钢丝刮刀涂布工艺研究_李杰霞
镀锌线锌锅辊系自动刮刀结构改进优化
镀锌线锌锅辊系自动刮刀结构改进优化马维杰① 刘海军 贺磊兴(酒钢宏兴钢铁股份公司碳钢薄板厂 甘肃嘉峪关735100)摘 要 酒钢镀铝锌开发过程中,板面锌渣和锌花不均缺陷严重制约产品质量提升。
通过在锌锅辊系上增加自动刮刀替代岗位人员手动刮渣后,一定程度上减轻了人工刮渣作业强度,但是也不能保证辊面去渣后的平整性,带钢表面锌花不均现象仍较严重。
另外,刮刀故障率较高,严重影响了刮刀的正常使用。
经过对自动刮刀结构进行了优化改进,改善板面质量,延长刮刀使用寿命。
关键词 镀锌线 热镀铝锌 自动刮刀 改进中图法分类号 TG155.4 文献标识码 BDoi:10 3969/j issn 1001-1269 2022 Z2 0251 前言镀铝锌硅产品表面锌花不均及锌渣缺陷是镀锌界公认的难题,镀铝锌硅板档次越高该缺陷影响就越大。
在现有的热镀锌生产线上,锌锅沉没辊是镀锌工艺段中与带钢直接接触的重要辊子,由于锌锅的锌液成分复杂,温度很高,导致锌锅沉没辊工况条件极为恶劣,尤其是因铁元素的代入而产生的大量锌渣。
这些锌渣黏附在锌锅内的沉没辊上就会在带钢上产生锌渣、锌花不均等严重质量缺陷,降低产品的合格率。
近年来由于产品升级,汽车板、电器柜板及高档家电板的大量市场需求对产品表面质量提出了越来越高的要求,这一问题更为凸显。
传统的辊面去渣采用手动刮刀,工人劳动强度大,再加上人为因素,去渣效果不佳,后宝钢设计开发丝杠驱动的和导轨定位的自动刮刀,酒钢镀锌线引进后,用在热镀铝锌硅产品上,也不能保证辊面去渣后的平整性,带钢板面锌花不均现象仍较严重,另外刮刀在锌液温度600℃的上方高温及充满锌粉杂质的恶劣环境下,刮刀晃动达到5mm左右,且丝杠螺母润滑不良,结构磨损很快,寿命非常低。
并且随着机械设备磨损的加剧,沉没辊刮刀行走装置也频繁出现卡阻现象,甚至丝杠变形损坏的情况也时有发生,严重影响了刮刀的正常使用,刮刀使用寿命仅有3-5天,被迫停机更换刮刀,同时产生大量废次品。
涂布刮刀使用性能的分析_郭亚龙
涂布涂布纸与纸板作为印刷与包装的主要材料之一,其 用户对质量要求越来越高,要求有细腻的纸面、稳定的品 质。作为涂布纸与纸板的计量元件之一的涂布刮刀在其 中起着非常重要的作用。
1涂涂布刮刀种类
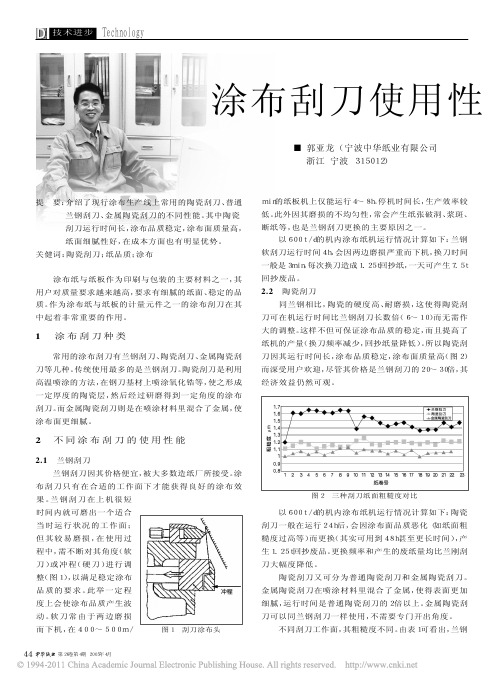
