新型内衬层挤出生产线
轮胎制造装备及制造工艺技术概述
轮胎制造装备及制造工艺技术概述1. 前言几十年来轮胎制造技术已经产生了一系列的变化,轮胎已经成为高技术产品。
世界著名轮胎公司根据其技术能力,为了满足不同的需求,所采用的制造技术有些不同,但各大公司都试图开发模块生产系统,以提高轮胎产品的质量和生产率,降低消耗和成本。
米其林开发的C3M (Comimand Control Commtmicafion Manufacture,即集指挥、控制、通讯和制造为一体的自动化系统)、倍耐力公司开发的MIRS (modular integrated robotized system,即模块集成自动化系统)、普利司通公司开发的BIRD (Bridgestone innovative rational development,即普利司通创新合理发展)、固特异公司的IMPACT (integrated manufacturing precision assembly cellular tech,即集合加工精密成型单元技术)等各有特点,并开发了相应的设备支撑。
2. 轮胎制造在轮胎制造工艺中,混炼、压延、挤出、成型、浇注和硫化仍然是大多数轮胎厂家需要谨慎对待的问题。
以下就这些方面的技术进行论述。
2.1 混炼人们经常引证的一句话是“质量始于混炼”。
多次改进胶料混炼工艺的目的是,在不影响混炼均匀性的前提下提高产量。
从19世纪初期开始,胶料的塑炼和混炼主要靠开炼机来实现。
由于用开炼机塑炼混炼的胶料存在质量差、效率低、劳动强度大和工作环境恶劣等一系列问题,所以英国人本伯里在20世纪初期发明了密炼机,也称本伯里密炼机。
这种密炼机的转子具有两根螺棱,其断面为椭圆形。
本伯里密炼机的出现极大地提高了混炼胶的质量和生产率,降低了劳动强度和改善了工作环境。
为了适应高门尼粘度、高硬度胶料的混炼,在本伯里密炼机之后出现了螺旋啮合密炼机。
但这种密炼机生产效率比较低,因此人们在不断地完善本伯里密炼机,使其能适应各种混炼胶料的要求。
中田内衬层

Spec. No. B381-001-1End User青岛赛轮子午线轮胎信息化生产示范基地有限公司Qingdao Sailun Radial Tyre IPDB Co., Ltd.规格书SPECIFICATION2007年2月12日NAKATA ENGINEERING CO., LTD.中田工程有限公司(日本、神户市)619 Minami, Kande-Cho, Nishi-Ku, Kobe, 651-2312 JapanTEL: ++81-78-965-1030 FAX: ++81-78-965-3630e-mail : sales2@nakata-eng.co.jpk-kuromiya@nakata-eng.co.jpn-narita@nakata-eng.co.jp内衬层生产线(带有双辊筒机头挤出机、压延机和胶条贴合装置)INNER-LINER PRODUCTION LINE( with Duplex Roller Head Extruder, Calender & Rubber Tape Sticking Devices )采用本生产线的产品为本规格书A项所描述的轿车胎“双复合内衬层”。
The product with this line is “Duplex Inner Liner Complex” for PCR tyre as stipulated in Item A of this Specification.为便于理解,请参见下页中所附的工艺流程图。
For easy understanding please refer to the process flow sheet attached in the next page.第一步: 采用双复合挤出机、双复合机头和压延机生产双复合内衬层。
内衬层首先被放置1st step在摆渡传送带上,然后传递到主传送带上,直到冷却站。
