STAR机械手-SP FIV操作说明书
机械手触摸屏说明
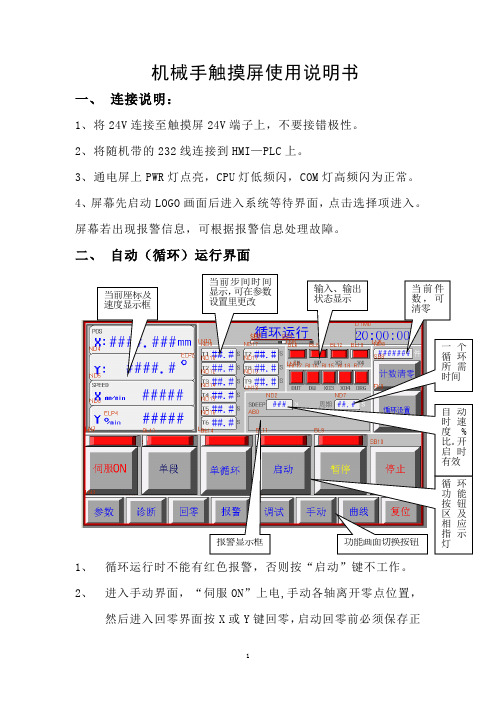
机械手触摸屏使用说明书一、 连接说明:1、将24V 连接至触摸屏24V 端子上,不要接错极性。
2、将随机带的232线连接到HMI —PLC 上。
3、通电屏上PWR 灯点亮,CPU 灯低频闪,COM 灯高频闪为正常。
4、屏幕先启动LOGO 画面后进入系统等待界面,点击选择项进入。
屏幕若出现报警信息,可根据报警信息处理故障。
二、 自动(循环)运行界面1、循环运行时不能有红色报警,否则按“启动”键不工作。
2、 进入手动界面,“伺服ON ”上电,手动各轴离开零点位置,然后进入回零界面按X 或Y 键回零,启动回零前必须保存正确的零点坐标。
步进时间在参数设置界面里,不用延时为0。
3、 运行参数:X 轴行程-500~500最高运行速度80000mm/min,Y轴-360度~360度最高30000度/min 。
加减速No1: 500ms No2:1000ms ,其它值默认。
4、 “暂停”键按下循环暂停等待,再按下“启动”键工作。
5、 “单循环”键按下时,经过一次循环后停止,用于调试或工作结束回到起点。
单循环有周期显示,超过设定周期会报警。
6、 “单段”键主要用于步进调试,再按下“单段“键恢复循环。
7、 按循环设置键可转到各轴循环座标点及速度的设定。
8、 停止时按“停止”键,若再按“启动”键就要从起始点运行。
停止时吸盘等会保持当前状态,如果需要复位点击 “复位”键。
循环运行时进入手动界面各动作键操作无效。
三、手动操作界面1、 手动各轴。
在不回零时也可运行,但不会显示座标,回零后才能显示。
2、 在参数设置界面可预置手动速度值,再经过手动倍率开关选择运行速度,指针是指示速度的倍率,有12种倍率选择。
3、 手动动作状态键只有在循环停止后才有动作输出。
四、 回零操作界面1、 座标栏的数都置零,回零后当前座标显示栏XY 值都应是0,然后手动移动各轴找到机械手的初始位置,将此时显示座标输入至零位座标栏并保存,再次回零后就是零点座标,也就确定了工作循环的初始位置。
机械手使用说明书
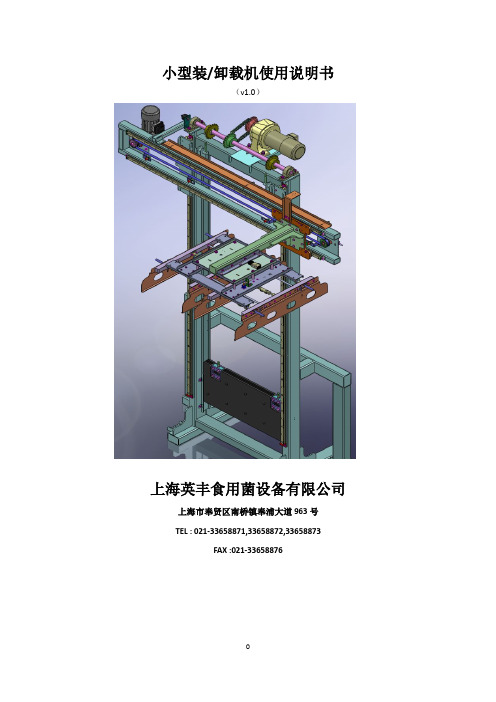
小型装/卸载机使用说明书(v1.0)上海英丰食用菌设备有限公司上海市奉贤区南桥镇奉浦大道963号TEL:021-********,33658872,33658873FAX:021-********小型装载机各部件说明上升下降电机左右移动电机上下移动横臂左右移动臂机械手爪子配重机械手加紧放松气缸左右移动位置的接近传感器目录1.运行开始前检查事项----------42.操作各部分名称及用途----------53.操作顺序----------74.停止顺序----------75.运行中按紧急停止按钮的情况及再开运行----------86.自动返回原点的动作条件及顺序----------87.自动判别层数的动作及条件----------88.手动操作的必要性及设定方法----------98-1低速上升及下降机械手臂8-2正常运行速度(高速)上升及下降机械手臂8-3左/右低速水平移动机械手臂8-4正常运行速度(高速)左/右低速水平移动机械手臂8-5打开夹紧爪8-6机械手臂回复原点8-7机械手臂的左右原点,停止点的调整法8-8机械手臂的最小水平移动高度的调整法9.各种安全装置的种类及动作效果----------139-1根据不同位置超下降9-2爪子夹紧/松开异常9-3装筐时-筐掉下9-4卸筐时-筐掉下9-5装筐时-筐下降不良9-6卸筐时-筐下降不良9-7变频器异常9-8上下左右超时9-9编码器异常9-10制动及上升/下降,水平旋转过于移动10.运行中异常种类及检查事项----------1710-1.手动/自动都不能运行时10-2.虽然箱子集中但是没有下降时10-3.虽然机械手臂下降但是没有夹紧时10-4.虽然夹紧但是没有上升时10-5.夹紧箱子上升后没有左右水平移动时10-6.左右移动后没有下降时10-7.下降到托盘目的地后没有打开夹紧爪时10-8.松开夹紧爪后没有上升时10-9.托盘上到达上升点后没有回复原点时10-10.离目的地过度脱离(冲突)10-11.码垛状态不是垂直时11.跟随主要部分故障时现象及检查方法----------1911-1输送机的传感器11-2接近传感器11-3机械手臂部的编码器11-4电机11-5制动器11-6夹紧部分气缸传感器12.