涂布常用的涂布刮刀有兰钢刮刀、陶瓷刮刀、金属陶瓷刮 刀等几种。传统使用最多的是兰钢刮刀。陶瓷刮刀是利用 高温喷涂的方法,在钢刀基材上喷涂氧化锆等,使之形成 一定厚度的陶瓷层,然后经过研磨得到一定角度的涂布 刮刀。而金属陶瓷刮刀则是在喷涂材料里混合了金属,使 涂布面更细腻。
兰钢刮刀
1.48
0.11
普通陶瓷刮刀 1.18
0.04
金属陶瓷刮刀 1.06
0.03
刀与纸面的角度,
β与β 的掌握很重 0
要。
表示(1 )β= β ,此 0
时刮刀作用在刀
面 ,工 作 情 况 可 以
接受;
表示(2 )β>β0 ,此 时刮刀轻微作用于
刀 尖 ,工 作 情 况 最
Байду номын сангаас
佳;
表示(3)β<β ,此 0
刀)或冲程( 硬 刀 )进行调
涂布刮刀优化提高涂布量降低生产成本
5.2 通过刮刀设计调整提高涂布量的案例分析 5.2.1 案例分析 1
国 内 某 大 型 白 卡 纸 生 产 企 业 甲, 生 产 300g/m2
的涂布白卡纸时其正面涂布结构和涂布头设定如 表 1 所示。
表 1 调整前涂布刮刀参数和涂布量
涂布头
预涂 中涂 面涂
刮刀尺寸 (厚度 x 角度) 0.457mm x 35° 0.457mm x 6° 0.457mm x 4°
软刮刀在使用的过程中,刮刀是以一个弯曲的形 式进行涂布操作的,而硬刮刀在使用的过程中基本是 以挺直的状态进行涂布操作的,如图 3 所示[5]。
2 涂布白卡纸的涂布结构及其涂布量
当前涂布白卡纸机通常的涂布结构是正面三道 涂布,依次是预涂,中涂和面涂;背面通常只有一道 涂布。 如图 4 所示。 正面三道涂布对白卡纸最终的 品质的影响最大。 综合考虑生产成本,运行,成品品 质控制等因素, 正面三道涂布的涂布量控制一般是 预涂高,中涂低,面涂次高[6]。 例如国内某白卡纸生 产企业生产的定量 230g/m2 涂布白卡纸, 其预涂涂 布量控制在 14g/m2 左右,中涂涂布量控制在 10 g/m2 左右,面涂涂布量控制在 11 g/m2 左右。 背面一道涂 布的涂布量基本控制在 10g/m2 以下。
面涂作为涂布白卡纸生产的最后一道涂布, 也是最关键的一道工序。 在这个阶段最终涂布品 质基本形成,所以面涂品质的控制非常重要。 面涂 的 主 要 颜 料 为 95 级 或 者 98 级 的 碳 酸 钙 , 有 些 纸 种为改善遮盖性和光泽度会加一部分的瓷土 (Clay),一般在 10%~30%之间。 涂料的固含量通常 控制在 65%~68%。 面涂通常使用软刮刀来保证最 终的涂布面品质。
涂布刮刀优化提高涂布量降低生产成本
:
.