Producing duplex inner liner sheet with the duplex extruder, duplex head and calendar.The inner liner sheet is then laid on the swing conveyor at first, then, carried onto the main transferconveyor upto the cooling station.第二步: 采用挤出机、宽幅机头和微型压延机生产薄胶片,然后按照设定宽度裁成2片。
轮胎制造01区—每日试题分析

“质量在我心中”活动————每日一题(01区)10月26日试题:简述子午线轮胎的优越性?答:1. 子午线轮胎耐磨性好。
子午线轮胎的带束层刚性高、角度小,使每根帘线的长度比胎面的接地长度长、轮胎滚动时移动小。
当汽车转弯时扭转方向盘的角度小,可减小轮胎侧滑。
从试验结果看,子午线轮胎在负荷下的周长和斜交轮胎相比较,子午线轮胎周长比斜交轮胎长。
另外欧洲对滚动周长的标准,采取的常数不同,子午线轮胎的常数是3.05,斜交轮胎是2.99,这表明子午线轮胎滚动周长比斜交轮胎长,使子午线轮胎在滚动时移动减少。
轮胎移动性越大,耐磨性越差。
斜交轮胎滚动胎面接地时就发生蠕动和滑动,使胎面容易磨损,子午线轮胎却没有或很少有这种移动,因此其耐磨性能比斜交轮胎提高60%~120%。
2. 子午线轮胎的滚动阻力小。
子午线轮胎的滚动阻力比斜交轮胎低20%左右,一般可节省汽油6%左右。
同时,子午线轮胎的胎体柔软,并且不管用哪种纤维帘线,排列一般都是90°,在行驶中帘线之间没有剪切应力,尤其是钢丝胎体只有一层,更不可能剪切应力,因此胎体的滞后损失很小。
另外胎面对地面的蠕动小,进一步降低了滚动阻力。
因此,从子午线轮胎的力学性来看,就有利于减少滚动阻力。
3. 子午线轮胎的牵引力和刹车性能好。
子午线轮胎的牵引能力比斜交轮胎提高10%至20%,这主要是由子午线轮胎结构所引起的,但与胎面配方、胎面花纹及路面情况也有关。
子午线轮胎的接地形状与接地面的压力较均匀,并且由于子午线轮胎带束层纵向刚性高,从而使汽车的转弯和刹车性能得到改善,主要是胎面不歪扭,使子午线轮胎在干或湿路面的性能都较好。
子午线轮胎的胎体横向刚度比带束层高,因此牵引力或对地面的附着能力就更大一些。
4. 子午线轮胎的转弯能力大。
子午线轮胎的侧向力或横向力比斜交轮胎高,主要是因为子午线轮胎的带束层角度比斜交轮胎小得多。
它的角度在12°~24°,而斜交轮胎是36°~42°。
青岛软控内衬层挤出压延生产线打入国际市场
[ ]杨 清 芝. 代 橡 胶 工 艺学 [ . 京 : 国 石 化 出 版 社 ,9 7 5 现 M] 北 中 19 :
1 6 4 .
[ ]B ad u . oy rHa do k M] Ne Yok Jh ly 6 rn rpJ P lme n bo [ . w r :o nWi e
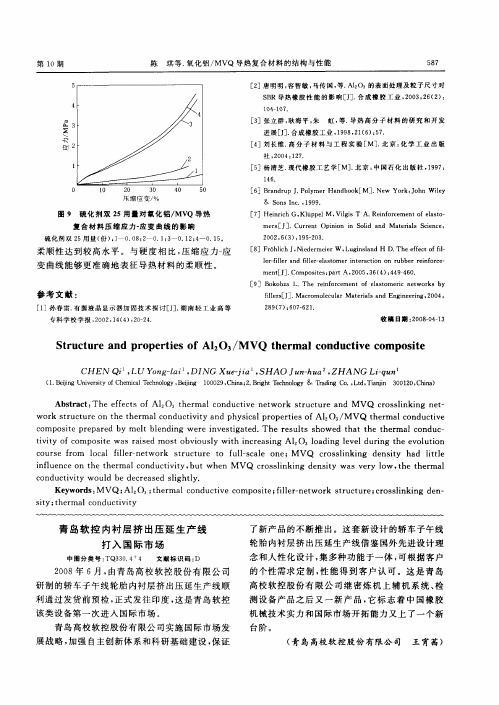
( . e igUn es yo C e i eh o g , e i 1 0 2 , hn ;. r h eh o g & T a ig C . L d T aj 3 0 2 。 hn ) 1 B i i ri f h m  ̄l c n l y B i g 0 0 9 C ia 2 B i t c n l y j n v t T o j n g T o rd o , t , i i n n n 0 1 0 C ia
1 —0 . 04 1 7
[ ]张 立 群 , 海 平 , 3 耿 朱 虹 , 导 热 高 分 子 材 料 的 研 究 和 开 发 等.
\
进 展 [] 合成 橡 胶 工 业 ,98 2 ( )5 . J. 19 ,1 6 :7 [ ]刘 长 维 . 分 子 材 料 与 工 程 实 验 [ . 京 : 学 工 业 出 版 4 高 M] 北 化
专科 学 校 学 报 , 0 2 1 ( ) 2 —4 2 0 ,4 4 :02 .
flr[] Ma rmoeua tr l a dE gneig 20 , iesJ. co lclrMaei s n n ier , 04 l a n
2 9( ): 07 6 1 8 7 6 —2 .
