistencies.
Evaluation Methods for Casting Defects
Size evaluation
Determines the size and extent of the defect, which provides valuable information on its potential impact on the casting's structural integrity and performance.
cavity类型 -回复
cavity类型-回复Cavity Types: Understanding and Preventing Tooth DecayIntroduction:Maintaining good oral health is crucial for overall well-being. One of the primary concerns in oral hygiene is tooth decay, commonly known as cavities. Cavities can cause pain, discomfort, and even tooth loss if left untreated. In this article, we will delve into the various types of cavities, their causes, symptoms, and preventive measures.I. What are cavities?Cavities are permanent damages to the tooth's structure caused by harmful bacteria and their byproducts. When acidic substances produced by bacteria accumulate on the tooth surface, tooth decay occurs. Over time, this decay creates holes in the teeth known as cavities.II. Types of cavities:1. Smooth-Surface Cavities:Smooth-surface cavities occur primarily on the sides of the teeth due to poor oral hygiene. These cavities can be difficult to detect without professional examination.2. Pit and Fissure Cavities:Pits and fissures are natural grooves present on the chewing surfaces of our back teeth. These areas are vulnerable to cavities as food particles and plaque easily become trapped. Over time, these trapped particles create cavities.3. Root Cavities:Root cavities occur when the root of a tooth becomes exposed due to gum recession. The exposed root surface is susceptible to decay.4. Recurrent Decay:Recurrent decay, also known as secondary decay, happens around existing dental fillings or crowns. Bacteria can accumulate at the edges of existing dental restorations and cause cavities to develop.III. Causes and Symptoms:1. Poor Oral Hygiene:Lack of proper oral hygiene, including inadequate brushing and flossing, allows plaque to accumulate on teeth. This plaque buildup eventually leads to cavities.2. Sugary and Acidic Foods:Consuming excessive amounts of sugary and acidic foods and beverages increases the risk of cavities. Bacteria feed on sugars in the mouth, producing acid as a byproduct that erodes tooth enamel.3. Dry Mouth:Dry mouth conditions reduce saliva production, making it difficult to neutralize acids and wash away food particles. This increases the risk of cavities.4. Dental Erosion:Acidic foods and drinks, as well as conditions such as acid reflux, can erode tooth enamel, making it more susceptible to cavities.Common symptoms of cavities include:- Toothache- Sensitivity to hot, cold, or sweet foods and drinks- Visible holes or pits on the teeth- Dark spots or stains on the teeth- Bad breath or a bad taste in the mouthIV. Preventive Measures:1. Maintain Good Oral Hygiene:Brush your teeth at least twice daily with fluoride toothpaste, floss regularly, and visit your dentist for regular cleanings and check-ups.2. Limit Sugary and Acidic Food and Drinks:Reduce your consumption of sugary treats, carbonated beverages, and acidic foods. If consumed, rinse your mouth with water afterward.3. Use Fluoride:Use fluoride toothpaste and mouth rinses containing fluoride.Fluoride strengthens tooth enamel and can help prevent cavities.4. Dental Sealants:Consider getting dental sealants applied to your molars and premolars. Sealants are thin, protective coatings that prevent food and bacteria from entering grooves in the teeth.5. Fluoride Treatments:Ask your dentist about fluoride treatment options, especially if you are at a higher risk of developing cavities.6. Address Dry Mouth:If you suffer from dry mouth, seek professional advice to manage the condition. Stay hydrated and chew sugar-free gum to stimulate saliva production.Conclusion:Understanding the various types of cavities and their causes is crucial in maintaining good oral health. By practicing proper oral hygiene, limiting sugary and acidic foods, and seekingprofessional dental care, we can prevent cavities and ensure a healthy smile for years to come. Remember, prevention is always better than treatment when it comes to dental health. So, prioritize your oral care and smile with confidence!。
模具DFM常用中英文对照 (2)

DFM常用中英文对照15、如果分型面此处,模具上会有尖角和刀口,对模具寿命有影响。
There are sharp edges if we set the parting line here, it will reduce the tool life.16、此处料厚段差很大,成品表面会有应力痕,建议修改如图示。
The thickness is not equal and it will bring the stress lines on the surface, suggest to improve the part as the picture shown.17、此大行位上有小行位,开模时小行位需先退,大行位做延时,合模时则相反。
The small slider is inside the big slider, when the mold open, the smallslider need to recede first and the big slider have to postpone. When the mold close, it is contrary.18、此处需做强顶。
This position need to force ejection.19、由于此处没有足够空间下热咀,所以需做一个柱子进胶。
This position need to make a pole for gating because there have noenough space for hot sprue.20、沾模,Stick1.High shrinkage values could indicate sink marks or voids at gate location 高缩水率的产品容易产生缩印,但在浇口附近可以避免。
2.Welding line on the cosmetic surface 熔接线在外表面3.Two banana gate was to being confluent in the end of melt flow. 两个香蕉浇口在流动未端熔合。