:
关 键 词 :涂 布 白卡纸 涂 布量 涂 布刮 刀 刮 刀设计 。
:
_
-
2000年 以后 .我 国涂 布 白卡 纸 的 产 能 逐 年 增 加 .以至于 到今 天 出现 了产 能 严重过 剩 .供大 于求 的 局 面 .市 场形 势严 峻 。到 2015年底 预计 国内总 的涂 布 白卡纸 (包括 液 体包 装 纸 .香 烟 包装 纸 )产 能 将 达 到 1000万 吨 .国 内市场 可 以消耗 600万 吨左 右 .出 口 200万 吨左 右 .过剩 产 能 200万 吨 .预计 到 2016 年 年底 还会 有 100多万 吨产 能释 放【1】 各 大涂 布 白卡 纸生产 企业 都在 一 方面想 尽 一切 办法 提高产 品品质 吸引更 多 客户 .另 一方 面都 在开 发各 种新 的工 艺 以 降低 生产 成本 力求 增加 收益 。
3涂布 白卡纸正面的三道涂布 的刮刀选择
3.1预涂 采用硬 刮 刀 预 涂 阶段 是涂 布 的第 一 阶段 .要 为 后续 涂 布创
造 一个平 整 的基础 涂布 面 。预涂涂 料使 用 的颜料 机使 用 时的 角度 ,压 力等设 定 ,选 用厚 度 小 的涂布 刮 刀 ,以及通 过 改 变涂布刮 :
: 刀的 角度设 计 来实现 涂布 白卡 纸涂 布量 的提 高 ,通常每 道 涂布 可 以提 高涂 布量 2~3 g/mz。但 上述 方 :
: 法 的 使 用 均 需要 综合 考 虑调 整对 最终 涂布 品质 的影 响 .要 用科 学的合理 的 办法 来调 整
种 刮刀 的 主要 区别 是 刮刀刀 尖 的角度设 计 和刮 刀使 用 时候 的操作 模 式 。通 常我 们把 刀尖 角度 为 0o(也 叫 90 ̄)至 15 ̄的涂 布刮 刀 叫做 软 刮 刀 .而 刀尖 角 度 为 20 ̄ 45 ̄的涂布 刮刀 叫做 硬刮 刀 .见 图 1和图 2
涂布刮刀[发明专利]
![涂布刮刀[发明专利]](https://img.taocdn.com/s3/m/42eaeccb192e45361166f5b2.png)
专利名称:涂布刮刀
专利类型:发明专利
发明人:李泽清
申请号:CN201010297428.9申请日:20100929
公开号:CN102430499A
公开日:
20120502
专利内容由知识产权出版社提供
摘要:本发明公开了一种涂布刮刀,为薄型长条钢带,该涂布刮刀上设有一排对位配合涂布机上刮刀座上安装孔的第一定位孔,所述涂布刮刀上增加开设有一排与第一定位孔数量相同的第二定位孔,该第二定位孔与第一定位孔相对该涂布刮刀长边方向的中心轴呈对称分布,这样当涂布刮刀两长边颠倒翻转后,其第二定位孔即可对位配合涂布机上刮刀座的安装孔,从而当涂布刮刀工作的一长边使用磨损后,只需将其翻转通过第二定位孔重新安装于涂布机上的刮刀座上,即可使涂布刮刀未经使用的另一长边成为新的工作边,这样双倍的利用了涂布刮刀,使涂布刮刀的使用时间翻倍。
申请人:竞陆电子(昆山)有限公司
地址:215300 江苏省昆山市经济技术开发区金沙江北路1818号
国籍:CN
代理机构:昆山四方专利事务所
代理人:盛建德
更多信息请下载全文后查看。
涂布工艺概述-材料物理与化学论文作业
涂布工艺概述摘要:涂布技术广泛地应用于纸张和薄膜等基材的涂布及复合包装,在功能性薄膜、胶带生产中起着重要作用。
今材料工业的迅速发展,对涂层提出更薄、更均匀的要求。
特别象平板显示器中所用的功能性光学薄膜,如防反射膜、防眩光膜等,其涂层厚度往往小于1чm。
本文着重介绍几种主要涂布工艺的特点和应用。
关键词:精密涂布工艺;网纹辊定量涂布;辊筒涂布;逗号刮刀涂布;钢丝刮刀涂布;热熔胶喷挤涂布1. 前言涂布工艺是改变和完善材料表面特性的重要加工工艺,而随着科学技术的不断发展,涂布工艺更成为许多重要功能性材料研究开发所不可或缺的重要工艺技术手段。
特别是精密涂布工艺技术可满足某些涂层的特殊要求,从而增加材料的附加值并扩大其应用范围。