编码器原点设定常用步骤----------2613.变频器异常显示及检查事项(请参照变频器使用说明书)14.附电气图纸1.运行开始前检查事项1)确认托盘供应系统上的托盘输送到位没有2)保证托盘供应系统周围及小型装载机周围无障碍物.3)确认托盘供应系统和小型装载机控制箱内的指示灯亮/灭状态4)小型装载机机械手臂上升及下降的接近传感器及感应板是否正常固定5)小型装载机机械手臂上的左右横向移动的各接近传感器是否正常固定6)筐子整列输送线上的各个感应器是否正常固定7)机械手爪子的夹紧气缸感应器是否正常固定8)上下及左右的电机运转正常(手动运转)9)检查压缩空气的压力是否充足(5Kg/㎠以上)10)箱子的边缘损坏时运行中存在掉下的可能性,请注意使用.2.操作各部名称及用途<控制板上部位置>①电源显示灯输入220AC时开关电源②ON时红色灯点灯各个操作部分可以使用状态.②电源开关运行时这个开关旋转顺时针方向ON后①号灯点灯.③报警各种异常时发出报警并不同的警报,警报音不一样.详细请参照13项(警报分析).并且1托盘操作结束后连续报警2秒.④紧急停止开关按这个按钮时所有功能立即停止,解除时必须旋转顺时针方向.⑤托盘确认按钮(必须等托盘移动到指定位置后按按钮)⑧托盘确认指示灯(托盘确认按钮按下后,点亮直至该托盘工作结束)⑥开始开关按黄色开关后进行以下动作.a.自动/手动开关在自动位置时1.各部分在原点时:显示灯点灯并进行自动运行2.各部分不在原点时:进行回复自动原点动作并灭灯回复原点后跟1项一样.3.头一次慢速下降至托盘之后正常速度运行.(自动确认码垛层次过程)*运行中按开始按钮时,按后头一次慢速下降.b.自动/手动开关在手动位置时不进行上下及水平旋转动作,只启动筐移动用的筐整列输送机,本体的故障原因不能使用时有用.⑦停止开关使用于运行中停止时,机械手臂抓筐启动时(上/下或左/右移动)一个过程结束后停止.<控制板内部DOOR面的位置>A、手动/自动开关:正常运行时往前推转换成自动状态手动操作时相反的方向后操作其它开关.B、上/下移动开关:手动上下移动的方向上下移动时低速运行.这时候控制板上部的停止开关按住情况下操作时,可以使用正常速度动作(减速位置减速,停止位置停止等)C、左/右移动开关:手动左/右移动时使用操作跟上下开关一样.**左右及上下时根据各位置存在安全限制详细请参考6及7项**D、夹紧开关:抓筐的爪子夹紧及松开试验时使用(自动运行时为夹紧)E、设定用开关:设定上下/左右移动等时使用-详细请参考6及7项3.操作顺序1.电源开关ON后确认显示灯是否点亮.2.电源显示灯以外的灯必须灭灯并且无警报音.3.按开始按钮.这时候短暂的警报音时打开控制板盖子后,确认手动操作状态及紧急停止按钮的状态4.机械手臂不在原点位置时先自动运行原点回复动作.(爪子在整列输送机一侧的上方)5.托盘放好停止位置后按托盘确认按钮.这时候第一次按下托盘确认后,点亮托盘确认灯,开始码垛直至该托盘结束,托盘确认灯灭灯,或者托盘到达指定位置后自动重复上述动作6,最后一层码垛结束,机械手回复开始点后,2秒的警报音,这时候替换托盘4.停止顺序1.机械手臂在筐整列上部时,按停止按钮立即停止.2.夹紧筐的状态下按停止按钮时操作结束后在中央上部停止.3.确认停止后为了安全按紧急停止按钮.5.运行中使用紧急停止的情况及再运行5-1启动紧急停止的情况1.操作中机械运行路径上有障碍需要紧急停止时2.预测安全事故时3.机械手臂下降后夹紧筐时,没有顺利夹紧警报时4.因机械手臂的异常现象时(发生超速,范围脱离等)5.操作人员离开工作场所时6.设备维修工作时.5-2紧急停止时的效果1按紧急停止按钮时运行中的一切电机立即停止(根据电机的速度冲击不一样,停止距离会有一定的变化)2夹紧动作动作结束的状态下紧急停止——没有变化(维持)3整个操作过程回复到结束状态再开机运行时从头开始.6.自动原点动作条件及顺序动作始点:停止状态下每按运行开始按钮时不在原点位置时自动回复原点动作(整个过程低速运行)动作过程:1夹紧爪松开时松开传感器点亮后2机械手臂不在上升限位时,上升到接近传感器靠近传感器感应板为止(低速上升)3机械手臂不在整列输送机上方时以整列输送机为基准低速移动7.自动层数判别动作及条件动作开始点:每第一次开始运行时动作动作过程:托盘码垛第一层筐时低速下降动作原理:托盘感应筐的位置后自动决定码垛位置8.手动操作必要性及设定方法8-1必要情况1检查及调整设备2检查自动情况时动作环境3运行中发生异常时措施4调整上下左右位置及原点时打开控制板盖子后“自动/手动”开关转换成手动后,使用以下操作.8-2设定方法A.