板坯质量跟踪
热轧板坯跟踪与精准定位系统研发
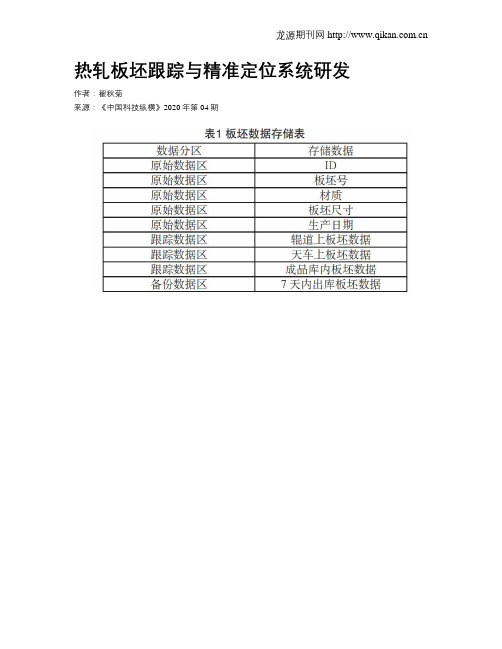
热轧板坯跟踪与精准定位系统研发作者:翟秋菊来源:《中国科技纵横》2020年第04期摘要:结合现有技术积累和经验总结,深入研究热轧板坯库内设备功能和作业工艺流程。
以实现热轧板坯跟踪与精准定位为目的,以升降辊道、输送辊道、吊装天车三种主要输送设备为动作跟踪对象。
将热轧板坯跟踪与精准定位系统划分为三个主要功能:板坯全行程跟踪功能,板坯精准定位功能,通讯功能。
用于定位板坯在成品库内的实时位置,满足热轧板坯库所有作业的跟踪需求,实现板坯在连铸、成品库、加热炉等多工艺流程中的信息统一,为板坯成品库的信息化和智能化管理提供了坚实的基础。
关键词:板坯;跟踪;精准定位0引言热轧板坯成品库是连接连铸和加热炉的重要纽带,也是热轧板坯入库和出库的门户。
随着自动化和信息化技术在钢铁企业的应用不断深入发展,板坯成品库的现有技术也在不断提升。
作为实现板坯成品库全自动的前提,热轧板坯跟踪与精准定位系统已经是整个库区不可或缺的部分。
轧板坯跟踪与精准定位系统不仅能够保证板坯在输送辊道上实时跟踪,还能够保证板坯在成品库内的精准定位,是实现热轧板坯成品库信息化和智能化的基石。
1 总体思路结合现有技术积累和经验总结,深入研究热轧板坯库内设备功能和作业工艺流程,以实现热轧板坯跟踪与精准定位为目的,以升降辊道、输送辊道、吊装天车三种主要输送设备为动作跟踪对象,将热轧板坯跟踪与精准定位系统划分为三个主要功能:板坯全行程跟踪功能,板坯精准定位功能,通讯功能,用于定位板坯在成品库内的实时位置,满足热轧板坯库所有作业的跟踪需求,实现板坯在连铸、成品库、加热炉等多工艺流程中的信息统一,为板坯成品库的信息化和智能化管理提供了坚实的基础。
2 系统构成为了实现板坯跟踪和精准定位,提高热轧库区管理和调度的整体质量,根据现场实际情况,按照安全第一、保证效率的方针,将系统分为L1和L2两层,其中L1包括两套PLC,采用西门子S7-300架构。
L2采用C#语言编程,Oracle数据库存储数据。
钛材表面质量跟踪报告

钛材表面质量跟踪报告1 钛板质量跟踪1.1 表面质量跟踪针对钛材表面质量突出的问题,自10月份以来热轧采取了投用润滑轧制、优化加热工艺等技术措施,钛材表面质量得以不断提升。
为此跟踪人员重点跟踪了热轧10月21日和10月26日生产的钛板酸洗后表面质量,特别是对下表面通长划伤酸洗后的形貌进行了跟踪。
在长钢现场,跟踪人员翻看了板坯号Y102B-283(10月26日轧制,规格4.5*850)、Y102-245(10月26日轧制,规格5.5*850)、Y106B-198((10月21日轧制,规格10.0*1050)三卷,其酸洗后上表面无缺陷率较高,6个以下缺陷的缺陷率接近100%。
其中,板坯号Y102-245经酸洗后共检查52张,选出39张合格品(合格品指表面无明显缺陷),一次合格率达到75%左右。
但下表面划伤缺陷较为突出,严重划伤且边部存在压入部位经酸洗后呈点、片状“麻坑”(如图1),须进行打磨改轧。
图1 通长划伤酸洗后形貌跟踪人员到达长钢现场之前,长钢已检查翻选了5卷,表面质量情况统计如下表1。
表1 表面质量检查情况根据现场跟踪和与长钢技术人员交流获悉,10月份生产的钛板其下表面划伤已成为主要缺陷之一,并且薄规格厚度为3.0mm的钛板划伤部位经打磨改轧为1.0mm的薄板,在原划伤位置处形成了通长“花斑”,且附近有许多小细针孔存在,如图2。
图2 通长划伤打磨和轧制后形貌1.2 钛板技术交流跟踪期间,跟踪人员与长钢钛业分公司管理和技术人员进行了交流,长钢钛业分公司对于近期热轧钛板产品质量较为满意,认为压入、小凹坑、大疤等明显减少,表面质量提高较大,部分板子已具备酸洗后直接外卖的条件,但同时也提出表面较粗糙、表面光泽度不够,特别是鱼鳞纹、划伤缺陷仍然较为突出。
下一步长钢将对今年钛板生产、发货与库存情况,以及缺陷情况等进行系统清理和总结,为下一步钛带生产和质量改进工作提供数据支撑。
针对坯料质量问题,下一步长钢将采取以下措施:(1)为提高坯料棱边质量,近期将订购了2套31°斜铣刀用于坯料棱边自动打磨;(2)优化上下表面铣刀工作速度,以及对锻压机两边双柱的立柱合套行程进行调整,改善坯料表面“铣刀纹”和同板厚度差问题。
连铸引锭杆跟踪长度工作原理

连铸引锭杆跟踪长度工作原理作为连铸过程中的重要组成部分,引锭杆的跟踪长度对于保障连铸质量和生产效率起着关键性的作用。
本文将探讨引锭杆跟踪长度的工作原理,并就其在连铸过程中的作用进行详细阐述。
一、引锭杆跟踪长度的概念和作用引锭杆是连铸机中用于牵引铸坯的关键部件,它的跟踪长度指的是引锭杆在连铸过程中的伸缩长度。
引锭杆跟踪长度主要受到浇铸速度、板坯长度等因素的影响,是连铸机能否稳定连续生产的重要参考指标之一。
引锭杆的跟踪长度对于连铸质量和生产效率有着重要的影响。
合理的引锭杆跟踪长度能够保证铸坯的尺寸准确性和表面质量,避免因为引锭杆伸缩不足或过度而导致铸坯变形或裂纹。
引锭杆跟踪长度的稳定性也是确保连续生产的关键因素之一,能够有效提高生产效率,减少生产中的停机时间和人为干预。
二、引锭杆跟踪长度的工作原理1. 传感器检测引锭杆跟踪长度的测量主要依赖于传感器的检测。
通过安装在引锭杆上的传感器,可以实时监测引锭杆的伸缩状态,并将数据传输到连铸机的控制系统中。
在这个过程中,连铸机的控制系统会根据传感器反馈的数据,对引锭杆的伸缩状态进行实时调整。
2. 液压系统控制引锭杆的伸缩主要通过液压系统来进行控制。
连铸机通过调节液压系统的工作压力和流量,来实现对引锭杆的伸缩调节。
在连铸过程中,当连铸速度或板坯长度发生变化时,控制系统会通过传感器监测到这些变化,并对液压系统进行调节,从而实现对引锭杆跟踪长度的精确控制。
3. 控制系统反馈连铸机的控制系统根据传感器反馈的数据,实时对液压系统进行调节,并控制引锭杆的伸缩状态。
当连铸过程中出现异常情况时,控制系统可以及时发出警报,并及时采取相应的措施,确保连铸质量和生产效率。
三、引锭杆跟踪长度的调整和优化为了保证连铸机的稳定生产,引锭杆跟踪长度需要不断进行调整和优化。
一般来说,连铸机中的液压系统和控制系统会根据铸坯的尺寸和连铸速度等参数,自动对引锭杆跟踪长度进行调节。
操作人员也可以通过控制系统手动干预,对引锭杆跟踪长度进行调整,以适应生产过程中的变化。
中厚钢板MES的研究与设计