无论那一种涂布复合设备,其关键部分就是涂布头,而涂布头采用何种涂布刮胶方式,会直接影响涂布的质量和效果。
我们在此略微探讨一下涂布复合设备的几种涂布刮胶方法及其应用。
2. 涂布类型及应用涂布复合设备主要应用于塑料薄膜、纸类、电化铝、布料及皮革等多种卷筒基材的上胶涂布与复合加工。
目前,应用较多的涂布方式有以下几种:网纹辊定量涂布、辊筒涂布、逗号刮刀涂布、钢丝刮刀涂布、气流刮刀涂布、热熔胶喷挤涂布、条缝涂布、微凹版辊涂布等。
2.1网纹辊定量涂布这种涂布设备主要采用网纹(凹眼)涂布辊来进行上胶涂布。
其涂布均匀,而且涂布量比较准确(但涂布量很难调节)。
用网纹辊涂布时,涂布量主要与网纹辊的凹眼深度和胶水种类的精度有关。
网纹辊的凹眼深度越深,胶从凹眼中转移到基材上去的量相应也越多;反之,网纹辊网凹眼深度越浅,转移到基材上的量也相应减小。
与黏度也有很大关系。
胶水黏度太大和太小都不利于胶的正常转移。
胶水黏度大不易转移,太稀则易流淌,使上胶不均匀,易产生纵向或横向流水纹。
所以,一旦涂布网纹辊和胶的种类定下来后,就很难调节其涂布量,这也是网纹涂布辊的应用受到限制的主要原因。
2.2 辊筒涂布这种上胶涂布通常采用两辊转移涂布。
刮刀涂布常见问题探析
刮刀涂布常见问题探析
伦俊文
【期刊名称】《中华纸业》
【年(卷),期】2005(026)004
【摘要】随着涂布机车速和对涂布纸质量要求的不断提高,涂布过程中出现了一
些新问题。
本文结合笔者多年从事涂布纸生产中遇到的问题,探讨涂布纸病的特征、形成原因及解决措施。
【总页数】2页(P36-37)
【作者】伦俊文
【作者单位】山东晨鸣纸业集团股份有限公司,山东,寿光,262700
【正文语种】中文
【中图分类】TS758.1
【相关文献】
1.涂布纸、涂布流变学和刮刀涂布机运行性能的研究趋势 [J], 尼克·圣塔菲洛普洛斯
2.刮刀涂布常见纸病与陶瓷刮刀的选择 [J], 孙利军;魏玉君;刑燕冰
3.涂布刮刀优化提高涂布量降低生产成本 [J], 赵文科;裴继诚
4.浅析干法复合刮刀式与非刮刀式涂布工艺 [J],
5.一种新型的刮刀涂布器:组合刮刀涂布器 [J], 段成学
因版权原因,仅展示原文概要,查看原文内容请购买。
刮刀涂布刮痕的产生及解决措施_熊杰
作者简介:熊杰,男,工程师,主要从事生产技术管理工作。
刮刀涂布刮痕的产生及解决措施熊 杰(广东冠豪高新技术股份有限公司,湛江,520022)摘 要:刮痕在刮刀涂布过程中的存在严重地影响了涂布纸的质量和产量,从而导致涂布生产线运作效率下降。
本文根据多年的实践经验,简要分析了刮痕的产生原因,提出了经实践证明是行之有效的解决措施。
.关键词:刮痕;刮刀涂布;涂料 用刮刀涂布技术生产热敏记录纸,当今世界仅有西欧、日本等少数厂家能做到,其工艺技术代表着国际先进水平。
它具有纸面平滑,白度好,发色清晰,稳定性强等优点。
随着国内热敏记录纸在传真机用纸、彩票、打印终端记录、标签和票据等领域的应用,热敏记录纸档次要求越来越高。
中国加入世贸组织后,关税下调,国内市场受到进口产品很大的冲击,在一定程度上给生产企业带来很大压力。
作为生产热敏记录纸的企业,机遇与风险并存,我公司审时度势,决定在原有气刀涂布生产热敏传真纸产品基础上推行技术创新,采用国际先进技术刮刀涂布方式生产热敏记录纸,向世界先进技术水平攀登,提高产品质量档次。
经过对技术、工艺、设备的改良,成功地生产出用刮刀技术涂布的热敏记录纸。
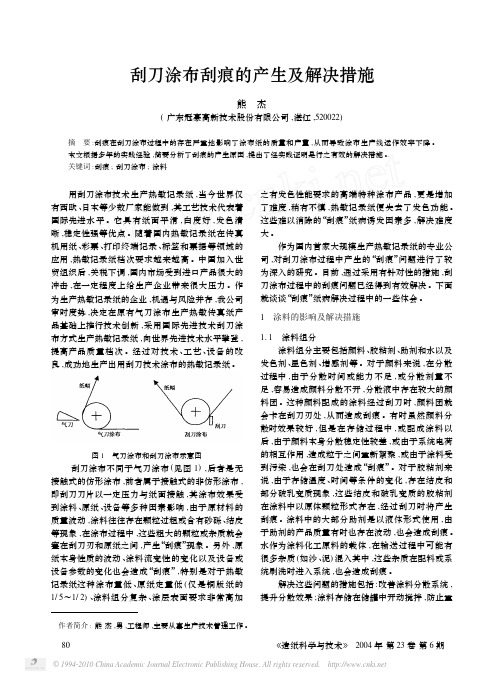
图1 气刀涂布和刮刀涂布示意图 刮刀涂布不同于气刀涂布(见图1),后者是无接触式的仿形涂布,前者属于接触式的非仿形涂布,即刮刀刀片以一定压力与纸面接触,其涂布效果受到涂料、原纸、设备等多种因素影响,由于原材料的质量波动,涂料往往存在颗粒过粗或含有砂砾、结皮等现象,在涂布过程中,这些粗大的颗粒或杂质就会塞在刮刀刃和原纸之间,产生“刮痕”现象。