收稿 日期 : 0 8 0 —3 2 0 — 4 1
c mp ie p e a e l e i g we e i ve tg t d. e r s ls s o d t a he t e ma o uc o ost r p r d by me tblnd n r n s i a e Th e u t h we h tt h r lc nd — tv t fc i iy o omp st s r ie o ie wa a s d mos bvou l t nc e s n 2 o d n e e u i hee o uto to i s y wih i r a i g A1O3l a i g l v ld rng t v l in
四辊压延内衬层生产线

44 9
轮
胎2 2卷
四 辊 压 延 内衬 层 生 产 线
张 国柱 . 刘 红
173 5 0 2) ( 林轮胎 股份 有 限公司 , 龙 江 牡丹 江 桦 黑
摘要 : 介绍 了 四辊压 延 内衬 层 生产线 的构 造与 工艺 特 点。过 渡 层胶 和气 密 层 胶通 过 04 0 rl 0 ll四辊 0 /nx 10 0rr l ll
整 , 林 轮 胎 股 份 有 限 公 司 引 进 意 大 利 倍 耐 力 公 桦 司 “ 0万 套 子 午 线 轮 胎 ” 产 技 术 , 中 2 5 生 其 0万 套 全 钢 载 重 子 午 线 轮 胎 , O万 套 半 钢 轻 载 、 车 子 3 轿 午 线轮 胎 。 采 用 引 进 技 术 生 产 的 轮 胎 行 驶 里 程 比
距 来 实现 的 。 电机 通 过 差 比 减速 器 带 动 蜗 轮 蜗 杆 减 速 器 使 1 和 4 辊 产 生 位 移 , 动 的 距 离 可 从 # # 移
显 示 器 上 直 接 读 出 。为 了 防 止误 操 作 及 轴 间推 力 超 出额 定 负 荷 而 损 伤 辊 筒 或 其 它 关 键 部 件 , 动 传
作 时 , 器 才 能 运 转 。 润 滑 油 到 每 个 润 滑 部 位 的 机
流 量 由显 示 器 监 控 。 通 过 针 阀 进 行 流 量 调 节 。 并
各 润 滑 部 位 的 回油 回到 主 机 两 侧 的 带 有 视 窗和 设
有 内部 照 明 的 集 油 箱 里 。 集 油 箱 中 装 有 双 金 属 温
斜 交 轮 胎 高 5 % ~ 1 0 。 国 内 自主 开 发 的 同 0 5% 比
系 统 设 有 安 全 装 置 及 过 载 保 护 装置 。 为 保 证 压 片 厚 度 均 一 , 取 中 高 度 法 对 辊 筒 采
双螺杆挤出片材生产线工艺流程

双螺杆挤出片材生产线工艺流程一、背景介绍双螺杆挤出片材生产线是一种常见的塑料加工设备,其主要功能是通过挤出机将塑料料粒加热融化后挤出成片材,用于制造塑料制品。
双螺杆挤出机具有高产量、高效率、操作简单等特点,被广泛应用于建筑材料、包装材料、工业制品等领域。
二、双螺杆挤出片材生产线工艺流程1. 原料准备首先,需要准备塑料原料颗粒,根据生产需求选择合适的原料种类和颗粒大小。
同时,还需准备添加剂、色母等辅助材料,以提高片材的性能。
2. 上料系统将准备好的原料颗粒通过上料系统输入到双螺杆挤出机的加料口,双螺杆挤出机根据设定的参数将原料加热融化并混合均匀。
3. 挤出系统融化的原料通过双螺杆挤出机的挤出系统进行挤出,形成连续的片材。
挤出系统中的双螺杆旋转推动原料向前挤出,同时施加一定的压力和温度,使原料在挤出头的模具中形成所需的片材形状。
4. 冷却系统挤出的片材需要通过冷却系统进行冷却,使其固化成型。
冷却系统一般采用水冷却或风冷却的方式,可根据不同原料和片材要求选择合适的冷却方式。
