换刀宏程序
加工中心如何实现自动换刀(精)
要实现自动换刀功能主要就是做长度补偿值,因为半径补偿值在软件编程时已经自动加入了。
本文以云南机床厂的加工中心为例,系统为西门子802C。
一、装刀例如要装入T01、T02两把刀 1. 刀库先回零:按下回零键,再按启动按钮即可,此步骤也可不执行。
手动输入: T01 TL(有的机床不需换行也能执行) TL 为此机床自带的换刀宏程序,,不同的机床此宏程序可能名称不同,用法也不同。
在主轴上装入要使用的一号刀,此时即为T01。
2.以T01来做基准刀具,直接对刀到工件坐标系(以G54为例)Z=0,输入到G54的Z值中,此刀的长度补偿值要为0。
3.手动输入“T02 回车TL”,此时T01入库,主轴上装入二号刀,即为T02;对刀到Z=0,注意偏移值(即对刀时不能到达工件坐标系G54的Z向零点而做的偏移,如有对刀仪或偏置块时)。
4.在参数设置中找到2号刀,选择对刀(默认是
D1,在偏移处输入偏移值(为正值),零点G处输入54,按计算即可算出T02的长度补偿值D1了。
二、程序刀具号后面应加入零点偏移,如G54, UG软件中,设置刀具参数时补偿寄存器一项填入数字1就输出D1,输入2就输出D2;
刀补D0必须取消,因为要使用刀补,默认D1不必显示,若刀补为D2时,必须应在程序中加入D2。
格式大致如下: %_N_101_MPF TO1 TL G40 G17 G71 G90
G54 ...... TO2 TL G40 G17 G71 G90 G54 ...... TO3 TL G40 G17 G71 G90 G54 ...... M9 M30 %。
机械手刀库换刀宏程序的开发及调试

图 4 盘正反转指令 当刀盘 正 转 脉 冲 或 反 转 脉 冲 驱 动 上 述 指 令 后, 在显示屏幕上可观察到各刀位内 R10700 ~ R10719 内
图 5 刀具交换指令的触发
85
M 机电一体化 echatronics
4. 换刀宏程序及 PLC 程序的编制方法 换刀程序的编制有两种类型: 其一是全部动作 由 PLC 程序控制,其二是换刀动作的顺序部分由宏 程序编制,而单步的动作由 PLC 程序编制。由于宏 程序的 编 程 简 单,特 别 是 可 以 方 便 地 进 行 条 件 判 断,改变程序的流程,分析和调试程序也方便,所 以使用宏 程 序 方 式 编 制 换 刀 程 序 是 简 便 易 行 的 方 法。 机械手刀库的换刀可以分解为两部分,第 1 为 选刀,第 2 为换刀。在实际加工过程中,可先发出 选刀指令完成选刀,在需要换刀的工步再行执行换 刀,这样可以节约换刀时间。这也是机械手刀库的 优越性之一。 因此在编制机械手刀库宏程序时可编制两个宏 程序,其一是选刀宏程序,其二为换刀宏程序。在 不同的工步调用不同的宏程序。 (1) 机械手刀库的换刀顺序 ( 选刀已预先完成 状态) 各轴 (X、Y、Z 轴) 运动至第 1 换刀点→ 主轴停转→关闭切削液→Z 轴运动至第 2 换刀点→主 轴定位→刀套垂直→刀臂卡刀→主轴松刀→刀臂换 刀→主轴 锁 刀 → 刀 臂 回 原 点 → 刀 套 水 平 → 换 刀 完 成。 (2) 换刀宏程序 程序如下:
( 收稿日期: 20101230)
86