另外,原纸本身性质的波动、涂料流变性的变化以及设备或设备参数的变化也会造成“刮痕”,特别是对于热敏记录纸这种涂布量低、原纸定量低(仅是铜版纸的1/5~1/2)、涂料组分复杂、涂层表面要求非常高加之有发色性能要求的高端特种涂布产品,更是增加了难度,稍有不慎,热敏记录纸便失去了发色功能。
这些难以消除的“刮痕”纸病诱发因素多,解决难度大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
,
2) = 9 0 ;
,
.
F o
,
, 5
(2
,
2 ) = 19 0
.
由 表 2 可知
FA
、
F 凡 均大 于 O
o
(2
,
) 2
=
9 .0
) 2
二
9 .0 1
因此
因子 A (温 度 ) 与 B ( 固体
338
第十 届 绝缘 材料 与绝缘 技术 学术交 流会论 文集
含量 )在 显著 水平 为
0 1 0
、
所示
。
一 方 面 将 刮刀 的 清 洁 程 度
钢 丝 直径
、
薄
表
试 验号 号
l 2 3
4
*
1
温 度 粘度 与固体 含 t 关系试验 结果 与方差分 析计 算表
B
:
、
A:
试 验 温度 ℃
( l)
(l )
:
,
胶 液 固体含 量
(l) (2)
:
,
%
C:
原胶粘 度
(l) (2 ) (3 ) (2 ) (3 ) (l) (3 ) (l) (2 )
,
。
试 验结 果见 表
4
。
合 并为 固体含 量这 一 个影 响因 素 视 为一 个 因 子
表
试 验号
4
钥丝 直径
、
胶液固体含盆对 涂布t 影 响试验结果
列号
D:
钢丝 直 径
(l )
(l )
(2 )
:
,
~
B
:
胶液 固 体含量
( 1) (2)
( l) (2 )
:
:
,
%
试验 结 果
巧 1
16 4 12 0 12 7
v
斌ance
e o c f
h av
a
e
e b
e n
u se
d o t e r key d
r
se别t
h
t e h
t o
e o a it n
g P r oc七 5 5
o
f
.
t e h
w i r
e
w
o un
d
e
o d
o h
w
s
t h
at :
h t
e
d i
别叭 e t e r
f o
w
a
e i r
n d a
c
,
.
:
5 0~
) ( 6
(3) (3 ) (l )
(2 ) (2 )
:
2 0土 2 20 士 2
(l) (2) (3) ( l) (2) (3)
:
:
:
4 0~ 5 0
5
:
:
20 0 2 1 1
18 5
. .
.
:
5 0~
) ( 6
6
7
:Байду номын сангаас
20 士 2
30 土 2 30 士 2 30 士 2
:
3 0 礴0
g 邵知吐 m
ge
1
前
言
粘度 辊
、
、
大涂 布 量
。
④渡 辊 式涂布
:
涂布 量 靠计 量
,
电 气绝 缘 柔软 复 合 材料 是 由两 种 或 两 种 以 上
不 同 绝缘 材料 经 粘 合 而 成 的 常 温 下 柔 软 的 绝 缘 材
渡 料 辊和 涂胶 辊 之 间的速 差调 节
,
对设备的
精 度 要求 非 常高
e r
h t e
n a
o c
t n i
o
g g r 出n m a g
P 众e
n g i
}
e h t
n u
加
w
n u
o d
n
l
n e a
is a f
a
r o f
Co
a
t n i
g
.
d s
: 。
。g o d五
;
a y sis i
f
v
硕a n c
e ;
e
V 石r e 叭o /
d Rd o
;
C o a it
显 著 性 继 续对 数据进 行 方 差 分析 如下 表 6 表
,
、
7
。
表6
试验号
D
l
方差 分析计算表
列号 号
B y
(l ) (l ) (2)
(1) (2 ) (1) 2) (
27 1 29 1
10
. .