中厚钢板MES 的研究与设计沈记全1,2,涂序彦2,汪 萌3(1.河南理工大学计算机学院,河南焦作 454003; 2.北京科技大学信息工程学院,北京 100083; 3.湖北新冶钢有限公司,湖北黄石 435000)摘要:信息化管理是工业企业发展的必然趋势.MES 是工业综合自动化系统流程的关键环节.作者结合中厚钢板的繁琐生产过程和复杂工艺特点,详细地论述了中厚钢板生产的业务流程建模、生产计划生成、板坯跟踪功能设计、数据采集功能的实现以及整个MES 的性能等设计,并分析了中厚钢板制造执行系统MES 的关键问题,以供设计、实施类似系统的技术人员参考.文章最后给出了具体的应用实例.关 键 词:中厚钢板;生产制造系统;跟踪;业务流程;OPC中图分类号:TP 391 文献标识码:A 文章编号:1673-9798(2007)04-0457-06Study and design of MES about mediu m and thick steel p lateSHE N J i -quan 1,2,T U Xu -yan 2,WANG Meng 3(1.Henan Polytechnic U niversity,school of co m puter science and technology,J iaozuo 454003,China;2.U niversity of Science and Technology B eijing,School of Infor m ation and Engineering,B eijing 100083,China;3.Hubei xinyegang ltd .Huangshi 435000,China;)Abstract:Enter p rise inf or matizati on is the only outlet f or the persistent devel opment of enter p rise .MES is a key part in the integrated of p r ocess industry .Based on the comp lex technol ogy and tedi ous p r ocess of medium and thick steel p late,the paper detailed analyzesmain p r oble m s and technol ogies on the design ofMES (Man 2ufacturing Executi on Syste m s )about medium and thick steel p late,such as modeling of operati on fl ow,crea 2ting of p r oduce p lan,designing of functi on of p late tracking,realizing of functi on of data collecting and per 2for mances of whole MES,etc .These p r oble m s and technol ogies can p r ovide references t o the technol ogy per 2s onnel who will design or i m p le ment the rese mble syste m.I n the end,the paper gives an app licati on instance ofMES .Key words:mediu m and thick steel p late;MES,track,operati on fl ow;OLE for Pr ocess Contr ol 0 引 言中厚钢板作为重要的钢铁产品之一,是工业生产中不可缺少的重要材料,被广泛用于国防、交通运输、能源、建筑等行业.从一定意义上讲,它的生产工艺水平和产品质量代表了一个国家钢铁工业的发展水平.因此,研究设计一种符合中厚钢板生产的制造执行系统(manufacturing executi on sys 2te m s,MES ),对提高中厚钢板的生产自动化程度和企业管理水平以及推动我国制造业信息化的快速发展具有很重要的现实意义.第26卷第4期2007年8月 河南理工大学学报(自然科学版)JOURNAL OF HE NAN P OLYTECHN I C UN I V ERSI TY (NAT URAL SC I E NCE ) Vol .26 No .4Aug .20073收稿日期:2007-04-26 基金项目:国家自然科学基金资助项目(60374032). 作者简介:沈记全(1969-),男,湖北黄梅人,副教授,主要研究方向为智能控制,企业系统集成等. E -mail:sjq0273@854河南理工大学学报(自然科学版) 2007年第26卷 随着市场经济的不断完善,中厚钢板企业生产逐渐实行以销定产,产品品种多、批量小、交货期短,用户对钢板产品的质量要求更加严格.为了充分满足上述要求,最大限度地提高劳动生产率和经济效益,企业必须实现现代化管理.对于企业信息化建设,是先实施ERP(Enter p rise Res ource Plan2 ning)还是MES,存在着不同的观点.我们认为,对于中厚钢板这种按定单生产、产品结构数据变化频繁的流程企业来说,还是先实施MES比较切合实际.这是因为,MES是一个工厂层的信息系统,介于企业领导层计划系统与生产过程直接控制系统之间,它以当前的视角向操作人员/管理人员提供生产过程的全部资源(原料、半成品、成品、设备、材料、工具和客户要求等)数据和信息,在工厂自动化系统中起着中间层的作用.MES能够根据底层控制采集与生产有关的实时数据,对短期生产作业的计划调度、监控、资源配置和生产过程进行优化.1 M ES一般地,一个MES包括产品跟踪和管理、产品性能分析、数据采集、工序调度、生产单元分配、资源分配、状态管理、过程管理、维护管理、质量管理、文档控制等功能模块,中厚钢板MES也不例外,基本上包含上述各项功能,只是中厚钢板的生产工艺过程繁琐复杂,要想实现中厚钢板的MES,并非是件容易的事情.下面结合中厚钢板的生产工艺过程对中厚钢板MES设计中的一些关键问题和技术进行分析和研究.1.1 中厚钢板的生产工艺中厚钢板的生产工艺过程一般包括如下工序:板坯质量检查与验收、加热、除磷、轧制(中厚钢板的轧制为来回往复轧制、在板坯需要控冷轧制时就存在多块板坯交叉轧制的工艺及有时为了保证轧件成品规格还需虚道次工艺)、控冷、矫直、冷床冷却(一般有2~3个冷床以及有时在冷床上钢板还需下线,俗称“甩钢”)、翻板、剪切(切边、切头尾)、收集(钢板检查、探伤、修磨、标志等)、计量、入库等[7].1.2 业务流程建模在MES设计和实施过程中,面临最大的也是最难实施的是业务流程的建模,这就要求我们在项目设计之前一定要充分了解实际的业务流程,分析哪些是合理的、科学的、应该保留的;哪些是不合理的、应该重组的.在业务建模过程中应该遵守以下4个原则:第一,要保证业务流程模型科学性、合理性.第二,采用面向业务人员进行建模方式.第三,结合企业的实际生产组织形式和生产过程,不同企业的实际生产组织形式和生产过程会有较大的区别.第四,提供灵活可扩展的业务流程引擎.业务流程引擎可以对业务流程的运行进行管理,以实现对服务的发现、绑定、调度、执行以及对执行结果的管理,实现面向应用集成的任务协同,为网络环境中的服务以及业务人员之间的协同工作提供支撑.1.3 生产计划的生成中厚钢板的生产计划分两步来完成:首先,生产计划根据定销合同生成一个概要性的生产计划.它规定了所用种种和规格,而具体使用哪个炉号、哪个批号的坯料需要原料操作人员进行匹配生成具体的生产计划(俗称“生产卡片”).这就要求坯料计划管理子系统中除了提供坯料和生产计划的数据录入、查询、修改、删除、统计等基本功能外,还要提供生产卡片的自动生成、维护功能.在生产卡片的自动生成过程中,一定要保证数据的正确性,因为它是整个生产数据的源头.