Track工艺设备培训资料
track工艺介绍
? 圆片表面的形貌 ? 显影损失的胶厚 ? 刻蚀损失的胶厚 ? 屏蔽注入所需胶厚 ? 无针孔所需胶厚 光刻胶工艺控制 ? 光刻胶厚度及极差 ? 颗粒 ? 光刻胶缺陷 ? 胶量 ? 排风 ? 热板温度 ? 显影液量 ? 显影均匀性 ? E0 驻波效应( STANDING WA VE )
1.3 膜厚的选择 当曝光量一定时,条宽大小和光刻胶膜厚呈周期性的波动状态,即我
们常说的 SWING CURVE ,如下图所示:
MIR701 thick version swing curve
0.615
0.61
CD(um)
0.605 0.6
0.595 0.59
0.585
0.58 18329 18200 18157 18080 18019 17940 17866 17785 17712 17655 17606 17496 17388 17324 17251
圆片上,然后使圆片高速旋转, 液态胶在旋转中因离心力的作用由轴心沿径向飞 溅出去, 受附着力的作用, 一部分光刻胶会留在圆片表面。 在旋转过程中胶中所 含溶剂不断挥发,故可得到一层分布均匀的胶膜。
涂胶过程有以下几个步骤: 1.1 涂胶前处理( Priming ):
要使光刻胶精确地转移淹膜版上的图形,光刻胶与圆片之间必须要有 良好的粘附。在涂胶之前,常采用烘烤并用 HMDS (六甲基二硅胺)处 理的方法来提高附着能力。
驻波效应原理:
由于入射光与反射光产生干涉使沿胶厚的方向的光强形成波峰和 波谷产生的 降低或消除驻波效应的两种方法:
? PEB ? 加抗反射层:用有机 (TARC/BARC)& 无机材料 (TIN)
NO PEB
track工艺介绍
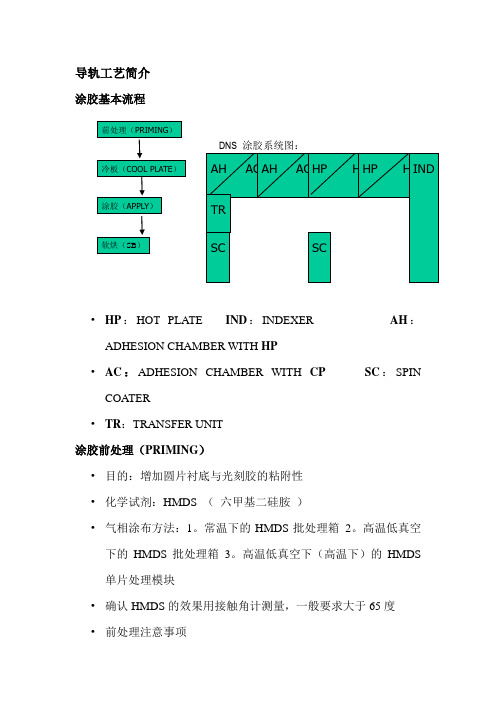
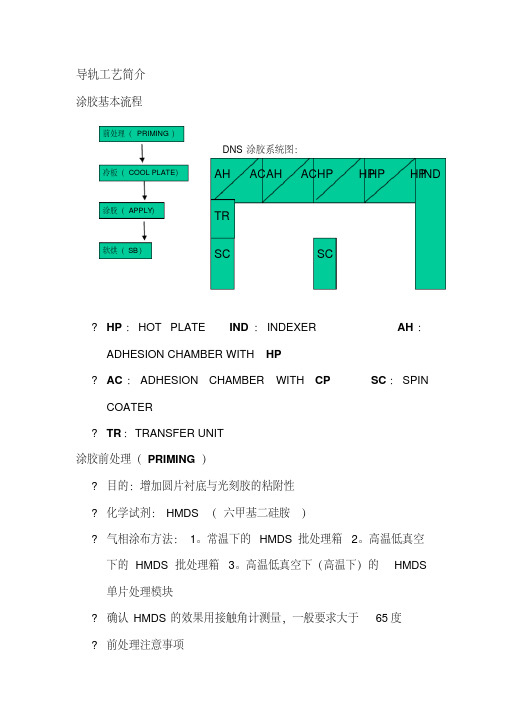
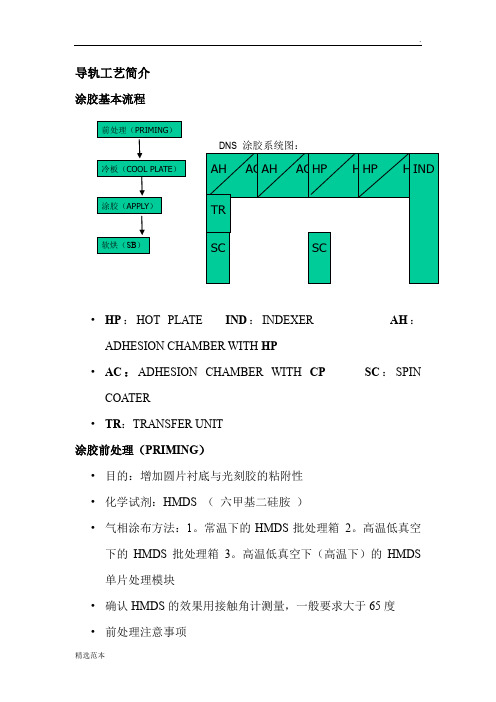
导轨工艺简介涂胶基本流程• HP :HOT PLATE IND :INDEXER AH :ADHESION CHAMBER WITH HP• AC :ADHESION CHAMBER WITH CP SC :SPIN COATER• TR :TRANSFER UNIT涂胶前处理(PRIMING )• 目的:增加圆片衬底与光刻胶的粘附性• 化学试剂:HMDS ( 六甲基二硅胺 )• 气相涂布方法:1。
常温下的HMDS 批处理箱 2。
高温低真空下的HMDS 批处理箱 3。
高温低真空下(高温下)的HMDS 单片处理模块• 确认HMDS 的效果用接触角计测量,一般要求大于65度 • 前处理注意事项• 来片衬底必须是干净和干燥的• HMDS 处理后应及时涂胶• HMDS 处理不能过度• 安全使用HMDS涂胶(COATING )• 影响光刻胶厚度和均匀性的主要参数:• 环境温度• 环境湿度• 排风净压力• 光刻胶温度• 光刻胶量• 旋转马达的精度和重复性• 回吸量• 预旋转速度,预旋转时间,最终旋转速度,最终旋转时间,最终旋转加速度软烘 ( SOFTBAKE )3 1 N2 INHMDSV APOR软烘目的:•去除光刻胶中的溶剂•增加粘附性•提高E0的稳定性•减少表面张力软烘方法:•热对流烘箱•红外线辐射•接触式(接近式)热版•软烘的关键控制点是温度和时间显影前烘焙(PEB)•目的:降低或消除驻波效应•PEB温度一般要求比软烘高15-20度•PEB一般采用接触式或接近式热板烘焙•PEB的关键控制点是温度与时间显影(DEVELOPER)目的:简单的说就是去除已曝光部分的光刻胶显影方法:•浸润显影(IMMESRSION)•喷雾显影(SPRAY)•静态显影(PUDDLE)影响显影的因素:•显影液成份•显影液温度•环境温度•环境湿度•显影液量•显影方式•程序坚膜(HARDBAKE)•目的:•去除残余的显影液,水及有机溶剂•提高粘附性•预防刻蚀时胶形貌变形•方法:•接触式或接近式热板•DUV•控制关键点是温度和时间光刻胶工艺•确定光刻胶厚需考虑的几个因素:•圆片表面的形貌•显影损失的胶厚•刻蚀损失的胶厚•屏蔽注入所需胶厚•无针孔所需胶厚光刻胶工艺控制•光刻胶厚度及极差•颗粒•光刻胶缺陷•胶量•排风•热板温度•显影液量•显影均匀性•E0驻波效应(STANDING WA VE)驻波效应原理:由于入射光与反射光产生干涉使沿胶厚的方向的光强形成波峰和波谷产生的降低或消除驻波效应的两种方法:•PEB•加抗反射层:用有机(TARC/BARC)&无机材料(TIN)NO PEB PEBTRACK工艺简介摘要本文简要介绍关于涂胶、显影工艺的一些相关内容。