( 1)
(2) (2)
15 1 16 4 12 0 12 7 2七 5 6 2
. . .
.
2 3 4
变 差 来源
因子 A 因子 B 因子 C
3
因子 与误差 的贡献率
平方 和
0 2 2 89 9 4 2 15 6
. .
S
自由度 f
2 2
2 2
纯 离差 平方和
0 .
贡献率
4 87
.
,
%
2 0
4 20 . 6 7 0 0
.
9 3 16
1 18
.
.
0
.
6 0
22
5 0
.
33
误差 e
T
0《 . 刃 89
4 5 15 6
几 几
T
45 3
45 0
45 4
.
S 声 4 5 15 6
.
45 5 0 2 2 89 9
,
.
.
0
.
6 0
22
0
.
) ( X
89
注
:
因粘 度 受温度 影响
故 将试验温 度 也 作为 一 个 影响 因素
对表
1
的试 验数据 进行 方 差 分析
,
结果 如表
2
所示
。
表 变差 来源
因子
因子
A
B
2
方差 分析表 均方
n i o s
e
n e t
is t h
.
t e h
i v h es d e
w
r e a
o
c a f
e
to r S
r 助曲阴 g e o a血 g g c
v o 件b I le
T 七。 U 苗
e r
t h
id 田 且 e仪江 o r is f w ie
K盯 w
o r
,
t e h
n
lo w
t a e i t s
%
,
所 以 在温 度
,
、
胶液 固体 含
可 以只 考虑
选择 钢 丝 直径 ( D )和 胶
,
量和 原 胶粘 度 对胶 液粘度 的影 响 中
,
粘剂 固体含量 ( B ) 这两 个 因子 进行 涂布量 的试 验
避免 了因 子 过 多 的干 扰
。
胶液 固体含 量 的 影响
,
即 将 胶液 粘度 与 固体 含量
如 此 多 的影 响 因 素
,
每个 因 个不
。
一 方 面 采用 正 交设 计 的方 法对 胶 液粘 度
固体 含
1
素 取两 种不 同 的状 态 进 行 比 较
同 的 试 验 条 件需 要 比较
因此
, ,
就有
2 6二 6 4
量及 原 胶粘 度 之 间的 关系进 行 试验
,
结 果如 表
实 际生 产 中根 本办不 到
.
0 0 5 上 都 是显 著 的 而 和.
。
,
态 分布
,
而 实 际 情 况不 一 定如 此
“
,
因此
,
必须进
因子 C (原 胶粘 度 )不 显 著
一 步 比较各 因 子 的
,
贡献率
。
”
来 具体 衡量 因 子 作
在 上 面 的方 差 分 析 中
假 定 试 验 指标 服 从 正
用 的大 小
。
如表
3
所示
表
、
2
.
实
1
验
、
③ 逗号 刮 刀 涂 布
机 构简 单
造 价低
,
适用 于 高
2
胶 液 粘度
试验
固 体 含 量 与原 胶 粘 度 之 间 的关系
作者 简介
:
李杰 霞
,
女
,
四川绵 阳 人
,
,
高级工 程师
。
,
主要
排 除材 料 及 后处 理 等 因 素
,
要在 复 合 生 产 过
从 事 绝缘材 料 应 用 研发 工 作
,
而 良 好 的 粘合 不 仅 要 求
。
气 绝 缘 柔软 复合材 料领 域 得到 了广 泛 应用
。
胶 粘 剂 本 身性 能优 良 更 要 求 稳 定 的涂 布 质量
目前
,
化 工 艺 条件
,
稳 定涂层 质 量
,
降低 产 品 成本
通
应 用 较 多 的涂布 方 式有 以下 五 种
:
:
① 网纹
过 正 交 试验 和 方 差 分析 对 现 有钢 丝 刮 刀 涂布 的影
二 两 列 的极差