压力铸造专业英语大全

毛坯铸件 rough casting 砂型铸件 sand casting 试制铸件 pilot casting 铸态铸件 as-cast casting 铸型 mold 铸造工艺 casting process 铸造材料 foundry materials 铸造工艺材料 consumable materials 铸造设备 foundry equipment 铸工foundry worker 铸造工作者 foundryman 铸造车间 foundry shop 铸造厂 foundry 铸造分厂 attached foundry 铸造三废 foundry effluent 一批 a batch 一炉 a cast, a heat 铸焊 cast welding 铸锭 ingot
热裂 hot tearing
缩裂(收缩裂纹)shrinkage crack
热处理裂纹 heat treatment crack
网状裂纹(龟裂) check crack, craze crack, crazing, heat checking 冷隔 cold lap, cold shut 重皮 double skin 表面缺陷 表面缺陷 surface defect 表面粗糙 rough surface 粘型 soldering, stick-on 龟纹(网状花纹)network pattern, network vein
漏空 break out , leak out 形状及重量差错类缺陷 铸件变形 casting strains, distortion, warping 形状不合格 incorrect casting form 尺寸不合格 off dimension , off size 拉长 exaggeration of dimension 桡曲 warpage 错型(箱) shift 夹杂类缺陷 夹杂类缺陷 inclusion defects 夹杂物 inclusion 内生夹杂物 endogenous inclusion , indigenous inclusion 外生夹杂物 exogenous inclusion 夹渣 entrapped slag , slag inclusion 硬点 hard spot 渣气孔 slag-blow hole 物理力学性能不合格 physical-mechanical characteristic abnormal 化学成分不合格 chemical consistence abnormal 金相组织不合格 metallograph abnormal 过烧 burning , overfiring 偏析 segregation 喷砂清理 sand blasting cleaning 喷丸清理 shot blasting cleaning 抛丸清理 wheel blasting cleaning 滚筒清理 tumbling 腻子 beaumantage
成型技术专业英语词汇
15章<1.2.3.4.5.10.11>1.Extrusion 挤压2.Billet 毛胚3.Cross-section 等截面4.squeezing 压榨5.toothpaste牙膏6.solid(实心的)7.hollow 空的8.semifinishedparts(半成品)9.ductility 延展性10.elevated temperature 再结晶温度11.chamber 房间12.batch or semicontinuous process (分批或半连续生产)13.structural and architectural shapes(结构或建筑型材)14.forging 锻造15.railing滑轨16.sliding 滑动的17.tubing管件18.plastic 塑料19.rod(杆材)20.wire(线材)21.spindles(芯轴)22.small pistons(活塞)23.various profiles(型材)24.wire(线材)25.spokes(轮辐)26.musical instruments(弦乐器)27.welding electrodes(焊条)28.rivet铆钉29.bolt 螺栓30.screw 螺丝钉31.piston 活塞32.raw material 未加工的材料33.rod 棒材34.wire 线材35.magnet 磁铁36.Direct Extrusion(正挤)37.indirect Extrusion反挤38.Hydrostatic Extrusion(静液挤压)39.hydraulically-driven ram(液压驱动的柱塞)40.diameter 直径41.friction 摩擦teral Extrusion (径向挤压)43.radially)laterally(横向的/侧向的)44.die angle(模口角度), α45.extrusion ratio(挤压比), R=A0/Af46.reduction in cross-sectional47.area(断面缩减率)ψ=(A0-Af/A048.extrusion speed(挤出速度)49.billet temperature(毛坯温度)50.lubrication(润滑)D, Circumscribing-circle diameter(最小外接圆直径)52.parameter(参数)53.Shape Factor(形状因子/形状因数)54.perimeter(周长)55.cross-sectional area(断面积)56.dead zone 死区57.longitudinally 纵向58.elongated59.square(正方形)60.recrystallization temperature再结晶温度61.wear 磨损62.abrasive 摩擦的63.cylindrical 圆柱形64.skull 壳65.diagonal dimension. (对角线尺寸)66.slugs67.bar 棒状68.shear剪69.preferred orientation(择优取向/优先取向)70.nonuniform deformation(不均匀变形)71.oxide film(氧化层)72.inert-atmosphere(惰性气体)73.dummy block (挤压垫)74.toughness(韧性)75.resistance to wear and fatigue(耐磨性与抗疲劳性)76.lubrication 润滑剂77.sticking有粘性的78.phosphate conversion coating(磷酸盐转化膜79.soap(肥皂)80.wax(蜡)81.Horizontal Hydraulic Press(卧式液压机)82.Stroke 一个冲程83.Vertical Hydraulic Press(立式液压机)84.crankjoint and knucklejoint mechanical press(曲柄压力机和肘杆式压力机)85.mass produce(批量生产)86.multistage operations(多工序生产)87.drawing PROCESS 拉拔工艺88.magnitude 重要性89.tensile 张力90.tensile stress(拉应力)91.the yield stress(屈服应力)92.optimum die angle(最优模口角度)93.break(断裂)94.profiles(形状)95.initial(最初的)96.the proper selection of reduction sequence per pass(每步缩减量/每步变形量)97.tube drawing processes(拉管工艺)98.wedge-shaped dies(楔形模)99.ironing(变薄拉深)100.process parameters(工艺参数)101.heavy sections(厚壁型材/大型剖面)102.nealing(中间退火)103.Bundle Drawing(捆扎拉拔)104.productivity(生产率)105.simultaneously(同时地)KEY TERMS106.Bamboo defect 竹节状缺陷107.Bridge die 空心件挤出模, 桥式孔型挤出模108.Bull block 拉丝机109.Bundle drawing 捆扎拉拔110.Canning 外皮包覆,罐装111.Capstan 绞盘,卷筒,主动轮112.Center cracking 中心开裂113.Chevron cracking 人字形裂纹114.Circumscribing-circle diameter 外切圆直径115.Ironing 挤拉法,变薄拉深,压平116.Jacketing 套筒,套式冷却(加温)117.Cold extrusion 冷挤压118.Conversion coating 转化涂层119.Dead-metal zone 金属死区120.Draw bench 拉伸(拉拔)机,拉丝机121.Drawing 拉拔,拉伸122.Extrusion 挤压,挤出123.Extrusion constant 挤出常数124.Extrusion defects 挤出缺陷125.Extrusion ratio 挤出比126.Fir-free cracking 冷杉状裂纹127.Hydrostatic extrusion 液力静挤压128.Patenting钢丝韧化处理, (线材的)拉拔(拉丝)后的退火处理129.Pipe defect 管缺陷130.Porthole die 多孔拉拔(挤压)模131.Rod 杆,棒材132.Seam 接缝133.Sejournet process Sejournet工艺134.Shear die 剪切模135.Sizing pass 定径工艺136.Speed cracking 高速开裂137.Spider die 异形孔挤压模138.Wire 丝,线材14章<1.2.3.7.8>1.Forging 锻造2.anvil(砧/平砧)3.blacksmith铁匠4.plate 平板5.press(压力机)6.forging hammer(锤锻机)7.bolts(螺栓)8.connecting rods(连杆)9.gear 齿轮10.s haft 轴11.b locker 预锻件12.n ear net 近净形(近成品形状)13.n et 净形(最终形状)14.d iscrete parts 小部件15.s trength 强度16.t oughness刚度17.d imensional accuracy (尺寸精度)18.s urface finish (表面光洁度)19.i nternal or external defects(内部或外部缺陷)20.c ritical关键的21.cold forging(冷锻)22.hot forging(热锻)23.warm forging(温锻):between room temperatur andrecrystallization temperature24.Open-Die Forging(自由锻造)25.Impression-Die Forging(模锻)26.Closed-Die Forging(闭式模锻/闭模锻造27.Preicison Forging (精密锻造)28.a net-shape or near-net shape forming processes(净成形或近净成形工艺)29.reliably 可靠地30.Open-Die Forging(开模锻造)31.Depicted 描述32.free forging(自由锻)33.Uppseting(镦粗)34.flat-die