模德 妮红 咬花 蚀纹 脱模角规格表
日本妮红蚀纹标准

2º以上 3º以上 3.5º以上 4º以上 5.5º以上 7º以上 8º以上 7º以上 7.5º以上 4º以上 3º以上 3º以上 3.5º以上 3.5º以上 3º以上
日本妮红蚀纹标准参考
蚀纹纹号 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 蚀纹深度 25µ--30µ 37µ--42µ 42µ--47µ 56µ--61µ 86µ--90µ 15µ--20µ 21µ--26µ 27µ--32µ 36µ--41µ 54µ--59µ 66µ--71µ 84µ--89µ 拔模斜度 4º以上 4.5º以上 4.5º以上 6º以上 9º以上 3º以上 3.5º以上 3.5º以上 4º以上 6.5º以上 7.5º以上 9º以上
日本妮红蚀纹标准参考
蚀纹纹号 研磨 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 NO.10 NO.11 NO.12 咬花 NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 20 21 22 23 24 25 26 27 28 29 30 31 蚀纹深度 3µ---6µ 3µ---5µ 2µ---5µ 3µ---6µ 4µ---6µ 6µ---8µ 8µ--11µ 9µ--12µ 13µ--15µ 15µ--18µ 24µ--29µ 31µ--36µ 13µ--18µ 15µ--20µ 17µ--21µ 19µ--23µ 25µ--30µ 30µ--35µ 45µ--50µ 64µ--69µ 68µ--73µ 13µ--15µ 15µ--18µ 24µ--29µ 31µ--36µ 18µ--23µ 22µ--27µ 27µ--32µ 38µ--43µ 42µ--47µ 47µ--52µ 70µ--75µ 75µ--80µ 拔模斜度 1º以上 1º以上 1º以上 1º以上 1º以上 1.5º以上 1.5º以上 2º以上 2.5º以上 2.5º以上 3º---4º 4º---5º 2º以上 2.5º以上 3º以上 3.5º以上 4º以上 5º以上 6º以上 6.5º以上 7º以上 2.5º以上 2.5º以上 3º--4º以上 4º--5º以上 3º以上 3.5º以上 4º以上 4.5º以上 5º---6º 5º---6º 8º以上 9º以上
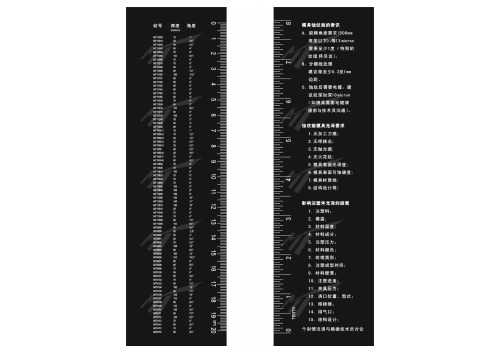
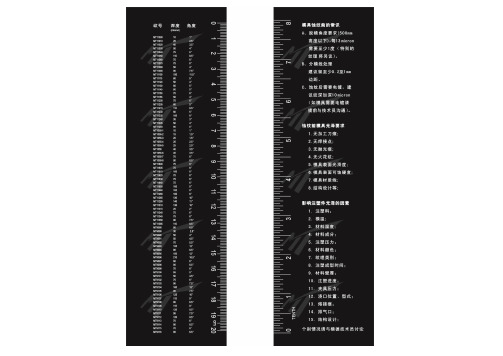
模具斜度与蚀纹关系对照表
咬花规格

咬花MT版常用規格表( 每千分之一英寸, 拔模為1°-1.5°)
模具的表面光潔度
在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求。
尤以注塑透明塑料的產品,表面光
澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准
SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料 (SPI AR-106)單位:inch
光潔度代號所使用的表面處理材料粗糙度平均Raµ-in
A-1第3級鉆石膏0-1
A-2第6級鉆石膏1-2
A-3第15級鉆石膏2-3
B-1600號砂紙2-3
B-2400號砂紙4-5
B-3320號砂紙9-10
C-1600號油石10-12
C-2400號油石25-28
C-3320號油石38-42
D-1噴11號玻璃珠10-12
D-2噴240號氧化砂26-32
D-3噴24號氧化砂190-230
(ii) 日本標准
JIS標准是將模具光潔度分為6級。
每級所使用的處理材料有其特定規格。
JIS標准是使用直徑18mm,硬度由HRC56至60之間的鋼材。
再在圓形平面上以下表所列的表面處理材料加工而成。
不同加工方法下所得的表面光潔度范圍。
7.蚀纹参考斜度表

參考斜度 1
1.5 2.5
3 4.5 6.5 4.5 4.5
3 5.5
9 4 3 4 4 4 6 3
Moldtech K7000G depth 0.015 mm => release dr 类似charmilles 18,深0.02mm,出模角 Moldtech K9000G is Charmilles 18, depth 0.0 类似charmilles 18,深0.015mm,出模角 Moldtech K9070G is Charmilles 21, depth = 0. 类似charmilles 18,深0.02mm,出模角 Moldtech K5024G is Charmilles ? => relea 类似charmilles 30,深 0.04mm,出模角 Moldtech K2400G is Charmilles ?, depth = 0.0 类似charmilles 30,深 0.05mm,出模角 Moldtech MT9050 is Charmilles ?, depth 0.01 类似charmilles 33,深0.055mm,出模角 Moldtech MT9052 is Charmilles ?, depth 0.02 类似charmilles 33,深 0.06mm,出模角 Moldtech MT9053 is Charmilles ?, depth 0.10 类似charmilles 36,深 0.075mm,出模角