9100 N10 M10 ( 进入换刀宏程序标志) N50 M5 ( 主轴停) N54 M9 ( 冷却停) N60 M19 ( 主轴定位) N80 G30P2Z0 ( Z 轴下到换刀点,位置由#2038 设定) N90 M20 ( 发刀套垂直指令) N95 M23 ( 发机械手卡刀指令) N100 M27 ( 发主轴松刀指令) N115 M28 ( 发机械手旋转换刀指令) N120 M26 ( 发主轴锁刀指令) N130 M22 ( 发机械手回原点指令) N140 M21 ( 发刀套水平指令) N180 M80 ( 退出换刀宏程序) N190 M99 ( 宏程序结束)
三菱CNC专用换刀指令在加工中心刀库中的应用

三菱CNC专用换刀指令在加工中心刀库中的应用武汉三菱工控技术中心黄风本文叙述了三菱CNC专用换刀指令在加工中心的斗笠式刀库和机械手刀库中的使用方法。
关键词:三菱CNC专用换刀指令斗笠式刀库机械手刀库目前在加工中心和车铣中心的刀库一般可分为两种:一种是刀套中的刀具固定,即工作过程中每一刀套中装的刀具是固定的。
其代表是斗笠式刀库。
另一种类型的刀库在工作过程中,每一刀套中所装的刀具可能是变化的,其代表是机械手刀库。
由于这两类刀库的换刀方式不同,调试人员在编制换刀程序时要采用不同的方法,在三菱CNC的PLC开发软件中提供了专用的换刀指令。
现结合机械手刀库的换刀宏程序,详述如下:1.名词术语由于GX-DEVELOP软件应用手册中的名词术语较为混乱,在本文中予以的规范如下:1.1刀具—指具体实施切削工件的工具,每把刀具可予以编号,选刀时直接指定刀具号。
1.2刀套—指卡装的刀具的装置。
刀套也有编号。
1.3刀盘—刀库中的旋转体。
带动刀套运动。
1. 4换刀位置—刀库中的特定位置,只有在此位置上的刀具才能换到主轴上。
2.换刀过程中的动作顺序2.1 斗笠式刀库的换刀顺序各轴(X,Y,Z轴)运动至第1换刀点→刀库前进卡刀→主轴松刀→Z轴上升至第2换刀点→刀库后退→旋转选刀→刀库前进→Z轴下降至第1换刀点→主轴锁刀→刀库后退→换刀完成2.2立式刀库换刀顺序Z轴运动至第1换刀点→主轴松刀,吹屑→Z轴运动至第2换刀点→关闭吹屑拔出定位销→刀盘旋转选刀→打入刀盘定位销→Z轴下降至第1换刀点→主轴锁刀→Z轴运动至原点→换刀完成2.3机械手刀库换刀顺序(M6换刀指令前,用T指令完成选刀)→刀盘旋转选刀完成→刀套垂直放下→Z轴运动至第→换刀点→机械手旋转卡刀→主轴松刀→机械手旋转换刀→主轴锁刀→机械手回原点→刀套水平收回刀库→换刀完成2.4简易转塔换刀X、Z轴运动到换刀点→刀塔正向旋转选刀→暂停0.3分→刀塔反向旋转锁紧→换刀完成。
如何进行刀具寿命的管理?

如何进行刀具寿命的管理?
钻削中心由于刀具数量多、刀具磨损快等特点,往往出现因未能及时更换刀具,而因刀具破损导致工件报废,或过早更换刀具而使刀具成本增高。
因此,由CNC系统来进行刀具寿命的统计和警告是解决上述问题的*佳办法。
刀具寿命管理功能由刀具组号、刀具号、刀具寿命值、刀具补偿量代码组成。
刀具寿命管理的设定有两种方法:一种是界面手动配置,一种是程序自动配置。
对于相同刀库配置的批量机台,我们推荐使用程序自动配置。
可参考文档中的步骤,独立完成刀具寿命管理功能的配置。
1.配置参数
设置刀具组数
6813=16(可修改,此处设定刀库刀具组数)
设置刀具寿命管理忽略号
6810=0(钻攻机上务必设为0)
设置寿命记数的M代码
6811=6
设置刀具寿命管理功能有效
8132#0=1
6805#4=0
2.修改换刀宏程序
在宏程序中,找到Z轴返回第二参考点的程序段,在此程序段后增加M6o
3.修改PMC程序
在PMC程序中,将M6的译码信号,直接导通G4.3,结束应答。