机械手臂低速上升及下降在整列输送机一侧使用上升/下降用开关,推或拽时动作.B.机械手臂正常运行速度(高速)上升及下降控制板上部的停止按钮按住的情况下启动上升/下降开关上升时:启动到上升限制点为止下降时:1整列输送机位置——夹紧一列筐时输送机和筐底部间约50mm间隙时停止2托盘位置-推车和筐底部间约50mm间隙时停止.*注:上限传感器点亮时制动器立即启动只能手动下降.:下限传感器点亮时立即启动只能手动上升9-.机械手臂左/右低速移动1从左往右移动:左/右移动开关向右推,手臂到达另一侧停止点(接近传感器)后停止,.这时候需往左移动时,开关回复中央位置后再往左移动.2以上往左移动:以上同样(方向相反)**左&右移动停止点(两侧的停止点)时不能再进行.**9-.机械手臂正常运行速度(高速)左/右移动条件:机械手臂在左或右的终点位置时(即停止点,也同时是开始点)在终点之外位置时只能手动低速移动控制板上的停止按钮按住的情况下操作以上C步骤的动作.*机械手臂加速后高速移动于另一侧的减速点减速后低速平缓到达停止位置时正常*E.松开夹紧夹紧开关打开时打开关闭时夹紧F.机械手臂回复原点不明原因没有自动回复原点或脱离编码器时,对准机械手臂的上下及左右位置值.(这叫原点化)1.左右原点化操作顺序1).手动上下开关把机械手臂充分上升,避免左右移动时与整列输送机碰撞.2).使用手动左右移动开关,左或右移动全程时3.再操作开关往整列输送机方向移动至停止为止,移动停止时放松开关.*确认停止点是否在整列输送机的上方.万一离整列输送机位置脱离很多时根据以下G项”机械手臂的左右,原点的停止点调整法”调整.2.上下原点操作顺序1)以上1项(左右原点调整)进行后2)输送机上放4个或6个重的筐.3)手动解除夹紧(即打开爪子)4)手动下降确认筐探知用接近传感器点亮(点亮后不再进行下降)5)夹紧筐后上升约500mm的程度(上升时确认筐探知用接近传感器灭灯.)6)手动开关板上右侧最后的setup开关往上.7)确认PLC上的23号灯点亮后.8)整列输送机上,下降到停止为止并发出短暂警报音时证明原点设定结束.9)往上的setup开关回复原位置时启动准备结束。
机械手操作指导书
机械手作业指导书第1页共5页设备名称单轴伺服机械手设备规格XTB-1000ID1、目的:1.1为规范机械手调整与操作,方便生产,保护模具与设备及人员安全。
1.2此作业指导书是XTB-1000ID单轴伺服机械手的作业指导书,供作业者进行作业时参考用。
2、范围:此作业指导书适用于XTB-1000ID单轴伺服机械手的操作。
3、安全要点:3.1禁止进入到机械手的工作范围。
3.2禁止在运行中维修机械手。
维修时,请关闭空气开关,切断控制箱或操作器电源开关以及电源断路器后,再进行维修。
3.3操作时,必须站于机械手工作范围外。
调试、输入完成后,操作器必须置于注塑机操作面板后的挂钩上。
3.4在使用和操作前请仔细阅读、学习《机械手使用说明书》。
4、注意事项:4.1机械手使用的空气必须是干燥空气。
气源压力在0.4~0.6MPa,空气过滤减压阀表盘中指针调整在0.5MPa左右。
如下图所示:空气过滤减压阀空气过滤减压阀表盘4.2每日检查空气过滤减压阀的积水,并适时排除。
积水水位不得超过满水线。
4.3经常整理、整顿机械手的四周,按《机械手使用说明书》中2.7、2.8、2.9、2.10对机械手进行日常保养。
5、操作流程:机械手作业指导书第2页 共5页设备名称 单轴伺服机械手 设备规格 XTB-1000ID5.1开机前调整:5.1.1将机械手连接电缆接口调换至工作接口。
如下图所示:5.1.2确认机械手所有的电线、电缆都已连接正确,所有的外盖等无破损或不合适的地方。
5.2开机:5.2.1在注塑机开启的情况下,确认机械手控制箱的电源开关、操作器急停按钮处于打开状态。
如下图:5.2.2通过注塑机的操作面板将机械手调整为“使用”。
调整步骤:5.3检查并确认气压、电压:5.3.1检查气源气压、是否达到0.4MPa 以上。
查看前后单元的控制箱侧的电子气压显示表是否为正值。
如下图所示:机械手短接口:机械手停止使用时,将连接电缆接口接在短接口上机械手工作接口:机械手正常使用时,将连接电缆接口接在工作接口上控制箱的电源开关将“不用”调为“使用”机械手作业指导书第3页 共5页设备名称 单轴伺服机械手 设备规格 XTB-1000ID5.3.2查看操作器面板显示,检查机械手系统自检是否良好。