harmilles ? => release draft 2,5°. ,出模角2.5度。
harmilles ?, depth = 0.0? mm => release draft 4°. ,出模角3度。
模具斜度与蚀纹关系对照表
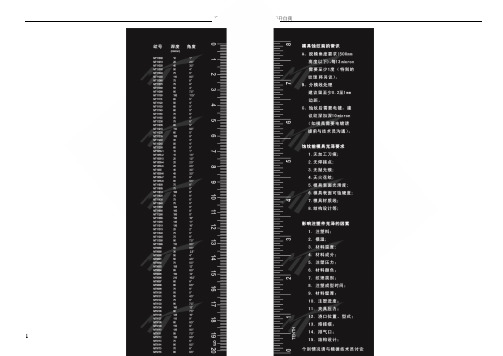
Q/TKM 3 —2003附录CM o l d-T e c h蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度MT-11000 ″1°MT-11200 ″°MT-11300 ″°MT-11400 ″3°MT-11010 ″°MT-11205 ″4°MT-11305 ″°MT-11405 ″4°MT-11020 ″°MT-11210 ″°MT-11310 ″°MT-11410 ″°MT-11030 ″3°MT-11215 ″°MT-11315 ″°MT-11415 ″3°MT-11040 ″°MT-11220 ″°MT-11320 ″4°MT-11420 ″4°MT-11050 ″°MT-11225 ″°MT-11325 ″°MT-11425 ″°MT-11060 ″°MT-11230 ″4°MT-11330 ″3°MT-11430 ″10°MT-11070 ″°MT-11235 ″6°MT-11335 ″3°MT-11435 ″15°MT-11080 ″3°MT-11240 ″°MT-11340 ″°MT-11440 ″°MT-11090 ″°MT-11245 ″3°MT-11345 ″°MT-11445 ″°MT-11100 ″9°MT-11250 ″4°MT-11350 ″°MT-11450 ″4°MT-11110 ″4°MT-11255 ″3°MT-11355 ″4°MT-11455 ″°MT-11120 ″3°MT-11260 ″6°MT-11360 ″°MT-11460 ″°MT-11130 ″4°MT-11265 ″7°MT-11365 ″7°MT-11465 ″°MT-11140 ″4°MT-11270 ″6°MT-11370 ″6°MT-11470 ″3°MT-11150 ″4°MT-11275 ″5°MT-11375 ″6°MT-11475 ″3°MT-11160 ″6°MT-11280 ″8°MT-11380 ″6°MT-11480 ″°MT 9000 MT 9013 MT 9045 MT 9050MT 9001 MT 9015 MT 9046 MT 9051MT 9002 MT 9016 MT 9047 MT 9052MT 9003 MT 9017 MT 9048 MT 9053MT 9004 MT 9036 MT 9049 MT 9054MT 9005 MT 9037 MT 9060 MT 9055MT 9006 MT 9038 MT 9061 MT 9056MT 9007 MT 9039 MT 9062 MT 9057MT 9008 MT 9040 MT 9063 K 5000GMT 9009 MT 9041 K 9000G K 5024GMT 9010 MT 9042 K 9070G K 2400G11MT 9011 MT 9043 K 7000G K 1600G MT 9012 MT 9044 K 7050GQ/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 11000 °YS 9280 1°YS 8280 2°YS 7280 °YS 11001 °YS 9281 1°YS 8281 °YS 7281 °YS 11002 °YS 9282 °YS 8282 3°YS 7282 5°YS 11003 1°YS 9283 °YS 8283 °YS 7283 °YS 11004 °YS 9284 °YS 8284 °YS 7284 °YS 11005 °YS 9285 2°YS 8285 °YS 7285 6°YS 11006 °YS 9286 2°YS 8286 °YS 7286 °YS 11007 2°YS 9287 °YS 8287 °YS 7287 5°YS 11008 °YS 9288 3°YS 8288 °YS 7288 9°YS 11009 °YS 9289 °YS 8289 5°YS 7289 11°YS 11010 3°YS 9290 °YS 8290 5°YS 7290 11°YS 11011 1°YS 9291 2°YS 7291 °YS 11012 °YS 9292 2°YS 6280 °YS 7292 4°YS 11013 2°YS 9293 °YS 6281 °YS 7293 °YS 11014 2°YS 9294 °YS 6282 °YS 7294 °YS 11015 °YS 9295 °YS 6283 7°YS 7295 5°YS 11016 °YS 9296 °YS 6284 10°YS 7296 °YS 11017 3°YS 9297 5°YS 6285 7°YS 7297 °YS 11018 °YS 9298 °YS 6286 10°YS 7298 °YS 11019 °YS 9299 °YS 6287 10°YS 7299 °YS 11020 °YS 9300 °YS 6288 11°YS 11021 4°YS 