将刀具寿命报警信号(F64.0)接通外部报警地址,并编辑报警信息,如“刀具寿命已到“。
一种斗笠式刀库换刀宏程序的设计
一种斗笠式刀库换刀宏程序的设计张俊【摘要】The analysis and optimization is done to the economic model and small vertical machining centers hats style magazine ATC operating flow.Present a reliable and efficient tool change macro.Detailedly introduce the design ideas of the bamboo hat type changing tool of macro program,the concept and action process on the returning knife,getting knife and changing knife is defined,and the PMC interface signal of the key macro program is explained.%对经济型及小型立式加工中心中常用的斗笠式刀库换刀动作流程进行了分析与优化,提出了一种可靠、高效的换刀宏程序。
详细介绍了该斗笠式刀库换刀宏程序的设计思路,对还刀、取刀和换刀的概念及动作过程进行了定义,对宏程序中关键的 PMC 接口信号做了解释说明。
【期刊名称】《新技术新工艺》【年(卷),期】2015(000)010【总页数】3页(P20-21,22)【关键词】斗笠式刀库;宏程序;换刀;流程【作者】张俊【作者单位】西安航空职业技术学院,陕西西安 710089【正文语种】中文【中图分类】TP23斗笠式刀库是一种不带机械手的圆盘刀库。
这种刀库刀具容量一般<24把,通过刀库移动及主轴、Z轴的配合实现换刀动作,具有结构简单、方便控制和成本较低的优点,在经济型加工中心和小型立式加工中心中应用广泛。
如何编写刀检宏程序讲解
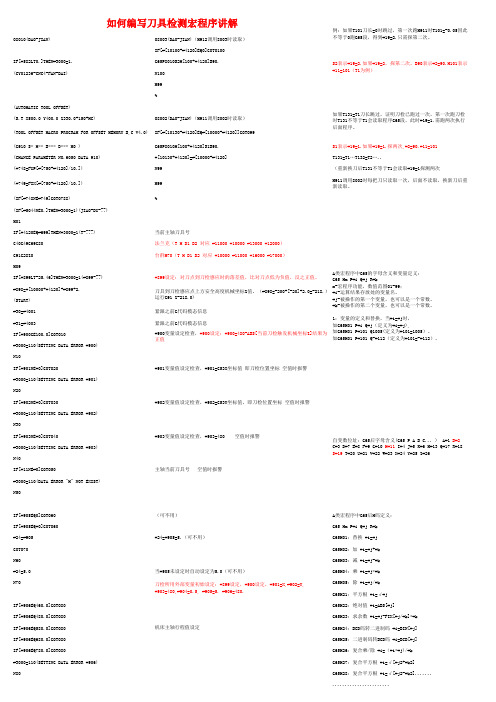
O8010(DAO-JIAN)O8003(DAO-JIAN)(M912调用8003时读取)IF[#[10100+#4120]EQ0]GOTO100IF[#582LT0.]THEN#3000=1.G65P8010S2H[100+#4120]B90.(CY01236-CNC4-FAN-DAI)N100M99%(AUTOMATIC TOOL OFFSET)(S.T X500.0 Y400.0 Z330.0+150+HC)O8002(DAO-JIAN)(M911调用8002时读取)(TOOL OFFSET MACRO PROGRAM FOR OFFSET MEMORY B,C V4.0)IF[#[10130+#4120]EQ#[10000+#4120]]GOTO99(G910 S* H** B*** D*** M0 )G65P8010H[100+#4120]S1B90.S1表示#19=1.如果#19=1.探两次,#2=90.#11=101(CHANGE PARAMETER NO.6050 DATA 910)#[10130+#4120]=#[10000+#4120]T131=T1…T132=T2…..(#748=FUP[#[750+#4120]/10.])N99(重新换刀后T131不等于T1会读取#19=1探测两次(#749=FIX[#[750+#4120]/10.])M99M911调用8002时每把刀只读取一次,后面不读取,换新刀后重新读取。