5. 切割系统冷却后的片材经过切割系统进行切割,根据设定的长度和宽度要求进行切割。
切割系统可以采用刀片切割、热切割、拉伸切割等不同技术,以确保切割效果和片材质量。
6. 片材收卷系统切割好的片材通过收卷系统进行收卷,可以收集成卷或切割成不同长度的片材卷。
收卷系统可以根据生产需求选择不同的收卷方式和设备,以确保生产效率和片材质量。
7. 后处理系统最后,经过收卷的片材可以进行后处理,包括去毛刺、表面处理、包装等环节,以提高片材的质量和外观。
三、双螺杆挤出片材生产线工艺流程优缺点1. 优点双螺杆挤出片材生产线具有生产效率高、成本低、产品质量好等优点,能够满足大规模、高质量的片材生产需求。
2. 缺点双螺杆挤出片材生产线需要投资成本高,设备维护维修复杂,操作技术要求高等缺点,对经验丰富的操作人员和管理人员有一定要求。
四、总结双螺杆挤出片材生产线是一种常见的塑料加工设备,其工艺流程主要包括原料准备、上料系统、挤出系统、冷却系统、切割系统、收卷系统和后处理系统等环节。
尼龙护套电线挤出生产线工艺技术特点

D、在尼龙6的挤制前,应清除挤出机中螺杆与螺筒内杂质,如塑化不完善的塑料或其焦烧颗粒。有时,将干净的塑料如PVC绝缘料、尼龙加人料筒,并启动挤出机,借助于螺杆旋转用干净塑料顶出杂质,这过程我们俗称为“开机前的打料”,但是应注意 如设备加装旁通装置BYPASS的,开机前打料可将螺杆里的料通过旁通装置流出 如设备没有加装旁通装置,打料时一定要先打PVC绝缘料,再打尼龙料,否则先打尼龙料,尼龙会倒流到模芯,而模芯的温度约为160-180℃,尼龙6就会在模芯外壁冷凝为不均匀的凝固物,造成绝缘偏心。
2 绝缘和护套分别进行挤出的模具选择。
①绝缘挤出的挤压式模具通常按常规选取模具 见图2 。模具结构尺寸的选择如下
模芯孔径=导线外径+0.1+0.15mm
模芯承线长度= 4 - 5 mm
模套孔径=绝缘外径+0.05mm
模套承线长度=2-4mm
②尼龙护套挤出的挤管式模具
若使尼龙挤出的拉伸比小,则模芯和模套的间隙要小,出胶量和生产线速度就小,生产效率低 若拉伸比过大将发生料流的圆锥形拉破、撕裂和表面粗糙等缺陷,所以应合理选择拉伸比S=5-7。拉伸比计算公式为
我司即从2002年伊始即开始了尼龙电线挤出机的研发制造,至目前为止,已有数十台此类机器的制造经验,比较典型的即为03年重庆鸽牌80+40双层共挤尼龙线挤出生产线,04年印度RRCABLE公司之70+40双层共挤尼龙线挤出生产线,05年青岛电缆60+40尼龙护套及汽车线共挤生产线、05年重庆鸽牌80+40双层共挤尼龙线挤出生产线左右向共二条,05年马来西亚万泰之90+40双层共挤尼龙线挤出生产线。以上机器现均在客户工厂完好地使用,且所做产品完全达到客户各项技术要求。同时,通过与这些客户长期的合作,我司已掌握了全套的尼龙电线挤出生产线的完全生产工艺。目前所获得的尼龙双层共挤技术(一个机头一次挤出)、尼龙印字等多项工艺技术均属行业独创。正因如此,目前该产品已成我公司一主打优势产品,订货不断。
各种挤出成型制品的生产线由各自的主辅机组成,请归纳她们的工艺(一)

各种挤出成型制品的生产线由各自的主辅机组成,请归纳她们的工艺(一)各种挤出成型制品的生产线工艺引言挤出成型是一种常见的制造工艺,广泛用于生产各种塑料、橡胶等材料的制品。
挤出生产线由主辅机组成,每个部件都扮演着重要的角色。
本文将归纳各种挤出成型制品生产线的工艺以及主辅机的作用。
挤出成型生产线的组成挤出成型生产线一般包括以下主要部件:1.送料系统–送料系统负责将原料送入挤出机中。
–常见的送料系统包括单螺杆送料机和双螺杆送料机。
2.挤出机–挤出机是整个生产线的核心设备之一。
–它将经过加热、融化的原料通过螺杆推入模具中,实现挤出成型。
3.模具–模具是用于塑造挤出制品形状的工具。