9301 °YS 6289 12°YS 11022 °YS 9302 11°YS 6290 12°YS 6291 3°YS 6292 3°YS 6293 °YS 6294 °12YS 6295 °YS 6299 °YS 6296 °YS 6300 7°YS 6297 7°YS 6301 °YS 6298 °YS 6302 °Q/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 5280 6°YS 4280 3°YS 3280 °YS 2280 °YS 5281 °YS 4281 3°YS 3281 4°YS 2281 °YS 5282 6°YS 4282 4°YS 3282 °YS 2282 3°YS 5283 °YS 4283 °YS 3283 °YS 2283 °YS 5284 °YS 4284 4°YS 3284 5°YS 2284 °YS 5285 °YS 4285 °YS 3285 °YS 2285 3°YS 5286 °YS 4286 °YS 3286 °YS 2286 °YS 5287 °YS 4287 °YS 3287 °YS 2287 3°YS 5288 °YS 4288 °YS 3288 4°YS 2288 3°YS 5289 9°YS 4289 5°YS 3289 9°YS 2289 4°YS 5290 9°YS 4290 5°YS 3290 °YS 2290 4°YS 5291 6°YS 4291 3°YS 3291 3°YS 2291 4°YS 5292 6°YS 4292 °YS 3292 3°YS 2292 4°YS 5293 6°YS 4293 3°YS 3293 °YS 2293 4°YS 5294 °YS 4294 °YS 3294 °YS 2294 4°YS 5295 6°YS 4295 5°YS 3295 5°YS 2295 5°YS 5296 °YS 4296 °YS 3296 5°YS 2296 °YS 5297 12°YS 4297 5°YS 3297 5°YS 2297 °YS 5298 12°YS 4298 °YS 3298 5°YS 2298 °YS 5299 °YS 4299 5°YS 3299 5°YS 2299 5°YS 5300 °YS 4300 °YS 3300 °YS 2300 4°YS 5301 12°YS 4301 °YS 3301 °YS 2301 5°YS 5302 11°YS 4302 °YS 3302 °YS 2302 °YS 1280 1°YS 1287 °YS 1294 °YS 1301 3°13YS 1281 1°YS 1288 3°YS 1295 °YS 1302 3°YS 1282 °YS 1289 °YS 1296 °YS 1283 °YS 1290 °YS 1297 °YS 1284 °YS 1291 2°YS 1298 3°YS 1285 2°YS 1292 2°YS 1299 3°YS 1286 2°YS 1293 °YS 1300 3°14Q/TKM 3 —2003附录E蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS3101 ″1°HS4101 ″°HS5101 ″5°HS3102 ″°HS4102 ″°HS5102 ″6°HS3103 ″2°HS4103 ″4°HS5103 ″8°HS3105 ″3°HS4105 ″°HS5105 ″8°HS3106 ″°HS4106 ″°HS5106 ″10°HS3107 ″°HS4107 ″°HS5107 ″10°HS3108 ″°HS4108 ″°HS5108 ″°HS3109 ″6°HS4109 ″°HS5109 ″°HS3110 ″°HS4110 ″9°HS5110 ″15°HS3111 ″°HS4111 ″9°HS5111 ″°HS3112 ″°HS4112 ″°HS5112 ″°HS3113 ″°HS4113 ″5°HS5113 ″6°HS3114 ″°HS4114 ″6°HS5114 ″°HS3115 ″°HS4115 ″°HS5115 ″°HS3116 ″°HS4116 ″°HS5116 ″°HS3117 ″°HS4117 ″°HS5117 ″°HS3118 ″4°HS4118 ″°HS5118 ″10°HS3119 ″4°HS4119 ″10°HS5119 ″10°HS3120 ″°HS4120 ″°HS5120 ″10°HS3121 ″5°HS4121 ″°HS5121 ″°HS3122 ″5°HS4122 ″°HS5122 ″°HS3123 ″°HS4123 ″9°HS5123 ″13°HS3124 ″6°HS4124 ″10°HS5124 ″14°HS6101 ″4°HS6109 ″10°HS6116 ″°HS6102 ″°HS6110 ″°HS6117 ″°HS6103 ″7°HS6111 ″°HS6118 ″°HS6105 ″8°HS6112 ″5°HS6119 ″°HS6106 ″8°HS6113 ″9°HS6120 ″10°HS6107 ″10°HS6114 ″10°HS6121 ″15°HS6108 ″°HS6115 ″°HS6122 ″15°Q/TKM 3 —2003妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN1000 1°以上#600~800 