一般在生产卡片自动生成时,需要考虑钢种、板坯的尺寸以及其他的特性,如“试验加厚”等约束条件,生产卡片的维护功能需要解决生产卡片的修改、删除等关键问题,对于还未投入生产的生产卡片的修改、删除不存在什么困难,只需修改对应的坯料数据和生产计划数据即可.对于已投入生产的生产卡片的修改就有一定的难度,这是因为对应的数据已分散到后续的各道工序中.为了确保数据的一致性,除了修改坯料数据和生产计划数据外,还需确定要修改的坯料所处的位置和状态,以便进行修改.1.4 板坯跟踪功能设计板坯跟踪是整个系统的关键,只有跟踪正确才能保证整个系统的正常运行和系统功能的实现.跟踪的主要目的是:使计算机实时地了解板坯在整个轧制生产线上的实际工艺位置及控制状态,以便能适时启动相关的功能程序,并对相关数据进行处理.轧制生产线上同时有多块板坯,每块板坯所处的轧制状态不同,而且这些板坯的规格、钢种可能各不相同,这样不仅要跟踪各块板坯的实际工艺位置,而且各块板坯的数据也得随着板坯的实际工艺位置的移动而存储到相应的数据库中[3].1.4.1 板坯位置和数据跟踪(1)位置跟踪.这里所谓的位置实际上是指板坯处于哪一个跟踪区域范围内,而不是指钢坯具体处在哪一个辊道上,即工艺位置.为了便于计算机跟踪,我们必须人为地把整个生产线分成几个跟踪区域.计算机通过检测H MD /C MD 的P .U.(p ick up )或D.O.(dr op out )信号或一些控制信号来确定板坯是否从一个功能区进入另一个功能区.(2)数据跟踪.板坯在轧制过程中会有大量的数据信息,如板坯的原始数据、加热过程数据、轧制参数数据和板坯跟踪信息等需要处理.由于板坯所处的工艺位置不同,需要存入数据库中的数据多少、数据的内容不尽相同,而且存入的数据库也不会相同.这就要求板坯的实际跟踪数据要随着板坯位置的变化而存入到对应的数据库中.1.4.2 板坯跟踪功能设计需要重点解决的问题(1)跟踪功能区的划分.为了便于计算机跟踪,通常将整个生产线划分为多个功能区,在每个功能区内跟踪程序要对该区域内的板坯进行相应的数据处理,以完成一定的功能.功能区划分的好坏将直接影响着系统的跟踪效果.跟踪功能区的划分原则是根据板坯在辊道上的实际位置和板坯的轧制状态来划分的.整个生产线分成以下跟踪功能区:原料区、推钢区、抽出区、初轧区、待机区、精轧区、放冷区、轧制完了区、矫直区、冷床区、剪切区、半成品区、成品区等等.(2)跟踪逻辑判断.跟踪功能的逻辑严密性是系统的跟踪功能好坏的标志.跟踪程序主要是根据现场的控制信号来确定板坯所处的位置,而现场的控制信号错综复杂,怎么从那么多的现场控制信号中提取有效信号是关键,这主要靠程序的逻辑判断来完成.跟踪程序一般采用下列几种逻辑判断方法:判断信号对应的门标志位和经过标志位;判断辊道运转方向;判断对应的功能区是否有钢坯;系统标志字.(3)数据结构的设计.如何定义数据结构是每一个计算机应用系统的关键,数据结构设计的合理,数据流程就简单明了,系统的性能也就大大提高了.跟踪功能的主要数据结构有跟踪指针表、跟踪索引表等.1.5 数据采集功能的实现数据采集功能负责从底层生产控制系统(如DCS 、P LC 、NC /CNC 和SCADA 或这几种类型的组合)中采集跟踪子系统和管理子系统需要的控制信号和相关数据.目前,比较新的底层生产控制系统都配置有自己的H M I (human &machine interface ),这样可以通过OPC (oLE f or p r ocess contr ol )把采集到的数据传送到对应的子系统;一些老的底层生产控制系统没有自己的H M I,这就需要我们重新配置一个H M I .那么,H M I 如何与底层生产控制系统通信则成为必须解决的问题.一般地,大多数底层生产控制系统提供串行、DP 或T CP /I P 协议中的一种或多种,我们可以通过它们实现HM I 与底层生产控制系统通信.跟踪子系统需要的控制信号有的需要单一信号,有的需要合成信号,有的要求是跳变信号(分上升沿、下降沿),有的要求是状态信号;因此,在进行控制信号采集时,一定要明确信号的类型.此外,在数据采集功能实现过程中,还有一点是必须注意的,那就是高温热检测器信号的有效性检查.跟踪子系统主要是根据现场安装的高温热检测器(H MD )的信号来实现板坯工艺位置的跟踪和轧制过程的控制,所以高温热检测器信号的可靠性十分重要.如果不能有效地排除干扰信号,就会导致跟踪失败和控制失灵,有时甚至会产生事故.从硬件的角度来看,在购买来H MD 时,应对其性能作充分的考虑.同时,对于关键部位的H MD 必须设置备份HMD.从软件角度看,软件程序应专门设954 第4期 沈记全等:中厚钢板MES 的研究与设计064河南理工大学学报(自然科学版) 2007年第26卷 置跟踪信号的有效性检查,尽可能保证跟踪功能不受H MD信号的干扰.1.6 M ES系统的性能中厚钢板MES是一个复杂的、大型的计算机信息管理系统,如何既能保证各子系统的分布性、独立性和高处理性能,又能保证各个子系统间的高速、准确地通信,提高整个系统协调处理能力则成为系统设计的关键;因此,我们应该从以下几个方面保证系统的整体性能.1.6.1 自律分散的系统结构随着计算机技术和工业技术的发展,中厚钢板MES的功能越来越完善,规模越来越大,因此仅靠单一的计算机来完成全部任务几乎不可能.虽然特大型计算机一般能胜任,但其硬件成本高,系统和开发软件不通用,而且应用软件开发成本高,维护困难.一般地,中厚钢板MES往往由多个子系统构成,而子系统又是自律分散的.采用自律分散系统结构既可以实现各子系统间可靠的、灵活的数据交换和共享,又可以实现子系统的自律控制[1,8-9].1.6.2 实时性对于MES来说,系统的实时性是至关重要的,应该从下列方面来确保系统的实时性.(1)高速通信.主节点之间的通信介质尽量采用光纤,主交换机应采用具有1000M接口的产品.(2)高数据处理能力.服务器采用高性能、专用服务器或高性能计算机集群.跟踪程序应采用V isual C++6.0或Java编制.后台数据库采用高性能、高可靠性数据库管理系统,如O racle等.(3)多线程编程.跟踪子系统是整个系统的核心,任务最重,主线程一个运行周期一般较长,这样势必影响整个系统的实时响应速度;因此,把一些相对独立的子功能模块设计为生产线程,就大大提高了系统的实时响应能力.1.6.3 可靠性(1)修正功能的设计.中厚钢板生产错综复杂,系统功能设计得再完善,总是还有错误出现;因此,生产的每道工序中都应该设有对应的手动修正功能.修正功能是跟踪系统的一个重要组成部分.(2)关键部位的高温热检测器H MD应该有备份,如粗轧机前和精轧机前都应该配备2个HMD.(3)通信线路应该有备用线路.(4)系统应该具备数据热备功能.(5)关键设备(如主服务器、主交换机等)均配备UPS电源,防止数据的因停电而丢失.1.6.4 同步与异步[2]各个子系统具有独立性和异步性等并行特征,它们之间执行结果互为其他子系统的执行条件,且共享同一数据区等资源问题,因此,子系统之间同步与互斥问题应该解决.1.6.5 可扩展性随着市场经济体制的完善和工业企业的改革,钢铁行业处于不断的发展之中,应用系统必须留有一定的发展扩充空间,以适应系统的扩充和升级,避免软件的结构性变动.同时,在网络规划和硬件选型时,也要提供适应今后发展的较为经济的升级扩充方案.2 应用实例我们结合安阳钢铁公司二轧钢厂的生产实际和中厚钢板的生产工艺特点,构建了一个中厚钢板跟踪管理系统的拓扑结构[2-5],如图1所示.