中田内衬层
横滨与埃克森美孚合作开发内衬层新技术

横滨与埃克森美孚合作开发内衬层新技术
杨静
【期刊名称】《橡胶科技》
【年(卷),期】2005(000)002
【总页数】1页(P21-21)
【作者】杨静
【作者单位】
【正文语种】中文
【中图分类】F416.7
【相关文献】
1.埃克森美孚化工和横滨公司推出新型低温气密层材料 [J], 张逸(译)
2.埃克森美孚催化剂和许可公司与巴斯夫公司合作开发减少硫排放的新技术 [J], 程薇
3.埃克森美孚化工推出轮胎内衬层用节能新材料 [J], 苏博
4.中国石化/埃克森美孚合作开发甲醇制汽油新技术 [J],
5.埃克森美孚和横滨推出耐低温气密层材料 [J], 涂学忠(摘译)
因版权原因,仅展示原文概要,查看原文内容请购买。
211022020_内衬层生产线自动修边装置的设计及应用

作者简介:包捡青 (1979-),男,杭州朝阳橡胶有限公司工程师,主要从事机械技术与管理工作。
收稿日期:2022-04-220 引言内衬层由气密层和过渡层组成,是轮胎的最内层,其作用是维持轮胎腔体内压,防止空气和湿气渗透到轮胎内部。
对顶式双挤出压延生产线是生产内衬层的主要设备,该产线采用两个挤出机和压延机,可同时生产气密层胶片和过渡层胶片,并在联动线上实现定中及热贴复合。
根据工艺要求,经挤出压延后的气密层胶片和过渡层胶片在定中热贴复合前需通过各自的修边装置左右裁切胶片边缘,使其宽度符合中心线左右对称的要求。
实际生产过程中,修边装置中左右裁刀位置调节主要依靠员工反复测量胶片后手动设置,在速度响应、质量保证等方面无法满足制品要求。
为此,公司联合E+L 共同设计了自动修边装置,装置应用后,在响应速度、质量稳定等方面均有显著提升,获得了良好的经济效益。
1 内衬层生产线简介子午线轮胎内衬层主要有2种生产方式,即单挤出压延法和对顶式双挤出压延法。
单挤出压延法代表了国际九十年代水平,该方式工序多、质量波动大、生产效率低已无法满足现代企业的生产需求。
对顶式双挤出压延法因其生产效率高、贴合质量好,已逐步内衬层生产线自动修边装置的设计及应用包捡青,袁明芳,楼洪(杭州朝阳橡胶有限公司,浙江 杭州 310018)摘要:内衬层生产线上的修边装置可以根据内衬层规格调节左右裁刀之间的宽度,从而裁切出宽度符合中心线左右对称的胶片。
实际生产过程中,修边装置中左右裁刀位置调节主要依靠员工反复测量胶片宽度后手动设置,在速度响应、质量保证等方面无法满足制品要求。
为此,公司联合E+L 共同设计了自动修边装置,利用工业相机及视觉检测技术,检测出胶片中心线位置,进而计算出左右胶片宽度,并自动控制修边装置左右裁刀位置,实现自动修边,装置应用后获得了良好的经济效益。
关键词:修边装置;内衬层;视觉检测;中心线中图分类号:TQ174.5文章编号:1009-797X(2023)04-0066-04文献标识码:B DOI:10.13520/ki.rpte.2023.04.016替代单挤出压延法,成为生产内衬层的主要设备。
19内衬制作操作规程

内衬层工艺操作规程1、所用材料:内衬树脂、30g/m2玻纤表面毡、380g/m2玻纤缝编毡、网格布、促进剂(钴盐)、固化剂(MEKP)、脱模蜡、聚酯薄膜、胶带纸、丙酮、毛纱或粗毛巾。