HN 2000 2°以上#600 HN 3000 °以上#800~1000 1°以上镜面1001 1°以上600~800 2001 3°以上600 3001 °以上600~8002°以上镜面1002 °以上600~800 2002 °以上400 3002 2°以上600~8003°以上#800~1000 1003 1°以上600~800 2003 4°以上400 3003 °以上600~8004°以上800~1000 1004 °以上600~800 2004 °以上400 3004 °以上400~600°以上800~1000 1005 °以上600~800 2005 7°以上400 3005 3°以上400~600°以上600~800 1006 2°以上400~600 2006 8°以上400 3006 3°~4°400~6002°以上600~800 1007 °以上400~600 2007 7°以上400 3007 °以上600~800°以上400~800 1008 °以上400~600 2008 °以上400 3008 2°以上400~600°以上400~600 1009 °以上400~600 2009 4°以上400 3009 °以上400~6003°~4°400~600 1010 2°以上400~600 2010 3°以上400 3010 °以上400~6004°~5°400~600 1011 3°以上400~600 2011 3°以上400 3011 3°以上400~600 亚光2°以上#600 1012 3°~4°320~400 2012 °以上400 3012 °以上400~600 °以上400 1013 4°~5°320~400 2013 以上400 3013 °以上400~6003°以上400 1014 5°~6°320~400 2014 3°以上400 2°以上#600°以上320~400 1015 3°~4°320~400 2015 4°以上400 °以上6004°以上320~400 1016 4°~5°320 HN 20 °以上#600 3°以上6005°以上320~400 1017 5°~6°320 21 °以上400~600 °以上6006°以上320 HN2016 °以上#400 22 3°~4°320~400 4°以上600°以上320 2017 °以上400 23 4°~5°320 °以上6007°以上320 2018 6°以上400 24 3°以上320 3°以上600 HN-DS01 3°#320 2019 9°以上400 25 °以上320 °以上600 15DS02 4°320 2020 3°以上400 26 4°以上320 4°以上600 DS03 4°320 2021 °以上400 27 °以上320 5°以上600 DS04 °320 2022 °以上400 28 5°~6°320 5°以上600 DS05 °800 2023 4°以上400 29 5°~6°320 6°以上600 DS06 2°800 2024 °以上400 30 8°以上320 1°以上800 DS07 °600 2025 °以上400 31 9°以上320 2°以上800 DS08 3°400 2026 9°以上400 HN-DS11 1°以上#800 °以上800 HN-TS01 2°以上#600 HN-TS04 4°以上#400 DS12 °以上600~800 °以上600 TS02 °以上400 TS05 °以上400 DS13 2°以上600~800 2°以上800 TS03 3°以上400 TS06 5°以上400 DS14 2°以上600~800 °以上600 16。
模具斜度与蚀纹干系对照表
Q/TKM 3 — 2003附录C益新电机蚀刻有限公司蚀纹样板(1/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 110000.0050.15°YS 92800.0101°YS 82800.0302°YS 72800.075 4.5°YS 110010.0080.25°YS 92810.0151°YS 82810.040 2.5°YS 72810.070 4.5°YS 110020.0100.5°YS 92820.020 1.5°YS 82820.0503°YS 72820.0805°YS 110030.0151°YS 92830.025 1.5°YS 82830.040 2.5°YS 72830.085 5.5°YS 110040.020 1.5°YS 92840.025 1.5°YS 82840.040 2.5°YS 72840.090 5.5°YS 110050.025 1.5°YS 92850.0302°YS 82850.045 2.5°YS 72850.0956°YS 110060.025 1.7°YS 92860.0302°YS 82860.070 4.5°YS 72860.090 5.5°YS 110070.0302°YS 92870.040 2.5°YS 82870.070 4.5°YS 72870.0805°YS 110080.033 2.2°YS 92880.0503°YS 82880.070 4.5°YS 72880.159°YS 110090.035 2.5°YS 92890.060 3.5°YS 82890.0805°YS 72890.1911°YS 110100.0403°YS 