匀胶显影的培训资料
the wafer
• Why do we chill a wafer?? • We chill wafers to bring down the temperature from high to a
5
MODULE OVERIEW
Pre Exposure Side • Adhesion Bakes (ADH) • Chill Plates (HCP) • Coaters (COT, BCT, TCT) • Hot Plates (LHP, HHP) • Interface (IFB)
Post Exposure Side
I-LINE TRACK SYSTEM
ASML /400 I-LINE SCANNER
D-chuck
4 Out 3
TEL ACT8 I-LINE TRACK WEE
BLOCK 2 BLOCK 1
E-chuck P-chuck
In 2 1
4 DEV
2 TCT 2 COT
SCANNER SIDE
TRACK SIDE
• Wafer Edge Exposure unit (WEE) • Precision Chilling Hot plates (PCH) • Chill Plates (HCP) • Developer (DEV) • Hot plates (LHP) • SMIF
6
ADHESION BAKE
匀胶显影的培训资料
3
DUV TRACK SYSTEM
DUV SCANNER WEE 4 SCANNER INTERFACE D-chuck Robot BLOCK 2 BLOCK 1 Out In 3 2 1 DUV TRACK 4 SMIF LOADING PORTS
4
E-chuck
P-chuck
4 DEV
2 BCT 2 COT
2
OVERVIEW OF SYSTEM
• • • • DUV tracks I-line tracks Coater Developer
• The DUV tracks are connected to DUV scanners. For critical layers. • The I-line tracks are connected to I-line scanners. For noncritical layers • The separate MARK 8 systems are for the polyimide process due to different resist systems
TRACK Module explanation
1
TRACK FUNCTIONS
• Function – Used for coating the wafers with BARC, TARC or resist. – Send the coated wafers to the scanner for exposure – Gets back the exposed wafers from the scanner for developing • It is made up of different units like coaters, developers, WEE, hot plates, chill plates, adhesion bakes to prepare the wafers for exposure • • • • • Adhesion bakes (ADH) – apply HMDS primer Coaters (COT) – coat resist, BARC (DUV) or TARC (I-LINE) Hot plates ( LHP) – bake the wafers Chill plates (HCP) – cool the wafers after baking Developers (DEV) – to develop the wafers