–模具的设计和制造十分关键,直接影响制品的成型质量。
4.冷却系统–冷却系统用于降低制品温度,使其快速冷却固化。
–常见的冷却方式包括水冷却和风冷却。
5.切割系统–切割系统用于将挤出制品切割成所需长度。
–切割方式有多种,如刀切割、拉切割等。
6.引出系统–引出系统将成品制品从生产线引出并收集。
–引出方式根据制品的性质不同而有所差异,可以是手工收集或自动输送。
不同制品的工艺特点不同类型的挤出成型制品具有不同的工艺特点,下面简要介绍几种常见的制品工艺:•塑料管材生产线工艺–塑料管材生产线主要由挤出机、挤出头、冷却系统、切割系统和牵引系统组成。
–挤出机将塑料熔化后通过挤出头挤出成型,经过冷却后进行切割,并通过牵引系统将制品引出。
•塑料板材生产线工艺–塑料板材生产线主要由挤出机、挤出头、压延机、冷却系统和切割系统组成。
–挤出机将塑料熔化后通过挤出头形成板状,经过压延机的压制,再通过冷却系统进行快速冷却,并最终通过切割系统进行切割。
•橡胶密封条生产线工艺–橡胶密封条生产线主要由橡胶混炼机、挤出机、挤出头、冷却系统和切割系统组成。
–橡胶混炼机将橡胶原料混炼后,通过挤出机和挤出头将其挤出成型,然后经过冷却系统进行冷却固化,并最终通过切割系统切割成所需长度。
单层内衬层结构在轿车子午线轮胎中的应用

第 5 期杜传永等.单层内衬层结构在轿车子午线轮胎中的应用265单层内衬层结构在轿车子午线轮胎中的应用杜传永,任艳萍,陆晓祺,陈水金,励 唯(中策橡胶集团股份有限公司,浙江杭州310018)摘要:研究单层内衬层结构在轿车子午线轮胎中的应用。
结果表明:与传统的双层内衬层结构设计相比,单层内衬层的挤出、成型及硫化生产工艺稳定,成品轮胎的充气外缘尺寸、强度、脱圈阻力、高速性能和耐久性能相当,滚动阻力略有减小,气密性略有降低,满足轮胎使用要求,同时可减小轮胎质量,节约生产成本。
关键词:轿车子午线轮胎;单层内衬层;气密性;轻量化;滚动阻力;成本中图分类号:U463.341+.3/.6 文章编号:1006-8171(2023)05-0265-03文献标志码:A DOI:10.12135/j.issn.1006-8171.2023.05.0265节约能源、减少原材料消耗和保护环境是国家可持续发展战略的要求,以节能环保、安全高效为主要特点的轻量化轮胎是在严苛的碳排放准则背景下轮胎行业的一个发展方向。
目前行业内半钢子午线轮胎内衬层采用双层内衬层结构设计(气密层加过渡层)。
其中气密层要求具有极低的空气和湿气透过率,以保证轮胎的气压保持率;过渡层胶料的性能介于气密层胶与胎体帘布胶之间,其主要作用是提高气密层胶与胎体帘布胶之间的粘性,实现同步硫化,防止轮胎在使用过程中脱层[1-4]。
为适应绿色低碳轮胎轻量化的发展需求,我公司研发出单层内衬层结构的轿车子午线轮胎产品。
单层内衬层设计是保留气密层,采用肩部胶片取代过渡层,在保证轮胎气密性和外观要求的同时,减小轮胎质量和降低滚动阻力。
现将试验开发过程简介如下。
1 实验1.1 主要设备和仪器辊筒机头挤出生产线,江阴市勤力橡塑机械有限公司产品;Vacuun型一次法子午线轮胎成型机,法国VMI公司产品;LLY-B1220×1800×2型轮胎液压双模硫化机,巨轮智能装备股份有限公司产品;TBUT-3型汽车/摩托车轮胎脱圈阻力/强度/静负荷试验机,汕头市浩大轮胎测试装备有限公司产品;TJR-2-PC(Y)型轿车轮胎高速耐久性能试验机和TJR-RR-PC(Y)型轮胎滚动阻力试验机,天津久荣车轮技术有限公司产品;DK-42型轮胎保气试验传感器,厦门德控自动化仪表有限公司产品。
具有决定性竞争力的大口径管材挤出生产线
具有决定性竞争力的大口径管材挤出生产线
佚名
【期刊名称】《现代塑料》
