UHT高温杀菌乳加工过程中关键控制点阪崎肠杆菌的暴露分析
天然全脂超高温灭菌(UHT)乳生产中关键控制点的选择
天然全脂超高温灭菌(UHT)乳生产中关键控制点的选择
赵志华;岳田利;王燕妮;彭帮柱
【期刊名称】《中国乳品工业》
【年(卷),期】2005(033)010
【摘要】基于牛乳的营养价值和当前的消费趋势,结合高速成长的乳业市场和极具发展潜力的UHT乳,依据ISO9002质量保证体系、HACCP(危害分析和关键控制点)、GMP(良好生产规范)和SSOP(卫生标准操作规程)的思想,对创新性运用闪蒸工艺的天然全脂超高温灭菌(UHT)乳生产过程中影响产品品质及安全性因素进行了分析,确定了CCP(关键控制点),探索了生产"天然、绿色、安全、营养"全脂UHT乳的必要条件.
【总页数】4页(P51-54)
【作者】赵志华;岳田利;王燕妮;彭帮柱
【作者单位】西北农林科技大学,食品科学与工程学院,陕西,杨凌,712100;西北农林科技大学,食品科学与工程学院,陕西,杨凌,712100;山东凤祥集团总公司,山东,阳谷,252325;西北农林科技大学,食品科学与工程学院,陕西,杨凌,712100
【正文语种】中文
【中图分类】TS252.41
【相关文献】
1.巴氏灭菌与超高温灭菌对全脂牛乳挥发性风味物质的影响 [J], 张晓梅;仝令君;潘明慧;艾娜丝;王静;孙宝国
2.HACCP在超高温灭菌乳生产中的建立及应用 [J], 李鸿奎
3.巴氏杀菌乳与超高温灭菌乳及瓶(罐)装灭菌乳的品质比较研究 [J], J. Mottar;M. Naudts
4.超高温灭菌乳系列之三——UHT乳的风味 [J], 金世琳
5.巴西研究稳定化处理全脂超高温灭菌乳贮藏过程中的变化 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
超高温(UHT)灭菌综述
第十五章超高温(UHT)灭菌杀菌是食品加工中极为重要的一道工序,在原始社会里,人类就不知不觉地对食品进行了杀菌处理。
在科学技术飞速发展的今天,人们对食品杀菌意义的认识和应用也得到了不断地完善和提高。
第一节超高温灭菌的基本原理关于超高温(UHT)灭菌,尚没有十分明确的定义。
习惯上,把加热温度为135~150℃,加热时间为2~8s,加热后产品达到商业无菌要求的杀菌过程称为UHT灭菌。
UHT灭菌的理论基础涉及两个方面。
一是微生物热致死的基本原理;二是如何最大限度保持食品的原有风味及品质。
一、UHT灭菌的微生物致死理论依据按照微生物的一般热致死原理,当微生物在高于其耐受温度的热环境中时,必然受到致命的伤害。
加热促使微生物死亡的原因是由于高温导致蛋白质的不可逆变化,随后一些球蛋白变得不溶解,酶失去活力,从而造成新陈代谢能力的丧失,因此,细胞内蛋白质凝固变性的难易程度直接关系到微生物的耐热性,而且这与杀菌条件的选择密切相关。
大量实验证明,微生物的热致死率是加热温度和受热时间的函数。
(—)微生物的耐热性腐败菌是食品杀菌的对象,其耐热性与食品的杀菌条件有直接关系。
影响微生物耐热性的因素有如下几方面:(1)菌种和菌株(2)热处理前菌龄、培育条件、贮存环境(3)热处理时介质或食品成分,如酸度或PH值(4)原始活菌数(5)热处理温度和时间,作为热杀菌,这是主导的操作因素。
(二)微生物的致死速率与D值在一定的环境条件和一定温度下,微生物随时间而死亡时的活菌残存数是按指数递减或按对数周期下降的。
这一规律为通常大量的试验结果所证实。
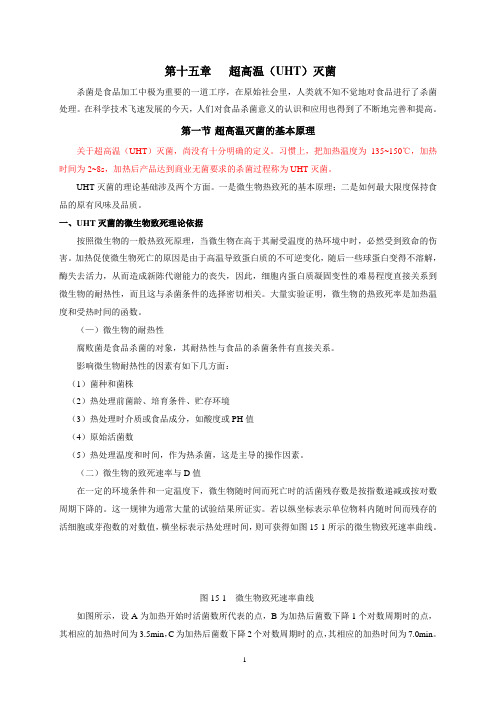
若以纵坐标表示单位物料内随时间而残存的活细胞或芽孢数的对数值,横坐标表示热处理时间,则可获得如图15-1所示的微生物致死速率曲线。
图15-1 微生物致死速率曲线如图所示,设A为加热开始时活菌数所代表的点,B为加热后菌数下降1个对数周期时的点,其相应的加热时间为3.5min,C为加热后菌数下降2个对数周期时的点,其相应的加热时间为7.0min。
配方奶粉生产过程中阪崎肠杆菌的风险与控制

配方奶粉生产过程中阪崎肠杆菌的风险与控制
林大伟
【期刊名称】《中国食物与营养》
【年(卷),期】2012(018)012
【摘要】阪崎肠杆菌是20世纪发现的一种对婴幼儿具有严重健康威胁的致病微生物,在婴幼儿配方奶粉的原料和生产过程中都有污染阪崎肠杆菌的风险。
准确对配方奶粉生产过程中阪崎肠杆菌的污染风险进行评价,并相应制定科学有效的风险控制措施,对于降低风险、提高产品品质、保障食品安全具有重要意义。