系统的2台主服务器均选用I B M高性能企业级服务器,采用双机热备模式保障系统的可靠性,操作系统选用W indows2003Server,数据库管理系统采用O racle 9i,主交换机和各分交换机之间全部采用4芯多模光纤相连,交换机全部采用Cisco系列产品,其中主交换机接口为1000M,其它交换机采用10/100M自适应产品.系统主要实现了跟踪、数据采集和管理3大功能:2.1 跟踪功能跟踪功能面向生产过程控制,完成板坯跟踪的逻辑判断(安阳钢铁公司二轧厂目前是双机架四辊可逆轧机,跟踪逻辑较单机架四辊可逆轧机更复杂),实现板坯跟踪和数据调度、控制等工作是整个系统的关键.目前,在轧制生产线实现全自动跟踪,精整生产线实现半自动跟踪(所谓半自动跟踪是指板坯的位置由操作工根据板坯的实际位置操作系统提供HM I,而板坯数据则为自动跟踪,即板坯位置跟踪手动、数据跟踪自动)[6].跟踪程序采用V isual Studi o C++6.0编写,为了提高系统的实时性,我们把一些相对独立的子功能模块设计为生产线程.系统一共开辟了4个子线程:pThread [0]负责炉前区数据采集和跟踪逻辑控制;pThread [1]负责初轧机数据采集和跟踪逻辑控制;pThread [2]负责精轧机数据采集和跟踪逻辑控制;pThread [3]负责矫直机数据采集和跟踪逻辑控制.线程格式为:pThread [0]=Afx BeginThread (ThreadPr oc0,GetSafeHwnd (),T HRE AD _PR I O R I TY_NOR 2MAL )其中函数ThreadPr oc0的格式:U I N T ThreadPr oc0(LP VO I D pPara m )2.2 数据采集功能数据采集有2台OPC 服务器负责从对应P LC 中采集系统需要的控制信号和相关数据,然后通过OPC 把采集到的数据传送到主服务器.OPC 是基于COM /DCOM 技术设计的,它规范了工控行业的软件接口标准,提供定制接口和自动化接口2套接口方案.在本系统中,现场的P LC 虽然都是SI E ME NS 产品,但不是同一系列产品,有1台为S5系列产品,有2台为S7系列产品;因此,对于S5系列产品直接采用RS232通信,S7系列产品采用DP 协议通信(只须在对应OPC Server 上安装一块CP5613网卡即可实现通信).2.3 管理功能系统实现了板坯坯料、生产计划、成品、工序调度、能源等管理功能.(1)板坯坯料管理主要负责处理板坯坯料原始数据的录入、修改、删除、查询、分类统计以及生产卡片的生成、发布.164 第4期 沈记全等:中厚钢板MES 的研究与设计264河南理工大学学报(自然科学版) 2007年第26卷 (2)生产计划管理主要负责生产计划的录入、修改、删除、查询、统计等.原先手工管理生产计划时很难掌握每个具体计划的执行、完成情况,而实现计算机管理后,由于信息的一体化管理,很容易统计相应计划的完成情况.(3)产品性能分析功能能够按班别、钢种、规格进行查询,(4)成品管理功能能够按钢种、规格、班别统计当天(月/年)的产量、耗料、退废、吨耗煤气量等与生产密切相关的指标,自动生成生产日报、月报和年报表.同时,还能提供按钢种、批号、规格等查询统计定轧合同轧成率等指标的查询、统计等功能.3 结 论企业信息化是提升像钢铁这样的传统企业国际竞争力的重要手段,是钢铁企业发展的惟一出路.采用先进实用技术对钢铁生产企业实施信息化建设和改造,将大大提高钢铁企业的安全生产、产品质量和管理水准,其中建设MES、P DM、ERP等是企业信息化的主要表现形式.作者根据多年的现场经验和理论研究,给出设计、实施中厚钢板MES的一些关键问题和技术,最后给出了实例.实践证明:安阳钢铁公司二轧钢厂的“中厚板生产线板坯质量跟踪管理系统”的数据通信迅速且准确无误、功能齐全、性能稳定,完全符合中厚板生产管理的要求,同时大大提高了该厂的生产效益和管理水平,加快了企业的信息化进程.参考文献[1] 涂序彦,王 纵,郭燕慧.大系统控制论[M].北京:北京邮电大学出版社,2005.[2] 沈记全,涂序彦.基于并行计算的过程控制系统的研究与实现[J].冶金自动化,2005(4):48-50.[3] 贾宗璞,沈记全.基于网络的计算机过程控制系统的设计[J].计算机工程与应用,2004(8):206-208.[4] 沈记全,吴敏飞,鞠志刚.中厚钢板计算机过程控制系统顺序控制子系统的设计[J].焦作工学院学报:自然科学版,2003,22(3):147-150.[5] 孙本荣等.中厚板生产[M].北京:冶金工业出版社,1993.[6] 沈记全,吴敏飞.中厚钢板计算机过程控制系统跟踪子系统的设计[J].焦作工学院学报:自然科学版,2002,21(3):130-132.[7] 郑雪峰.轧钢计算机控制系统集成技术[J].冶金自动化,2001(3):63-64.[8] T U XUY AN,T ANG T AO.I ntelligent Aut onomous Syste m(I A DS)[C]//Pr oceedings of the2nd I nternati onalWork2shop of I EEE Computer Society on Aut onomous Decentralized.[S.l.]:[s.n.],2002.[9] 沈记全,赵文涛.自律分散过程控制系统的研究与实现[J].工矿自动化,2006(5):38-40.(责任编辑 杨玉东)。
(改进版)材料质量追踪管理程序

(改进版)材料质量追踪管理程序1. 介绍该文档旨在详细阐述和改进材料质量追踪管理程序,以保证产品质量和客户满意度。
本程序将覆盖从原材料采购到成品出库的整个生产流程,确保每一步都符合质量标准。
2. 程序目的- 确保原材料、在制品及成品的质量符合公司标准。
- 提高生产效率,减少不良品的产生。
- 增强客户信任,提升品牌形象。
- 符合相关质量管理体系标准,如ISO 9001等。
3. 范围本程序适用于公司所有部门,包括但不限于采购、生产、质量控制、仓储和销售。
4. 责任分配- 采购部门:负责原材料的采购和供应商管理。
- 生产部门:负责按照生产工艺和质量标准生产产品。
- 质量控制部门:负责监控生产过程中的质量。
- 仓储部门:负责原材料和成品的存储管理。
- 销售部门:负责成品销售,反馈客户意见。
5. 流程5.1 原材料采购1. 采购部门根据生产计划制定采购清单。
2. 选择合格供应商,并进行供应商评估。
3. 采购合同中应明确质量要求和违约责任。
4. 原材料到货后,质量控制部门进行抽样检验。
5. 检验合格的原材料方可进入仓库。
5.2 生产过程1. 生产部门按照生产工艺和质量标准进行生产。
2. 生产过程中,质量控制部门进行过程监控和检验。
3. 不良品及时隔离,并进行原因分析。
4. 生产记录应完整准确,以便追溯。
5.3 成品储存与出库1. 仓储部门应按照规定的环境条件储存成品。
2. 出库前,进行成品检验,确保质量合格。
3. 成品的包装应符合运输和储存要求。
4. 销售部门凭检验合格的成品出库。
5.4 质量反馈与改进1. 销售部门收集客户反馈,并及时反馈给质量控制部门。
2. 质量控制部门分析客户反馈,制定改进措施。