92900.085 4.5°YS 82900.0805°YS 72900.1911°YS 110110.0151°YS 92910.0352°YS 72910.070 4.5°YS 110120.018 1.5°YS 92920.0352°YS 62800.075 4.5°YS 72920.0604°YS 110130.0202°YS 92930.040 2.5°YS 62810.137.5°YS 72930.072 4.5°YS 110140.0202°YS 92940.040 2.5°YS 62820.137.5°YS 72940.085 5.5°YS 110150.025 2.3°YS 92950.045 2.5°YS 62830.117°YS 72950.0805°YS 110160.028 2.5°YS 92960.045 2.5°YS 62840.1810°YS 72960.085 5.5°YS 110170.0303°YS 92970.0505°YS 62850.117°YS 72970.137.5°YS 110180.035 3.2°YS 92980.055 5.5°YS 62860.1810°YS 72980.137.5°YS 110190.038 3.5°YS 92990.060 6.5°YS 62870.1810°YS 72990.137.5°YS 110200.040 3.5°YS 93000.0657.5°YS 62880.1911°YS 110210.0424°YS 93010.0708.5°YS 62890.2012°YS 110220.045 4.5°YS 93020.09011°YS 62900.2012°YS 62910.0553°YS 62920.0553°YS 62930.127.5°YS 62940.085 5.5°YS 62950.090 5.5°YS 62990.127.5°YS 62960.070 4.5°YS 63000.117°YS 62970.117°YS 63010.0127.5°YS 62980.127.5°YS 63020.0127.5°益新电机蚀刻有限公司蚀纹样板(2/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 52800.106°YS 42800.0503°YS 32800.070 4.5°YS 22800.040 2.5°YS 52810.090 5.5°YS 42810.0503°YS 32810.0604°YS 22810.040 2.5°YS 52820.106°YS 42820.0604°YS 32820.085 5.5°YS 22820.0503°YS 52830.137.5°YS 42830.075 4.5°YS 32830.085 5.5°YS 22830.040 2.5°YS 52840.137.5°YS 42840.0604°YS 32840.0855°YS 22840.045 2.5°YS 52850.137.5°YS 42850.074 4.5°YS 32850.137.5°YS 22850.0553°YS 52860.137.5°YS 42860.070 4.5°YS 32860.127.5°YS 22860.045 2.5°YS 52870.137.5°YS 42870.075 4.5°YS 32870.127.5°YS 22870.0503°YS 52880.137.5°YS 42880.070 4.5°YS 32880.0604°YS 22880.0503°YS 52890.159°YS 42890.0805°YS 32890.159°YS 22890.0654°YS 52900.159°YS 42900.0825°YS 32900.169.5°YS 22900.0604°YS 52910.106°YS 42910.0503°YS 32910.0503°YS 22910.0654°YS 52920.106°YS 42920.070 4.5°YS 32920.0503°YS 22920.0604°YS 52930.0956°YS 42930.0553°YS 32930.075 4.5°YS 22930.0604°YS 52940.090 5.5°YS 42940.085 5.5°YS 32940.090 5.5°YS 22940.0604°YS 52950.106°YS 42950.0805°YS 32950.0805°YS 22950.0805°YS 52960.085 5.5°YS 42960.070 4.5°YS 32960.0805°YS 22960.070 4.5°YS 52970.2012°YS 42970.0805°YS 32970.0825°YS 22970.070 4.5°YS 52980.2012°YS 42980.085 5.5°YS 32980.0825°YS 22980.090 5.5°YS 52990.085 5.5°YS 42990.0805°YS 32990.0825°YS 22990.0805°YS 53000.090 5.5°YS 43000.137.5°YS 33000.085 5.5°YS 23000.0604°YS 53010.2012°YS 43010.137.5°YS 33010.090 5.5°YS 23010.0805°YS 53020.1911°YS 43020.137.5°YS 33020.090 