本文综述了配方奶粉生产过程中阪崎肠杆菌的存活规律、配方奶粉原料中可能存在的被阪崎肠杆菌污染的风险,以及通过环境、空气、设备以及制度操作等方面对阪崎肠杆菌风险进行控制的各种措施。
【总页数】5页(P8-12)
【作者】林大伟
【作者单位】方圆标志认证集团山东有限公司,济南250014
【正文语种】中文
【中图分类】TS252.7
【相关文献】
1.含双歧杆菌的婴儿配方奶粉和原料中阪崎肠杆菌的检测 [J], 姜勇;吕学娜;安玉枝;王锡青
2.两批次婴儿配方奶粉阪崎肠杆菌不合格 [J],
3.龙岩市市售婴幼儿配方奶粉中阪崎肠杆菌污染调查 [J], 袁丹茅;金建潮;李筱玲
4.鹤壁市婴幼儿配方奶粉中阪崎肠杆菌污染情况分析 [J], 李素娥
5.论婴幼儿奶粉生产中阪崎肠杆菌的控制 [J], 张珣珍
因版权原因,仅展示原文概要,查看原文内容请购买。
乳制品生产过程中阪崎肠杆菌的控制研究

TheCo r li g o e o a t rs k z k i n Pr c s i g i i y Pr du t nt o ln f Entr b c e a a a i o o e s n n Da r o c s
La i z iTa ii , n n h n i M n h, i Lpn MegQig o g o g n g
( 典型的 阪崎肠杆菌 )的两种 菌株 留用 ,这 _
两种 菌株外 形颜色上 有l ,一种 示 为蓝绿 色 , 别
我们将 其命 名为 A 菌 种 :另 种 菌株 虽然 示 为
灰 白色 ,将其 命 为 B 菌种 ,但足此 菌株在生 化 培养 后 , 查其编 号也为 3 0 3 3 且 革兰 氏染 色 经 357 , 阴性 。针对这 两种 颜色 的 阪崎肠 杆 菌,我们 分 别 采 取实验 室 杀菌液 浸 泡菌 体 的方 式 ,对其进 行 杀
l 料 与方 法 材
1 . 1菌种 的采 集
根据 阪崎 肠杆 菌属 于 阴沟 菌的特 性 ,我 们通
过 在 污 水 处 理 站 排 污 口涂 抹 的 方式 收集 培 养菌 种 。在采 集菌 种 一 采用 肉汤 增菌培 养 后接种 色 } 】 培养 基l,将 长菌 落进行 AP2 E生化培养后 , o J I0 在 ( I0 ( 2 E的鉴定手册 》 AP 中佥列 的编号 为 3 0 3 3 3 5 7
性 实施 了验证 ,从 而确 定 了乳 制品加 工过程 中的清洗 杀菌方法 ,为婴 幼儿乳制 品企业控 制 阪崎肠杆 菌提
供 了有 效的 方法 。
关键词 :阪崎肠 杆 菌;耐酸碱性 ;耐热性
中 图分 类 号 :T 227 S5. 文献 标 识 码 :A 文 章 编 号 : 17 —172 1)1 0 30 6 15 8(0 0 — 3 —3 1 0
uht乳工艺流程中的灭菌部分的工作过程

uht乳工艺流程中的灭菌部分的工作过程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!UHT乳工艺流程中的灭菌部分的工作过程在乳制品生产中,灭菌是非常重要的一个环节。
百利包UHT灭菌乳常见问题及控制
百利包UHT灭菌乳常见问题及控制一、常见问题、原因及控制1、颜色褐变牛奶的颜色由正常的乳白色不同程度的变为褐色。
牛奶中含有丰富的蛋白质和乳糖,在加热过程中氨基化合物(胺、氨基酸、肽和蛋白质)和羰基化合物(糖类)发生美拉德反应。
美拉德完全反应过程有3个阶段:初级、高级和终极。
反应所处阶段决定牛奶颜色褐变轻重。
褐变导致牛奶的营养价值明显降低。
(1)原因分析A、原料乳中残留微量尿素B、抗坏血酸氧化反应生成大量褐色物质C、牛乳中含有自由氧D、UHT灭菌剂和无菌灌装机不匹配或无菌灌装机因故停机,灭菌后的牛奶有40%以上重新流回灭菌机E、牛奶粘稠度过大,乳固形物含量过高F、生产高钙牛乳时添加的钙剂。
(2)控制措施A、原料乳中不能含有尿素B、牛奶要通过脱气,减压脱气除去自由氧C、在加工环节,尽量减少牛奶搅拌和回流D、UHT灭菌机和无菌灌装机之间不使用无菌待装罐时,二者的能力要匹配。
回流的牛奶量不超过30%E、生产高钙牛奶时,选择的钙剂和添加量要适宜F、必要时添加防褐变剂。
2、脂肪上浮打开包装后,在牛奶的表面漂有碎的脂肪块及包装袋内壁上粘有脂肪块,有时味道正常,有时带有腐败味。
(1)原因分析A、均质效果不理想B、残留的脂肪酶复活,分解脂肪,聚集成碎块。