机械手使用说明
助力机械手使用操作说明书北京东昆科技有限公司二零零七年二月二十八日1.概述该机械手用在变速箱装配线上,由气动系统帮助人力,人工操作气动开关控制机械手动作,完成变速箱的搬运、限位。
使用该机械手可以减轻操作人员的的劳动强度,是装配工人的有力助手。
2.技术参数工件重110 kg工作范围大臂长1840mm,水平旋转角度360°弯臂长1240mm,水平旋转角度±150°小臂长780mm,水平旋转角度360°上下运动1800mm控制部分气动气源工作压力≥0.6 Mpa重量930 kg3.结构与工作原理该设备为四连杆机构人工移动型气动助力机械手,机械手在以立柱支撑的回转装置上,由人工可以在360°的范围内回转。
缸体装配机械手的回转装置上装有制动气缸,气缸活塞杆端部的制动机构可使大臂在任意位置制动;大臂为四连杆机构,平衡气缸活塞杆端部铰链与大臂连接,以平衡弯臂、小臂、卡具和工件的重量;升降制动机构可保证四连杆机构升降过程停在任一位置,也可使四连杆机构在意外断气情况下处于原来位置;四连杆末端有机械手的弯臂,弯臂可绕大臂末端的轴线转动±150°;弯臂的下部是小臂,可绕弯臂末端的垂直轴线旋转±180°,小臂末端是卡具。
每个轴均可由制动气缸活塞杆端部的制动装置保持在任意位置。
工作时,操作人员将机械手拉到工作地点,由人工把持机械手臂将卡具以垂直方向送入缸盖位置,将手柄下压后,将定位块对准缸盖孔,人工按下夹紧按扭,将缸盖夹住,此时高压气接通,再按下平衡按钮,向平衡气缸内送进高压,使机械手能轻松的带载运行。
提起缸盖后,由人工扳锁紧手把,压缩弹簧,然后转动手轮,将缸盖旋转到所需角度,按下翻转按扭,将夹具翻转90°,把缸盖放在加工工位,按下卸载,检查无误按下互锁按钮,夹紧气缸松开,此时平衡气缸内的压力变为低压,使机械手脱载运行。
完成一个缸体的抓取、移动、到位等动作。
STAR(星塔)机械手
MD
由成型機
MO
來之信號
MC
ME
MN
由外部來 之信號
模式
MA RD OD MDA MDM STS
1
2
12
3
3S
4
4T
4V
4S
5
取出機限 制開關LS
6 7 8
9
10
11
PS
13
14
15
16
17
33
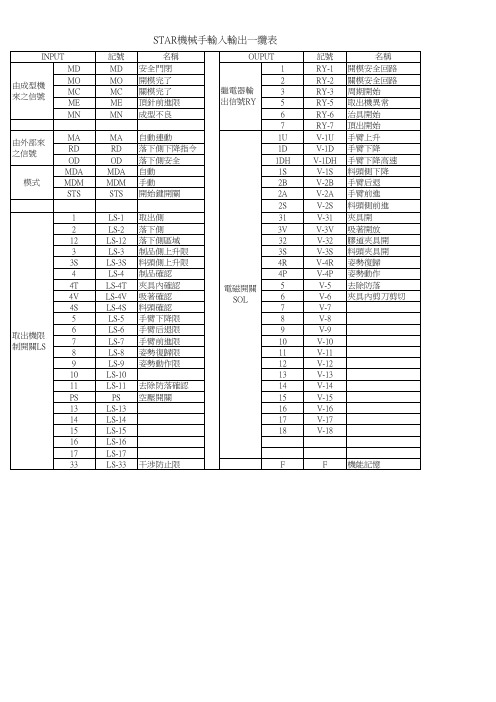
記號 MD MO MC ME MN
MA RD OD MDA MDM STS
LS-1 LS-2 LS-12 LS-3 LS-3S LS-4 LS-4T LS-4V LS-4S LS-5 LS-6 LS-7 LS-8 LS-9 LS-10 LS-11 PS LS-13 LS-14 LS-15 LS-16 LS-17 LS-33
F 機能記憶
去除防落確認 空壓開關
OUPUT
1
2
繼電器輸
3
出信號RY
5
6
7Байду номын сангаас
1U
1D
1DH
1S
2B
2A
2S
31
3V
32
3S
4R
4P
電磁開關
5
SOL
6
7
8
9
10
11
12
13
14
15
16
17
18
干涉防止限
F
記號 RY-1 RY-2 RY-3 RY-5 RY-6 RY-7 V-1U V-1D V-1DH V-1S V-2B V-2A
STAR機械手輸入輸出一纜表
名稱 安全門閉 開模完了 關模完了 頂針前進限 成型不良
机械手操作规程1

机械手操作规程
一适用范围
本规程适用于机械手。
本规程适用于公司各生产车间、操作员工。
二、开机注意事项
2.1 必须接受岗前培训,合格后方可操作机械手.未经培训人员严禁操作机械手.
2.2开机前检査机械手气源是否接通,调节气压阀气压在0.6Mpa~0.8Mpa之间.电压是否正常
2.3伺服电机回原点后.速度要调整适当,以手臂在运行中不震动为准.
2.4时间.气压调整要适当,以即能保证取出正常又能保证周期吋间最短.
2.5安装的治具时设备要处于停止状态.在安全范围内.治具安装要紧固.位置要正确
2.6调对位置时要所有速度压力要减小,以免夹具和机器碰伤人.位置达到指定位置数据要输入保存
2.7调整后要试运行,要注意力要高度集中,发现不正常.立马按急停
三、运转中注意事顼.
3.1 每天要点检一次机械手运转状况.检査是否拥气、螺丝松动、有无震动.取出位置有无移位,气班是否在5kg/cm2~8kg/cm2之间•
3.2 机械手运转中,人不可站在机械手落下或动作的范围内,也不可把手或其它的物体伸入机械手动作的安全范围内.