5.5°YS 23020.090 5.5°YS 12800.0101°YS 12870.040 2.5°YS 12940.040 2.5°YS 13010.0503°YS 12810.0151°YS 12880.0503°YS 12950.040 2.5°YS 13020.0553°YS 12820.020 1.5°YS 12890.060 3.5°YS 12960.045 2.5°YS 12830.025 1.5°YS 12900.075 4.5°YS 12970.045 2.5°YS 12840.025 1.5°YS 12910.0352°YS 12980.0503°YS 12850.0302°YS 12920.0352°YS 12990.0503°YS 12860.0302°YS 12930.040 2.5°YS 13000.0503°华生模具蚀刻厂蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS31010.002″1°HS41010.007″ 3.5°HS51010.010″5°HS31020.003″ 1.5°HS41020.007″ 3.5°HS51020.012″6°HS31030.004″2°HS41030.008″4°HS51030.016″8°HS31050.006″3°HS41050.013″ 6.5°HS51050.016″8°HS31060.009″ 4.5°HS41060.015″7.5°HS51060.020″10°HS31070.011″ 5.5°HS41070.015″7.5°HS51070.020″10°HS31080.011″ 5.5°HS41080.015″7.5°HS51080.025″12.5°HS31090.012″6°HS41090.015″7.5°HS51090.025″12.5°HS31100.013″ 6.5°HS41100.018″9°HS51100.030″15°HS31110.015″7.5°HS41110.018″9°HS51110.015″7.5°HS31120.017″8.5°HS41120.019″9.5°HS51120.015″7.5°HS31130.013″ 6.5°HS41130.010″5°HS51130.012″6°HS31140.005″ 2.5°HS41140.012″6°HS51140.015″7.5°HS31150.007″ 3.5°HS41150.017″8.5°HS51150.015″7.5°HS31160.005″ 2.5°HS41160.013″ 6.5°HS51160.015″7.5°HS31170.007″ 3.5°HS41170.013″ 6.5°HS51170.017″8.5°HS31180.008″4°HS41180.013″ 6.5°HS51180.020″10°HS31190.008″4°HS41190.020″10°HS51190.020″10°HS31200.009″ 4.5°HS41200.025″12.5°HS51200.020″10°HS31210.010″5°HS41210.025″12.5°HS51210.025″12.5°HS31220.010″5°HS41220.025″12.5°HS51220.025″12.5°HS31230.011″ 5.5°HS41230.018″9°HS51230.026″13°HS31240.012″6°HS41240.020″10°HS51240.028″14°HS61010.008″4°HS61090.020″10°HS61160.015″7.5°HS61020.013″ 6.5°HS61100.070″ 3.5°HS61170.023″11.5°HS61030.014″7°HS61110.011″ 5.5°HS61180.023″11.5°HS61050.016″8°HS61120.010″5°HS61190.025″12.5°HS61060.016″8°HS61130.018″9°HS61200.020″10°HS61070.020″10°HS61140.020″10°HS61210.030″15°HS61080.013″ 6.5°HS61150.015″7.5°HS61220.030″15°15Q/TKM 3 — 2003附录F妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN10001°以上#600~800HN 20002°以上#600HN 3000 1.5°以上#800~1000 NO.21°以上镜面10011°以上600~80020013°以上6003001 1.5°以上600~800 NO.32°以上镜面1002 1.5°以上600~8002002 3.5°以上40030022°以上600~800 NO.43°以上#800~100010031°以上600~80020034°以上4003003 2.5°以上600~800 NO.54°以上800~10001004 1.5°以上600~8002004 5.5°以上4003004 2.5°以上400~600 NO.6 1.5°以上800~10001005 1.5°以上600~80020057°以上40030053°以上400~600 NO.7 1.5°以上600~80010062°以上400~60020068°以上40030063°~4°400~600 