【年(卷),期】2015(000)003
【摘要】巴顿菲尔辛辛那提迄今为止已经成功安装了超过100条直径大于
800mm的PO和PVC管材挤出生产线,这是其作为大口径管材挤出生产线领域的市场领先供应商最有说服力的证据。
【总页数】1页(P41-41)
【正文语种】中文
【中图分类】TQ330.46
【相关文献】
1.巴顿菲尔辛辛那提为俄罗斯厂商提供大口径高压力管材挤出生产线 [J],
2.巴顿菲尔辛辛那提向派莱福交付具有领先技术的大口径管材生产线 [J],
3.国内首套PE大口径实壁管道挤出生产线研制成功 [J],
4.巴顿菲尔辛辛那提大口径管材挤出生产线受到市场的青睐 [J],
5.国内首套具国际领先水平的PE大口径实壁管道挤出生产线研制成功 [J], 周茂林因版权原因,仅展示原文概要,查看原文内容请购买。
车间品质控制要点

预备品质控制要点一、胎侧检点1、选用生产材料时应知道材料的三要素:A、材料卡:B、2、胶料表面的字码;C、合格章。
三者缺一不可。
3、注意检查原片胶的先进先出。
4、挤出机喂料至少保证两片喂胶。
5、掺用回丝胶时注意掺用比例要小于25%。
6、检查回丝胶表面有没有异物、或者含有其他的胶料及回丝胶材料卡是否正确。
7、检查温控温度及框板温度是否符合标准。
8、检查口型板的编号是否正确。
9、挤出机胶料挤出温度≤110℃.10、所押出的型胶表面不得有气泡、杂物、自硫胶、裂边等。
根据所生产的胶料膨胀系数确定押出宽度。
11、检查米称重量是否正常。
12、检查各调节杆是否正常,材料在运行过程中不得有拉伸现象。
13、检查冷却水清洁度,表面不得有水垢或其它杂物。
14、裁刀裁切型胶时注意检查型胶裁切面角度为30°,不得出现裁不断或斜裁等现象。
15、测量型胶单条重量,并定期校正终称的精确度。
16、测量型胶的长度、宽度、冠宽、厚度是否达到标准。
其中长度、宽度、厚度的标准分别为±(25、5、2)mm,放行标准分别为±(40 、10 、2)mm。
17、检查型胶表面有无气泡,有无杂质、裂边、自硫胶等、自硫胶、气泡直径超过5mm及裂边直径超过10mm全部回丝处理。
检查型胶裁切面是否有气孔、气泡等。
18、收取型胶之前要检查百叶车是否擦洗干净,收取型胶时型胶要摆放整齐且不得压在一起或成S型。
19、所有刚生产的型胶需停放8小时后方能使用,并确保型胶表面及裁切面不得有水或其它杂物。
特别是MA811胶料所生产的三角胶。
20、所有半成品必须执行看板管理,保证材料的先进先出。
21、每批次所生产的回丝材料必须放在回丝车上,不得落地或放在其它地方造成二次污染。
不同回丝材料不得放在同一料盘上,并要附有材料卡。
同时要保证回丝胶的先进先出。
二、钢丝圈缠绕及贴合1、检查钢丝圈钢丝的批号及测量钢丝直径,保证钢丝的先进先出。
钢丝上盘时注意其方向,及上下盘要夹紧钢丝,防止钢丝散盘。
双两辊内衬层压延生产线技术要求

双两辊内衬层压延生产线技术要求一、设备名称:双两辊内衬层压延生产线二、数量:1台三、设备型号:四、设备用途说明:本生产线是用于挤出半钢子午线轮胎内衬层的生产设备。
挤出的内衬层制品经压延、贴合、接取、冷却后用台车卷取,挤出的薄胶片制品经接取、冷却后用表面卷取进行卷取。
五、设备供货范围:(包含但不限于下表)1.设备2.随机备件清单六、技术参数:1.公用工程2.设备性能(相关参数作为参考,投标时填写实际值)3.制品要求4.制品形式形式1:内衬层形式2:内衬层形式3:薄胶片相关尺寸技术联络5.其他参数✧操作方向,从主机到联动线在左侧✧设备的噪音:(距机器1米处任一位置测量) ≤85分贝。
✧设备任何部位不能漏油、水、汽、风。
七、结构概述1.挤出机1.1销钉机筒冷喂料挤出机✧由电机、齿轮箱、喂料装置、销钉机筒、挤出机筒、螺杆等组成。