(IF[#748NE#749]GOTO788)%(IF[#5044NE0.]THEN#3000=1)(JIAO-DU-??)M01IF[#4120EQ#699]THEN#3000=1(T-)当前主轴刀具号G40G49G69G80法兰克(T H D1 D2 对应 #11000 #10000 #13000 #12000)G91G28Z0台群M70(T H D1 D2 对应 #10000 #11000 #16000 #17000)M09IF[#899LT-25.46]THEN#3000=1(#899-??)#899设定:对刀点到刀检感应时的落差值,比对刀点低为负值,反之正值。
斗笠换刀宏程序

#23=0; (作为绝对坐标点G90)
#26=0; (坐标单位为公制G20)
#3003=0; (自动换刀结束后面板的程序单段功能有效)
N100 M99 (换刀程序结束)
斗笠换刀宏程序(M06):
O9001 (系统参数6701设定为6,即调用程序O9001的M代码)
M05; (主轴停止)
G4 X0.2; (延时0.2秒)
IF[#1000EQ1]GOTO100; (如果所选择的刀具在主轴上调出换刀程序)
O9001
M05;
G4 X0.2;
IF[#1000EQ1]G3=#4003;
M19; (主轴定向准停控制)
N20 M81; (刀盘前进到接刀位置控制)
G4X1; (延时1s)
M71; (主轴松刀和主轴吹气)
G91 G28 Z0; (Z轴返回机床第1参考点,即机床原点)
G91 G28 Z0;
M79;
G91 G30 Z0;
M72;
M82;
#23=0;
#26=0;
#3003=0;
N100 M99
M79; (实现T码控制,即把选择的刀就近转到换刀位置)
G91 G30 Z0; (Z轴返回机床第2参考点,即换刀点)
M72; (主轴锁紧刀具控制)
M82; (刀盘后退到原位控制)
#26=#4006;
G91 G30 Z0;
M19;
N20 M81;
G4X1;
M71;
#3003=1; (自动换刀时机床面板的程序单段功能无效)
#23=#4003; (通过变量#23设定是绝对坐标还是增量坐标)
“实现刀库控制及自动换刀”的思考题

1 刀库电机的控制要求和电气控制原理是什么?答案:(1)松刀紧刀手动控制:按下松刀按钮松刀,松开松刀按钮紧刀(2)松刀紧刀自动控制:M82松刀,M83紧刀.(3) M80到库向前(推出)(4) M81到库后退(退回)(5)手动模式下按一下手动到库正转按钮,刀库正传一个单位;按一下手动反转按钮,刀库反转一个刀位.(6)允许刀库点动的情况下按住刀库手动按钮时,该指示灯亮;松开刀时,指示灯灭.(7)自动模式下运行TxxM87指令,刀库将Txx中的目标刀号旋转到当前位置。
(8)刀库运行M87指令旋转时,能自动选择正反转捷径。
(9)自动模式下运行M88指令,刀库将主轴所在刀坐旋转到当前位置。
(10)自动模式下运行M19指令,主轴实现准停。
(11)自动模式下运行TXXM06指令,刀库先将主轴上的刀还原到刀库原位,再取T号刀。
电气控制原理:刀库电机选用三项普通交流异步电机,由交流接触器KM1和KM2实现正反转控制,电机带动刀盘旋转实现刀位变化。
刀库正转时,PLC输出Y地址将继电器KA1的线圈通电,KA1的常开触点再接通,然后带动KM1线圈通电,实现刀库的正转。