forging(平模锻造)35.cavities(型腔)36.Barreling 鼓形37.frictional forces 摩擦力38.lubricant 润滑油39.thermal effects (热效应)40.extend 延长41.Cogging (拔长)42.intervals(间隔/间距)43.successive(连续的)44.stroke(行程/冲程)45.Impression-die Forging (模锻)46.die cavities (impressions)(型腔/模腔)47.Crankshaft(曲轴/机轴)48.Flash(飞边)49.excess(多余的)w of Minimum Resistance(最小阻力定律)51.frictional resistance(摩擦阻力)52.Significance(重要性/意义)53.Preparing Blank(备料/下料)54.c utting(切削)55.cropping(剪切)56.stock(棒料)57.powder metallurgy(粉末冶金)58.prior(先前的)59.Preforming Processes(预成形工艺)60.Distribute(分布/分配)61.fullering(压槽)62.e dging(压边)63.Blocking(预锻/粗锻/初锻/胎膜锻)64.blocker dies(预锻模)65.F inishing Forging(终锻)66.i mpression dies(终锻模)67.t rimming (切边)68.C losed-die Forging and FlashlessForging(闭式模锻和无飞边模锻)69.u ndersize(尺寸不足)70.o versize(尺寸过大)71.p rematurely(过早失效)72.j am(压裂)73.P recision Forging (精密锻造)74.a ccurate positioning(定位)75.p roduction volume (产量/生产批量)76.h ousings(机架)77.C oining (压印)78.s lug(金属块)79.m inting coins(造币)80.m edallions(奖章)81.H eading(顶镦)82.s crews(螺杆)83.o ther fasteners(紧固件)84.h eaders(顶镦机)85.c old-extrusion(冷挤压)86.P iercing(冲孔/冲缺)87.i ndenting (压槽/压痕)88.p unching(冲孔)89.s ide-acting auxiliary equipment(侧向运动的辅助设备)90.m agnitude 重要性91.c ross sectional92.i ndentation凹口,缺口93.d istortion(模具变形)94.a lignment对齐95.c onstrain强使96.l ateral横向97.s ide thrust(侧推力)98.f acilitate(便于)99.s hrinks(收缩)100.radially(径向地)101.longitudinally(纵向地)102.radii 圆度103.fatigue cracking(疲劳裂纹)104.stress concentration(应力集中)105.thermal cycling(热循环)106.Machining Allowances (切削余量/加工余量)107.flanges(法兰/凸缘)108.mating surfaces(配合面)109.toughness (韧性)110.hardenability (淬透性)111.harden uniformly(均匀淬硬)112.shock(热冲击)113.wear resistance(耐磨性)114.abrasive wear(磨粒磨损/磨耗)115.heat transfer(热传递)116.cemented carbide(硬质合金)117.tool and die steels (工具钢/模具钢)118.a rmal barrier(隔热体)119.a parting agent(脱模剂)120.graphite(石墨)121.molybdenum disulfide (二硫化钼)122.mineral oils (矿物油)123.soaps (脂肪酸盐)124.Forgeability (可锻性)125.solid specimen (样件)126.presses(压力机)127.seam 裂缝128.inclusions 夹杂物129.potential energy(势能)130.kinetic energy(动能)131.deep recesses(凹槽)13章<1.2.3.5>1.Rolling(轧制)2.rolls(轧辊)3.dough(面团)4. a rolling pin(擀面杖/擀面棍)5.flat rolling(平板轧制)6.shape rolling(型材轧制)7.tube rolling(轧管)8.hot rolling (热轧)9.cold rolling(冷轧)10.plates 厚板(大于6mm的平板)11.sheet 薄板(小于6mm的平板)12.strip(条料/带料)13.strip in coil(卷料/卷材)14.beverage 饮料15.fuselage〈空〉(飞机的)机身16.foil箔, 金属薄片17.wrap包, 裹; 卷18.t ubing and pipe 管材19.i ngot铸块20.c oarse grained 粗晶21.b rittle 易碎的22.p orous 有气孔的23.e nhanced 较高24.N eutral Point or No-Slip Point(中性点/无滑移点)25.n et frictional force(净摩擦力)26.d issipated 浪费27.c ompromise(折衷/妥协)28.c oefficients of friction(摩擦系数)29.l ubrication(润滑)30.l ongitudinal tensions(纵向拉力)31.b ack tension(后拉力/后张力)32.t he pay-off reel(开卷机)33.f ront tension (前拉力/前张力)34.t ake-up reel(卷取机)35.S teckel rolling(斯特克尔轧制法)36.e lastic modulus(弹性模量)37.d eflection(轧辊挠度)38.C rown(隆起)39.C amber 凸度40.m oments(力矩/弯矩)41.m anipulation 熟练操作42.d iameter 直径43.d imension 尺寸44.b arrel-shaped 桶形45.e coolant(冷却液/冷却剂)46.p lastic deformation 塑性变形47.e dging rolling(立轧/轧边)48.H ot Rolling 热轧/初轧—done abovethe recrystallization temperature(再结晶温度)49.S quare 正方形50.R ectangular 矩形51.d endritic(树枝状的)52.c oarse(粗大的)53.b rittle(脆/脆性的)54.n onuniform grains(不均匀的晶粒)55.p orous(多孔的)56.e qual/uniform grain(等轴晶)57.f iner (细化的)58.e nhanced ductility(韧性好的)59.non-porosities(无孔)60.grain boundaries(晶界)61.closing up(压合/压实)62.strain hardening 加工硬化63.Conditioning(清理/处理)64.torch(气炬)65.scarfing 火焰表面清理66.acid etching,酸洗/酸蚀67.grinding(研磨)68.surface finish(表面光洁度)69.dimensional tolerances (尺寸公差)70.mechanical properties(机械性能)71.productivity(生产率).72.Pack Rolling (迭板轧制)73.matte(无光泽的)74.shiny(光亮的)75.satiny (光滑的)76.polished(抛光的)d steel(低碳钢/软钢)78.Temper Rolling or Skin Pass(硬化冷轧或表面光轧)79.yield-point elongation(屈服点延伸)80.irregularities(不整齐)81.stretcher strains(拉伸应变纹)82.Levelling Rolls(矫直轧)83.leveling rolls(矫直辊)84.flexed(弯曲)85.flatness 平整度86.Defects(缺陷)87.adversely(有害地/不利地)88.rust(锈)89.scratches(刮痕/划痕)90.gouges(擦伤)91.pits(凹点/凹陷)92.cracks(裂纹)93.inclusions(夹杂物)and impurities(杂质)94.alligatoring(分层/鳄唇开裂)95.wavy edges 波状裂纹96.buckle(歪扭/翘曲)97.elongate(延伸)98.zipper(拉链状)99.shearing (冲裁)100.slitting(切边)101.Shape rolling(型材轧制)102.stock(毛坯/原材料)103.channels(槽钢)104.I-beams (工字梁)105.forming operation (成形工序/变形工序):106.roll wear(轧辊磨损)107.Ring Rolling(环轧/圆环轧制) 108.piercing(冲缺/冲孔)109.favorable grain flow(有利的晶粒流动/良好的成型组织)110.Thread Ring (螺纹轧制/滚丝/搓丝)111.tapered threads(锥形螺纹)112.reciprocating(往复运动的)113.residual stresses (残余压应力)114.scrap(废料)115.residual stresses (残余压应力)116.fatigue life(疲劳寿命)KEY TERMS117.rolling轧制118.rolls轧辊,辊子pressive forces压力120.flat rolling平板轧制121.plate厚板122.sheet 薄板123.aluminum-alloy铝合金124.coarse-grained晶粒粗大125.brittle脆性的126.porous structure多孔结构127.ingot铸件128.wrought structure锻造结构129.aluminum foil铝箔130.matte不光滑131.shiny有光泽的132.satiny光滑133.shape-Rolling成形轧制134.stock 原料,坯料135.ring-rolling圆环轧制136.thread-rolling 螺纹轧制137.cold-forming 冷成形138.threads 螺纹139.gear 齿轮140.grain 晶粒141.flat Rolling平板轧制142.strip 带料,条料143.roll gap 轧制间隙,轧辊间隙144.shaft 轴145.velocity 速度146.frictional force 摩擦力147.coefficients of friction 摩擦系数148.lubrication 润滑149.draft 压下量150.hot rolling 热轧151.cold rolling冷轧152.pack rolling 迭板轧制153.recrystallization temperature再结晶温度154.room temperature室温155.ductility柔韧性156.alloy steels合金钢157.refractory alloys难熔合金158.bloom(大)方坯159.slab扁坯160.billet小方坯,毛坯161.I-beams工字梁162.cross-section截面163.pickling with acids (acid etching)酸洗,酸蚀164.grinding研磨165.room temperature室温166.surface finish表面光洁度167.dimensional tolerances尺寸公差168.mechanical properties机械性能169.strain hardening应变硬化,加工硬化170.productivity生产率。