3.3 在生产中要注意机械手运转是否异常,如有异常响声或滑动不顺,应立即停止进行检査,另外平时应对机械手固定螺丝进行点检看是否松动和滑丝。
四、停机注意車项.
4.1在不使用机械手时必须把机械手背置于安全位置,以防机器运动时手臂落下而损坏.
4.2.手控器不可随意乱放,要放置在指定的地方。
4.3. 不使用时一定要切断机械手电源.气源。
4.4 要清洁机械手皮带,导轨.加注润滑油,定期保养维护。
2019-03-04发布 2019-03-15实施。
SP 系列机器人本体使用说明书
2.1 机器人本体构成图 .................................................................................................................... 3 2.2 机器人机械参数 ........................................................................................................................ 4 2.3 机器人负载参数 ........................................................................................................................ 4 2.4 运动参数.................................................................................................................................... 7 2.5 工作空间.................................................................................................................................... 8
可为精密机械手面板按键说明书

可为精密机械手面板按键说明书一、精密机械手面板按键简介精密机械手面板按键是指安装在机械手操作界面上的各种功能按键,它们用于控制机械手的运行状态和实现各种功能。
本文将为大家详细介绍精密机械手面板按键的功能及操作方法,帮助大家更好地掌握机械手的使用技巧。
二、面板按键功能及操作方法1.电源开关:用于控制机械手的开启和关闭。
在开启机械手前,请确保电源开关处于关闭状态,以免发生意外。
2.模式切换:用于在不同工作模式间切换。
一般来说,精密机械手具有手动模式、自动模式等多种工作模式,用户可以根据实际需求进行切换。
3.速度调节:用于调整机械手的运动速度。
速度调节按钮通常有多个档位,用户可以根据实际操作需求选择合适的速度档位。
4.抓手松开/收紧:用于控制机械抓手的开合。
在抓取物品时,请确保抓手已经完全收紧,以确保物品的稳定。
5.复位按钮:用于将机械手恢复到初始位置。
在机械手出现故障或需要重新开始操作时,可以使用此按钮进行复位。
6.故障自检:用于检测机械手是否存在故障。
当机械手出现异常时,故障自检按钮会发出提示信号,帮助用户及时发现并解决问题。
三、面板按键维护与保养为确保精密机械手面板按键的正常使用,用户需定期对其进行维护和保养。
具体措施包括:1.保持面板按键清洁,避免灰尘和污渍影响按键灵敏度;2.定期检查按键连接线,确保连接良好,避免因线缆损坏导致故障;3.避免在高温、潮湿、腐蚀性环境中使用,以免影响按键的使用寿命。
四、安全注意事项在使用精密机械手面板按键时,请务必遵守以下安全注意事项:1.在操作机械手前,请确保已阅读并理解操作说明书;2.操作过程中,请勿将手或身体部位伸入机械手工作区域,以免发生意外伤害;3.遇到故障时,请及时关闭电源,并联系专业人员进行维修;4.定期检查机械手状态,确保其正常运行。
机械手简易操作步骤
机械手安全提示
全伺服机械手操作规范
(1)确认电源及空压源等动力源都妥善接好,检查机械手空气调压阀压力至0.4mpa-0.6mpa。
(2)打开机械手电源,进行机械手原点复归动作。
(3)设定机械手的各动作模式,(按照具体产品所需选择)
(4)根据机械手夹具上的标贴参数,输入机械手待机位置和夹取位置。
(5)根据标贴上参数设定注塑机开模行程
(6)检验夹具螺钉是否有松动,抱夹夹片是否有损坏,气缸伸缩是否正常,是否漏气,吸盘是否完好,金具是否有卡死等不良现象。
(7)夹具安装OK 后,观察夹具所有金具是否在同一个垂直面上,若不在,则调整连接快上的阻挡螺钉使夹具处于同一垂直面上。
(8)半自动微调夹取位置,调整OK 后,保存参数。
(9)然后依次设定机械手的姿势位置,途中开放位置,产品开放位置等。
(10)进入机械手定时器模块,对各个动作时间进行初步设置。
并初步设定注塑机顶针顶出延时(2s)与后退延时(5s)。
(11)进行注塑机及机械手的全自动运行操作。
(12)首次全自动状态下,因为了使机械手与注塑机之间能有最好的配合,请仔细观察全自动状态下两个设备的运行情况,然后微调机械手的各项时间与注塑机的各项时间(顶针顶出延时、顶针后退延时、中间循环时间等),以便机械手做到最迅速稳定的动作反应。
(13)调整完毕,进行全自动生产。
观察20模或半小时以上且无故障报警后方可离开。
拟制:审核:批准:2011.05.18
09:19:16
+08'00'。
机械手操作规程

RESET 复归
Enter 输入
文件标题
机械手操作规程
文件编号
.
.
制定部门 注塑部 制定日期
修订日期
页数:
7/18
7.2 功能键说明:
7.2.1
Mode
PgDn ESC
功能键,根据F1屏幕(功F2能显示区模)式设内各项显换页示,配退合出F1~ESS 按键,选择欲进入功
能。
定
7.2.2 +
+
光标移动键:可以移动光标至欲更改的位置。
10. 手臂上行
文件标题
机械手操作规程
文件编号
.
制定部门 注塑部 制定日期
13.U 型夹母模
原点
⑥●
14.U 型⑤夹公模 ①
②
③
取出侧
原点 ⑤
●
②
④
③
②
取出侧
.
修订日期
页数:
■ 动作顺序 5. 手臂下行 6. 吸/夹 7. 引拔进 8. 引拔进
注塑部技术员
生产
注塑部技术员
生产中异常故障解除
注塑部技术员
5.流程说明 5.1 阅读本操作规程
在调机前,阅读本操作规程细则。
5.2 了解安全指引及标识 在调机前,了解安全指引及标识,并明了其含义。
5.3 了解机械手的周期运转动作
5.3.1 在调机械手之前,阅读下面(图表 1): 机械手的运转顺序(一个循环大致 12 个动作)
.