NO.82°以上600~8001007 2.5°以上400~60020077°以上4003007 1.5°以上600~800 NO.9 2.5°以上400~8001008 2.5°以上400~60020087.5°以上40030082°以上400~600 NO.10 2.5°以上400~6001009 1.5°以上400~60020094°以上4003009 2.5°以上400~600 NO.113°~4°400~60010102°以上400~60020103°以上4003010 2.5°以上400~600 NO.124°~5°400~60010113°以上400~60020113°以上40030113°以上400~600亚光NO.12°以上#60010123°~4°320~4002012 3.5°以上4003012 3.5°以上400~600 NO.2 2.5°以上40010134°~5°320~4002013 3.5 以上4003013 3.5°以上400~600 NO.33°以上40010145°~6°320~40020143°以上400N.TONE012°以上#600 NO.4 3.5°以上320~40010153°~4°320~40020154°以上400N.TONE02 2.5°以上600 NO.54°以上320~40010164°~5°320HN 20 2.5°以上#600N.TONE033°以上600 NO.65°以上320~40010175°~6°32021 2.5°以上400~600N.TONE04 3.5°以上600 NO.76°以上320HN2016 4.5°以上#400223°~4°320~400N.TONE054°以上600 NO.8 6.5°以上3202017 4.5°以上400234°~5°320N.TONE06 4.5°以上600 NO.97°以上32020186°以上400243°以上320N.TONE073°以上600 HN-DS013°#32020199°以上40025 3.5°以上320N.TONE08 3.5°以上600 DS024°32020203°以上400264°以上320N.TONE094°以上600 DS034°3202021 3.5°以上40027 4.5°以上320N.TONE105°以上600 DS04 4.5°3202022 3.5°以上400285°~6°320N.TONE115°以上600 DS05 1.5°80020234°以上400295°~6°320N.TONE126°以上600 DS062°8002024 6.5°以上400308°以上320N.TONE131°以上800 DS07 2.5°60020257.5°以上400319°以上320N.TONE142°以上800 DS083°40020269°以上400HN-DS111°以上#800N.TONE15 1.5°以上800 HN-TS012°以上#600HN-TS044°以上#400DS12 1.5°以上600~800N.TONE16 3.5°以上600 TS02 3.5°以上400TS05 4.5°以上400DS132°以上600~800N.TONE172°以上800 TS033°以上400TS065°以上400DS142°以上600~800N.TONE18 5.5°以上600。
日本妮红蚀纹标准

#600 #400 #400 #320--#400 #320--#400 #320--#400 #320 #320 #320
HN 20
13µ--15µ
2.5º以上
#600
21
15µ--18µ
2.5º以上
#400--#600
22
24µ--29µ
3º--4º以上
#320--#400
23
31µ--36µ
4º--5º以上
咬花
NO.1 NO.2 NO.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9
13µ--18µ 15µ--20µ 17µ--21µ 19µ--23µ 25µ--30µ 30µ--35µ 45µ--50µ 64µ--69µ 68µ--73µ
2º以上 2.5º以上
3º以上 3.5º以上
4º以上 5º以上 6º以上 6.5º以上 7º以上
9º以上
#320
以上材料供参考,如因成型条件,成型材料,肉厚的变化,脱模差额等以外的异常发生时,数 据可不在本资料内
日本妮红蚀纹标准参考
蚀纹纹号 HN 1000 1001 1002 1003 1004 1005 1006 1007 1008 1009 1010 1011 1012 1013 1014 1015 1016 1017
#400
2007
60µ--65µ
7º以上
#400
2008 2009
65µ--70µ 34µ--39µ
7.5º以上 4º以上
#400 #400
2010
45µ--25µ
3º以上
#400
2011
20µ--25µ
3º以上
#400
(完整版)妮红-益新-MoldTeth晒纹斜度要求

1°以上
600~800
2001
3°以上
600
3001
1.5°以上
600~800
NO.3
2°以上
镜面
1002
1.5°以上
600~800
2002
3.5°以上
400
3002
2°以上
600~800
NO.4
3°以上
#800~1000
1003
1°以上
600~800
2003
4°以上
400
3003
2.5°以上
0.025
1.5°
YS 1291
0.035
2°