滑槽.滑轨培训资料
年产量:50万根
奇瑞A3
Every year:500 thousand
奇瑞B21
江淮B926
6. HGS12(低成本)
轨型结构 rail profile
锁止机构 Locking mechanism
内滑轨较高,省去侧板
higher Inner rails replace side plank
锁止机构和解锁机构全部藏在滑轨内部 locking and unlocking mechanism all set in rails
3、内外滑轨厚度track thickness t=2mm 4、抗安全带拉力试验test of safety belt(满足欧标) 5、抗冲击试验crash strength (满足欧标)
出口澳大利亚 Exit Australia
Holden VZ
Holden VE
FORD
国内车型 Internal cars
目录 一、手动滑轨 二、电动滑轨
一、手动滑轨 Manual Slide
HGS7 (PQ35) HGS7A (VW120) HGS7B HGS9 (比亚迪) HGS10 (澳大利亚) HGS12 (低成本)
HGS7-PQ35
HGS7A
HGS7B
HGS9
HGS10
HGS12
1. HGS7(PQ35)
比亚迪G6 BYD G6
比亚迪I3(5A) BYD I3(5A)
预计年产量:80万根 Every year:800 thousand
比亚迪S6 BYD S6
比亚迪M6 BYD M6
5. HGS10
主要性能指标 Main performance index: 1、滑轨步距step:12mm 2、滑轨的间隙freeplay ≤0.30mm(F=±200N)
SMT员工机器操作培训资料
SMT员工机器操作培训资料第一篇:SMT员工机器操作培训资料SMT员工机器操作培训资料一、上板操作注意事项1、上板时板要与轨道平行放在轨道上,并轻轻推进。
2、上板时要确保板是放在轨道的皮带上。
不要歪放,造成把轨道撬开。
导致板卡住,长期如此还会导致轨道成喇叭口。
二、机器报报警的处理1若现场操作员熟悉报警信息,知道明确的处理措施及执行结果,可以自行对报警故障信息进行确认处理。
可以参考表1《关键设备报警信息处理权限(操作员)》执行。
若现场操作员熟悉报警信息,不知道明确的处理措施及执行结果,则不可自行对报警信息进行确认处理,应保护好报警信息,立即通知当线工程师或技术员处理。
若现场操作员不熟悉报警信息,则不可自行对报警信息进行确认处理,应保护好报警信息,立即通知当线工程师或技术员处理。
三、故障现场的保护和处理:分为三种情况处理设备在运行中有异常表现。
如:声音异常、异味、电机过热等,可采取停机办法并通知当线工程师或技术员处理;(特别注意:停机时要首先确保正在生产的产品已离开停机后会产生损害的区域,如:回流炉内,波峰焊高温区)设备在运行中发生故障后,对产品或人员不会有进一步危害的。
如电机卡死、正常的执行动作无法执行、运动部件损害或发生撞击、压接异常、控制计算机死机等,现场操作人员应停止设备有关的一切操作,保护现场后立即通知当线工程师或技术员处理。
设备在运行中发生故障后,可能对产品或人身有进一步危害的故障。
如:清洗机卡板、进出板机卡板、ICT线体卡板、自动货柜运转不停止、线体出现漏电等,现场操作人员应按紧急停止开关(关闭电源),保护现场后立即通知当线工程师或技术员处理。
四、贴片机安全操作注意事项贴片机作为高科技产品,安全、正确地操作对机器和对人都是很重要的。
安全地操作贴片机最基本的就是操作者应有最准确的判断,应遵循以下的基本安全规则:1.机器操作者应接受正确方法下的操作培训。
2.检查机器,更换零件或修理及内部调整时应关电源(对机器的检修都必须要在按下紧急按钮或断电源情况下进行。
5.Track 工艺技术介绍
pattern,这个 pattern的作用就是保护在它下面薄膜,使其在
下一道刻蚀工序中不被刻蚀掉,从而最终在薄膜上形成我们所需 要的TFT pattern.