文件标题
机械手操作规程
制定部门 注塑部 制定日期
.
文件编号
修订日期
页数:
12/18
.
.
9.料头臂模内取物
11.L 型夹母模
机械手安全操作规程
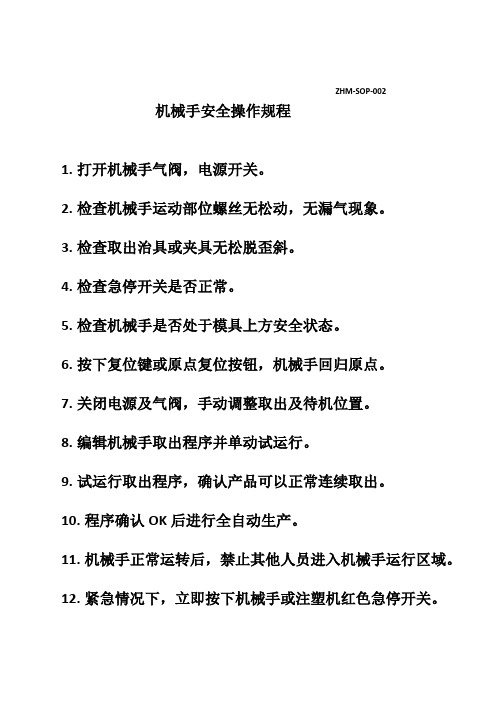
ZHM-SOP-002
机械手安全操作规程
1.打开机械手气阀,电源开关。
2.检查机械手运动部位螺丝无松动,无漏气现象。
3.检查取出治具或夹具无松脱歪斜。
4.检查急停开关是否正常。
5.检查机械手是否处于模具上方安全状态。
6.按下复位键或原点复位按钮,机械手回归原点。
7.关闭电源及气阀,手动调整取出及待机位置。
8.编辑机械手取出程序并单动试运行。
9.试运行取出程序,确认产品可以正常连续取出。
10.程序确认OK后进行全自动生产。
11.机械手正常运转后,禁止其他人员进入机械手运行区域。
12.紧急情况下,立即按下机械手或注塑机红色急停开关。
机械手中文操作说明书
台灣三菱電機機器手臂中文操作說明書目錄1.操作面板功能…………………………………………………………..2.教導盒各鍵功能表………………………………………………………3.教導盒功能………………………………………………………………4.自動運轉操作4.1.動作速度設定………………………………………………………..4.2.程式號碼選擇………………………………………………………..4.3.程式運轉開始………………………………………………………..4.4.程式運轉停止………………………………………………………..4.5.程式運轉停止後再開始……………………………………………4.6.程式重新開始……………………………………………………….5.教導何功能解說5.1.程式編輯…………………………………………………………….5.2.運轉5.2.1.伺服驅動器………………………………………………….5.2.2.檢查………………………………………………………….5.3.程式管理5.3.1.程式一覽顯示……………………………………………….5.3.2.程式複製…………………………………………………….5.3.3.程式名稱更改……………………………………………….5.3.4.程式刪除…………………………………………………….5.4.監控5.4.1. 入力訊號……………………………………………………..5.4.2. 出力訊號……………………………………………………..5.4.3. 變數…………………………………………………………..5.4.4. 錯誤紀錄……………………………………………………..5.4.5. CC-LINK入出力資料5.5.維護5.5.1. 參數…………………………………………………………..5.5.2. 初始化………………………………………………………..5.5.3. 煞車釋放……………………………………………………..5.5.4. 原點設定……………………………………………………..5.5.5. 電源…………………………………………………………..5.6.設定5.6.1. 時間………………………………………………………….. 附錄(錯誤一覽表)…………………………………………………………..操作面板功能控制器操作面板的各部名稱1)開始鍵…………….執行程式使ROBOT動作。
机械手操作指导书
文件名称
机械手操作指导书
生效日期
2006-8-24
文件编号
3-IN-002
页次
1/2
版本
1.0
文件制修訂記錄
NO
制/修訂日期
修訂編號
制/修訂內容
頁次
版本
制定
審核
核准
东莞瑞捷电子科技有限公司
文件名称
机械手操作指导书
生效日期
2006-8-24
文件Байду номын сангаас号
3-IN-002
页次
2/2
版本
4.注意事项:
4.1气压表的气压一定要在4kg-8kg之间。
4.2机械手臂下降后,不能作回旋动作。
4.3注塑机开模未完成,机械手臂不能作下降动作。
4.4 可打开注塑机安全门关警报,处理完警报,关上安全门即可自动生产。
5.相关/支持文件:无
6.使用表单:
6.1 <<机械手定期保养表>>
6.2 <<机械手每日保养表>>
1.0
1.目的:
为了让技术人员了解机器,正确的操作,确保操作安全和产品的品质.
2.范围:
本部门所有技术人员.