3. 相关责任部门根据改进措施进行改进。
4. 改进效果应进行跟踪验证。
6. 文件管理- 所有质量相关文件应进行统一管理。
- 文件更改应有记录,并通知相关人员。
- 文件的保存期限应符合相关规定。
7. 培训与沟通- 公司应定期对员工进行质量培训。
板坯主要质量缺陷
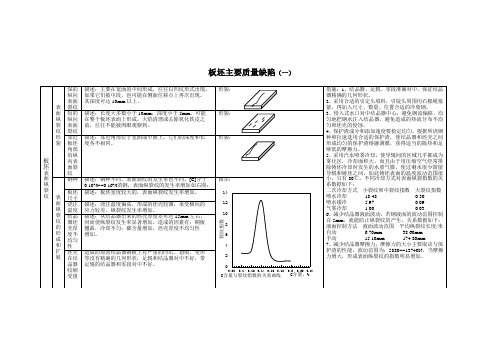
原因:紧靠结晶器下面的冷却谁沿角部流下,或窄边支撑辊安装不合理,造成较大的收缩应力和机械应力。
形貌:角部裂纹
措施:窄边冷却水分配合理,足辊调整适当。
描述:也有三相点裂纹靠近窄边沿凝固边界延伸,汇集于三相点,这种裂纹只出现在碳0.15—0.24%和锰小于1.0%以及硫含量相当高的钢中。
原因:由于钢液过冷靠液面处坯壳收缩离开结晶器壁,后钢
流又流入间隙后形成的;由于结晶器液面波动太大保护渣渣
壳随钢液卷入间隙中形成。
形貌:宽面横向凹陷
措施:合适的结晶器保护渣减小结晶器壁的冷却速度,降低结晶器出口的冷却强度,适当提高拉速,保持正常而稳定的结晶器液面高度。
窄
面
凹陷
描述:窄面凹陷是窄面向里收缩,通常发生在结晶器中或结晶器下面。
器壁接触不良,又加上板坯窄面侧钢水静压力上升,使
结晶器窄面形成鼓肚。
形貌:窄面鼓肚
措施:根据宽面的最小收缩量确定合理的锥度,如果设计时有锥度,
但实际使用时锥度不够,应重新调整;在结晶器下部区域磨损严重时,应及时更换。
重
皮
描述:重皮缺陷在铸坯像叠加搭桥,以波浪形出现。通常,
重皮发生在板坯中间,但也发生在靠近边缘处,重皮缺陷
形貌:
热脆性裂纹
描述:类似于星状细微裂纹,放大500倍,可看到晶间有铜的渗入,这种裂纹是沿晶界裂开的,它是由于高温坯壳与结晶器壁摩擦时铜优先沿晶界扩散,从而降低了铸坯的高温强度产生裂纹,其他物质如AlN、BN、Nb(CN)和硫化物在晶界的析出也可产生这种裂纹。
措施:采用合适的保护渣在结晶器和坯壳之间形成一层均匀的熔融保护渣薄膜可防止;正确对中足辊、扇形段、零段,二次弱冷(气雾冷却)等可防止。
热连轧机板坯跟踪系统的设计与应用
炉、 加热 炉 出 口辊 道 、 1轧机 区、 2轧 机 区 、 R R 热卷
( )当 二 级 计 算 机 系 统 发 出 钢 卷 下 送 指 令 1 时 , 加 热 炉前 辊道 内小 区 Al或 A 将 2跟 踪 区有 钢
o es btakn ytm 1acranh t ti li g n .n es vn y r rsne . ft a cigss h l r e o2 e ti o rpmi An a g a dt o igwa saepee td s ln h l
Ke o d h t ti l sa ta kn y tm y W r s o r m l lb r c i g s se s pi
维普资讯
鞍 钢 技 术
・38 ・
ANGANG TD: HN(I(GY )一)
2 0 年 第 2期 06 总 第 3 8期 3
热连轧机板坯跟踪系统 的设计 与应用
刘 晓 晶 ( 鞍钢 集 团职 工 大 学)
摘要 热连轧机板坯跟踪系统是连轧过程 中计算机 控制系统 不可缺少的部分。介绍 了鞍
集 团 职 工 大 学 自动 化 系 ( 1 0 2 。 1 4 3 )
( )对跟 踪检 测器 状 态变 化 信 息 的可靠 性进 3
维普资讯
刘晓晶 热连轧 机板坯跟踪系统的设计与应用
・ 9・ 3
行 判断 。
( )当 J 2 +1区有 钢 , 这 块 钢坯 尾 部 退入 J 而
De in a d Ap l a in o l b Tr c i g S se f rHo ti i sg n pi to fS a a k n y t m o tS rp M l c l
小板坯质量缺陷分析及预防措施

的 裂 纹 也 很 难 焊 合 ,导 致 板 材 出现 分 层 缺 陷 ,
维普资讯
炼 连 学 钢 铸娶 喜 辑 会文 论专
柳钢科技 p _投 付
2 3 7
小板坯质量缺 陷分析及预 防措 施
李 国森 张辽 民 叶春清 ( 阳钢 铁公 司 ) 信
摘 要
关键 词
根 据信 阳钢 铁公 司带 钢 生产 线投 产 以来所 出现的 质量 问题 ,结 合生 产记 录 和现场 跟踪 ,
Kewod C niuu at g S alSa Sr Q at e c Peet eMesr y rs ot osC sn m l lb tp u i D f t rvni aue n i i ly e v
1 缺 陷 的形 式 及 跟踪 结 果
生 产 的 10 m x 6 m 3 r 3 0 m、 1 0 m x 3 mm、 a 3 r 4 5 a
情况。
效 地 防止 中心裂纹 的产生 。
连 铸 板 坯 中心裂 纹 发 生 于 凝 固 末 端 的 铸坯 心 部 .此 时 少量 的钢 水 被 完全 凝 固 的部 分所 包 围 ,凝 固收 缩得 不 到 外 来 钢水 的补 充 。 当连铸
板 坯 存 在 中 心裂 纹 时 ,在 轧前 加 热 过 程 中该 中
bnn t rd cin rc r n i i ain i ig wi po u t e od a d st st t .An h rv nie me s rs wee p tfrh h o e u o d te p e e t a ue r u t. v o
wee a ay e c o d n o t e u i r b e c u rn n srp p o u t n o e a in a d b o - r n l z d a c r i g t h q a t p o l ms o c ri g i t r d ci p r t n y c r l y i o o n
板坯工艺技术质量要求

1
2
3
4
5
6
7
8
钢类别
采用标准
钢牌号
特殊要求
产品流向
其他要求
钢类别 代码第一位: (代码第一位:A-Z)
采用标准 代码第二位: (代码第二位:A-Z)
代码 A B C E F G H I J K L M N Z
内容 碳素结构钢 优质碳素结构钢 低合金高强度结构钢 船用钢 压力容器用钢 锅炉用钢 桥梁用钢 合金结构钢 汽车大梁用钢板 焊接结构钢 管线用钢 模具用钢 Z向性能钢 向性能钢 其它
代码 A B C D E F G H I J
内容 协议 企标 国标 冶标 德国标准 美国标准 日本标准 国内军标 欧洲标准 国际标准
Z
其它
特殊要求 代码第六位: (代码第六位:0-9)
产品流向 代码第七位: (代码第七位:0-9)
代码 1 2 3 4
内容 无规定 探伤 热处理 探伤+热处理 探伤 热处理
2、连铸坯技术质量条件 、
根据宽厚扳厂《工艺质量管理办法》,宽厚板厂质量检验分 为原料质量检验、过程质量检验和最终质量检验。宽厚板厂 的生产原料来源于公司的炼钢厂,板加作业区负责原料的入 厂验收,对按材质代码交付的原料,宽厚板厂应按对应的产 品技术质量要求进行原料验收。 对于从钢厂送来的连铸坯或钢锭,应按三级系统中的原料输 送单与实物核对炉号、熔炼号、规格、数量、重量、化学成 分等进行表面质量、外形、尺寸检查验收。对于入厂检验不 合格的原料,在MES系统中填写《原料检验不合格品检验及 处置记录》表,通过MES系统调用天车吊放指定的板坯到待 处理区。