2、所用设备:内衬制作机(含内衬树脂搅拌罐、内衬树脂中间罐、树脂泵)3、所用工具:剪刀、腻刀、压辊。
4.1将模具吊装到内衬制作机上,使模具旋转;4.2检查模具偏心及表面损伤情况,若偏心或表面损伤情况严重,须报请有关部门进行处理。
4.3旋转模具。
新用模具,先用棉布蘸丙酮擦去模具表面的油污等,用(100-200目)砂纸将模具表面整体打磨,然后用纱布蘸脱模蜡在模具表面均匀地涂抹一遍,用干棉布进行抛光,重复打蜡抛光三遍,每次间隔三十分钟;在用模具,先用棉布擦拭模具表面,若有污点用腻刀轻轻铲去,用丙酮清洗,然后用纱布蘸上脱模蜡在模具表面均匀地涂抹一遍,用干纱布进行抛光。
模具表面若有划痕,应用锉刀或砂纸打磨处理。
4.4将脱模环固定到指定位置,清理干净,打蜡抛光,不得漏涂;4.5芯模低速旋转,将聚酯薄膜固定在插口端(可用胶带纸,也可薄膜重叠固定),提高芯模转速,人工移动上聚酯薄膜,薄膜要拉紧,注意:薄膜搭接宽度为20±5mm。
薄膜缠近承口时,降低芯模速度,人停止移动,用剪刀剪断薄膜,再用胶带纸将直线段与承口环及承口环与脱模环的接缝处封住。
注意:薄膜和胶带纸都不得起皱。
5.1由配胶工依照质检科提供的配方指导单,根据树脂种类、环境温度和湿度、制品制作时间,确定固化剂比例,并将树脂泵上的固化剂泵调节杆调到适当的挡位;5.2看纱工将所需的原辅材料提前准备好并摆放到位。
5.3在模具表面均匀地淋一层树脂,同时手工上一层玻纤表面毡,表面毡搭接宽度为20±5mm,树脂量以表面毡不下坠为宜;5.4 在表面毡表面淋一层树脂,同时手工缠绕一层缝编毡,缝编毡搭接宽度为20±5mm,不得起皱;5.5 缠绕网格布,网格布搭接宽度为20±5mm。
轮胎企业员工培训轮胎基础知识

42
四.子午线轮胎与斜交胎对比的优势
❖安全性:升温低、散热快、抓地力强、抗 刺性好、制动性能好、操纵稳定性好
❖经济性:耐磨好(提高50%以上)、滚动阻 力小、节约燃料(8-10%)
❖牵20引24/8/力4 强:提高10-20% ❖舒适:缓冲性好
43
2024/8/4
轮胎的构成和生产
44
轮胎的结构
H --- = 0.60 S
S
55-50-45系列 55-50-45 Series
H 0.55 --- = to S 0.45
S
62
轮胎胎侧示例
❖
2024/8/4 63
胎侧示例
❖
2024/8/4 64
轿车胎侧示例
❖
2024/8/4 65
胎侧文字表达的主要内容
❖ 1.规格: 斜交胎 CL 959 900-20-16PR
▪ 最开始轮胎帘布材料使用的是编织棉丝,1928 年美国杜邦公司发展出人造丝帘布,一度占有 了75%的市场;1948年开发了尼龙帘布,在市 场上与人造丝竞争到1959年。1960年它在市 场的价格竞争中获胜,到1962年市场出现了新
202的4/8/聚4 脂帘布。1970年代用钢丝线作成的钢丝帘 布占有了主要市场,1980年代紧随欧洲,在美 国也毅然站在了市场的前头。
14
混炼----德国GK270密炼机
❖
2024/8/4 15
❖1、生胶塑炼:
▪ 生胶最宝贵的性质就是高弹性。但是,这种高 弹性又给橡胶的加工和成型制造带来了极大的 困难。所以要对橡胶进行加工制造,就必须设 法使生胶的高弹性去掉或减小。这种在机械应 力、热、氧或塑解剂的作用下,使生胶由强韧 的弹性状态转变为柔软的塑性状态的工艺过程