刀库反转同理。
刀库的正转与反转是通过PLC程序实现的。
刀库的推出和退回通过气缸由气动实现。
当刀库需要推出时,由PLC的输出Y地址将继电器KA10接通,KA10的触点再接通电磁阀YV2,从而实现刀库的推出;同理,当刀库退回时,断开电磁阀YV2,压缩空气通过汽缸带动刀库退回。
2 刀库上有哪些检测信号,使用的是什么元件,连接在I/O模块的输入地址是什么?答案:3 为实现刀库的各动作如正反转和推出、松刀等,I/O 模块的输出端连接的是什么电器,相应的输出地址是什么?答案:4 用流程图方式描述自动换刀的动作流程是什么?答案:5 手动模式下实现刀库的正反转点动控制,这种控制的目的是什么?在机床面板上选用手动按键,相关地址是什么?答案: 实现手动换刀的目的刀库手动正转按钮X28.1刀库手动反转按钮X28.26 实现刀库各动作相关的M 代码是什么,列出每个动作的M 代码。
斗笠刀库宏程序
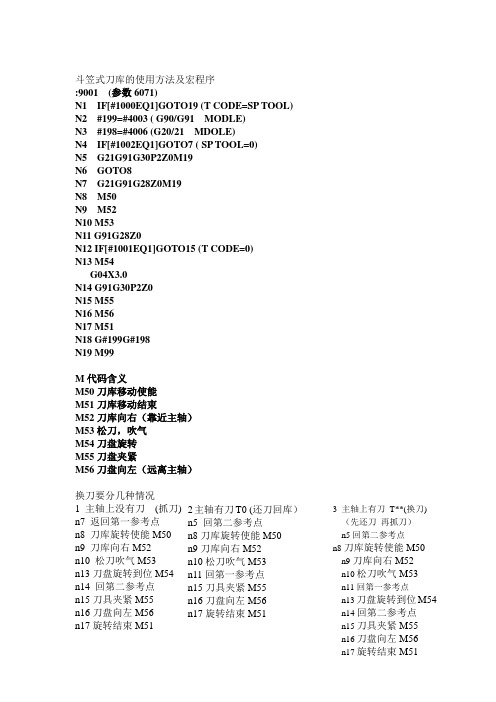
斗笠式刀库的使用方法及宏程序:9001 (参数6071)N1 IF[#1000EQ1]GOTO19 (T CODE=SP TOOL) N2 #199=#4003 ( G90/G91 MODLE)N3 #198=#4006 (G20/21 MDOLE)N4 IF[#1002EQ1]GOTO7 ( SP TOOL=0)N5 G21G91G30P2Z0M19N6 GOTO8N7 G21G91G28Z0M19N8 M50N9 M52N10 M53N11 G91G28Z0N12 IF[#1001EQ1]GOTO15 (T CODE=0)N13 M54G04X3.0N14 G91G30P2Z0N15 M55N16 M56N17 M51N18 G#199G#198N19 M99M代码含义M50刀库移动使能M51刀库移动结束M52刀库向右(靠近主轴)M53松刀,吹气M54刀盘旋转M55刀盘夹紧M56刀盘向左(远离主轴)换刀要分几种情况1 主轴上没有刀(抓刀) n7 返回第一参考点n8 刀库旋转使能M50 n9 刀库向右M52n10 松刀吹气M53n13刀盘旋转到位M54 n14 回第二参考点n15刀具夹紧M55n16刀盘向左M56n17旋转结束M51 2主轴有刀T0 (还刀回库)n5 回第二参考点n8刀库旋转使能M50n9刀库向右M52n10松刀吹气M53n11回第一参考点n15刀具夹紧M55n16刀盘向左M56n17旋转结束M513 主轴上有刀T**(换刀)(先还刀再抓刀)n5回第二参考点n8刀库旋转使能M50n9刀库向右M52n10松刀吹气M53n11回第一参考点n13刀盘旋转到位M54n14回第二参考点n15刀具夹紧M55n16刀盘向左M56n17旋转结束M51。
数控机床斗笠式刀库换刀宏程序的开发和调试
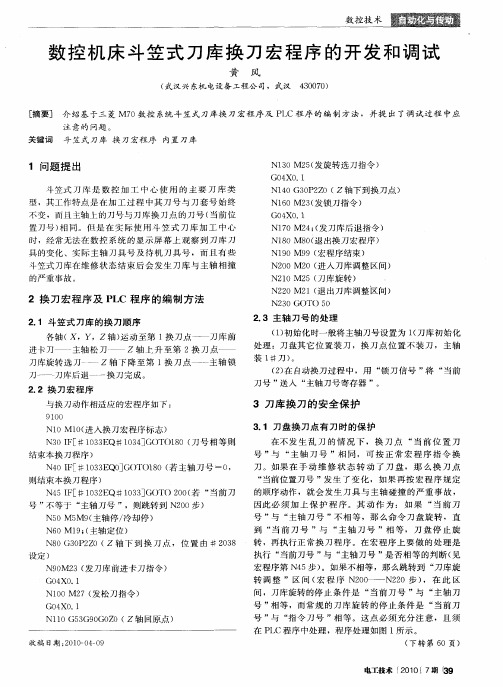
N 7 4 ( 刀库 后 退 指令 ) 10M2 ;发 N10M8 ( 出换 刀 宏 程 序 ) 8 O 退 N10M9 宏 程 序结 束 ) 9 9( N 0 0( 入 刀库 调 整 区 间 ) 2 0M2 进 N 1 5( 库 旋转 ) 2 0M2 刀 N 2 1( 出 刀库 调 整 区 间 ) 2 0M2 退
转 调 整 ” 区 间 ( 程 序 N O —— N 2 步 ) 在 此 区 宏 20 20 ,
N9 M2 发刀 库 前进 卡刀 指 令 ) O 3(
G0 X0 1 4 .