Coat & Exposure
Copyright BOE Technology Group
Development TFT Panel
Glass (After Thin Film)
‹#›
B2 Project Team
概述
3. 光刻与整个阵列的关系 3.1 光刻工序在整个阵列工序中起着承上启下的作用,它和其他两个阵 列工序一样,光刻工序使用5MASK(或4MASK)工艺处理玻璃基板 3.2 每次曝光形成一个层,共5(或4)层,最后叠加形成最终的TFT pattern 。
玻璃基板
Copyright BOE Technology Group
‹#›
B2 Project Team
概述
(2) 曝光Exposure
通过Mask的遮光作用,有选择性的将光刻胶感光,此过程通过曝 光机来实现
Exposure
mask
Copyright BOE Technology Group
‹#›
B2 Project Team
•
•
Copyright BOE Technology Group
‹#›
B2 Project Team
Bake
② Cooling Plate (CP):
• • CP用于对玻璃基板进行冷却处理 Cooling plate中采用冷却循环水进行热交 换,玻璃基板与plate之间距离为0.3mm, 采用热辐射的形式冷却。 玻璃基板进入CP后首先放臵于Lift pin(12 支)上,此时Lift pin处于待机位臵,一段 时间后Lift pin变换到Bottom位臵。 (急剧的温度变化会损伤玻璃基板) CP由冷却循环水进行温度调节。
Track工艺设备培训资料教学教材
•ELV:Elevator panel Buffer •DP:Dry plate •R/P:Rotary Pass
①
②
IN Pass
APP
SCR
DHP & COL CV Buffer/Pass
PRE-BAKE & COL
CV R-Pass
放入buffer
③ 注意玻璃缺口方向的变化。
④
动画stop 1Sec
Air Curtain
•
Brush 可在0-5mm范围上下调整。
•
BOE B3 的设备 Bubble rinseN2气体加泵加压。
•
Brush 上方Rinse:72±3mm
பைடு நூலகம்
•
下部Spray距离上方:73mm
•
Air knife:35° / heigh(gap):2-
3mm(2.5±0.5mm)
修改
BOE Copyright ⓒ 2010
Track工艺设备培训资料
Company Confidential BOE Copyright ⓒ 2010
1
Index ( before you read this article )
• 本报告书的结构:
1. ExcelinerTM 1800 设备简介 (2. ExcelinerTM 1800 安全教育)
① SCR
Final Rinse
• SCR : Air Knife
Bubbling Brush
Glass 方向
OUT Stage Dry Stage
Brush Wash Stage
•
SCR的参数:
•
Air curtain 高度 8±1mm
Track工艺设备培训资料
•Air Curtain
•玻璃搬运方向 •Air Curtain •Rinse
BOE Copyright ⓒ 2010
DI Water
1.19%TMAH
•首先,使用1.19%的TMAH进行预
Air Curtain 湿润处理(Pre Wet)。设置风刀从 而隔断液体的流向。
•紧接着是DI Water水洗。其中的 水来自下方的 DI Water Tank 1
Track工艺设备培训资料
Glossary ( before you read this article )
下文中可能使用到的基本术语和缩写表:
Equipment controller Block controller Block Controller Terminal Cell Motion console(位于Coater) Handy Operation Panel Programable Logic Controller Interface Scrubber Head coater AP plasma Slit coater Dry Plate Developer Heat Treatment Unit Cooling Rotary Pass Elevator conveyor Conveyor Sub Arm Double/Twin Pass
5. ExcelinerTM 1800 的维护
BOE Copyright ⓒ 2010
1. ExcelinerTM 1800设备简介
BOE Copyright ⓒ 2010
Track产线
• Track产线布局(请放映动画):
EC
•ELV:Elevator panel Buffer •DP:Dry plate •R/P:Rotary Pass
SIMPACK基础培训教程-基本元件
L1.6
几何参数 (1/2)
横向轨距(实际轨距一半) Lateral rail distance
横向轮距 Lateral wheel distance
Isys / Track中心线
Rail ProfRef Marker (轨道型面坐标原点, 考虑轨底坡Rail Cant)
Wheel Marker
所有的几何参数都在Rail Element和RailWheel Pair中设置。
“Jaschinski (tangens hyperbol.)” 考虑饱和的线性, 光滑过渡