内衬层和垫层之辨析
内衬层和垫层之辨析—解读电力电缆IEC标准和澳洲标准护层假设计算方法的差异国家电线电缆质量监督检验中心王振国初次接触澳洲电力电缆标准(AS/NZS 5000.1聚合物绝缘电缆第1部分工作电压0.6/1(1.2)kV及以下电缆和AS/NZS 1429.1 聚合物绝缘电缆第1部分工作电压1.9/3.3(3.6)kV-19/33(36)kV电缆)会觉得其与相应的IEC标准(IEC 60502额定电压1kV (U m=1.2kV)-30kV (U m=36kV)电力电缆及附件)有点相似,以致有人误认为澳洲标准对电力电缆的要求与IEC标准是一样的。
但在深入研读后发现两者是存在着差别的。
差别之一就是两者对确定护层尺寸的假设计算方法的有关规定不同。
在IEC标准中规定了内衬层(Inner coverings)的要求,但在澳洲标准中无此规定,但规定了垫层(Bedding)的要求。
IEC 60050-461/GB/T 2900.10/AS1852(461) 《国际电工词汇-电缆》对内衬层和垫层定义如下:澳洲标准AS/NZS 5000.1第8.1节规定,垫层直接施加在任何金属层(Metallic layer)下;澳洲标准AS/NZS 5000.1 第B3.4节规定,垫层上的假设直径(D B)等于任何金属层下的假设直径。
AS/NZS 5000.1 第9章规定,金属层可以是金属屏蔽、同心导体、金属护套或铠装。
由此可知澳洲电力电缆标准所谓垫层是IEC的电力电缆标准中内衬层的一种,就是指金属层下的内衬层。
IEC电力电缆标准中内衬层还有多种其他形式,包括非金属层下的内衬层,例如非铠装电缆非金属外护套下的内衬层。
IEC标准IEC 60502-1附录A和IEC 60502-2的附录A《确定护层尺寸的假设计算方法》都规定:这些规定不仅适用于金属层下的内衬层,还适用于非金属层下的内衬层。
因此在确定非铠装电缆的外护套尺寸时,必须计及其下内衬层的假设厚度。
轮胎的基本分类
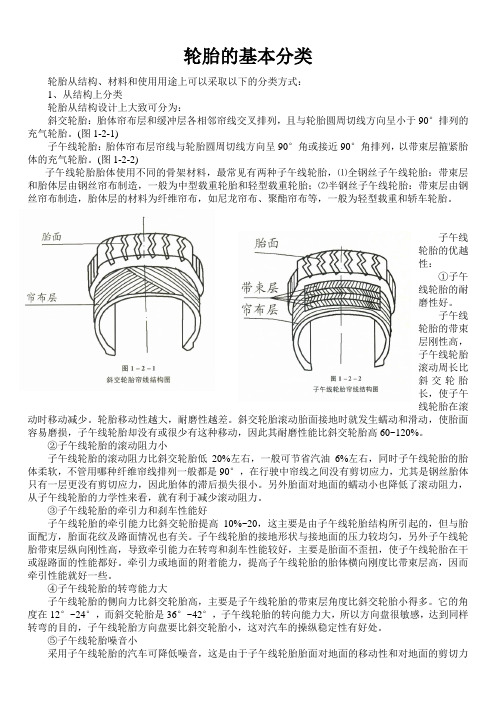
轮胎的基本分类轮胎从结构、材料和使用用途上可以采取以下的分类方式: 1、从结构上分类轮胎从结构设计上大致可分为:斜交轮胎:胎体帘布层和缓冲层各相邻帘线交叉排列,且与轮胎圆周切线方向呈小于90°排列的充气轮胎。
(图1-2-1)子午线轮胎:胎体帘布层帘线与轮胎圆周切线方向呈90°角或接近90°角排列,以带束层箍紧胎体的充气轮胎。
(图1-2-2)子午线轮胎胎体使用不同的骨架材料,最常见有两种子午线轮胎,⑴全钢丝子午线轮胎:带束层和胎体层由钢丝帘布制造,一般为中型载重轮胎和轻型载重轮胎;⑵半钢丝子午线轮胎:带束层由钢丝帘布制造,胎体层的材料为纤维帘布,如尼龙帘布、聚酯帘布等,一般为轻型载重和轿车轮胎。
子午线轮胎的优越性:①子午线轮胎的耐磨性好。
子午线轮胎的带束层刚性高,子午线轮胎滚动周长比斜交轮胎长,使子午线轮胎在滚动时移动减少。
轮胎移动性越大,耐磨性越差。
斜交轮胎滚动胎面接地时就发生蠕动和滑动,使胎面容易磨损,子午线轮胎却没有或很少有这种移动,因此其耐磨性能比斜交轮胎高60~120%。