1 宽厚板厂产品实现过程
薄板坯连铸连轧产品的质量控制
薄板坯连铸连轧产品的质量控制唐荻米振莉蔡庆伍The quality control of the products of thin slab continuous casting andcontinuous rollingTANG Di,MI Zhen-li, CAI Qing-wu( National Engineering Research Center for Advanced Rolling Technology,University of Science and Technology Beijing. Beijing 100083, China )1 影响产品质量的主要工艺因素及其控制1.1 对原料的要求原料是优质产品的基础,而原料能否纯净主要取决于钢水的脱氧、精炼和再氧化。
这一点对于尺寸断面很小的薄板坯显得尤为重要。
因为钢水中固体夹杂物的集聚容易堵塞非常细小的水口,钢水流入结晶器不畅,造成液面控制困难,增加了拉漏的几率,而且板坯表面易产生夹渣、纵向缩孔和皮下气泡等缺陷。
因此,应该采取提高钢水中夹杂物在钢包和中间包上浮能力的措施,同时严格脱氧和脱硫操作,减小固体夹杂物的形成。
在NUCOR厂,用硅钙或钙铁改善氧化铝夹杂前,就已将硫含量降到最低程度。
在添加钙促进夹杂物自钢水中分离后,对钢水实施气体搅拌。
为防止钢水的再氧化,还采取了一系列措施,如石灰萤石铝混合脱氧渣的使用等。
钢水的成分也十分重要,因为薄板坯在结晶器中的冷却强度远高于传统的板坯,这就造成很强的表面热应力,可以导致纵向表面裂纹的形成,特别对于含碳量在0.065%~0.15%的钢尤为显著。
为减少其影响,西马克和达涅利公司分别采用了复杂断面的结晶器。
因此应该尽量避免生产含碳为0.065%~0.15%的钢种,以避免形成纵向和横向裂纹。
为了避免氮化铝的析出,铝的含量应小于0.035%,氮的含量应小于0.009%。
NUCOR的研究认为,当板坯温度低于900℃时,氮化铝的析出会造成奥氏体晶界的脆化,将在板坯的振痕处引起横向裂纹。
板坯质量缺陷
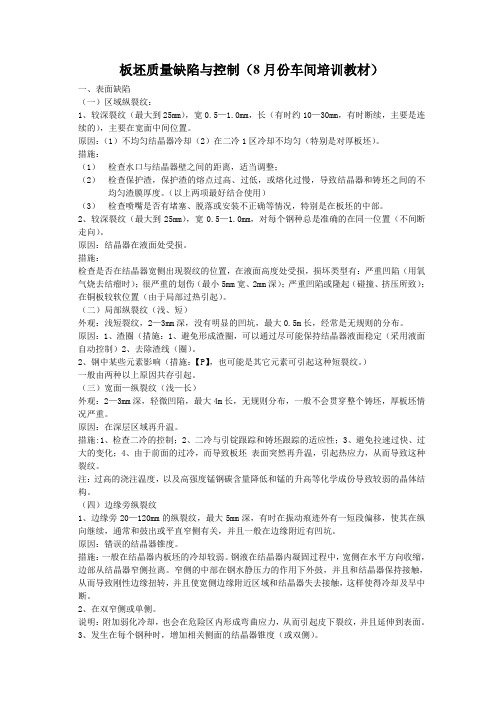
板坯质量缺陷与控制(8月份车间培训教材)一、表面缺陷(一)区域纵裂纹:1、较深裂纹(最大到25mm),宽0.5—1.0mm,长(有时约10—30mm,有时断续,主要是连续的),主要在宽面中间位置。
原因:(1)不均匀结晶器冷却(2)在二冷1区冷却不均匀(特别是对厚板坯)。
措施:(1)检查水口与结晶器壁之间的距离,适当调整;(2)检查保护渣,保护渣的熔点过高、过低,或熔化过慢,导致结晶器和铸坯之间的不均匀渣膜厚度。
(以上两项最好结合使用)(3)检查喷嘴是否有堵塞、脱落或安装不正确等情况,特别是在板坯的中部。
2、较深裂纹(最大到25mm),宽0.5—1.0mm,对每个钢种总是准确的在同一位置(不间断走向)。
原因:结晶器在液面处受损。
措施:检查是否在结晶器宽侧出现裂纹的位置,在液面高度处受损,损坏类型有:严重凹陷(用氧气烧去结瘤时);很严重的划伤(最小5mm宽、2mm深);严重凹陷或隆起(碰撞、挤压所致);在铜板较软位置(由于局部过热引起)。
(二)局部纵裂纹(浅、短)外观:浅短裂纹,2—3mm深,没有明显的凹坑,最大0.5m长,经常是无规则的分布。
原因:1、渣圈(措施:1、避免形成渣圈,可以通过尽可能保持结晶器液面稳定(采用液面自动控制)2、去除渣线(圈)。
2、钢中某些元素影响(措施:【P】,也可能是其它元素可引起这种短裂纹。
)一般由两种以上原因共存引起。
(三)宽面—纵裂纹(浅—长)外观:2—3mm深,轻微凹陷,最大4m长,无规则分布,一般不会贯穿整个铸坯,厚板坯情况严重。
原因:在深层区域再升温。
措施:1、检查二冷的控制;2、二冷与引锭跟踪和铸坯跟踪的适应性;3、避免拉速过快、过大的变化;4、由于前面的过冷,而导致板坯表面突然再升温,引起热应力,从而导致这种裂纹。
注:过高的浇注温度,以及高强度锰钢碳含量降低和锰的升高等化学成份导致较弱的晶体结构。
(四)边缘旁纵裂纹1、边缘旁20—120mm的纵裂纹,最大5mm深,有时在振动痕迹外有一短段偏移,使其在纵向继续,通常和鼓出或平直窄侧有关,并且一般在边缘附近有凹坑。
新型棒线材坯料自动跟踪系统的设计应用
o f b a r ma t e ia r l a n d ir w e b l a n k,wh i c h h a s r e d u c e d p r o d u c t i o n c o s t a n d i mp r o v e d w o r k i n g e f i f c i e n c y . Ke y wo r d s : b a r ma t e ia r l a n d ir w e ;b l a n k;a u t o ma t i c t r a c k i n g;mo d e l ;p o s i t i o n s i g n l a
号。
金 属检 测器 等元 件 使 用 寿 命 只 有 几 个 月 , 失 效 的
检测 元 件会 导致 坯料 跟踪 出错 。 针 对多 个热 金属 检测 器 容易 发生 跟踪 失效 的
问题 , 设 计 了一种 新 型棒线 材 坯料 自动跟踪 系 统 , 只需 要安 装采 用 一个 热金 属检 测器 就 可 以测算 出 棒线 材坯 料在 轧 制 过 程 中 的各 个 位 置 , 并 发 出 相 应 的控制 信号 驱 动连 续轧 制过 程 的顺 利衔 接 。这
Li Xi n, Zha n g Zho ng s he n g
Abs t r ac t : The wo r k i n g pr in c i p l e,ma t h e ma t i c mo d e l e s t a b l i s h me nt a nd a p pl i c a t i o n o f a n e w t y pe a u t o ma t i c t r a c k — i n g s y s t e m o f b a r ma t e ia r l a nd wi r e bl n k a h a v e b e e n i n t r o d uc e d. T h e s y s t e m h a s r e a l i z e d s uc c e s s f ul l y a u t o ma t i c t r a c ki n g
板坯工艺技术质量标准-概述说明以及解释

板坯工艺技术质量标准-概述说明以及解释1.引言1.1 概述概述板坯工艺技术是钢铁行业中的重要环节之一,它是指将炼钢厂的铁水浇铸成板坯,并通过一系列的热处理和轧制工艺,最终得到具有所需厚度和尺寸的钢板。
板坯工艺技术的质量标准非常重要,它直接关系到钢板的质量和性能,对于生产企业的产品质量和市场竞争力具有重要影响。
通过板坯工艺技术,可以生产出各种不同规格和型号的钢板,包括热轧板、冷轧板、镀锌板等。
这些钢板在建筑、汽车、家电、船舶等各个领域都有广泛应用,因此,板坯工艺技术的质量标准对于这些行业的发展具有重要意义。
板坯工艺技术的质量标准包括以下几个方面。