✧销钉机筒及挤出机筒为焊接式机筒,钻孔式冷却结构。
机筒内孔内壁为氮化处理,硬度≥HV950,氮化厚度≥0.55mm。
✧螺杆材质为优质氮化钢38CrMoAl,表面氮化处理,硬度大于HV900,硬层深度≥0.55mm,表面粗糙度小于Ra0.4。
✧螺杆工作表面为圆柱形,螺杆采用花键联接,有对中性能。
螺杆中空,可通温控水调温。
✧喂料装置由喂料座、喂料辊、衬套、花键齿轮套、速比齿轮等组成。
✧衬套为来复线结构。
采用优质氮化钢38CrMoAl,表面氮化处理,硬度大于HV900,硬层深度≥0.55mm,表面粗糙度小于Ra0.4。
喂料辊表面经过硬化处理,喂料辊由减速机输出轴通过齿轮传动,速比齿轮具有足够的强度及耐磨性能。
✧旁压辊齿轮副采用稀油润滑,润滑系统无泄漏,润滑站设有过滤器。
✧喂料门可以旋转打开(手动)。
✧喂料辊的速比齿轮带过载剪切销。
✧喂料辊齿轮处有窥视窗。
✧喂料辊的两侧设有返胶装置,阻止胶料进入两侧的轴承。
✧设有刮胶刀,以便刮掉喂料辊筒表面的胶料。
刮胶刀固定在喂料座体上,与喂料辊筒的间隙可以调整。
挤出压延法——精选推荐

挤出压延法
内衬层挤出压延法的生产工艺与压延法基本相同,生产联动线也大体相同,唯有过渡层胶片不必用层贴法来生产。
1、挤出压延生产联动线
生产联动线由挤出机、压延机与联动线组成。
胶料部件复合前均设有定位贴合中心调节装置。
由光电检测,经液压缸推动摆动或输送带移实现调整。
另外还设有红外线温度测量仪和宽度跟踪测量装置,同时设有测厚装置,以调节辊距使胶片达到工艺要求。
2、挤出压延法生产的优缺点
(1)优点
①生产的内衬层气泡少、密实质量高。
②部件厚度范围大,可生产较厚的胶片。
③宽幅挤出机头保证了压延机最佳喂料。
④成品精度高,整体宽度上的厚度误差小,尺寸稳定性好。
⑤可按轮胎结构设计要求生产有型断面胶片。
(2)缺点
“型套”及设备投资费用高。
内衬层即轮胎的气密层(位于外胎的最内层),对无内胎子午胎尤为重要。
内衬层生产方法有压延法和挤出法,本章介绍的是采用两种方法组合的挤出压延法,这种方法生产的胶片致密性好,气泡少。
压型机主要由冷喂料销钉式挤出机、型辊压延、牵引冷却、复合及卷取等装置组成。
胶料通过冷喂料挤出机挤出扁而宽的胶片,直接进入压延机挤出设计所要求的胶片,通过冷却后进行卷取。
复合部件时是将已压延好的胶片在调偏装置的控制下,制成可供成型使用的内衬层部件。
挤出压延法内衬层气泡原因分析及措施

作者简介:曲学新(1962-),男,高级工程师,毕业于青岛化工学院橡胶机械专业,2003年获得国家科技进步三等奖一项,现主要从事轮胎制造设备管理工作。
收稿日期:2019-09-29我国庞大的汽车需求量带动了轮胎行业的快速增长。
其中子午胎的接地面积大、附着性能好、滚动阻力小、使用寿命长、散热性能好,可适应高温、高速行驶,大量应用于载重和乘用轮胎。
内衬层作为子午胎的重要组成部分,特别是无内胎子午胎,因为它的透气率小,有助于减少气体向胎体扩散,从而减少因气压扩散而引起的带束层脱层,保持气压的稳定。
这也直接关系到汽车行驶的安全和司乘人员的安全。
这就对内衬层生产设备提出了更高的要求,内衬层半制品挤出是轮胎制造过程中的重要工序之一,内衬层胶片挤出质量的好坏与轮胎质量息息相关。
当前冷喂料销钉挤出机+压延机的生产方法是国际国内比较先进的内衬层生产方式,但是挤出压延的半成品内衬层气泡会影响轮胎的气密性,导致轮胎硫化后容易出现气泡、鼓包、漏气等质量缺陷,因此解决冷喂料销钉挤出机挤出气泡是个很重要的课题。
1 原因分析对于内衬层半成品挤出压延过程中存在的主要问题——气泡问题。
我们从全面质量管理的4M1E 五个影响产品质量的主要因素分析。
(1) 操作人员要熟悉挤出压延法内衬层生产设备,熟悉挤出工艺知识,培训到位,掌握操作方法。