②子午线轮胎的滚动阻力小子午线轮胎的滚动阻力比斜交轮胎低20%左右,一般可节省汽油6%左右,同时子午线轮胎的胎体柔软,不管用哪种纤维帘线排列一般都是90°,在行驶中帘线之间没有剪切应力,尤其是钢丝胎体只有一层更没有剪切应力,因此胎体的滞后损失很小。
另外胎面对地面的蠕动小也降低了滚动阻力,从子午线轮胎的力学性来看,就有利于减少滚动阻力。
③子午线轮胎的牵引力和刹车性能好子午线轮胎的牵引能力比斜交轮胎提高10%~20,这主要是由子午线轮胎结构所引起的,但与胎面配方,胎面花纹及路面情况也有关。
子午线轮胎的接地形状与接地面的压力较均匀,另外子午线轮胎带束层纵向刚性高,导致牵引能力在转弯和刹车性能较好,主要是胎面不歪扭,使子午线轮胎在干或湿路面的性能都好。
牵引力或地面的附着能力,提高子午线轮胎的胎体横向刚度比带束层高,因而牵引性能就好一些。
表面交联型高吸水性树脂的合成及性能研究

表面交联型高吸水性树脂的合成及性能研究
朱秀林;路建美
【期刊名称】《高分子材料科学与工程》
【年(卷),期】1992(8)6
【摘要】将反相乳液聚合法合成的聚丙烯酸钠型吸水性树脂分散在水和亲水性有机溶剂组成的混合溶剂中,添加交联剂进行表面交联反应。
研究了相比和交联剂用量对树脂性能的影响。
经表面交联改性的树脂,吸水速度快,吸液量大。
在10min内吸去离子水和0.9%NaCl水溶液分别为1500(g/g)和120(g/g)左右。
回归分析处理得到树脂吸水率的经验公式。
具有较好的计算精度。
【总页数】4页(P27-30)
【关键词】高吸水性树脂;聚丙烯酸钠;交联
【作者】朱秀林;路建美
【作者单位】苏州大学化工系
【正文语种】中文
【中图分类】O632.51
【相关文献】
1.表面交联高吸水性树脂的合成及性能研究 [J], 孙晓然;张秀玲;唐红霞
2.腐殖酸-聚丙烯酸表面交联吸水性树脂的合成与性能 [J], 初茉;朱书全;李华民;黄占斌;邹力壮
3.丙烯酸—丙烯酸钠自交联型高吸水性树脂的合成及性能研究 [J], 张向东
4.表面交联高吸水性树脂的合成及吸液性能研究 [J], 周柳茵;王月珍;邵华德;张庆芳;张春雷;邵敬铭
5.内交联型高吸水性树脂的合成及性能研究 [J], 朱秀林;路建美;顾梅
因版权原因,仅展示原文概要,查看原文内容请购买。
石油管道内涂层及其生产工艺流程简介

内涂敷作业典型平面布置图
12
内喷砂设备
内喷涂设备
13
四、TC2000与TK34内涂层
TC2000钻井用管材的内涂层工艺,按以下步骤进 行操作:1.将经前期处理的管材采用环氧酚醛树脂 类涂料TC2000系列中的TC2000D进行底漆喷涂, 然后进行烘烤,烘烤温度为120-150℃,烘烤时间为 50-70分钟;2.管材冷却后采用环氧酚醛树脂类涂料 TC2000系列中的TC2000M进行面漆喷涂,然后进 行烘烤,烘烤温度为120-150℃,烘烤时间为50-70 分钟;3.固化处理,将管材放入连续炉中进行固化 处理,固化温度为200-240℃,固化时间为60分钟 。 通过性能检测认为涂层质量完全符合石油行业标 准SY/T0544-1995中的各项指标。 海隆TC-2000 钻杆内涂层涂料技术参数如右表:
15
谢谢!