蛀牙的英文作文翻译
蛀牙的英文作文翻译英文,Cavities, also known as dental caries or tooth decay, are a common dental problem that affects people ofall ages. Cavities are caused by a combination of factors, including bacteria in the mouth, sugary and acidic foodsand drinks, poor dental hygiene, and genetic factors.When bacteria in the mouth interact with sugars and carbohydrates, they produce acid that can wear down the enamel on teeth. Over time, this can lead to the formationof small holes, or cavities, in the teeth. If left untreated, cavities can grow larger and deeper, eventually causing pain, infection, and even tooth loss.Preventing cavities involves a combination of gooddental hygiene habits, such as brushing and flossing regularly, and avoiding sugary and acidic foods and drinks. Regular dental check-ups can also help catch cavities early, before they become more serious.If you do develop a cavity, your dentist may recommenda filling to repair the damage. Fillings can be made of a variety of materials, including metal, porcelain, and composite resin. The type of filling used will depend onthe location and severity of the cavity.Overall, preventing cavities is an important part of maintaining good oral health. By taking care of your teeth and visiting your dentist regularly, you can help prevent cavities and other dental problems.中文,蛀牙,也称为龋齿或牙齿腐烂,是一种常见的牙齿问题,影响各个年龄段的人群。
临床医学实用英语20
Caries
Caries is tooth decay, commonly called cavities. The
symptoms—tender, painful teeth—appear late. Diagnosis is
based on inspection, probing of the enamel surface with a
sealants, and proper diet can prevent virtually all caries.
Words
caries [ˈkeriːz] n.龋齿
fluoride[ˈfluəraid] n.氟化物
cavity [ˈkæ vəti] n.洞
diligent [ˈdilidʒənt] adj.良好的
fine metal instrument, and dental x-rays. Treatment
involves removing affected tooth structure and ቤተ መጻሕፍቲ ባይዱestoring it
with various materials. Fluoride, diligent dental hygiene,
tender [ˈtendə] n.探痛
hygiene [ˈhaidʒiːn] n.卫生学
inspection [inˈspekʃən] n.检查 sealant ['si:lənt] n.窝沟封闭
probing [ˈprəubiŋ] n.探查
enamel [iˈnæ məl] n.釉质
译文
龋齿 龋齿(Caries)是牙齿被腐蚀,通常称为蛀牙。症状为 -探痛,牙痛-出现于晚期。诊断依据临床检查,用细 的金属探针探查釉质表面和口腔X线摄片观察。治疗涉 及祛除受累的牙体组织和用各种材料修复缺损。氟化处 理、良好的口腔卫生、窝沟封闭和合理的饮食,能够预 防各种类型的龋齿。
沙眼英文工业用语
沙眼英文工业用语以下是关于“沙眼英文工业用语”的十条内容:1. 嘿,你知道在工业里说沙眼(sand holes)可不能小瞧。
就像蛋糕里有沙子,那成品肯定是个灾难。
比如说那些铸造的金属零件,要是有沙眼,就像漂亮的脸蛋上长了麻子,强度和密封性都得大打折扣。
2. 哟呵,沙眼在工业里有个说法叫“sand inclusions”。
这玩意儿就像隐藏在暗处的小恶魔。
我曾见那焊接的管道,因为沙眼(sand inclusions),在试压的时候就像个漏勺一样漏水,可把工人师傅急得直跺脚。
3. 你有没有想过,沙眼(porosity caused by sand)在工业里就像个捣蛋鬼。
我跟你讲啊,有次做陶瓷产品,因为沙眼(porosity caused by sand),那产品的外观就像月球表面一样坑坑洼洼,客户看到的时候脸都绿了,那真是糟糕透顶。
4. 哎呀,沙眼在英文工业用语里还有“sand pores”这一说法呢。
这就好比是房子的墙上有很多小窟窿。
就像我们制作精密模具的时候,要是出现了沙眼(sand pores),就像在精密的齿轮里塞了小石子,整个运转都会出问题,工程师们得头疼死了。
5. 喂,知道“sand blisters”也是沙眼的一种工业说法吗?这就像鞋子里进了沙子,走一步硌一下。
我看到在汽车外壳的冲压件上,要是有沙眼(sand blisters),就像新衣服上有污渍,特别难看不说,还可能影响安全性呢。
6. 嗨呀,沙眼(sand defects)在工业里就像考试中的错题一样烦人。
我朋友在玻璃制造车间工作,他说要是玻璃有沙眼(sand defects),那玻璃就像模糊的镜子,透明度没了,质量也差得很,老板还得扣他奖金,他能不气吗?7. 哇塞,你可不能小看“sand marks”这个表示沙眼的工业词汇哦。
它就像树上难看的疤痕。
我在木工车间看到过,木板上如果有沙眼(sand marks),就像美女脸上有道长长的划痕,在做家具的时候就只能把有沙眼的部分扔掉,浪费材料又浪费时间。
看牙医的好处英语作文
看牙医的好处英语作文## Benefits of Going to the Dentist.Going to the dentist is an important part ofmaintaining good oral health. Regular dental checkups and cleanings can help prevent cavities, gum disease, and other oral health problems.Here are some of the benefits of going to the dentist:Prevents cavities: Cavities are caused by bacteriathat feed on sugar and starch in your food. These bacteria produce acids that attack your teeth, causing them to decay. Regular dental checkups and cleanings can help removeplaque and bacteria from your teeth, preventing cavities from forming.Prevents gum disease: Gum disease is a seriousinfection of the gums that can lead to tooth loss. Gum disease is caused by bacteria that build up on your teethand gums. Regular dental checkups and cleanings can help remove plaque and bacteria from your gums, preventing gum disease from developing.Detects oral cancer: Oral cancer is a serious disease that can be fatal if not treated early. Regular dental checkups can help your dentist detect oral cancer in its early stages, when it is most treatable.Improves your overall health: Oral health is linked to overall health. Studies have shown that people with poor oral health are more likely to have heart disease, stroke, and diabetes. Regular dental checkups and cleanings can help improve your oral health and reduce your risk of developing these diseases.How often should you go to the dentist?Most dentists recommend that you see your dentist for a checkup and cleaning every six months. However, if you have any risk factors for oral health problems, such as ahistory of cavities or gum disease, your dentist mayrecommend that you see them more often.What happens at a dental checkup?At a dental checkup, your dentist will:Examine your teeth and gums for signs of cavities, gum disease, or other oral health problems.Clean your teeth to remove plaque and bacteria.Take X-rays of your teeth to check for any hidden problems.Discuss your oral health with you and make recommendations for treatment if necessary.Going to the dentist can be a bit scary, but it is important to remember that regular dental checkups and cleanings are essential for maintaining good oral health. By following these tips, you can help prevent oral health problems and improve your overall health.