“Vermeulen/Johnson/S.H.E.” (Shen/Hedrick/Elkins) 同上, 更接近真实
推荐“FASTSIM” , 常用在离散弹性接触discrete elastic contact 基于(等效椭圆) 接触斑的离散化; 作为标准方法
轮架铰接的From标记点必须在惯性坐标系 (Isys)中
一个或更多个车轮可以属于同一个轮架
轨道参数设置
轨道可以通过部件Body 或惯性坐标系Isys 建立
如果轨道是部件,要遵从下面的要求:
该部件的铰接必须是type 91 (跟随Track Joint 7 或 9的线路位置行驶) Type 91铰接支持多个自由度. 一个或更多个轨 道可以属于同一个物体
名义车轮半径 Nominal wheel radius
Wheel ProfRef Marker (车轮型面坐标原点)
L1.7
几何参数 (2/2)
轨道型面Rail profile的默认设置是在横向轨距 lateral rail distance位置 或者, 双轨轨道元件可以输入轨距Track Gauge 输入的是测量的轨距track gauge和高度(欧洲标准为轨距1.435 m, 测量高度距离轨道顶点14 mm,考虑磨耗和 切口)(中国《铁路技术管理规程》规定,直线轨距是在钢轨头部踏面下16 mm 范围内两股钢轨工作边之间的 最小距离。 )
物流设施与设备培训讲义ppt80页课件
分 根据动力不同分:内燃型和电瓶型。 类:
手推车
搬运车
手动
半自动
全自动
牵引车 Tow Tractor
定义:具有牵引一组无动力台车能力的搬运车辆的牵 引车。
适用 牵引车作业时,台车的物料装卸时间与牵引车 范围:的运输时间可交叉进行,且牵引一组台车,从
定 义:
辊道输送机是利用辊子的转动来输送成件物品的输送机。 它可沿水平或曲线路径进行输送,其结构简单。安装、 使用、维护方便,对不规则的物品可放在托盘或者托板 上进行输送。
分 类:
按驱动方式分:无动力辊道输送 机/动力辊道输送机(链传动/ 摩擦传动)。
按无动力辊道输送机的曲线段形 式分:柱形辊子式/锥形辊子式 /差速辊子式/短辊子差速式等。
分 类:
根据挠性输送带的不同, 可分:
织物芯胶带/织物芯 PVC带/钢带/网带等。 织物芯又可分为棉帆布 /尼龙帆布(NN)/聚酯 尼龙交织帆布(EP)等。
滚柱输送机
定
采用滚柱来取代
义: 辊道的输送机。
用
结构简单,一般
途 用于无动力驱动。
: 适用于成件包装货
物或者整底面物料
的短距离搬运。
辊道输送机
分 按操作可分:站立式、坐椅式。 类:按作业场所:普通型、防爆型、冷藏型。
电动托盘堆垛车
定 由外伸在车体前方的、带
义 :
脚轮的支腿来保持车体的稳 定,货叉位于支腿的正上方,
并可以较高起升,进行堆垛
作业的电动插腿式叉车。
分 根据司机运行操作的不同可 类 分: : 1、步行式电动托盘堆垛车
(左上图)
2、踏板驾弛式电动托盘堆 垛车(左中图)
装配工艺技术及重点工序控制培训教材ppt课件
4.3.2 钩头键、楔形键装配后,其接触面积应不小于 工作面积的70%,不接触部分不得集中于一段,外 露部分应为斜面长度的10%~15%。 4.3.3 间隙配合的花键和滑动键,装配后应滑动自如, 不得有局部卡住和松紧不匀的现象。 4.3.4 带顶丝的键连接,应先拧紧顶丝,然后紧固螺 母。 4.3.5 装配时不得用锤直接敲键,敲击时,中间应垫 以软金属或不易损伤键表面的垫块。
5.5.3 当中心距小于1米时,同一回路开放式传动各带 轮轮槽对称中心面的位置度应≤0.3%L,中心距大于、 等于1米时,位置度不大于4毫米。一般采用样板调 整。 5.5.4 三角带在装配之前应先将带轮的中心距调小, 先将带套在小轮上,再将带旋进大轮,不要使用旋 具或带有快口的金属硬件拨带,以免损伤带而降低 带的使用寿命。 5.5.5 三角带张紧力大小要适当,对于新安装的V带, 一般通过在带的切边中点施加规定载荷,使切边产 生一定的挠度f测定,f=1.6% t (t-切边长)。对于 运转后的V带,在带的切边中点施加的载荷约为规 定
4.4 压装 4.4.1 压装时不得损伤零件。
4.4.2 压入过程应平稳,被压入件应准确定位。 4.4.3 对于自导向不好的零件压装时,应使用适当的 导锥、导套。 4.4.4 将实心轴压入盲孔时,应注意查看是否有排气 孔或槽,对无排气孔(槽)的不予压装。 4.4.5 压装零件的配合表面除有特殊要求外,在压装 时应涂以清洁的润滑剂。 4.4.6 用压力机进行压装时,应根据技术文件所提供 的压入力进行压力调整或使用适当的限位装置。
7 试车调整:
7.1 机器运转平稳,不得有卡碰和异常声音。 7.2 各操纵件操纵灵活、准确、可靠。 7.3 联接件、紧固件不得松动。 7.4 不允许漏油、漏水、漏电。 7.5 各部轴承不允许有严重发热现象,其温升一般不 超过40℃。 7.6 其它要求详见各产品试车检查标准。
SMT设备操作安全培训教材(完整版)ppt课件

二、印刷机操作安全注意事项 1、机器在正常印刷过程中严禁打开机器门盖作业。严禁机器在正常的动作状 态下操作员有添加锡膏,擦拭钢网,拿取PCB板等一系列危险动作, 正确的方法为必须先停止印刷待完全停止后进行。
12
二、印刷机操作安全注意事项 2、印刷机内严禁存放任何物品。印刷机TABLE台及钢网上不可以放置搅拌刀、 锡膏、擦拭布、顶PIN等物品。 印刷机内须时刻保持干净、整洁之状态
SMT设备操作安全培训教材 REPORT
1
目录