16
8
(二)涂敷 近期国内外常用的油套管等无缝钢管的工厂化自动涂装工艺主要有以下几种。 工艺一:采用淋涂法,涂敷前、后及中间辊道直接输送,以形成涂膜。然后拔 叉转移,钩状链条滚动输送,钢管横向进入蒸汽烘箱,加热干燥。 工艺二:采用静电涂装法,涂敷前、后及中间应用斜置辊道螺旋输送,以形成 涂膜。然后螺旋升降机转移提升至料架凉置,进行自然干燥。 工艺三:钢管直接输送,采用UV涂料体系,真空涂装法,加之气流冲刷,以形 成涂膜。涂敷后马上进行UV辐射固化涂膜。 工艺四:涂装采用加热无气喷涂法,涂敷前应用辊道输送,涂敷后应用分段同 步“V形齿”链条输送,以形成涂膜。涂敷后钢管由步进机转移至横向“V形齿”链条输 送机进入蒸汽烘干箱,加热干燥。 “工艺一”至“工艺三”体现了传统工艺普遍存在的涂装缺陷,即涂膜严重“流挂”、 擦伤、“泛白”等,而最新的“工艺四”综合解决了这一系列问题。
关于内衬管蠕变Kn值的简易测定
关于内衬管蠕变Kn值的简易测定
汤国晶
【期刊名称】《混凝土世界》
【年(卷),期】2014(000)012
【摘要】局部现场固化修复技术是一种排水管道非开挖局部内衬修理方法,其中
内衬管Kn值也是这一修复技术的重要指标。
文中阐明了弹性模量与环刚度的关系,再运用公式推导和试验验证,从而起到简化试验流程,使得蠕变Kn值可以简易测定。
【总页数】3页(P66-68)
【作者】汤国晶
【作者单位】上海浦公建设工程质量检测有限公司上海 201202
【正文语种】中文
【相关文献】
1.面粉品质评定及粘度值的简易测定方法 [J], 李锦雄
2.鱼类鲜度K值的简易测定方法 [J], 刘海燕;王海青
3.血浆LPO简易萤光测定法及正常入和急性脑血管病人测定值比较 [J], 陈淑华;尹钟洙;周宝玉;魏坤
4.脲酶K_m值简易测定方法的改进 [J], 李帮秀;胡奎;刘大军;徐鹏芬
5.消除挥发酚测定时试剂空白值高的简易方法 [J], 陈俐侃;柯享玲
因版权原因,仅展示原文概要,查看原文内容请购买。
凸条组织织物的设计

凸条组织织物的设计
李文彦
【期刊名称】《纺织科技进展》
【年(卷),期】1999(000)003
【摘要】简述了凸条组织织物的组织配置及外观的成因,重点介绍了凸条组织织物的设计方法及设计思路。
【总页数】1页(P19)
【作者】李文彦
【作者单位】成都纺织高等专科学校
【正文语种】中文
【中图分类】TS105.11
【相关文献】
1.表面凸条效果织物的设计与织造技术探讨 [J], 申小宏;祝成炎;李艳清
2.仿麻凸条组织织物的设计探讨 [J], 孙文虎
3.条格组织织物密度设计的研究 [J], 谢光银
4.凸条风格织物的设计与新品开发 [J], 乐逸婵;顾平
5.蜂巢,透孔,凸条和阴影组织的计算机辅助设计 [J], 田鸿美;顾平
因版权原因,仅展示原文概要,查看原文内容请购买。
中田工程公司内衬层挤出生产线

中田工程公司内衬层挤出生产线
肖江
【期刊名称】《橡塑技术与装备》
【年(卷),期】2002(28)3
【摘要】介绍了NAKADA ENGINEERING公司内衬层挤出生产线主要技术参数及组成。
【总页数】4页(P35-38)
【关键词】中田工程公司;内衬层挤出生产线;技术参数;轮胎
【作者】肖江
【作者单位】贵州轮胎股份有限公司
【正文语种】中文
【中图分类】TQ330.44;TQ336.1
【相关文献】
1.内衬层生产线挤出机机头流道有限元分析 [J], 刘红彬;施政敏;吕炜帅;
2.S7-300和S7-400系列PLC组合在双挤出内衬层生产线控制系统中的应用 [J], 胡建光
3.对顶式内衬层生产线挤出机机头流道优化分析 [J], 李慧敏;向源芳
4.对顶式内衬层生产线挤出机机头流道优化分析 [J], 李慧敏;向源芳;
5.内衬层外复合挤出压延生产线冷却系统改造及卷取温度控制的探讨 [J], 吴迪;刘纯忠;刘寒
因版权原因,仅展示原文概要,查看原文内容请购买。
掺聚丙烯纤维粗骨料膏体流变性能及计算模型

掺聚丙烯纤维粗骨料膏体流变性能及计算模型严荣富;尹升华;刘家明;邹龙;莫亚斌;寇永渊【期刊名称】《中南大学学报:自然科学版》【年(卷),期】2022(53)4【摘要】选取金川二矿区全尾砂和棒磨砂为实验材料,采用全面实验设计法,探究聚丙烯纤维对粗骨料膏体剪切应力及流变特性的影响;并根据实验数据建立关于纤维体积率(纤维掺量与密度之比)和长径比(纤维长度与直径之比)的流变特性计算模型,以期为掺纤维粗骨料膏体流变性能预测提供方法。
研究结果表明:掺入聚丙烯纤维会弱化膏体的剪切稀化和剪切增稠现象,且随着聚丙烯纤维掺量不断增加,聚丙烯纤维粗骨料膏体越来越接近宾汉体;膏体的屈服应力和塑性黏度随掺入聚丙烯纤维体积率及长径比增大而增大,纤维体积率对屈服应力及塑性黏度的影响大于纤维长径比对屈服应力及塑性黏度的影响;与未掺聚丙烯纤维相比,掺入纤维的屈服应力增加率为2.28%~19.59%,塑性黏度增加率为5.66%~87.15%。
计算模型表明屈服应力及塑性黏度与纤维体积率近似呈指数关系,与纤维长径比近似呈线性关系;最后,采用凡口铅锌矿全尾砂对计算模型进行验证,拟合方程复相关系数(R2)均大于0.95。