(2)控制措施A、采用二级均质,奶温为70~5OC,低均质压力为5Mpa,高压均质压力15~18Mpa。
B、控制原料奶的菌落总数≤20×104ml-1,嗜冷菌≤1×102ml-1。
菌落总数测定见GB4789.2嗜冷菌测定,采用接种的营养琼脂平板6.5OC培养10天和21OC培养25h。
C、必要时添加乳化剂。
3、蛋白凝固包装打开后,牛奶呈豆腐渣状,测定其酸度不超过18OT,营养琼脂平板上也查不到菌落。
(1)原因分析A、原料乳中菌落总数过高,一般在200×104ml-1以上,即使在2~8OC的低温下,其中的嗜冷菌也能生长繁殖,产生蛋白分解酶,这些酶类耐热性很高,能存活于UHT灭菌乳中,在贮存期间逐渐发挥分解作用,使蛋白质发生分解现象,造成产品豆腐渣状。
超高温灭菌乳的质量问题与控制措施研究
超高温灭菌乳的质量问题与控制措施研究超高温灭菌(UHT)乳在我国的乳制品消费中占有很大的比例,所以当其存在质量问题的时候会对很多人的健康造成影响。
理论上UHT乳是在一定的高温下处理后达到商业无菌的要求,但实际生产中会存在褐变、胀包和酸包等质量问题。
本文将根据UHT乳生产的实际情况,对其常见的质量问题进行分析,并根据这些质量问题的具体产生原因对其解决措施进行探讨。
标签:超高温灭菌乳;质量问题;控制措施;研究1 超高温灭菌乳常见的质量问题1.1 脂肪上浮在UHT乳成品被生产出来之后,在贮存和销售的过程中温度过高会导致脂肪上浮的现象,并且脂肪上浮的严重程度会随着温度的升高而不断加深,严重的情况下会在包装的上层聚集较厚的脂肪层。
导致脂肪上浮的原因有很多,其中包括均质效果不好,在低温下进行均值以及机械处理过度的情况都会导致脂肪上浮。
同时当原料中脂肪酸含量较多,原料乳中的蛋白质和脂肪比例不合理,原料乳中的脂肪酶含量较大,前处理时混入过多空气等情况都会导致脂肪上浮。
1.2 成品UHT乳中含有凝块当原料乳中存在残留的蛋白酶时,就会导致成品UHT乳中出现凝块。
因为蛋白酶拥有较好的耐热性,所以在经过超高温处理之后并不能将蛋白酶完全清除。
而残留在原料乳中的蛋白酶会将成品中的蛋白质分解,产生的酪蛋白将会在成品中聚合形成凝块。
一般情况下UHT乳成品生产出来三个月之后会出现凝块,但是在饮用前对UHT乳进行加热也会导致凝块的出现。
此外,在使用磷酸进行清洗的过程中,残留的磷酸根会与钙离子结合形成磷酸钙,导致酪蛋白聚合形成凝块。
1.3 成品UHT乳变味1.3.1 产生苦味在超高温灭菌之后,残留在UHT乳中的微生物会在代谢的过程中产生氨基酸和短肽链,而其中的某些氨基酸残基带有苦味,在其含量较多的时候就会导致成品乳的口味变苦。
1.3.2 产生脂肪氧化味跟苦味产生的原因一样,也是由于超高温灭菌后残留的微生物在成品乳中的代谢产生脂肪酶,而这些脂肪酶会让成品乳中的脂肪被分解,而脂肪被分解后就会出现脂肪氧化味。
UHT灭菌乳危害分析工作表
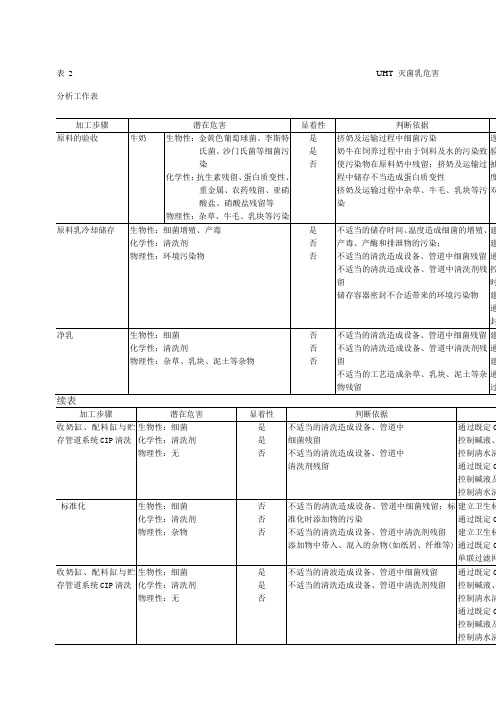
续表
加工步骤
潜在危害
显着性
判断依据
预防措施
CCP
均质
生物性:细菌
化学性:清洗剂
物理性:机油
否
否
是
不适当的清洗造成设备、管道中细菌残留
不适当的清洗造成设备、管道中清洗剂残留
均质机泄漏造成机油混入奶中
建立卫生标准操作程序(SSOP)
通过既定CIP程序清洗、消毒
建立卫生标准操作程序(SSOP)
通过既定CIP程序清洗、消毒
目测
每次
包装机操作工
重新杀菌
抽样做微生物检测
双氧水喷雾时间
喷雾时间
记录时间
每次
双氧水喷射温度
喷射温度
温度表、温度自动记录仪
每次
包装机灭菌温度
热空气
灭菌温度
温度表、温度自动记录仪
连续
包装机灭菌时间
灭菌时间
记录时间
连续
封合成型
生物性
导电试验
撕拉试验
包装产品
产品包装盒
目测包装盒内外通电情况呈阴性;
撕拉包装盒横封或纵封其拉开表面至少一层PE膜破裂
2.另作他用
定期抽样做化学检测
原料奶冷却储存
生物性
冷却时间
储存时间
储存温度
牛乳
时间、温度
时间记录,温度表、温度自动记录仪
每缸
操作工
根据偏离情况处理:
1.报废
2.另作他用
定期抽样做微生物检测
收奶缸、配料缸与贮存管道系统CIP清洗
生物性
化学性
清水清洗时间
pH值
收奶缸、配料缸与贮存管道
时间、pH值
时间记录、pH测量仪
五种常用消毒剂对乳制品中阪崎肠杆菌杀灭效果观察
中国消毒 学杂 志 2 0 1 6年 第 3 3卷 第 l 0期
・ 9 5 5・
【 论 著】