3.作业内容:
3.1 先接好气管,让机械手气压表的气压在4kg-8kg之间。
3.2 打开机械手电源开关,并在注塑机控制板上打开机械手功能键。
3.3注塑机开模完成后,先手动放下机械手臂,并调节好手臂下降的位置。
6.3 <<机器维修履历表>>
6.4 <<机器设备维修单>>
6.附件:无
3.4 按“手动”键,即可进入手动操作画面,依所须动作,先按“选择”键,再按“动作”键,依次调节好各动作的延时时间。
赛威机械手操作手册

赛威机械手操作手册1. 引言本操作手册旨在提供赛威机械手的操作指导。
请在使用机械手之前仔细阅读本手册,并按照步骤执行操作。
2. 安全操作指南- 在进行任何操作之前,确保已切断机械手的电源,并确保安全开关已打开。
- 确保你已经经过适当的培训和指导,了解机械手的操作原理和步骤。
- 佩戴个人防护装备,如安全手套、护目镜和耳塞等。
- 避免将手或其他物体伸入机械手工作区域,以免发生夹伤和其他伤害。
3. 机械手基本操作- 打开电源开关,并确保主控面板上的显示屏亮起。
- 输入正确的指令和参数,以便执行机械手的相应操作。
- 在开始操作之前,确保机械手的动作区域内没有任何障碍物。
- 确保机械手的工作环境安全,并将其固定在稳定的工作台或支架上。
4. 机械手的移动- 使用机械手的手柄或操作面板上的按钮控制机械手的移动。
- 在操作机械手时,确保周围没有人员或其他物体,以免发生碰撞。
- 在移动机械手时,始终保持手柄或操作面板上的按键在自己的可视范围内,以确保正确的操作。
5. 机械手的抓取和放置- 根据需要,使用机械手配备的夹具进行物体的抓取和放置。
- 确保夹具正确安装和调整,以确保稳定和安全的抓取。
- 在抓取和放置物体时,确保周围没有人员或其他障碍物,以免发生意外。
6. 停止和关闭机械手- 完成操作后,将机械手返回到其原位,并将电源开关关闭。
- 在停止和关闭机械手之前,确保所有操作已经完成并清理工作区域。
请注意,以上信息仅是一个示例,描述了赛威机械手的一般操作原则。
在实际使用中,请始终遵守厂家提供的操作手册,并根据具体情况进行操作。
startZ机械手新手入门箱说明书

startZ一个小箱子里蕴藏的创新startZ一个小箱子里蕴藏的创新机械手新手入门箱 ► 点击此网址查阅所有相关信息想要在最短的时间内从零实现机械手应用?startZ 可谓是最简单的方法之一。
在这个小箱子里容纳有机械手应用所需的所有组件。
从机械抓手到通讯模块,包括直观的操作软件,再到工具——应有尽有。
我们不断拓展围绕 startZ 的产品组合。
有关我们支持的机械手型号的最新概览以及更多信息,请访问我们的网站 /cn/starterbox支持的机械手制造商机械抓手通讯模块连接元件Comfort App工具12534工件和机械手之间的中央元件。
包括通用型抓手手指,确保顺利投入初次使用。
利用用于设置夹持参数的直观软件实现机械手控制器和末端执行器之间的接口。
包含操作和设置设备所需的所有连接元件。
该应用程序用于从机械手操作面板出发控制机械抓手。
针对设置操作和自动模式的便捷解决方案。
涵盖了工具和固定材料等所有配件。
订购号 MKT000087-07ZIMMER GROUP – THE KNOW-HOW FACTORY作为一家专有技术工厂,我们服务于各行各业,并为所有客户提供一站式服务。
我们的产品组合十分丰富全面。
您是否正面临着研发问题? 我们帮您解决! 欢迎向我们提出研发要求。
大量创新成果均出自我们之手。
我们热衷于追求新事物,并代表着创新开拓精神。
查看更多 Zimmer 集团全球销售合作伙伴请点击https:///zh/contact/contacts-worldwide巴西,阿根廷,玻利维亚,智利, 厄瓜多尔, 圭亚那,巴拉圭,秘鲁,乌拉圭, 委内瑞拉:ZIMMER GROUP SOUTH AMERICA IMP. EXP. LTDARua Wolsir A. Antonini 120 Bairro Fenavinho BR 95703-362 Bento Goncalves – RS 电话 +55 54 2102-5400传真 +55 54 3451-5494************************.br 中國:ZIMMER GROUP CHINA LTD.Level 3-311 Bldg 5 No. 526Fu-Te East 3rd RdCN 200131 Pudong, Shanghai 电话 +86 2161 630506传真 +86 2161 005672************************法國:ZIMMER GROUP FRANCE SARL 8, Rue Sophie Germain FR 67720 Hoerdt 电话 +33 388 833896传真 +33 388 833975************************www.zimmer-group.fr 英國,愛爾蘭:ZIMMER GROUP (UK) LTD.Bretby Business Park G05/G06 Repton House,Ashby Road, BretbyGB Burton on Trent, DE15 0YZ 电话 +44 1283 542103传真 +44 5603 416852************************ 印度:ZIMMER AUTOMATION LLP D 802, BRIZ Survey No. 451Kasar Amboli, Piragut IN 412108 Pune电话 + 91 91 30 083828************************www.zimmer-group.in总部:ZIMMER GROUP Am Glockenloch 2DE 77866 Rheinau 电话 +49 7844 9139-0传真 +49 7844 9139-1199************************意大利:ZIMMER GROUP ITALIA S.R.L.Viale Montegrappa, 7IT 27100 Pavia电话 +39 0382 571442传真 +39 0382 571473************************www.zimmer-group.it加拿大:ZIMMER GROUP CANADA INC.26 Saunders RoadCA L4N 9A8 Barrie, ON 电话 +1 416766-6371传真 +1 416766-6370************************www.zimmer-group.ca波兰:ZIMMER GROUP POLSKA SP.Z O.O.Ul. Widok 5PL 43-300, Bielsko-Biala 电话 +48 53 