首先是板坯的几何尺寸和表面质量标准,包括板坯的厚度、宽度、长度、平直度等;其次是板坯的化学成分和机械性能要求,如钢板的成分含量、硬度、抗拉强度、屈服强度等;还包括板坯的内部质量要求,如板坯的缺陷、气泡、夹杂物等的限制。
这些质量标准在生产过程中起到了重要的指导作用。
通过遵循和执行这些标准,可以保证板坯的质量稳定和一致性,提高产品的合格率和降低次品率,满足市场的需求并提升企业在市场竞争中的优势地位。
综上所述,板坯工艺技术的质量标准对于钢板的生产和质量控制具有重要意义。
只有通过严格遵守这些标准,才能生产出具有优良性能和可靠质量的钢板产品,提高企业的竞争力和市场份额。
因此,各个相关企业应该加强质量管理,不断完善和优化板坯工艺技术质量标准,推动钢铁行业的可持续发展。
1.2文章结构1.2 文章结构本文主要分为以下几个部分进行阐述。
首先,在引言部分进行概述,介绍板坯工艺技术的背景和重要性。
然后,展示文章的结构,说明每个部分的主要内容和目的。
接下来,进入正文部分,首先对板坯工艺技术进行概述,介绍其定义、特点和应用范围等。
然后,重点探讨板坯工艺技术的质量标准,包括各项指标和要求,以确保产品的质量和性能符合规定的标准。
最后,在结论部分进行总结,对本文的主要观点和结论进行回顾,并展望未来板坯工艺技术质量标准的发展方向。
一种铸坯识别和跟踪的方法、设备及存储介质

专利名称:一种铸坯识别和跟踪的方法、设备及存储介质专利类型:发明专利
发明人:孙维松,吴偶奇,王虞麒,李忠祥,毛东,杨江益,黄亮申请号:CN202111364741.4
申请日:20211117
公开号:CN114054709A
公开日:
20220218
专利内容由知识产权出版社提供
摘要:本申请公开了一种铸坯识别和跟踪的方法、设备及存储介质,该方法包括:实时检测辊道内的温度分布,识别辊道内的铸坯位置信息;将识别的铸坯位置信息赋值给铸坯跟踪列表;当铸坯到达辊道终点时,向钩钢机发送铸坯去向指令;在钩钢机接收指令,取走到达辊道终点的铸坯后,从铸坯跟踪列表中删除该铸坯的信息。
上述方法能够实现铸坯的实时、在线跟踪和管理,将极大地降低人工劳动强度;并且,将识别后的铸坯位置信息通过后台处理后,即可完成铸坯的识别和跟踪,这种方法所使用到的设备很少,能够极大地降低安装和运行维护成本。
申请人:成都星云智联科技有限公司
地址:610000 四川省成都市高新区天朗路1号
国籍:CN
代理机构:北京集佳知识产权代理有限公司
代理人:刘珂
更多信息请下载全文后查看。
板坯连铸质量提升关键技术的研究与应用
板坯连铸质量提升关键技术的研究与应用摘要板坯连铸工艺是现代工业生产中应用的主要技术,技术应用质量提升,有利于提升板坯件的生产质量。
而当前,技术研究发现,板坯连铸工艺还存在一定的问题,影响到生产质量。
因此,本文开展对板坯连铸工艺质量提升关键技术的研究探讨,文章在进行研究的过程中,以天荣炼钢厂的连铸大板坯纯净度提升工艺技术为研究对象,该厂在提质关键技术研究中提出工艺优化必要性,并以自身现有连铸技术条件为基础,开展对提质技术的探讨,最终提出了板坯连铸工艺提升措施,而根据实践验证表明,该厂提出的新技术与传统板坯连铸工艺相比有长足进步,技术应用已经符合标准,更有利于促进技术发展,保证技术快速发展。
关键词:板坯连铸;质量提升;关键技术板坯连铸生产过程中,对工艺应用质量和效率的要求比较高。
尤其是在我国工业对板坯件质量要求逐渐加强的背景下,传统板坯连铸工艺已经不能够满足生产质量需求。
工艺中存在的质量问题、效率问题已经非常明显。
因此,为优化板坯连铸工艺,相关工厂和技术研发部门正在大力开展板坯连铸工艺提升关键技术研究,希望通过关键技术研究,对传统技术进行革新,继而解决关键问题,确保生产达到最佳效果。
1.板坯连铸工艺提质技术研究的必要性分析对板坯连铸工艺进行优化研究已经势在必行,是工业生产中出现的实际问题,引导技术优化创新改革。
以天荣炼钢厂为例,改产技术升级改造,目的明确,理由充分。
首先,该厂其他工艺已经升级,为满足板坯连铸生产新需求,更要求做好技术改造。
如,该厂2#板坯连铸设备进行了升级改造,将浇注断面增加至180*670~870mm,浇注拉速提升至1.0~1.2m/min,年产量可达到220万吨。
为尽快使用新生产模式,要求对板坯连铸工艺进行再次优化,确保工艺与整体技术流程匹配。
其次,传统工艺问题严重。
传统的板坯连铸工艺开始逐渐暴露问题,严重影响到生产。
如,传统生产工艺已经适用现高拉速,连续的大批量生产模式。
造成的铸坯质量纯净度不稳定,铸坯氧含量高、夹杂物超标等缺陷,铸坯氧含量最高超过120ppm,夹杂物等级达到3.5级,严重影响产品质量。
一周质量统计分析报告
一周质量统计分析一、1549生产线质量指标1. 当月质量情况变化趋势:2.影响质量情况的主要原因:3. 分班组质量指标:zhiliangzhoubao 〖2009第10期 总第265期〗热连轧厂生产技术科 1549质检作业区主办本周铬不锈钢因宽负(小于名义宽度5MM以上)吊销3块. 铬不锈钢因楔形大于35MM以上吊销2块.四、性能统计4月01日至08日性能情况:共检验性能219套,初验合格213套,初验不合6套,初验合格率为97.26%。
初验不合明细如下:本月累计性能合格率情况:五、轧线异常品(2009年04月01日至04月09日)本周异常品共计22卷,分类如下:异常品分类图示如下:六.截至4.09日冻结库存七、部门、上下工序质量信息★ 营销部钢材质量异议综述本周用户提出异议47件(详见附表一),比上周减少33件;提出异议量为1882吨,比上周减少538吨。
用户反映比较突出的问题为:不锈冷轧薄板因表面划伤、压坑等投诉24件;供常宝精特钢管有限公司T91管坯,因穿管后出现鼓包投诉300吨;供天然气股份L360NB 卷板因表面压坑、塔形投诉709.8吨。
本周结案67件(详见附表二、三),比上周减少10件;异议处理量2226吨,实际判(折)废84.59吨,比上周减少14.11吨;经济损失64.36万元,比上周减少21.11万元。
附表一:附表二:附表三:★品质部1、二钢北区不锈钢冷板冷线判定情况3月1~31日,冷轧冷线检验镍钢1297卷(26444.09吨),53卷(1062.74吨)初判不合,不合率为4.09%,其中炼钢原因3卷,热轧原因47卷,冷轧原因3卷;检验铬钢433卷(9068.37吨),32卷(664.311吨)初判不合,不合率为7.39%,其中炼钢原因10卷,热轧原因18,冷轧原因4卷。
逐月不合率如下:2、二钢南区不锈钢冷板冷线判定情况3月1~31日,冷轧冷线检验镍钢1297卷(26444.09吨),53卷(1062.74吨)初判不合,不合率为4.09%,其中炼钢原因3卷,热轧原因47卷,冷轧原因3卷;检验铬钢433卷(9068.37吨),32卷(664.311吨)初判不合,不合率为7.39%,其中炼钢原因10卷,热轧原因18,冷轧原因4卷。
板坯(双显)