【总页数】11页(P1450-1460)【作者】严荣富;尹升华;刘家明;邹龙;莫亚斌;寇永渊【作者单位】北京科技大学金属矿山高效开采与安全教育部重点实验室;东华理工大学地球科学学院;北京科技大学土木与资源工程学院;长沙有色冶金设计研究院有限公司;金川集团股份有限公司二矿区【正文语种】中文【中图分类】TD823.7【相关文献】1.粗骨料膏体充填料浆流变特性与管道输送阻力计算2.再生粗骨料混凝土基本徐变试验及再生粗骨料混凝土徐变的二维随机凸骨料计算模型研究3.粗骨料膏体低温流变性能及回归模型4.聚丙烯纤维和粗骨料对尾砂胶结充填体延性和流动性的影响5.基于环管试验的粗骨料膏体管输阻力模型及优化因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Spec. No. B381-001-1End User青岛赛轮子午线轮胎信息化生产示范基地有限公司Qingdao Sailun Radial Tyre IPDB Co., Ltd.规格书SPECIFICATION2007年2月12日NAKATA ENGINEERING CO., LTD.中田工程有限公司(日本、神户市)619 Minami, Kande-Cho, Nishi-Ku, Kobe, 651-2312 JapanTEL: ++81-78-965-1030 FAX: ++81-78-965-3630e-mail : sales2@nakata-eng.co.jpk-kuromiya@nakata-eng.co.jpn-narita@nakata-eng.co.jp内衬层生产线(带有双辊筒机头挤出机、压延机和胶条贴合装置)INNER-LINER PRODUCTION LINE( with Duplex Roller Head Extruder, Calender & Rubber Tape Sticking Devices )采用本生产线的产品为本规格书A项所描述的轿车胎“双复合内衬层”。
The product with this line is “Duplex Inner Liner Complex” for PCR tyre as stipulated in Item A of this Specification.为便于理解,请参见下页中所附的工艺流程图。
For easy understanding please refer to the process flow sheet attached in the next page.第一步: 采用双复合挤出机、双复合机头和压延机生产双复合内衬层。
内衬层首先被放置1st step在摆渡传送带上,然后传递到主传送带上,直到冷却站。
Producing duplex inner liner sheet with the duplex extruder, duplex head and calendar.The inner liner sheet is then laid on the swing conveyor at first, then, carried onto the main transferconveyor upto the cooling station.第二步: 采用挤出机、宽幅机头和微型压延机生产薄胶片,然后按照设定宽度裁成2片。
2nd step胶片被直接放置到主传送带上的内衬层上,经压辊贴合。
在主传送带上有2个贴合站,这样最终最多可以贴合4条胶条。
Producing the thin rubber sheet with the extruder, sheet head and mini-calender, then, slitting into 2strips with the designated width.The strips are directly laid on the inner liner sheet on the main transfer conveyor and press-sticking.There are two stations on the main transfer conveyor so that max. 4 strips are sticked finally.第三步 : 由买方提供冷却处理3rd step Cooling process which shall be supplied by Buyer.第四步 : 由买方提供卷取处理4th step Winding process which shall be supplied by Buyer.工艺流程图Process Flow Sheet卖方原则上将提供以黄色标识的装置,而买方应提供兰色标识的装置。