### 中文回答:看牙医的好处。
我们为什么会牙痛英语作文
我们为什么会牙痛英语作文英文回答:Toothaches are a common problem that can affect people of all ages. They can be caused by a variety of factors, including cavities, gum disease, and injuries to the teeth.Cavities are the most common cause of toothaches. They are caused by bacteria that feed on the sugars in food and drinks. These bacteria produce acids that can damage the tooth enamel, creating a hole in the tooth. The hole can become infected, causing pain and inflammation.Gum disease is another common cause of toothaches. Gum disease is caused by bacteria that live in the plaque on your teeth. Plaque is a sticky film that forms on your teeth when you eat and drink. If plaque is not removed regularly, it can build up and cause gum disease. Gum disease can damage the gums and the bones that support your teeth. This can lead to pain, bleeding, and loose teeth.Injuries to the teeth can also cause toothaches. Injuries can occur from a variety of things, such as biting down on something hard, getting hit in the mouth, or falling. Injuries can damage the tooth enamel, the dentin, or the pulp of the tooth. This can lead to pain, sensitivity, and even infection.Toothaches can be a nuisance, but they can also be a sign of a more serious problem. If you have a toothache, it is important to see your dentist as soon as possible to determine the cause and get treatment.中文回答:疼痛的原因有很多,包括蛀牙、牙龈疾病和牙齿损伤。
Planes & Body Cavities计划cavities &体
Slide 4.4
Serous Membranes
• Line thoracic / abdominal cavities & keep everything “wet” / lubricated
• Surface simple squamous epithelium
Body Planes
Anatomic reference systems describe the location and functions of body parts. The basic reference systems are: body planes, body directions, body cavities, and structural units
Transverse Plane
The transverse plane, also known as the horizontal plane,
divides the body into superior (upper) and inferior (lower) portions.
Ventral and Dorsal
Inferior means lowermost,
below or toward the feet. For example, the stomach is located inferior to (below) the diaphragm.
Body Cavities
Dorsal Cavity Ventral Cavity Terms Related to
• Bursitis is inflammation of membranes and sacs in the knee
蛀牙英语作文
蛀牙英语作文Cavities: The Silent Enemy of Your Teeth。
Cavities, also known as dental caries or tooth decay, are a common dental problem that affects people of all ages. They are caused by the breakdown of tooth enamel, the hard outer layer of the tooth, due to the acid produced by bacteria in the mouth. If left untreated, cavities can lead to pain, infection, and even tooth loss. In this article,we will explore the causes, symptoms, and treatment options for cavities.Causes of Cavities。
Cavities are caused by a combination of factors, including bacteria, food, and saliva. When we eat sugary or starchy foods, the bacteria in our mouth feed on the carbohydrates and produce acid as a byproduct. This acidcan erode the tooth enamel and create a cavity. Salivahelps to neutralize the acid and repair the damage, but ifthe acid production is too high or the saliva flow is too low, the enamel may not be able to repair itself.Poor oral hygiene is also a major cause of cavities. If you don't brush and floss regularly, food particles and bacteria can accumulate on your teeth and gums, leading to plaque buildup. Plaque is a sticky film of bacteria that can produce acid and damage the enamel. Over time, the plaque can harden into tartar, which is more difficult to remove and can lead to gum disease and tooth decay.Symptoms of Cavities。
Planes & Body Cavities计划cavities &体

Anatomic reference systems describe the location and functions of body parts. The basic reference systems are: body planes, body directions, body cavities, and structural units
Abdominal Cavity
Body Cavities
Cranial
Spinal
Thoracic Diaphragm Adbdominal
Pelvic
Body Cavities
The dorsal cavity contains the structure of the nervous system that coordinate the bodily functions.
Dura mater: Outermost, tough and flexible.
Arachnoid membrane:
Middle layer located between the dura mater
and pia
mater.
Pia mater:
Innermost layer of the meninges that clings to the
Figure 4.1a
Slide 4.3
Body planes are imaginary horizontal and vertical lines used to divide the body into sections
The use of these planes makes it easier to describe the location of an organ or problem.