N1 0M2 发 松 刀指 令 ) 0 7(
( 4 . XO 1
间,刀库旋转的停止条 件是 “ 当前 刀号 ”与 “ 主轴 刀
N OM5 ( 5 M9 主轴停/ 冷却停 )
N6 1 ; 主轴 定 位 ) 0M 9 (
N 0G 0 2 0( 轴 下 到 换 刀 点 ,位 置 由 #2 3 8 3 P Z Z 08
设定)
执行 “ 当前刀号 ”与 “ 主轴刀号 ” 是否相等 的判断 ( 见 宏程序第 N 5步) 4 。如果不相等 ,那 么跳转到 “ 刀库旋
号” 相等,而常规 的刀库旋 转 的停 止条件是 “ 当前刀
号 ” “ 令 刀 号 ” 等 。 这 点 必 须 充 分 注 意 ,且 须 与 指 相 在 P 程 序 中处理 ,程 序处 理 如 图 1 示 。 I 所 ( 转第 6 下 0页)
电工技术 f0 0l 1 2 7期 f 3 9
刀 。如果在 手 动 维修 状 态 转 动 了刀 盘 ,那 么 换 刀点
“ 当前位 置 刀 号 ”发 生 了 变 化 , 如 果 再 按 宏 程 序 规 定 的顺 序 动作 ,就 会 发 生 刀 具 与 主 轴 碰 撞 的 严 重 事 故 , 因此 必 须 加 上 保 护 程 序 。 其 动 作 为 : 如 果 “ 前 刀 当 号 ” “ 轴 刀 号 ”不 相 等 ,那 么 命 令 刀 盘 旋 转 , 直 与 主 到 “ 前 刀 号 ”与 “ 轴 刀 号 ”相 等 , 刀 盘 停 止 旋 当 主 转 ,再 执行 正 常 换 刀 程 序 。 在 宏 程 序 上 要 做 的 处 理 是
数控宏程序编程100例

数控宏程序编程100例I. "English Response:"As a CNC programmer, I have encountered various scenarios where macro programming is essential tostreamline the process and increase efficiency. Let meshare with you 100 examples of CNC macro programming that I have personally used in my career.1. Example 1: Using a macro to automatically set tool offsets for different tools in a tool changer.2. Example 2: Creating a macro to perform a series of complex operations in a single command, saving time and reducing the chance of errors.3. Example 3: Implementing a macro to adjust feed rates based on material hardness, ensuring optimal cutting speeds.4. Example 4: Developing a macro to handle tool wearcompensation, extending tool life and maintaining consistent part quality.5. Example 5: Utilizing a macro to generate custom G-code for specific part geometries, eliminating the need for manual programming.These are just a few examples of how CNC macro programming can revolutionize the way we approach machining tasks. By harnessing the power of macros, we can automate repetitive processes, improve accuracy, and ultimately boost productivity.II. "中文回答:"作为一名数控编程师,我在工作中遇到过许多情况,其中宏程序编程是必不可少的,可以简化流程,提高效率。
数控加工之宏程序编程

05
宏程序编程的发展趋势与展 望
智能化编程
自动化编程
01
利用人工智能和机器学习技术,实现数控加工编程的自动化,
减少人工干预和错误。
自适应加工
02
根据加工材料、刀具、工艺参数等实时调整加工参数,提高加
工效率和精度。
智能故障诊断
03
通过传感器和数据分析技术,实时监测加工过程,自动识别和
预警潜在的故障和问题。
03
宏程序编程的实例
加工椭圆轮廓
总结词
通过宏程序编程,可以高效地加工出精 确的椭圆轮廓。
VS
详细描述
在数控加工中,椭圆轮廓的加工是一个常 见的任务。使用宏程序编程,可以根据给 定的椭圆参数(长半轴和短半轴)以及起 始点和终止点的坐标,自动计算出椭圆轮 廓上的各个点,并控制刀具进行精确加工 。这避免了手动计算和输入大量坐标点, 提高了加工效率和精度。