五种 常用 消 毒 剂对 乳 制 品 中 阪 崎 肠 杆 菌 杀 灭 效 果 观 察
p o s e d t o d i s i n f e c t a n t s s o l u t i o n c o n t a i n i n g p e r a c e t i c a c i d, c h l o r i n e d i o x i d e, q u a t e na r r y a mmo n i u m c o mp o u n d, p o v i d o n e—i o —
以超高温(UHT)灭菌奶为例讲解HACCP的应用
HACCP体系解读HACCP体系是Hazard Analysis and Critical Control Point的英文缩写,中文译为危害分析与关键控制点,是一种在食品生产过程中控制食品安全卫生质量的预防系统。
其目的是设法将食品安全危害风险降到最低限度,是一个使食品供应链及生产过程免受生物、化学和物理性危害污染的管理工具。
HACCP包括7个步骤:◆对危害进行分析;◆确定关键控制点(CCP);◆建立关键限值;◆建立关键控制点的监视体系;◆当监视体系显示某个关键控制点失控时,确立应当采取的纠正措施;◆建立验证程序,以确认HACCP体系运行的有效性;◆建立文件化的体系。
下面以超高温(UHT)灭菌奶为例讲解HACCP的应用。
超高温灭菌奶工艺流程包括:原料乳的验收→净乳→标准化→预杀菌→冷却储存→中间贮罐→脱气→均质→UHT 杀菌→无菌输送→无菌灌装(包装材料灭菌)→封合、成型→贴管→装箱入库→合格出厂→运输、销售。
一危害分析1.原料奶验收(CCP)要生产稳定高品质的UHT 灭菌奶,原料奶的质量很关键。
将机械挤出的牛乳在2 h~3 h 内降温至4 ℃,在24 h 内送到乳品厂,在装入奶罐车时初步滤去杂质并定时搅拌,以避免乳脂、乳蛋白分离;同时搞好控温,防止形成冰乳。
2.净乳需注意设备管道中清洗剂残留,严格执行CIP 清洗程序,净乳不彻底,可通过定期检修净乳机、监测杂质度控制。
3.标准化配料(CCP)严格按照采购标准采购辅料,按配料比严格配比。
4.预杀菌可能存在的危害主要是生物性危害,杀菌不彻底使牛奶中残留耐热菌、芽孢,冷却期间嗜冷菌大量繁殖,使原奶变质。
5.UHT杀菌(CCP)杀菌温度、时间组合不对,设备杀菌不彻底,无菌系统破坏等造成产品灭菌不彻底而造成成品坏包;均质压力不够导致成品脂肪上浮、分层。
6.无菌输送无菌管道泄漏破坏无菌环境;输送管道清洗剂残留。
7.无菌灌装(CCP)灌装系统污染;包装材料污染。
UHT乳非商业无菌原因分析及质量控制

UHT乳非商业无菌原因分析及质量控制江晓,王炜【摘要】摘要:分析了UHT奶非商业无菌的原因。
依据GB/T4789.26-2003和ATD细菌生化鉴定义对UHT奶进行检测及细菌鉴定。
结果表明,同一品牌不同品种的6种UHT奶中,有5种为非商业无菌;分别检出蕈状芽孢杆菌短小芽孢杆菌。
结论:UHT乳质量把关须从原料乳,生产工艺,生长环境控制。
【期刊名称】中国乳品工业【年(卷),期】2011(039)004【总页数】2【关键词】UHT奶;商业无菌;蕈状芽孢杆菌;短小芽孢杆菌;质量控制0 引言随着生活节奏的加快及人民生活质量的不断提高,乳作为“营养全价”食品备受消费者青睐,其中UHT(超高温灭菌)奶已成为乳品加工企业的主要产品和人们生活中不可缺少的奶制品。
我国从20世纪80年代引进国外超高温(UHT)瞬时杀菌技术,发展至今已有二十几年的历史[1]。
它的主要优点是产品的质量较为稳定,营养成分损失少,具有保质期较长,易于贮藏运输等优势,因而在我国及国际市场上液体奶的消费增长极快。
但目前由于存在原料乳质量,加工及运输过程等方面过程中出现问题,严重影响UHT奶的保质期使产品变质。
本文通过对同一品牌不同品种市售灭菌乳进行商业无菌检测,并对结果进行分析。
1 材料和方法1.1 材料厂家委托检测同一品牌不同品种市售灭菌乳共6份,1号为花生核桃奶,2号为纯牛奶,3号为浓香高钙奶,4号为麦香奶,5号为清爽乳饮料,6号为可可牛奶。
均为243 mL/袋,利乐包。
1.2 方法依据GB/T4789.26-2003罐头食品商业无菌的检验对样品进行商业无菌[2]检测。
将不同品种各3份灭菌乳分别放置在室温(36℃和55℃),10 d,并每天观察。
2 检验结果2.1 一般检验由于灭菌乳的pH值均大于4.6,属于弱酸性,按商业无菌低酸性罐头食品检验方法进行检验,将6份灭菌乳分别在室温,36℃和55℃放置10 d并每天观察,10 d后均未出现胀袋。