8316-332************************www.zimmer-group.pl奥地利:ZIMMER GROUP AUSTRIA GMBH Dorf 234751 Dorf an der Pram 电话 +43 7764 21222传真 +43 7764 21222-22************************www.zimmer-group.at 瑞士,列支敦士登: ZIMMER GMBHNIEDERLASSUNG SCHWEIZ Westbahnhofstraße 2CH 4500 Solothurn 电话 +41 32621-5152传真 +41 32621-5153************************www.zimmer-group.ch斯洛伐克,捷克共和國:ZIMMER GROUP SLOVENSKO S.R.O.Centrum 1746/265SK Považská Bystrica 01706电话 +421 42 4331-788传真 +421 42 4331-266************************www.zimmer-group.sk西班牙,葡萄牙:ZIMMER GROUP IBERIA S.L.U.C./ Charles Darwin 5, Nave 11ES 28806 Alcalá de Henares/Madrid 电话 +34 91 882 2623传真 +34 91 882 8201************************www.zimmer-group.es韓國:ZIMMER GROUP ASIA LTD. KOREAN OFFICE1301 Byucksan digital valley 5, Beotkkot-ro 244, Geumcheon-Gu, KR 08513 Seoul电话 +82 2 2082-5651传真 +82 2 2082-5650************************www.zimmer-group.kr台湾,新加坡,文莱,柬埔寨,印度尼西亚, 老挝,马来西亚,缅甸,菲律宾,泰国,越南, 澳大利亞, 新西蘭:ZIMMER GROUP ASIA LTD.9F-3, No. 15, Jingguo Rd.,Taoyuan Dist.,TW 330 Taoyuan City 电话 +866 3 301 8829传真 +866 3 301 8929************************** 美國, 哥倫比亞, 墨西哥: ZIMMER GROUP US INC.1095 6th Street Ct SE US Hickory, NC, 28602电话 +1 828 855 9722传真 +1 828 855 9723************************。
机械手操作及编程2

精心整理3程序编辑3.1命令说明开机正常后进入归原点画页没有任何警报,按键归原点,归原点正常后进入下面画页按键返回至如下按键按“教导”键进入编辑画页。
3.1.1编辑器说明删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序。
光标移到下一行换到下一页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大编辑各功能键说明3.1.2教导指令1)直线(轴直线运动操作)按键进入各轴直线运动操作。
轴操作有两种方式,第一、直接通过数字键盘输入各轴位置;第二、通过右边各轴寸动键操作到所需位置,按左边“MX”等一个键把当前位置设到对画框内。
如果要全部设入,按键。
当通过数字键盘输入各轴位置时,一定要注意所设定值是否安全。
2)速度按键进入速度设定。
3)计时按键进入延时功能设定。
4)一般I/O按键进入侧姿回正等选择。
5)成型I/O按键进入成型相关条件设定。
6)治具I/O按键进入治具相关功能设定。
7)周边I/O按键进入周边相关功能设定。
按键进入循环功能设定。
9)跳跃按键进入跳转功能设定。
10)停止按键进入程序完成设定。
11)宏按键进入调用已经编好的子程序。
编号为0~99共100个。
12)堆叠按键进入装箱取物功能设定。
编号为0~3共4个。
13)运算按键进入相关功能设定。
此功能在高阶编程内做详细说明。
为变数。
3.1.3编辑新程序1)程序保存归完原点后进入如下操作页面点击按钮,屏幕下方显示如下菜单单击,进入教导画面点击档案按钮进入如下画面在此页点击按钮,切换到如下画面点击模具编号空白框,弹出输入键盘如下输入模具编号,点击,再点击保存按钮。
在此画面中可以根据模具产品功能需要,编辑各式程序。
下面进入正式教导阶段:按键进入如下画面点击空白框,弹出输入键盘,输入速度值,点击,输入完毕,返回以上画面,点击,进入如下画面此速度为在下一速度设定前直线运动时各轴的运动速度,如果以下程序中没有再设定其它速度,整个程序中轴运动都以此速度运行。
机械手操作说明手册
精心整理机械手操作说明书一, 简介:本设备主体部包括以下机构: 1,上下伺服机械臂:1.5KW 三菱伺服;气动抓胎器;横走气缸; 2,输送线:400W 三菱变频器及电机两台;检测用对射光电;定中气缸;3,主要电气部件品牌及明细表:主要电气部件明细:序号 1 2 3 4 5材料名称 PLC触摸屏 伺服电机 伺服驱动器 输送电机用变频器材料规格 FX3U-48MT-001 DOP-B05S100HF-SP152B MR-J3-200A FR-E740-0.4-CHT用量 单位品牌1台三菱1个台达1台三菱1台三菱2台三菱页脚内容6 三相智能伺服变压器7开关电源8小型断路器9小型断路器10小型断路器11小型断路器12交流接触器13接近开关14电源滤波器15继电器16继电器端子座17超声波传感器18对射光电精心整理 IST-C-045 NES-150-24 DZ47-60/3P/D16A DZ47-60/2P/D6A DZ47-60/2P/D10A DZ47-60/3P/D25A LC1-D1810M5C RN05-N(17*17)3 米 PNF221-G-2A RJ2S-CL-D24 RJ2S-05B UB800-18GM40-E4-V1 PZ-G52N二, 操作说明:1 台 三诺科技1 台 台湾明纬1个正泰1个正泰2个正泰2个正泰1个施耐德5 个 台湾 RIKO1个埃德8个idec8个idec1个倍加福4对基恩士2.1 操作前注意事项:机械手运行范围内不要有人员站立. 确认抓手用输入气源是否打开且压力达到 0.5MPa 及以上。
2.2 操作说明:2.2.1,简要说明: 1,本系统人机操作画面,支持中英文两种语言方式。
操作者可以在进入系统后的初始开机画面,选择指定的操作语言。
2,本系统有三种运行方式,分别是: 点动运行方式:指的是上下伺服在微动调试时的一种操作方式。
这种方式下屏上的 操作功能按键只有在受控时,相应的运动部件才会动作。