加工非圆曲线
总结词
宏程序编程能够处理复杂的非圆曲线加工, 满足各种形状需求。
详细描述
非圆曲线在机械零件中经常出现,如凸轮、 叶片等。通过宏程序编程,可以将非圆曲线 方程转化为数控机床能够理解的代码语言, 控制刀具按照给定的非圆曲线轨迹进行加工。 这使得非圆曲线的加工变得简单高效,提高 了零件的制造精度和一致性。
协同编程
支持多用户协同编程和数据共享,提高团队协作效率。
数据云存储
将数控加工数据存储在云端,方便数据管理和备份,提高数据安全性。
感谢您的观看
THANKS
优化工件装夹
合理设计工件装夹方案,减少装夹和 调整时间,提高加工效率。
避免加工误差的注意事项
精确测量和校准
确保测量工具和数控机床的准确性,定期进 行校准和维护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
换刀宏程序:
M50;//屏蔽单段信号
G65H01P#100Q#1250;/*首先取得R250(变量1250)的值存在公用变量100里面*/
n10G65H81P10Q#1250R#100;/*等待PLC在经过一个周期的计算后翻转R130的值*/
/*PLC已经对换刀指令处理完毕,以下进入换刀流程*/
G65 H81 P800 Q#1120R1;/*判断T指令刀号是否与主轴上的刀号一致,不一致时才需要换刀*/
/*需要换刀*/
G0 G49 M05;/*主轴停转,取消刀补,当前移动指令模态设置为定位方式G0*/
G28 G91 Z0 ;/*返回参考点,设置增量式编程*/
G53 x-300 Y-20;/*工件移动到安全位置*/
/*判断主轴上是否有刀,无刀时直接跳转到N500所指换刀函数*/
G65 H81 P500 Q#1121 R1;
/*主轴有刀时的换刀过程*/
G65 H01 P#1254 Q1;/*R154赋值为1-定位指示灯亮*/
G53 Z-20;/*主轴下降到刀盘水平线*/
G65 H01 P#1255 Q1;/*R155赋值为1,允许刀盘转动*/
G4 X2;/*等待2秒*/
N110 G65 H81 P110 Q#1122 R01;/*等待R2为0--刀盘转到主轴刀号对应位置*/
G65 H01 P#1255 Q0;/*R155赋值为0,停止刀盘转动*/
G65 H01 P#1251 Q1;/*R151赋值为1,刀盘前进*/
G65 H01 P#1256 Q0;/*R156赋值为0,*/
/*等待R9为1--主轴松刀动作到位(梯形图处理时已经对刀盘前进到位动作采样)*/
N120 G65 H81 P120 Q#1129 R0;
G4 P800;/*等待800毫秒*/
G28 G91 Z0;/*主轴提起到安全位置*/
/*R3为1表示T指令刀号已经无效则直接跳转到N600所指取刀函数*/
G65 H81 P600 Q#1123 R1;
G65 H01 P#1255 Q1;/*R155赋值为1,允许刀盘转动*/
N130 G65 H81 P130 Q#1124 R01;/*等待R4为0--刀盘已转到T指令刀号对应位置*/
G65 H01 P#1255 Q0;/*R155赋值为0,停止刀盘转动*/
G65 H01 P#1251 Q1;/*R151赋值为1,允许刀盘前进后者后退*/
N140 G65 H81 P140 Q#1129 R0;/*等待R9为1--主轴松刀到位*/
G4 P800;/*等待800毫秒*/
78 GSK21MA加工中心数控系统安装连接手册
G01 Z-20 F500;/*主轴下降到刀盘水平线*/
G65 H80 P600;/*直接跳转到取刀和刀盘回退函数*/
/*主轴无刀时的换刀过程*/
N500 G65 H01 P1254 Q1;/*R154赋值为1-定位指示灯亮*/
G65 H01 P#1255 Q1;/*R155赋值为1,允许刀盘转动*/
N510 G65 H81 P510 Q#1125 R01;/*等待R4为0--刀盘已转到T指令刀号对应位置*/ G65 H01 P#1255 Q0;/*R155赋值为0,停止刀盘转动*/
G65 H01 P#1251 Q1;/*R151赋值为1,允许刀盘前进后者后退*/
N520 G65 H81 P520 Q#1129 R0;/*等待R9为1--主轴松刀到位*/
G04 P800;/*等待800毫秒*/
G01 Z-20 F500;/*主轴下降到刀盘水平线位置*/
/*取刀过程*/
N600 G65 H01 P#1252 Q1;/*R152=1,主轴夹紧刀柄*/
G04 P100;/*等待主轴夹紧刀柄*/
G65 H01 P#1253 Q1;/*R153=1,刀盘回退*/
G4x2;/*等待刀盘退回安全位置*/
G65 H01 P#1251 Q0;/*R151到R156,R167清零*/
G65 H01 P#1252 Q0;
G65 H01 P#1253 Q0;
G65 H01 P#1254 Q0;
G65 H01 P#1256 Q0;
G65 H01 P#1267 Q0;
N800 M51;//在宏程序的最后一段恢复单段功能
N1000 M99;/*换刀结束,宏程序退出*/
注。