超高温灭菌乳产品常见的质量问题分析
超高温灭菌乳产品常见的质量问题分析近年来超高温灭菌乳(UHT乳)进展速度很快,然而我国在引进该技术的过程中,一方面对UHT、无菌灌装的加工技术缺乏理解。
另一方面软、硬件与UHT加工技术所要求的不配套,因此常常消失各种问题。
现就UHT乳生产中常见的质量问题进行分析,力求通过生产掌握,使其得以预防和解决。
1、物理缺陷1)脂肪上浮脂肪上浮般消失在生产后几天至几个月范围内,上浮的严峻程度与贮存及销售的温度有关,温度越高,则上浮速度越快,严峻时在包装的顶层会消失几毫米厚的脂肪。
消失脂肪上浮的缘由如下:均质效果不佳;低温下均质;过度机械处理(低温高速搅拌,低温反复泵送等);前处理不当,混入过多空气;原料乳中含有过多脂肪酶(脂肪酶的耐热性高于蛋白酶)。
讨论表明,经140℃、5s的热处理,胞外脂肪酶的残留量约为40%,残留的脂肪酶在贮存期间分解脂肪球膜,释放自由脂肪酸而导致聚合、上浮。
饲料喂养不当,导致原料乳中脂肪与蛋白质比例不合适(含有过多自由脂肪酸等)也是缘由之一。
2)凝块原料乳中蛋白酶的残留是成品形成凝块的主要缘由,蛋白酶的耐热性远远高于耐热芽孢。
曾有人做过试验,一种耐热蛋白酶耐热性是嗜热脂肪芽孢杆菌的4000倍。
同样有讨论表明,经140℃、5s的热处理,胞外蛋白酶残留量为29%,残留的蛋白酶分解k一酪蛋白及一酪蛋白,而导致酪蛋白相互聚合形成凝块。
凝块现象消失的快慢与产品中耐热蛋白酶的残留量和分销条件关系很大。
一般状况下凝块消失在生产3个月以后,有时甚至在整个保质期内都不会消失,但假如耐热蛋白酶残留量大,储存条件差,则凝块在2个星期后就可消失。
此外,乳房炎乳、钙、磷酸盐的混入,使用初乳、末乳等,也可能导致产品在存储期内产生凝块,尤其是采纳磷酸清洗时,若冲洗不彻底,残留的磷酸根将形成胶体磷酸钙而导致酪蛋白的聚合。
3)变味UHT乳在贮存期内会产生风味、口味的变化,主要表现为2种现象,即苦味和脂肪氧化味。
苦味的产生主要是由于UHT残留的微生物代谢蛋白酶水解蛋白质形成短肽链、氢基酸所致苦味就是由某些带苦味的氨基酸残基(如缬氧酸、苏氢酸等)形成的。
UHT灭菌乳
UHT灭菌乳的质量异常分析与控制的研究摘要:本文从超高温杀菌乳可能产生的质量问题出发阐明了UHT灭菌乳出现的各种质量问题的原因, 并通过感官评定的方法及过滤、微生物检验的操作方法分析了超高温杀茵乳在生产及贮存中可能产生质量问题的原因,同时提出控制措施。
从而避免了生产过程中的产品质量事故发生, 给企业带来的不必要的经济损失。
结果表明,UHT乳质量与加工、贮存及原料乳的新鲜度密切相关,优质的原料乳和良好的生产规范生产出优质的UHT灭菌乳。
关键词:超高温灭菌乳质量异常分析与控制1.前言UHT乳又叫超高温杀菌灭菌乳,它是经过高温短时杀菌的牛乳。
国际乳业市场中UHT液体奶增长很快,全球范围将以每年大约2%的速度增长。
我国的乳制品制造业发展也较快,平均年增长22.9%。
尤其是UHT加工技术在乳品加工的领先技术正在越来越普及。
UHT杀菌主要提高了牛乳保质期和食用安全性[1]。
市售的巴氏杀菌乳在4 ℃ 一般可保存7 d左右,而UHT灭菌乳室温可保存3个月,4℃条件下可保存4~6个月(包装不同保质期不同),同时UHT乳方便携带,可远距离销售。
但由于不合格的原料乳,及生产、贮存中的纰漏会导致UHT乳产生各种质量问题[2]。
因此市场上会存在一些质量不合格的产品(除千分之一的坏包率)。
如:酸包、涨包、乳风味异常。
本文通过感官评定的方法及过滤和微生物检验的操作方法分析UHT灭菌乳在生产线上及贮存过程中可能发生的各种质量问题的原因,同时提出相应的控制措施。
2. 生鲜牛乳稳定性的影响因素牛乳中的主要成分有乳蛋白、乳脂肪、乳糖、无机盐、维生素和酶。
其在生产加工及贮存过程中特别易受到其他因素的影响而发生改变。
2.1牛乳中蛋白质量分数为2.8%~3.5%。
乳蛋白成分主要有:酪蛋白、乳清蛋白、乳脂肪球膜蛋白、微蛋白和酶。
酪蛋白是热稳定性蛋白,乳中的酪蛋白在溶液中主要以其本身的电荷保持稳定状态,其与Mg2+和Ca2+牢固地结合,因而对周围的盐类、离子、pH值、与酸度等环境的变化非常敏感,例如:加热时向乳中加入氯化钙,会使酪蛋白发生凝固。
超高温杀菌技术在乳制品中的应用