Seller shall supply in principle the equipment with yellow color while Buyer shall supply the equipment with blue color.A.技术操作参数TECHNICAL OPERATING PARAMETERSA.1 产品名称Product Name : 双复合内衬层Duplex Inner Liner ComplexA.2 产品形状Product Shape: 参见下列图解as per following illustrationA.3 产品尺寸Product Dimension: 如上图中所示as stated in the above illustrationA.3.1 双复合内衬层: 总宽度Total Width : 260mm ~830 mm(内衬层+子口)Duplex Inner Liner : 厚度Thickness : 1.0 ~ 2.0 mm(Inner Liner + Chafer)A.3.2 胎肩垫胶:宽度Width : 30 ~ 120 mmShoulder Strip 厚度Thickness : 0.5 ~ 1.0 mmA.3.3 粘着子口:宽度Width : 30 ~ 50 mmGum Chafer 厚度Thickness : 0.5 ~ 1.0 mmA.4 产品精度Product Accuracy宽度Width 厚度ThicknessA.4.1内衬层+子口: ±2.0 mm ±0.08 mmInner Liner + ChaferA.4.2 胎肩垫胶: ±3.0 mm ±0.08 mmShoulder StripA.4.3 粘着子口: ±2.0 mm ±0.08 mmGum ChaferA.5 胶料Rubber compoundA.5.1 使用胶料的材料: 材料门尼粘度Mooney ViscosityMaterial of compound to be used Material _______ ML100℃1+4a) 用于内衬层: 天然胶:丁基胶=40:60 63for Inner Liner Natural : Butyl Rubberb) 用于子口: 天然胶:丁苯胶=80:20 75for Chafer Natural : Stylen Butadiene Rubberc) 用于胎肩垫胶:for Shoulder Stripd) 用于粘着子口:for Gum ChaferA.5.2 胶料尺寸和容许范围宽度Width 厚度ThicknessCompound size and allowancea) 用于内衬层: 800mm ± 2% 6~10mm ± 1mmfor Inner Linerb) 用于子口: 400mm ± 2% 6~10mm ± 1mmfor Chaferc) 用于胎肩垫胶: 100mm ± 2% 6~8mm ± 1mmfor Shoulder Stripd) 用于粘着子口: 100mm ± 2% 6~8mm ± 1mmfor Gum Chafer胶料喂入时的温度应10~45℃范围。
The temperature of the compounds should be 10~45℃when it is fed.A.6 生产线设计速度Designed Line Speed:~35 m/分钟B. 生产线基本参数BASIC SPECIFICATIONS OF THE LINEB.1 双复合挤出机Duplex Extruder上部挤出机下部挤出机Upper Extruder Lower ExtruderB.1.1 类型Type : 销钉式冷喂料挤出机销钉式冷喂料挤出机Cold feed pin type extruder Cold feed pin type extruderB.1.2 螺杆直径Screw diameter : 120mm 200mmB.1.3 螺杆长度Screw length : L/D = 16L/D = 18B.1.4 螺杆转速Screw revolution : 5.11~51.1 rpm 2.5~25.0 rpmB.1.5 螺杆电机Screw driving motor : 110 KW AC Motor 450 KW AC MotorB.1.6 附属装置with : 喂料辊Feed Roll 喂料辊Feed RollB.2 双复合宽幅机头Wide Sheet Duplex HeadB.2.1 类型Type : 背叠式Pick-A-Back typeB.2.2 机头开口尺寸Head opening size上机头(120P) : 900mm(宽) x 15mm(高)Upper Head下机头(250P) : 900mm(宽) x 15mm(高)Lower HeadB.3 主压延机Main CalenderB.3.1 类型Type : 垂直排布双辊压延机Vertical double-roll typeB.3.2 辊筒的尺寸和类型Roll size and type上辊Upper roll : 直径 400mm x长度 1300mm 钻孔辊筒Drilled roll下辊Lower roll : 直径 400mm x长度 1300mm 钻孔辊筒Drilled RollB.3.3 辊周速度Roll peripheral speed : ~35 m/分钟B.4 1号胶条贴合装置Rubber tape sticking device No.1B.4.1 销钉式冷喂料挤出机: 螺杆直径 90mm, 螺杆长度=16, 5.6~56 rpm,Cold feed pin type extruder55KW AC电机, 带喂料辊Screw diameter 90mm, L/D=16, 5.6~56rpm,55KW AC Motor, with Feed RollB.4.2 压片机头: 机头开口尺寸: 300mm(宽) x 6mm(高)Sheet Head Gead