安全标示与危化品认知 案例分享 一、上板机操作安全注意事项 二、印刷机操作安全注意事项 三、贴片机安全操作注意事项 四、移载机操作安全注意事项 五、回流炉操作安全注意事项
2
SMT常见警告标识
SMT 操作安全
高压
易燃
高温
防静电
高温
磁力伤害
设备发 出磁场, 电子仪 表、液 晶屏、 金属手 表等应 该远离, 以免被 损坏
10、严禁将已经在后机台生产过的PCB 板, 退回至前一台机进行贴片;订单生产完成后,需要转线, 必须将顶针、隔板取出再调取程序,调整轨道宽度
20
三、贴片机安全操作注意事项
11、遇到无法处理或者未曾见过的报警界面,不可私自操作处理,应该马上通知 技术人员跟进 ; 12、及时关注并清理飞达内的废弃料带(理论上灯面线须2H 清理一次),否则 废弃编带过多会造成切刀单元堵塞,编带无法继续进给而向上延长,有撞坏头部 的风险 13、台车离线电源线、剪刀、接料片、物料 夹具等物品摆放有序; 14、拆卸吸嘴时,头部尽量推到台车 空旷的地方进行作业,否则有损坏头部吸杆的风险;
成后注意检查防止PCB有放反、重叠、倾斜现象,PCB 板表面有异物时,必
须处理干净才能装框。
TRACK安装调试培训资料
创新进取 正道经营 追求卓越
8、同步带张力调整 用张力计依次将同步带的张力调整到标准值(标准值参照《各部分
标准张力表),具体做法:首先用张力计测量同步带当前张力,再与标 准值比较,最后用扳手调节涨紧轮的松紧状态,使得同步带的张力在标 准范围内。
创新进取 正道经营 追求卓越
9、追加ROLLER安装与调整 将先前拆下来的追加roller重新安装上,然后用0.2mm的塞尺测量上
创新进取 正道经营 追求卓越
4 调整立替部气缸升降速度,升降时间相同: 5.0±0.3s; 5 确认基板缺口Sensor高度:5.0±1.0mm。 6 确认基板检查Sensor高度:10.0±1.0mm。 12、过渡CV调整 1 确认ManualSW动作是否正常; 2 确认基板检查Sensor高度:10.0±1.0mm。 13、UV前CV调整 1 确认ManualSW动作是否正常; 2 确认基板检查Sensor高度:10.0±1.0mm。
距离,在GOT面板上调整RB的升降,直到所测距离为2mm,允许误差控制 在0.5mm内。
创新进取 正道经营 追求卓越
前下RB安装
RB电机Sensor
创新进取 正道经营 追求卓越
RB Teaching GOT面板
创新进取 正道经营 追求卓越
RB Teaching GOT操作
创新进取 正道经营 追求卓越
创新进取 正道经营 追求卓越
以及HB robot Teaching做准备。最终的川幅调整以COATER基台为基准。 3、川幅调整(终调)
LC robot Teaching完成后(Teaching基准为COATER基台),用 robot将基板放入出口CV中,以此基板的两侧边为基准,首先调好两侧整 列roller,再由两侧整列roller为基准拉线,最后调整CLEANER所有 Guide roller。具体调整做法与川幅调整(初调)的相同。 再将Guide roller顶部到基板上表面的距离调整至4mm。
track工艺介绍
导轨工艺简介涂胶基本流程• HP :HOT PLATE IND :INDEXER AH :ADHESION CHAMBER WITH HP• AC :ADHESION CHAMBER WITH CP SC :SPIN COATER• TR :TRANSFER UNIT 涂胶前处理(PRIMING )• 目的:增加圆片衬底与光刻胶的粘附性 • 化学试剂:HMDS ( 六甲基二硅胺 )• 气相涂布方法:1。
常温下的HMDS 批处理箱 2。
高温低真空下的HMDS 批处理箱 3。
高温低真空下(高温下)的HMDS 单片处理模块• 确认HMDS 的效果用接触角计测量,一般要求大于65度 • 前处理注意事项DNS 涂胶系统图:• 来片衬底必须是干净和干燥的 • HMDS 处理后应及时涂胶 • HMDS 处理不能过度 • 安全使用HMDS涂胶(COATING )• 影响光刻胶厚度和均匀性的主要参数: • 环境温度 • 环境湿度 • 排风净压力 • 光刻胶温度 • 光刻胶量• 旋转马达的精度和重复性 • 回吸量• 预旋转速度,预旋转时间,最终旋转速度,最终旋转时间,最终旋转加速度软烘 ( SOFTBAKE )31 N2 IN HMDS V APOR软烘目的:•去除光刻胶中的溶剂•增加粘附性•提高E0的稳定性•减少表面张力软烘方法:•热对流烘箱•红外线辐射•接触式(接近式)热版•软烘的关键控制点是温度和时间显影前烘焙(PEB)•目的:降低或消除驻波效应•PEB温度一般要求比软烘高15-20度•PEB一般采用接触式或接近式热板烘焙•PEB的关键控制点是温度与时间显影(DEVELOPER)目的:简单的说就是去除已曝光部分的光刻胶显影方法:•浸润显影(IMMESRSION)•喷雾显影(SPRAY)•静态显影(PUDDLE)影响显影的因素:•显影液成份•显影液温度•环境温度•环境湿度•显影液量•显影方式•程序坚膜(HARDBAKE)•目的:•去除残余的显影液,水及有机溶剂•提高粘附性•预防刻蚀时胶形貌变形•方法:•接触式或接近式热板•DUV•控制关键点是温度和时间光刻胶工艺•确定光刻胶厚需考虑的几个因素:•圆片表面的形貌•显影损失的胶厚•刻蚀损失的胶厚•屏蔽注入所需胶厚•无针孔所需胶厚光刻胶工艺控制•光刻胶厚度及极差•颗粒•光刻胶缺陷•胶量•排风•热板温度•显影液量•显影均匀性•E0驻波效应(STANDING WA VE)驻波效应原理:由于入射光与反射光产生干涉使沿胶厚的方向的光强形成波峰和波谷产生的降低或消除驻波效应的两种方法:•PEB•加抗反射层:用有机(TARC/BARC)&无机材料(TIN)NO PEB PEBTRACK工艺简介摘要本文简要介绍关于涂胶、显影工艺的一些相关内容。