超高温杀菌技术在乳制品中的应用超高温杀菌技术在乳制品中的应用2010-12-07 18:11:37超高温杀菌技术在乳制品中的应用Ultra你好gh temperature sterilization technology application in dairy products【摘要】随着我国经济的发展,人民糊口程度的一天比一天提高,奶类消费正从保健型食物转向糊口必需品。
目前,农村市场上主要以奶粉为主,液态奶消费主要集中在大中都会。
奶粉在加工过程中营养损失较多,口感欠好;巴氏杀菌虽然营养损失较小,但需要冷藏,保质期短,不合适长途运输;超高温(UHT)灭菌奶集中了以上两者优点,且降服了他们的缺点,加热时间短,温度高,能够大好地保持牛奶中的风味和营养身分,可以杀灭乳中99.9999%的细菌,而且产品保持期长,是乳业的发展方向。
UHT灭菌乳是以牛乳或复原乳为原料,脱脂或不脱脂,经超高温瞬时灭菌、无菌罐装或保持灭菌制成的产品。
UHT灭菌乳是20世纪60年代出现的液体乳产品。
【关键词】UHT;乳制品;质量控制;设备;营养与卫生[abstract]With the development of our national economy,the people's standard of living rise increasingly,dairy consumption is from health food steering necessities.At present,the rural market mainly milk powder is given priority to,liquid milk consumption are mainly concentrated in provinces and k powder in the mac你好ning process nutrition loss more,mouthfeel is bad,Pasteurizing although nutrition is less loss,but require refrigeration,the expiration period is short,not suitable for long-distance transportation;Ultra你好gh temperature(UHT)mainly concentrated on both above advantages,and overcome the shortcomings they,heating time is short,the你好gh temperature,can remain well in the milk flavor and nutrition composition,can kill the bacteria in the breasts 99.9999%,and keep products in long period is milk industry development direction.UHT sterilizer breast milk is milk or recovery as raw material,skim or not degrease,the instantaneous ultra你好gh temperature sterilizing,aseptic canning or keep sterilization manufactured products.UHT sterilizer milk is 20 centuries 60 time appear liquid dairy products.[key words]UHT,Dairy products;Quality control;Equipment;Nutrition and health 0.前言食物工业中,加热杀菌在杀灭和抑制有害微生物的技术过程中占有极为重要的地位。
超高温杀菌乳的工艺流程