六腑的名词解释

六腑的名词解释人体腑体系是指人体内的腑(organs)和腔(cavities)的总称,有的说法称其为“六腑”。
六腑就是肺腑、心腑、脾腑、肝腑、胆腑和肾腑。
它们共同组成我们人体的腑体系,它们之间并不是孤立的存在,而是相互协作,维持人体内部平衡,使身体得以正常运作。
肺腑是人体中最重要的一个腑,它主要负责维护人体的健康,维护人体的健康状态,负责呼吸的功能。
肺腑的主要组成部分是肺泡,它能够吸收氧气,同时释放二氧化碳。
肺腑还会分泌一种液体,能够润滑肺腑内的细胞,使呼吸变得更轻松。
心腑是人体最重要的腑,它负责血液循环,控制人体的血液流动,并且维护血液压力。
心腑内有四个部位,分别是左心室、右心室、心房和心耳,它们负责不同的功能,如右心室负责血液出血,左心室负责血液收缩,心房负责血液的调节,心耳负责维护血液的正常流动。
脾腑是人体腑体系中最重要的一个腑,它主要负责血液分泌和吸收,调节血液流动,以及维护人体免疫功能。
脾腑在人体病理变化中也扮演着重要角色,它可以缓解某些病症,如贫血、传染病等。
肝腑是人体最重要的消化腑,它负责消化和吸收营养物质,以及分解和利用人体内的毒素。
肝腑内有丰富的血管,能够将营养物质迅速运送给其他器官。
它还能够分泌出一种液体来帮助消化,这种液体叫肝汁,能够溶解脂肪和蛋白质。
胆腑是消化系统的一个组成部分,它的主要作用是吸收脂肪和蛋白质,以及分解高热量食物,将高热量食物转化成低热量食物,以便进入肠道吸收。
胆腑内分泌的胆汁可以促进消化,胆酸含量过高会导致胆结石的形成。
肾腑是人体重要的排泄腑,它可以从血液中清除毒素和废物,调节水分,并且负责激素分泌,控制血液中钠和磷的含量,以及调节神经系统的功能。
肾腑也可以分泌出一种液体,叫尿液,它能够排出人体的废物,保持人体的正常的生理功能。
以上就是六腑的名词解释,它们是人体重要的腑体系,它们之间相互协作,维持人体内部平衡,使身体得以正常运作。
正确保护和调节六腑,是人们保持健康的基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EUROPEAN ORGANISATION FOR NUCLEAR RESEARCHCERN - PS DIVISIONCERN/PS 2000-059 (RF)NUFACT Note 040A HIGH-INTENSITY H– LINAC AT CERN BASED ON LEP-2 CAVITIESM. Vretenar for the SPL Study Group, CERN, Geneva,AbstractIn view of a possible evolution of the CERN accelerator complex towards higher proton intensities, a 2.2 GeV H- linac with 4 MW beam power has been designed, for use in connection with an accumulator and compressor ring as proton driver of a muon-based Neutrino Factory. The high-energy part of this linac can use most of the RF equipment (superconducting cavities and klystrons) from the LEP collider after its decommissioning at the end of 2000. Recent results concerning low-beta superconducting cavities are presented, and the main characteristics of the linac design are described. The complete linac-based proton driver facility is outlined, and the impact on the linac design of the requirements specific to a Neutrino Factory is underlined.XX International Linac Conference, 21-25 August 2000, Monterey, CA, USAGeneva, Switzerland13 September 2000A HIGH-INTENSITY H– LINAC AT CERN BASED ON LEP-2CAVITIESM. Vretenar for the SPL Study Group, CERN, Geneva, SwitzerlandAbstractIn view of a possible evolution of the CERN accelerator complex towards higher proton intensities, a 2.2 GeV H- linac with 4 MW beam power has been designed, for use in connection with an accumulator and compressor ring as proton driver of a muon-based Neutrino Factory. The high-energy part of this linac can use most of the RF equipment (superconducting cavities and klystrons) from the LEP collider after its decommissioning at the end of 2000. Recent results concerning low-beta superconducting cavities are presented, and the main characteristics of the linac design are described. The complete linac-based proton driver facility is outlined, and the impact on the linac design of the requirements specific to a Neutrino Factory is underlined.1. THE LEP-2 RF SYSTEMThe decommissioning of the CERN LEP e+ e– collider at the end of 2000 will pave the way to the construction of the Large Hadron Collider (LHC), but will also present the unprecedented challenge of the removal, storage or disposal, and possible recycling of the huge amount of valuable LEP equipment.A particularly valuable item is the 352.2 MHz superconducting RF system built for the Phase 2 of LEP, consisting of 288 four-cell cavities (Figure 1) operating at 4.5 °K and powered by 36 1.3 MW CW klystrons. It delivers a total accelerating voltage of about 3 GV to the electron beam. Eight more klystrons are used to power the normal-conducting RF system of LEP, for a total of 44 klystrons installed in the machine. Most of the superconducting cavities (272) were produced using the technique developed at CERN of sputtering a thin film of niobium onto copper [1]. The cavities were initially designed for a gradient of 6 MV/m, and during the 1999 run they achieved an average gradient of 7.5 MV/m, with up to 9 MV/m in some cavities [2]. In the basic LEP configuration, each klystron feeds 8 cavities via an array of magic tees, equipped with circulators and loads. Four cavities are grouped in a cryostat. The cavities and the cryostats are fully equipped with slow and fast tuners, power couplers matched for a beam current of 10 mA, high-order-mode couplers, superinsulation and insulation vacuum tanks.The present plans foresee to store most of the RF material for possible future use. The cryogenic system of LEP will be used for the LHC magnets.Figure 1: The LEP-2 accelerating cavity2. A LINAC BASED ON LEP CAVITIES Some proposals for re-using this expensive hardware have been made, such as for a Free Electron Laser [3] or to build the ELFE machine on the CERN site, a recirculating electron linac for nuclear physics [4].An early proposal already opened the perspective of using the LEP cavities in a high beam power superconducting linac driving a hybrid reactor [5-7].The main limitation for using these cavities in proton linacs comes from the fact that they are designed for -=1, their transit time factor drastically decreasing for a proton beam at low beta. Figure 2 shows a calculation of the effective cavity gradient as function of energy that can be reached by LEP cavities operating at a nominal gradient of 7.5 MV/m. While in principle they can be used for proton acceleration from about 500 MeV, they become efficient and economically justified only from about 1 GeV, i.e. in an energy range beyond the usual requirements of high-power linacs for spallation sources, transmutation or hybrid reactors.Figure 2: Effective gradient of the LEP-2 cavities as afunction of energyAs will be seen in the following, applications of linacs for physics research at energy > 1 GeV exist, but they require beam powers of only a few MW and a well-defined time structure of the beam. This imposes a pulsed operation mode that has to be optimised to achieve a reasonable mains-to-RF efficiency. High duty cycles are preferable because they reduce the impact of the static cryogenic losses, and long pulses minimise the relative effect of the RF power lost during the relatively long (1-2 ms) pulse rise time, when all the power is reflected from the couplers.However, the LEP cavities are well suited for pulsed operation because of the inherent rigidity of the copper cavity structure and of the relatively low gradient that make them less sensitive to Lorentz force detuning and vibration problems. The large (241 mm) aperture is particularly useful for machines sensitive to beam losses.3 APPLICATIONS OF A 2 GEV LINAC The first proposal to replace the present 50 MeV linac and the 1.4 GeV Booster in the CERN proton injector chain with a Superconducting Proton Linac (SPL) dates from 1996 [8]. In the original scheme this machine was intended to accelerate mainly protons, and although in the following studies the advantages of a common H–operation for all the users became clear, the title of SPL has been maintained. A first feasibility study [9] considered a 2 GeV H– SPL equipped with LEP cavities from 1 GeV energy, injecting at 0.8 Hz repetition rate into the Proton Synchrotron (PS) ring. This new injector would have several benefits over the present injection scheme for the LHC:- a factor 3 increase in the brightness of the proton beam (density in