物流设施与设备培训课件
•
重规矩,严要求,少危险。2020年11月27日 星期五4时7分26秒04:07:2627 November 2020
•
好的事情马上就会到来,一切都是最 好的安 排。上 午4时7分26秒 上午4时 7分04:07:2620.11.27
•
每天都是美好的一天,新的一天开启 。20.11.2720.11.2704:0704:07:2604:07:26Nov-20
配
作用。为了防止突然停车而产生的反转运动,在
传动装置中装有止逆器。整个提升机在全高度上
送
安装了铁皮罩壳。物料从下部的供料口进入料斗
作
内,经提升至头部滚筒卸料,斗内的物料经卸料 口被卸出。
业
设
备
货 第三节 连续输送设备概述
物
2、斗提机的装料方式:
出
顺向进料:
库
料斗运动方向与进料方向一致,料斗对物料是挖取
出
库
1、满足作业要求
2、符合拣选商品要求
配
3、系统配套设施齐全
送
作
业
设
备
货 第二节 自动导引搬运车
物
一、自动导引搬运车的基本概念
出
自动导引车:简称AGV。根据美国物流协会定义,
是指装备有电磁或光学导引装置,能够按照规定
库
的导引路线行驶,具有小车运行和停车装置、安
全保护装置以及具有各种移载功能的运输小车。
配
我国国家标准《物流术语》中,对AGV的定义为
送
:具有自动导引装置,能够沿设定的路径行驶, 在车体上具有编程和停车选择装置、安全保护装
作
置以及各种物品移载功能的搬运车辆。
业
设
备
货 第二节 自动导引搬运车
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•利用气体的浮力和液体会自然分开,在中间 形成一个可以静置的空间,气体向上浮出。从 而分离水和气泡。
•气液分离器上方的手动调节排气量的一个简 易阀门,通过旋转里面的薄圆形铁片。可以调 节排气量的大小。
Air
•铁片遮挡的部分越小则排气量越大。
③ SLIT COATER
• 在HCT的控制电脑旁边,悬挂有下图。操作时可以对照此图进行操作。注意的是操作过 程,必须先向上到达较高位置,再前后移动,防止Nozzle头被突出物体磕坏。
BOE Copyright ⓒ 2010
③ SLIT COATER
• Head:
排气 PR 胶 •调节螺栓时,要观察紧固螺栓拧紧和松弛下两相比较 的数值差。因为往往你拧到目标值后,再拧紧紧固螺 栓时数值会变化。需要事先估计预留出此部分的量。 排气
Track 工艺设备培训资料
Array工厂Track科 2010年10月26日
BOE Copyright ⓒ 2010
Glossary ( before you read this article )
下文中可能使用到的基本术语和缩写表:
Equipment controller Block controller Block Controller Terminal Cell Motion console(位于Coater) Handy Operation Panel Programable Logic Controller Interface Scrubber Head coater AP plasma Slit coater Dry Plate Developer EC BC BCT CMC HOP PLC I/F SCR HCT或HC APP Slit-CT DP DEV 主控电脑,Track机设备的控制根节点 每个PLC(block)的控制器,共三个,1.SCR,2.I/F,3.DEV 控制器的显示屏(触摸式) Coater机的涂布及其附属设备的控制单元 手持式操单元 涂胶及其附属设备,同时也常常指代涂胶机的整体 清除有机物的设备,取代5代线的UV 涂胶机,与HCT,HC等名称经常混用,等待正式Manual 中。 减压干燥单元 显影单元
BOE Copyright ⓒ 2010
② OVEN:Heat & Bake
• Heat & Bake:
•由于设备是密闭的,玻璃在里面的状态是 看不到的所以在两侧靠近Parts(梯子和脚 手架)的地方每隔一段距离设置了一个观 察用的窗口。 •上部和下部加热板的多少取决于具体的情 况。 •温度sensor在加热板中央的位置
•LD/ULD 和 APP ,AOI 都不是TEL的设备,由各自研修小组负责讲 解。 •BAKE 和 COL合并在②中讲解。 •Coater, EXP, AOI 前都有BUFFER, 在讲特殊的⑥ELV时其他会提 到并讲解。
① SCR
Final Rinse
• SCR :
Air Knife
Bubbling
BOE Copyright ⓒ 2010
② OVEN(动画)
OVEN
Pre-Heat
BAKE
COL
•Pre - COL
•T.C. – COL
在此中可控制冷风的温 度,冷却玻璃基板
在此中直接吹冷风,温 度下降
Cool Air 冷却水
•Heater的温度大于玻璃 基板需要达到的目标温 度。而且,由于在靠近 入口和出口的位置的散 热量大,所以Heater块 在此中玻璃基板保持目 温度的设置常常是: 标温度不变
•5 Uniformer的位置 •6 Head 0 set 的探针的位置 •7 Head-Table Gap的 1 号位置 •8 Head-Table Gap的 2 号位置 •9 Head-Table Gap的 3 号位置 •10 挡板调节的压力计位置。