超高温杀菌乳的工艺流程英文回答:Ultra-High Temperature (UHT) Milk Processing.UHT milk processing is a method of preservation that involves heating milk to a high temperature (typically between 135-150°C or 275-302°F) for a short period of time (usually 2-5 seconds). This process is designed to eliminate virtually all spoilage microorganisms and pathogenic bacteria, ensuring a longer shelf life for the milk without the need for refrigeration.The UHT processing line typically consists of the following stages:1. Preheating: The raw milk is preheated to around 70-80°C (158-176°F) to reduce the viscosity and facilitate the removal of impurities.2. Homogenization: The milk is homogenized to prevent the cream from separating from the milk.3. Heating: The milk is heated to the UHT temperature using a heat exchanger or steam injection.4. Holding: The milk is held at the UHT temperature for the specified time to ensure complete sterilization.5. Cooling: The milk is rapidly cooled to around 20-25°C (68-77°F) to inhibit the growth of any surviving microorganisms.6. Packaging: The milk is packaged in sterile containers, such as Tetra Paks or glass bottles, to prevent contamination.UHT milk has a shelf life of several months without refrigeration, making it convenient for storage and distribution. It retains most of the nutritional value of fresh milk, including protein, calcium, and vitamins. However, it may undergo slight changes in flavor and colordue to the high-temperature processing.中文回答:超高温杀菌乳工艺流程。
UHT产品质量问题原因分析与解决办法

UHT产品常见质量问题原因分析与解决办法一、常见主要质量问题与主要质量问题情况。
(一)、常见主要质量问题:1、生物酶解;2、脂肪分离;3、蛋白变性;4、色泽变化;5、微生物污染。
(二)、常见主要质量问题情况:1、胀包:产品被微生物污染后会大量繁殖并产气,产品外观呈鼓胀状,即胀包。
打开涨包后,牛奶有酸腐味,甚至臭味;组织状态一般为乳清析分离状和豆腐脑状。
2、酸包:产品被不产气的微生物污染后,虽不产气,产品包型完整,开包后牛奶有酸味,即酸包。
组织状态呈现豆腐脑状,有乳清析出,分层现象,除此之外,有的酸包甚至还有臭味。
3、苦包:一般产品包型完整,但开包后牛奶有苦味、酸味,这是产品中残留的蛋白质分解酶分解乳蛋白后形成的一些发苦的肽类物质,产品一般呈苦酸味。
4、漏包:由于包装设备故障或产品运输,导致产品包装密封损坏,发生霉菌污染变质涨包。
常有两种情况:1、产品包装被设备损坏,空气中的酵母菌污染产品,加之产品顶部的有氧条件,酵母菌会在短时间内大量繁殖,导致涨包,并产生酒精发酵气味,2、在包装侧面的合缝处、边角折叠处或底部下面折叠处密封不好或运输搬运磨损破坏,导致破漏,发生霉菌污染,产品变质。
二、常见主要质量问题原因分析(一)、生化酶解原因分析生化酶解与微生物引起的变质与质量变化的现象极为相似。
目前还没有简洁可行的方法直接对产品中的酶活进行检测,但生化酶解造成的产品变质是可以根据变质产品中是否有微生物而加以区别。