transverse phase space) delivered by the PS injector complex, due to the lower space charge tune shift at injection, which is an advantage for LHC;-the potential for improving the peak intensity in the PS for experiments requiring a high proton flux;-the reduction of injection losses with charge exchange injection and a chopped linac beam;-the replacement of the PS injectors by modern and standard equipment.However, such a machine would be fully justified only when pulsed at a higher rate, and the original feasibility study aimed somehow arbitrarily for 5% duty cycle.On the basis of this preliminary study, some user communities have shown their interest in a high-intensity facility at CERN. Firstly there is the strong demand for second generation radioactive nuclear beam facilities in Europe. The SPL could easily become the driver of a facility based at CERN that would profit from the experience gained at ISOLDE. The mean current required is about 100 2A, preferably distributed in many low intensity pulses and at a variable energy.Secondly, strong interest has been recently shown by the physics community for the high-intensity high-quality neutrino beams that can be provided by a Neutrino Factory based on a muon decay ring. CERN has recently started a study on the technological challenges of such a Neutrino Factory, that resulted in the CERN Reference Scenario of Figure 3 [10].Figure 3: Possible layout of a Neutrino FactoryThe main challenges for this machine come from the need for high neutrino fluxes. The interest for physics starts from some 1021 neutrinos/year, that can be obtained with about 4 MW beam power from a driver accelerator delivering protons on a target, producing pions which decay into muons. After cooling and acceleration, the muons are stored in a decay ring where they generate two intense neutrino beams.Simulations of particle production in the target indicate that the number of pions is approximately proportional to beam power for energies J 2 GeV. This suggests that a low-energy linac-based driver constitutes a viable alternative to conventional high-energy, fast-cycling synchrotrons. The HARP experiment at CERN [11] is intended to provide experimental data on pion production at different energies and from different targets, for a final confirmation of the low energy choice. Muon collection, cooling system and decay ring impose a well-defined time structure for the beam on target. This requires two rings after the linac, an Accumulator to produce a 3.3 2s burst of 140 bunches at 44 MHz (the frequency of the muon phase rotation section) and a Compressor to reduce the bunch length to 3 ns [12]. The rings have been designed to fit in the existing ISR tunnel. Space charge and beam stability are their major design concerns. To reduce space charge tune shift at injection into the accumulator, the linac bunch length has to be stretched in the transfer line, from about30 ps to 0.5 ns, by means of two bunch rotating cavities.4 THE SPL H –LINAC DESIGN 4.1 Main ParametersThe parameters of this machine (Table 1) had to take into account the optimum operating conditions of the superconducting cavities discussed in Section 2, and are mainly determined by the needs of the Neutrino Factory, by far the most demanding user in terms of particle flux and time structure of the beam pulses.Table 1 Main linac design parametersParticlesH –Kinetic Energy2.2GeV Mean current during pulse 11mA Repetition frequency 75Hz Beam pulse duration2.2ms Number of particles per pulse 1.51K 1014Duty cycle16.5%Mean beam power 4MW RF Frequency 352.2MHz Chopping factor 42%Mean bunch current18mA Transv. emittance (rms, norm.)0.62mThe mean current during the pulse of 11 mA has been selected as a compromise between the number of klystrons needed in the superconducting section, the efficiency of the feedback loops, the number of turns injected into the accumulator and the power efficiency of the room temperature section. The input couplers of the LEP cavities are already matched for this current.The linac energy of 2.2 GeV, the repetition rate of 75 Hz and the corresponding pulse length of 2.2 ms are a compromise between the optimum operatingconditions of the superconducting cavities and the need to limit the number of turns injected into the accumulator, 660 in the present scenario. A chopper in the low energy section is used to minimise losses at injection in the accumulator and at the transfer between the rings. In the present design,42% of the beam is taken out at the chopper position,leading to a source current and a bunch current of18 mA. This value is within reach of present H –sources and is well below the limits of space-charge dominated beam dynamics.The layout of the linac is shown in Figure 4 and key data are given in Table 2.Table 2 Layout data of the SPL H –linacSectionOutput Energy (MeV)RF power (MW)Nb. of kly-strons Nb. of tetrodes Length (m)Source 0.045---3 RFQ120.251-2 Chopper 2---3 RFQ270.61-5 DTL 1208.711-78 SC-low -108010.61274334 SC –LEP 220012.318-357 Total 32.54374782The LEP RF frequency of 352 MHz has been maintained for the whole linac. The choice of this frequency for the low-beta superconducting cavities that have to be built for the SPL allows to apply the sputtering fabrication technique to the cavity and to use couplers and cut-off tubes recuperated from LEP units.This frequency provides the additional flexibility that klystron or tetrode amplifiers can be used in the RF system. Klystrons can feed the high-power cavitiesFigure 4 : Layout of the SPL H –linacH -RFQ1 chop. RFQ2R F Q 1 c h o p . R F Q 2DTL SCDTL RFQ1 chop. RFQ2- 0.52 - 0.7 - 0.8 LEP-IIdumpSource Low Energy section DTL Superconducting low--45 keV 7 MeV 120 MeV 1.08 GeV 2.2 GeV2 MeV18MeV237MeV 389MeV10m 78m 334m 357mPS / IsoldeStretching andcollimation lineAccumulator RingSuperconducting - 1(room temperature and high-beta superconducting), with a limited number of cavities connected to the same klystron. Individual 65 kW tetrode amplifiers can, instead, feed the low-beta superconducting cavities, thus avoiding the potential dangers at low beam energy of a field stabilisation based on the vector sum of many cavity signals.Keeping beam losses below the limit for hands-on maintenance (1 W/m) has been a design issue from the beginning. The main principles were a design of the linac optics without excessive jumps in the focusing parameters, to avoid the formation of halo from mismatch at the transitions, a particular care to avoid crossing resonances, and finally, the preference for large apertures in spite of some reductions in shunt impedance. Wherever possible, losses will be concentrated on localised dumps by means of collimators.4.2 Room Temperature SectionThe design source current, 18 mA, is well within the range of existing H– sources, while the required pulse length and duty cycle are more challenging as compared to existing sources. Reliability is also an important concern. The study of an H– ECR source that could meet the SPL parameters has been started, and collaborations are envisaged.The fast chopper (2 ns rise time) at 2 MeV could be a travelling-wave stripline structure similar to the LANL design [13]. An analysis of the