opening sizeB.4.3 小型压延机: 辊筒直径 200mm x 长度 400mmMini-Calender Roll Dia. 200mm x Length 400mm辊周速度Roll peripheral speed : ~35 m/分钟B.4.4 胶条纵裁装置:将胶片分裁为2条Sheet slitting device to slit a sheet into 2 stripsB.4.5 胶条贴合装置:2个工位,配备中心位控制系统Rubber Sheet Sticking Device 2 positions with CPC control systemB.5 2号胶条贴合装置Rubber tape sticking device No.2与B.4项相同same as Item B.4C(1)供货范围SUPPLY SCOPE下列包括在供货范围内The following items are included in our SCOPE OF SUPPLY:C.1.1 双复合挤出机(背叠式) 1套Duplex extruder (Pick-A-Back Typea) 销钉式冷喂料挤出机(上),螺杆直径 120mmPin type cold feed extruder, screw diameter: 120mmb) 销钉式冷喂料挤出机(下),螺杆直径 200mmPin type cold feed extruder, screw diameter: 200mmc) 可移动机座Mobile Based) 电缆槽带(柔性电缆和水管)Cableveyor (Flexible Cable and Water Piping)C.1.2 双复合宽幅机头(背叠式) 1套Wide sheet duplex head (Pick-A-Back Type)C.1.3 主压延机, 辊筒直径 400mm x 长度 1300mm 1套Main Calender, Roll Dia 400mm x Length 1300mmC.1.4 1号胶条贴合装置1套Rubber tape sticking device No.1a) 销钉式冷喂料挤出机,螺杆直径 90mmPin type cold feed extruder, screw diameter 90mmb) 压片机头Sheet Headc) 小型压延机, 辊筒直径 200mm x 长度 400mmMini-Calender, Roll Dia. 200mm x Length 400mmd) 胶条纵裁装置Sheet slitting devicee) 胶条贴合装置Rubber Sheet Sticking DeviceC.1.5 2号胶条贴合装置Rubber tape sticking device No.21套与C.4项相同Same as C.4C.1.6 温控单元Temperature Control Unit1套C.1.7 电气面板Electric Panel1套C.1.8 自动控制系统Automatic Control System1套C.1.9 除配电室到设备控制柜(面板距机器应在3米以内)外的其它电缆1套及其硬软套管和桥架Other electric cable and soft/hard pipe of electric cable except between the electric roomand the cabinet as well as cable rack (Panels should be within 3 meter from the machine)C.1.10 钢结构, 框架, 支撑Steel Structure, frame, support1套C.1.11 设备内部的液压单元及各装置间的液压管材和构件1套Hydraulic oil unit as well as the hydraulic oil piping materials and works inside the machineC.1.12 设备内部的压缩空气管路材料和机件1套Compressed air piping materials and works inside the machineC.1.13 安全防护装置Safety protection device1套C.1.14 技术文件(包括一套光盘形式)Technical documents (including one set in CD)1套C.1.15 设计联络(在买方工厂)Design liaison meeting (at Buyer’s factory)1套C.1.16 生产线装船前在我们工厂的自行检查1套Seller’s own inspection of the line equipment at Seller’s factory before shippingC.1.17 在我们工厂的测试操作Test operation at Seller’s factory1套C.1.18 设备运输拆卸、防腐处理和木箱包装1套Disassembling, anti-rust treatment and packingC.1.19 我们人员负责在买方工厂完成安装指导,安装检查,调试,空载试车和1套负载试车以及对买方技师培训的服务。