1
234
5 6
7
8
9 10
排出废液
BOE Copyright ⓒ 2010
挤压用Roller 材质VPE 修改
•容易将玻璃变形, 在Brush抬起时
BOE Copyright ⓒ 2010
① SCR
• SCR 1:
•从APP进入SCR实际上是有一个坡度的。In PASS和APP比S CR高7mm。也就是说,水无法流向APP和in pass,SCR整体 比其他的要低。
•Air Curtain是在距离玻璃大概高度 8±1mm的位置。如左图所 示,利用气体的隔断,从而保证1.19% TMAH的Rinse和DI Wa ter的Rinse间互相不影响,可以在有限的设备流水线长度上放 置密集的Rinse,减少了设备的长度,使设备更紧凑。同时也 防止了药液互相混合,有利于回收再利用。
•Air Curtain DI Water 1.19%TMAH Air Curtain •玻璃搬运方向 •Air Curtain
BOE Copyright ⓒ 2010
•首先,使用1.19%的TMAH进行预 湿润处理(Pre Wet)。设置风刀从 而隔断液体的流向。 •紧接着是DI Water水洗。其中的 水来自下方的 DI Water Tank 1
距离
BOE Copyright ⓒ 2010
③ SLIT COATER
• 调节Nozzle口的大小螺栓
1
2
•1 为缩小Nozzle口的螺栓 •较大,所以插不入2的螺栓孔 •当拧紧时,会将缝隙顶开,从而缩小Nozz le涂胶的开口。 •2 增大Nozzle口的螺栓 •小,通过螺帽提拉作用 •当拧紧时,会将缝隙变小。从而加宽开口No zzle涂胶的开口。
Brush
Glass 方向
OUT Stage
• • • • • • • •
Dry Stage
Brush Wash Stage
DI Water 1.19%TMAH
Air Curtain
APP
SCR的参数: Air curtain 高度 8±1mm Brush 转速:300-400rpm Brush 可在0-5mm范围上下调整。 BOE B3 的设备 Bubble rinseN2气体加泵加压。 Brush 上方Rinse:72±3mm 下部Spray距离上方:73mm Air knife:35° / heigh(gap):23mm(2.5±0.5mm)
① SCR
• SCR 3 :
Air Knife Final Rinse
Bubbling
•基板经过HP Bubbling和 HP Rins e后到达Final Rinse。 •为了保证在没有基板的情况下下 部的Rinse喷射出的水不会飞溅到 上部的chamber盖上。在这里使用 了一个防止喷溅的挡板。在经过这 些以后,使用Air Kinfe 干燥。
温度 玻璃板目标温度
距离
在此中玻璃基板 升温至目标温度
Heater 20mm 20mm
Cool Air Unit
反射板 FFU
T.C. – COL
Pre - COL
Bake
Pre - Heat
•玻璃基板运动方向
A。 Pre-Heat用于升温,Bake用于保温,COL用于降温。 B。 OVEN从上面打开进行PM清理。下部的螺丝拧松后可以取出掉落的碎玻璃。
BOE Copyright ⓒ 2010
Index ( before you read this article )
• 本报告书的结构:
1. ExcelinerTM 1800 设备简介
(2. ExcelinerTM 1800 安全教育) 3. ExcelinerTM 1800 软件界面
4. ExcelinerTM 1800 控制&电力系统 5. ExcelinerTM 1800 的维护
•COL in部分
BOE Copyright ⓒ 2010
③ SLIT COATER
• Coater的结构:
CDA
•A:Head D:Mounting Section •B:Table E:Running Section •C:lines Section F:Auxiliary part of production
……
50mm 4 B 3
A
•两个排气口阀门轮流交替打开。从而使H ead中的气泡振荡。有利于排出。 •Head上通过螺栓1,2 可调节Nozzle口的 大小(1缩小Nozzle 开口,2扩大)。
1 2
•1 调整螺栓 •2 调整螺栓
唇Gap
100um
•3 固定螺栓 •4 垫片 •为保证Nozzle口压力,Nozzle 口 (唇)中间稍微狭小,两侧稍微宽。
BOE Copyright ⓒ 2010
1. ExcelinerTM 1800设备简介
BOE Copyright ⓒ 2010
Track产线
• Track产线布局(请放映动画):
•ELV:Elevator panel Buffer •DP:Dry plate
EC ①
IN Pass APP SCR
•Final Rinse的Water来自于DI Water Ta nk 2 ,Tank2的水流到Tank1 重复利用。
•AK DRY
BOE Copyright ⓒ 2010
•防止喷溅板
•Rinse
•Rinse
•基板传送方向
SCR的排气部分 • • Exhaust管增加气泵加速排气。 为了弥补排气量的不足。
上的观测窗
BOE Copyright ⓒ 2010
② OVEN:Col
•
COL设备:
•COL的温度控制单元FFU使用CDA冷却从Bake中 出来的玻璃基板。 •里面使用冷却水循环来控制温度。