(2) 设备方面要确保设备正常工作,满足生产工艺要求。
(3) 胶料方面要求确保材料成分、物理性能和化学性能满足要求。
挤出压延法内衬层气泡原因分析及措施曲学新,王兵,董永国,王文玲(浦林成山(山东)轮胎有限公司,山东 荣成 264300)摘要:随着轮胎行业的发展,为了满足公司成品质量的提升,减少人工的劳动强度,提升设备的自动化程度,浦林成山(山东)轮胎有限公司对内衬层气泡产生的原因进行系统的分析,并有针对性的对内衬层挤出线设备以及操作方式、生产工艺等进行改进,并将改进后的新工艺应用于实际生产测试中。
经过实际生产测试后,在满足胶料挤出工艺标准的前提下,有效的减少了内衬层气泡的产生,产生了良好的经济效应和应用前景。
工程胎内衬层生产线的设计

工程胎内衬层生产线的设计
李伟;李大虞;王锦荣;王在农
【期刊名称】《橡塑技术与装备》
【年(卷),期】2005(31)4
【摘要】为了生产工程胎内衬层,决定将公司闲置的三辊压延机进行改造。
首先对主机辊筒面、轴承漏油等进行了修理,更换了主电机及底板等。
对辅线(包括胶片冷却传送带、帘布导开装置及帘布接取传送带、卷取装置及传送带、贴合压实装置、摆动式下坡传送带、浮动辊和调偏装置)的改造作了具体说明。
通过生产实验,年可节约175万元人民币,并提高了工作效率。
【总页数】5页(P36-40)
【关键词】工程胎;内衬层;三辊压延机;导开装置;调偏;卷取;超声波传感器;变频电机;PLC
【作者】李伟;李大虞;王锦荣;王在农
【作者单位】贵州轮胎股份有限公司设备动力处
【正文语种】中文
【中图分类】TQ330.44
【相关文献】
1.半钢子午胎内衬层卷取装置的改进 [J], 张琪耀
2.青岛福伦科技有限公司新型半钢子午胎内衬层挤出热贴生产线投产 [J], 蓝天
3.中田工程公司内衬层挤出生产线 [J], 肖江
4.胎体、胎侧、内衬层自动储存输送系统介绍 [J], 陶海;杜可栋;武益满;闫卫国;周经俊
5.半钢子午胎内衬层压延生产线提速改造 [J], 张薇
因版权原因,仅展示原文概要,查看原文内容请购买。
挤出机生产线设备安装方案

挤出机生产线设备安装方案1.基础设施准备首先,需要确定挤出机生产线设备的安装地点,并进行基础设施的准备。
这包括建设工厂或生产车间,确保有足够的空间来容纳挤出机及其附属设备。
2.设备选型和采购根据产品的特点和生产需求,选择合适的挤出机设备。
主要考虑以下几个方面:生产能力,产品尺寸和性质,机械结构和控制系统等。
然后与设备供应商进行洽谈和采购。
3.系统设计和布局根据挤出机生产线的特点和设备的安装要求,进行系统设计和布局。
主要包括挤出机、送料装置、冷却系统、切割装置、辅助设备等的安装和布置,确保设备之间的协调和顺畅的生产流程。
4.安装和调试按照设备供应商提供的安装图纸和说明书,对挤出机生产线设备进行安装和调试。
首先,组装挤出机主体和附属设备,并安装到预定位置。
然后,进行机械部件和电气系统的连接和调试,确保设备的正常运转和性能稳定。
5.系统测试和运行安装调试完成后,进行系统测试和运行。
逐渐增加生产负载,观察设备的运行情况,调整参数和操作方式,达到理想的生产效果。
同时,进行设备的负载能力和稳定性测试,确保设备在长时间和高负荷运行情况下的稳定性和可靠性。
6.培训和维护在设备正式投入生产前,对操作人员进行培训,使其熟悉设备操作和维护。
同时,建立健全的维护体系,定期检查设备运行情况,进行维护和保养,确保设备的长期稳定运行。
在挤出机生产线设备的安装方案中,需要考虑的因素非常多,如:基础设施条件、设备选型和采购、系统设计和布局、安装调试、系统测试和运行、培训和维护等。
只有综合考虑这些因素,才能确保挤出机生产线设备的安装质量和生产效果。