options for the 1 kV pulse amplifier indicates that a combination of vacuum tubes driven by fast Mosfets could provide the required rise and fall times [14]; this will be tested on a prototype.The DTL starts at 7 MeV, and is composed of two standard Alvarez tanks up to an energy of 18 MeV, followed by a section of Side-Coupled DTL (SCDTL) [15], 2-gap tanks connected by off-axis coupling cavities, with quadrupoles placed between tanks. The 352 MHz structure going up to 120 MeV is made of 98 small tanks grouped in 9 chains, each one powered by a klystron [16].4.3 Superconducting SectionThe superconducting part of the linac is composed of four sections made of cavities designed for - of 0.52, 0.7, 0.8 and 1 respectively. The LEP-2 cavities are used at energies above 1 GeV. The cavities at -=0.52 and -=0.7 contain 4 cells, whilst the beta 0.8 cavities are made of 5 cells, to re-use the existing LEP cryostats.The main parameters of the superconducting section are summarised in Table 3. It has been assumed that the LEP cavities will operate at 7.5 MV/m, while for the newly-built -=0.8 cavities, cleaning procedures to achieve high gradients can be applied and a design gradient of 9 MV/m can be foreseen. During tests, a -=0.8 cavity has already reached gradients of 10 MV/m [17]. The transition energies between sections are defined in order to have the maximum effective accelerating gradient and to minimise phase slippage.Table 3 Superconducting linac sectionBeta WoutGradient Cavities Cryost.Length (MeV)(MV/m)(m) 0.52237 3.54214101 0.7389532880 0.8108094812153122007.510827357 The cavities at -=0.7 and -=0.8 can be built of niobium sputtered on copper. This technique, developed at CERN, has many advantages with respect to bulk Niobium for large productions:a)the cost of the raw material is much lower, giving thepossibility to go for low frequencies where the iris aperture is large, relaxing the mechanical tolerances and reducing the probability of beam losses;b)Nb/Cu cavities can be operated at 4.5 °K with Q-factors of more than 109, simplifying the design of the cryostats and of the power coupler;c)the excellent mechanical properties of copper ensurea better thermal and mechanical stability.A development programme was started at CERN in 1996 to investigate the feasibility of the production of cavities in the - range 0.5–0.8. The main results are the prototypes of a 5-cell -=0.8 cavity and of a 4-cell -=0.7 cavity (shown in Fig. 5), that have achieved satisfactory Q-values at high gradient (Fig. 6) [18,19]. Attempts to sputter cavities at -<0.7 were not successful, thus the 42 cavities at -=0.52 have to be made of bulk niobium.Figure 5: The prototype 4-cell -=0.7 cavity Particular attention has been given to the pulsed operation of the superconducting cavities. Feedback loops are foreseen to minimise the effect on the beam of cavity vibrations and of Lorentz forces. In the -=0.8 and -=1 sections, where one klystron feeds 4 and 6 cavities respectively, the compensation has to be made on the vector sum. Simulations show that random oscillations of the cavity frequency of up to 40 Hz amplitude can be tolerated, without increasing the energy spread of the beam outside the ± 10 MeV corresponding to the acceptance of the accumulator [20].Figure 6: Q vs. gradient of the sputtered-Nb cavities Multi-particle simulations of the beam dynamics in the superconducting section show a stable behaviour in the presence of errors and mismatch of the input beam [21].4.4 Layout on the CERN siteAfter considering some possible locations for the SPL around the CERN Meyrin site, the option shown in Fig. 7has been retained. Placing the linac and the parallel klystron gallery in an area immediately outside of the CERN fence on the Swiss side offers the advantages of an economic trench excavation, of minimum impact on the environment (the site is presently an empty field), of a simple connection to the ISR tunnel and to the PS through existing tunnels, and of an easy access from the road along the fence.The infrastructure for electricity, water cooling andcryogenics makes a maximum use of existing facilities on the Meyrin site.Figure 7: Layout of the SPL on the CERN site5 CONCLUSIONSAbout 40% of the LEP-2 cavities, 57% of the cryostats and all the klystrons plus other RF and HV equipment canbe used to construct a 2.2 GeV H –linear accelerator on the CERN site that would improve the beam brightnessand intensity of the PS ring, provide a flexible and powerful beam source for a second generation radioactive beam facility and constitute the first step towards a powerful Neutrino Factory.REFERENCES[1] C. Benvenuti et al., “Films for superconductingaccelerating cavities ”, Appl. Phys. Lett. 45, pp. 583-584, 1984.[2]P. Brown, O. Brunner, A. Butterworth, E. Ciapala, H.Fritscholz, G. Geschonke, E. Peschardt, J. Sladen,“Performance of the LEP200 Superconducting RF System ”, 9thWorkshop on RF Superconductivity,Santa Fe, November 1999, CERN-SL-RF-99-075.[3]R. Corsini, A. Hoffmann, “Considerations on an FELbased on LEP Cavities ”, CERN/PS 96-04.[4]H. Burkhardt (ed.), “ELFE at CERN ”, CERN 99-10.[5] C. Rubbia, J.Rubio, “A tentative programme towardsa full scale energy amplifier ”, CERN/LHC 96-11.[6] D. Boussard, E. Chiaveri, G. Geschonke, J.T ückmantel, “Preliminary Parameters of a Proton Linac using the LEP 2 RF System when Decommissioned ”, SL-RF Tech. Note 96-4.[7] C. Pagani, G. Bellomo, P. Pierini, “A High CurrentLinac with 352 MHz cavities ”, Linac ’96, Geneva,1996.[8]R. Garoby, M. Vretenar, “Proposal for a 2 GeVLinac Injector for the CERN PS ”, PS/RF/Note 96-27.[9] A.M. Lombardi, M. Vretenar (eds.), “Report of theStudy Group on a Superconducting proton linac as PS Injector ”, CERN/PS 98-064 (RF/HP).[10]H. Haseroth, “Status of studies for a NeutrinoFactory at Cern ”, EPAC2000, Vienna, June 2000,CERN/PS 2000-026 (PP).[11]F. Dydak (spokes-person) “Proposal to study thehadron production for the neutrino factory and for the atmospheric neutrino flux ”, CERN-SPSC / 99-35.[12]B. Autin et al., “Design of a 2.2 GeV Accumulatorand Compressor for a Neutrino Factory ”,EPAC2000, Vienna, June 2000, CERN-PS/2000-11.[13]S. Kurennoy, J. Rower, “Development of Meander-Line Current Structure for SNS Fast 2.5-MeV Beam Chopper ”, EPAC2000, Vienna, June 2000.[14]M. Paoluzzi, “Design of 1 kV Pulse Amplifier for the2.2 GeV Linac Beam Chopper ”, PS/RF Note 2000-018.[15]J. Billen, F. Krawczyk, R. Wood, L. Young, “A NewRF Structure for Intermediate-Velocity Particles ”,Linac ’94, Tsukuba, August 1994.[16]F. Gerigk, M. Vretenar, “Design of a 120 MeV DriftTube Linac for the SPL ”, PS/RF Note 2000-019.[17]O. Aberle et al., “Technical Developments onReduced - Superconducting Cavities at CERN ”,PAC ’99, New York, 1999.[18]C. Benvenuti et al., “Production and Test of 352MHz Niobum-Sputtered Reduced-- Cavities ”, 8th Workshop on RF Superconductivity, Abano, 1997.[19]R. Losito, “Design and test of a 4-cell -=0.7 cavity ”,CERN SL-Note-2000-047 CT.[20] J. T ückmantel, private communication.[21]F.Gerigk, “Beam Dynamics in the Superconductingsection of the SPL (120 MeV-2.2 GeV)”, PS/RF Note 2000-009, NF Note 24.0.111024681012Eacc [MV/m]Q /1090.8 single cell LEP0.7 4-cells 0.8 5-cells。