1. 酶解发生原因酶解引起的变质主要是由经过UHT灭菌的牛乳中仍然残留耐热酶造成的。
在HUT灭菌处理过程中,绝大多数酶类都会失去其活性,但假单胞菌族嗜冷菌和某些芽胞杆菌合成的蛋白分解酶和脂肪分解酶,却会因其具有较强的耐热能力而残留下来。
2. 酶解控制方法在UHT灭菌条件下,耐热蛋白酶和脂肪酶的绝对灭活是很难实现的,特别在原料乳不新鲜、微生物污染严重、各种酶的含量较高的情况下尤其是如此,因此,保证原料乳新鲜,不被微生物严重污染是非常必要的。
超高温UHT灭菌操作规程乳业有限公司
超高温(UHT)灭菌操作规程1目的为规范前处理工段超高温 (UHT)灭菌操作,向操作者提供有关在生产之前、生产中,如何规范操作,使新员工进行专业岗位的培训学习。
为产品的下一道工序提供有力的质量保证。
2 范围适用于前处理工段UHT(超高温)灭菌。
3 工作程序3.1开机前的准备3.1.1CIP清洗前的准备3.1.1.1检查水(软水、自来水)、电、蒸汽压力、压缩空气3.1.1.2检查阀门15.1、15.2和阀门V26为关闭状态以及酸碱管线连接是否正确。
3.1.1.3询问中控酸碱是否够用。
3.1.1.4检查均质机的电源开关为开启装置。
3.1.2升温生产前的准备3.1.2.1检查水、电、蒸汽压力和压缩空气。
3.1.2.2检查管线呈生产状态连接,手动阀门15.1、15.2、阀门V26、阀门V63、阀门62的开启情况.3.1.2.3检查均质机的电源开关为开启装置。
3.2CIP清洗程序3.2.1打开压缩空气开关,设备电源,配电柜电源确认按纽.3.2.2点击控制页面,选择CIP清洗符号.CIP清洗符号呈白色,表示程序开始执行.3.2.3程序自行运行,水冲程序执行,时间约为10分钟.3.2.4水冲步骤结束,程序自动进入加入碱液程序.使碱液注满平衡缸.循环加热清洗.3.2.4.1关闭酸管球阀, 打开碱管球阀.3.2.4.2浓碱样一份,以送往化验室.3.2.4.3开15.1阀门,通知中控室可以清洗303线.3.2.4.4查均质机油温和压力,以及管线上各压力表的压力.3.2.4.5看控制面板上TI01、TI06、TC44、TSL42、TI09的温度以及V62的开张度和流量表.3.2.5碱液循环清洗程序完毕,进入碱排水冲程序.3.2.5.1取消报警,调节V63阀.3.2.5.2取碱排样一份,以送往化验室检验.3.2.6水冲程序结束,开始进入酸洗程序.温度达到设定值时记时器开始记时.3.2.6.1关闭碱管球阀, 打开酸管球阀.3.2.6.2取浓酸样一份,以送往化验室.3.2.6.3注意观察控制面板上TI01、TI06、TC44、TSL42、TI09的温度以及V62的开张度和流量表.3.2.7酸洗时间结束,开始酸排水冲程序.3.2.7.1取酸排样一份,以送往化验室.3.2.7.2估算结束时间,通知动力作好停气,停水准备.3.2.8水冲时间结束,设备自行停机.3.2.9酸碱管线从平衡缸上拆下,安装在酸碱管支撑管上,关上酸碱管的球阀.3.2.10关闭压缩空气,设备电源,和电柜总电源.3.3升温生产程序3.3.1打开水,设备电源,电柜电源确认按纽.3.3.2点击控制页面,选择无菌水升温符号.符号变成绿色,表示程序开始执行.3.3.2.1检查阀,泵的开启和运转情况.3.3.2.2注意观察控制面板上TI01、TI06、TC44、TSL42、TI09、TSL71 的温度以及V62的开张度和流量表.3.3.2.3注意TI01的温度,随时调节V63阀门控制TI01在85℃以下. 3.3.2.4报警,点击页面消警符号,按下闪烁三角符号,在按对号符号即可消除.3.3.3通知灌装间开始升温.3.3.4第5步程序结束,待TI06、TSL71升温到130℃时,记时器开始记时,第6步开始执行,循环杀菌30分钟.3.3.4.1观察无菌水消毒温度曲线.3.3.4.2检查均质机冷却水运行情况.3.3.5.循环杀菌程序结束,程序进入冷却阶段.(7-12步)3.3.5.1通知动力车间送冷却水.3.3.5.2询问中控牛奶品质是否可以过UHT.3.3.5.3点击控制页面,查看灌装机升温信号和开机数量.3.3.6冷却结束,程序进入17步,准备生产.3.3.7打开V26阀门,使冷却水形成回路.3.3.8第17步程序结束,20步程序开始执行.3.3.8.1关闭V63阀门.3.3.8.2点击控制页面,选择奶泵符号,按“I”符号确认.奶泵(C10041PU)启动.3.3.8.3打开15.2阀,奶顶水排出.主要为303线的奶水。