YUJIE板坯秤(双显)漳州市宇杰电子有限公司目录第一章、整机介绍 (3)一、概述 (4)二、工作原理简介 (4)三、仪表面板说明 (5)四、控制箱面板说明 (6)第二章、电路图解 (7)一、按钮及指示灯接线 (8)二、传感器接线 (9)第三章、安装步骤及注意事项 (10)一、传感器组装 (11)二、光电开关的定位 (12)三、接线 (12)第四章、参数介绍 (14)一、参数介绍 (15)二、经验参数 (19)第五章、操作说明 (20)一、按键功能 (21)二、秤体校准 (21)三、校准锁定的重量值 (22)第六章、日常维护及常见故障处理 (23)一、日常维护 (24)二、故障处理 (24)第一章整机介绍一、概述XK3113 板坯秤,由MSC-51单片微处理器,Σ-△A/D 转换器,LED 数显器,控制信号输出、输入接口、打印机接口、RS232通讯接口组成,采用高精度传感器,准确采样板坯重量,具有精度高、易操作、可靠性高等优点。
可广泛应用于各种人造板板重检测场合,是一种理想的电子称重显示控制器。
二、工作原理简介本控制器主要用于板坯、毛板及成品板的重量检测,作为质量检验及密度控制的依据,并能统计所生产板的数最及编号,以便对生产进行跟踪。
秤体可装在预压之后运输机上,或装在翻板机前后,或砂光机之后、。
如图1所示,板坯、毛板或成品板运行至电子秤时,通过光电开关检测木板是否全落在秤体上,控制器开始自动计量,根据参数及所采集重量信号进行计量,完成后显示得到的平均板重并锁定2秒(以便看清数字)。
同时,仪表自动将所称重量值与设定板重进行比较,一旦超差,系统立即报警或执行下一个动作,以减少因质量问题而带来损失。
图1三、仪表面板说明1、指示灯:自动指示灯:发亮时表示正在计量;暂停指示灯:发亮时表示已完成主量,此时主显示屏上显示的为主量结果;零位指示灯:发亮时表示秤已回复零位;摆动指示灯:发亮时表示秤摆动不稳定;加料指示灯:发亮时表示重量与标准对比偏轻;放料指示灯:发亮时表示重量与标准对比偏重;Kg/公斤指示灯:发亮时表示当前重量单位为公斤;t/吨指示灯:发亮时表示当前重量单位为吨;包数键:用于清板数;定量键:用于设置标准板重;向左、向右键:在设置参数状态下用于向左移动设定位数;加号键:在参数设置状态下用于增加数字;减号键:在参数设置状态下用于减少数字,并具有清零功能;确认键:设置参数后确认;设置键:用于进入参数设置,按一次,进入“FUN”参数设置,再按一次,返回称重状态;退出键:用于退出参数设置;2、显示屏:1、大显示屏显示板坯重量值,称重状态下按【-】键可以清零。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鞍钢集团自动化公司
立项必要性及需求分析
1、钢水在连铸过程中由于设备和人工的操作可能出现这样或那样的问题,
例如结晶器液面的波动、保护渣的添入、铸造过程的拉速波动等,这些都 可能引起浇注出来的板坯出现质量问题。有些问题时可以人工完全判定出 来,并且落实到板坯上的,如浇注的坯头坯尾,整个浇次出现问题等等, 但是,如结晶器液位短时间波动,保护渣出现问题等,影响质量问题的浇 注长度仅仅是一块板坯或者一块板坯的一部分。这样如何将在浇注过程出 现的质量问题落实到板坯上是板坯质量跟踪需要完成的工作。
2、鞍钢第二炼钢厂连铸生产过程中的板坯质量判定和跟踪,目前完全由 人工完成,从开浇过程到板坯切割完成,整个过程出现影响板坯质量问时, 是靠人工记录问题出现的时间和估计出可能在板坯的位置,这样的记录一 是不完整,二是非常容易出现错误和遗漏,特别是鞍钢目前ERP系统已经 投入运行,这些质量问题的数据完全靠人工录入,根本满足不了ERP管理 的需要。
合计需要费用112万
计划实施年限、经费概算
从立项开始,主要考虑一级改造部分需要在现场检修时间完成,这样估算 需要4月以上的时间,因为对于连铸每个月可能只有一次检修。软件设计 时间在3个月左右,然后通讯调试1个月,连调以及试运行需要 2个月,合 计约6个月时间: 需要经费为设备费用,包括PLC的扩展和新通讯增加,质量按钮盘的增 加等,需要40万左右,人工费用6人半年72万。
相关领域国内外技术现状、发展趋势及公司现有工作基础
1、从鞍钢引进的二炼钢的大板坯连铸来看,10年前国外已经具有了该项 技术、并应用到了实际。 2 、国内随着国内各个钢厂 ERP的投入,必然需要准确的质量数据,因此 板坯质量跟踪需要近早投入运行。 3、鞍钢自动化公司现有技术人员就参加过原二炼钢板坯连铸二级的引进, 对其技术和实现方法有较深的掌握。再加上自动化公司这几年承担的镀锌 线工程中都包含有质量数据采集和质量跟踪的内容,因此完全可以借鉴其 应用到连铸领域。 4、鞍钢自动化公司配合 Байду номын сангаасPR在二炼钢上的二级计算机系统当时考虑了将 来安装质量跟踪和数学模型问题,对硬件设计和软件结构有了从分考虑。
项目目标及主要任务
第一步、为了能够采集有关质量的数据,以及增加人工判断按钮(对于无 法自动采集的故障问题而采用人工按钮通知计算机),完成对基础自动化 部分改造,如增加采集信号板,增加采集人工按钮盘和通讯设备。在此同 时,二级人员完成程序的增加和模拟 第二步、完成同转炉二级计算机、精炼二级计算机的数据连接,将冶炼部 分的质量相关数据发送到质量跟踪系统中
项目目标及主要任务
1、由于生产制造标准在三级计算机内管理,二级计算机要完成板坯的质 量跟踪需得到质量生产的标准,利用该生产制造标准比较生产实际中的同 质量相关的参数,一旦相关参数的波动范围超出产品制造标准允许的范围, 自动记录铸造过程中的位置,记录发生质量问题的板坯。并将可能有质量 问题的板坯和引起的质量问题的数据形成板坯纪录发送到三级计算机,三 级计算机根据二级计算机板坯质量跟踪的数据判定板坯的质量。 2、基本数据采集分为两部分,自动采集数据和人工判定数据,自动采集 部分将影响产品质量的数据统一采集到过程计算机;人工判定部分,操作 工并不负责判定板坯质量,仅仅在不符合规程的问题出现时,按动操作台 上的对应问题按钮,和问题严重程度按钮,当问题消失后,同样按该按钮 取消。过程计算机便将问题发生时的浇注长度同问题一起记录下来,而在 问题取消后也同时记录取消问题的浇注长度,这样当板坯切割时便根据板 坯在全长的位置,决定问题出现在那块板坯上和板坯上问题的位置。 3、由于板坯浇注是在热坯下进行的,因此板坯切割是板坯温度有所降低, 根据全长计数码盘位置不同对温度的热缩尺加以补偿计算,板坯质量问题 位置同样要折算到冷却板坯,也要考虑板坯热缩尺。为了保证计数精度, 对浇注全长计数还要有自动补偿和自动标定。
3、对于这样在浇注过程发生的问题,经过40多米的扇形段,最后落实到 板坯上,完全人工完成并不现实,而且不可靠
立项必要性及需求分析
4 、 就二炼钢本身,原来引进的两个大板坯连铸机的二级系统就有完整的
板坯质量跟踪系统,由于当时市场对板坯的质量要求没有达到这个水平, 并不需要这种自动化的质量管理,随着鞍钢的设备改造已经不用了。但是 随着市场对精品的需求和鞍钢后续精加工的投入,更显出板坯质量跟踪的 重要性了。
第三步、连接三级计算机,接受制造标准,形成质量判定的数据基础
第四步、联合调试投入运行 主要目标,将炼钢、精炼、和连铸形成的板坯质量数据集中处理,根据制 造标准,将质量问题落实到每块板坯上,落实到板坯的位置上。
经济效益分析、推广应用前景
板坯质量跟踪对于提高板坯的质量管理,特别是满足ERP的板坯质量判定 要求,其意义非常重大,完成后每块板坯都将有一个完整的质量记录,其 记录完全可靠真实,这样提高了鞍钢板坯产品的水平,也为后续的热轧生 产提供了真实的数据,其直接效益无法计算。 鞍钢目前有多条板坯和方坯生产线,完全可以借助已经完成的二级计算机 系统实现产品质量跟踪。