YS 1298
0.050
3°
YS 1285
0.030
2°
YS 1292
0.035
2°
YS 1299
0.050
3°
14
YS 1286
0.030
2°
YS 1293
0.040
2.5°
YS 1300
0.050
3°
益新电机蚀刻有限公司蚀纹样板(1/2)
蚀纹号
深度
最小脱
1.5°以上
800
HN-TS01
2°以上
#600
HN-TS04
4°以上
#400
DS12
1.5°以上
600~800
N.TONE16
3.5°以上
600
TS02
3.5°以上
400
TS05
4.5°以上
400
DS13
2°以上
600~800
N.TONE17
2°以上
800
模德标准咬花对照表

PLAQUE NO. ‘X’
AVERAGE DEPTH (Pt,um)
MICRONS 85 90 85 50 90 50 145 155 20 20 40 20 20 25 40 40 40
THEORETOCAL MININUM
DRAFT ANGLE 7 7.5 7 4 7.5 4.5
11.5 12 2 2 3.5 2 2 2 3.5 3.5 3.5
PLAQUE NO. ‘F’
AVERAGE DEPTH (Pt,um)
MICRONS 10 25 40 50 75 110 75 75 50 90 150 60 50 60 60 70 50
THEORETOCAL MININUM
DRAFT ANGLE 1 2.5 3.5 4 6 8.5 6 6 4 7.5
PLAQUE NO. ‘I’
AVERAGE DEPTH (Pt,um)
MICRONS 50 50 65 180 255 15 40 65 50 50 75 90 65 75 130 110 90
THEORETOCAL MININUM
DRAFT ANGLE 4 4 5.5 14
17.5 1.5 3.5 5.5 4 4 6 7.5 5.5 6 10 8.5 7.5
PLAQUE NO. ‘G’
AVERAGE DEPTH (Pt,um)
模具表面处理种类及规格
Plaque #7 Ptn.# Depth(mm) MT325 0.003 MT964 0.003 MT1038 0.002 MT1043 0.002 MT1170 0.0025 MT1192 0.0015 MT1239 0.003 MT1240 0.003 MT1241 0.002 MT1242 0.002 MT1243 0.002 MT1244 0.0025 MT1250 0.003 MT2019 0.0025 MT2020 0.002 MT2028 0.0025 23053 0.002 23064 0.0015
(轻微高光面,良好ቤተ መጻሕፍቲ ባይዱ 轻微高光面, 模,用在装饰要求不高 的场合) 的场合) (非高光面,良好脱模, 非高光面,良好脱模, 也是砂纸和钻石抛光的 头道工序) 头道工序)
喷砂抛光
(网点和纹理表面) 网点和纹理表面)
SPIA-1
(高质量外观或者 镜片模具) 镜片模具)
SPIB-1
SPIC-1
SPID-1
Diamond Mold Polishing & Finishing Specifications
Types of Finishes Current SPI Finish Numbers
#1 Diamond Buff 钻石膏, (#1钻石膏,光学要求) 钻石膏 光学要求) #3 Diamond Buff 钻石膏, (#3钻石膏,镜面) 钻石膏 镜面) #6 Diamond Buff 钻石膏, (#6钻石膏,镜面) 钻石膏 镜面) #15 Diamond Buff 钻石膏, (#15钻石膏,镜面) 钻石膏 镜面) 600 Grit 砂纸, (600砂纸,光面) 砂纸 光面) 400 Grit 砂纸, (400砂纸,光面) 砂纸 光面) 320 Grit 砂纸, (320砂纸,光面) 砂纸 光面) 600 Stone 油石, (600油石,光面) 油石 光面) 400 Stone 砂纸, (400砂纸,光面) 砂纸 光面) 320 Stone 砂纸, (320砂纸,哑面) 砂纸 哑面) #11 Glass Bead 粗玻璃砂) (#11粗玻璃砂) 粗玻璃砂 #240 Aluminum Oxide Blast (#240氧化铝) 氧化铝) 氧化铝 #24 Aluminum Oxide Blast 氧化铝) (#24氧化铝) 氧化铝
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G ---半光澤
G ---半光澤
HN2014 HN2015 HN2016 HN2017 HN2018 HN2019 HN2020 HN2021 HN2022 HN2023 HN2024 HN2025 HN2026 HN3000 HN3001 HN3002 HN3003 HN3004 HN3005 HN3006 HN3007 HN3008 HN3009 HN3010 HN3011 HN3012 HN3013
19~22 25~29 33~38 38~41 50~58 70~75 16~23 23~26 25~27 30~34 42~50 52~56 62~70
G ---半光澤
G ---半光澤
夏米尔机火花纹的表面粗糙度: VDI0 VDI4 VDI8 VDI10 VDI12 VDI14 VDI18 VDI20 VDI22 VDI24 VDI26 VDI28 VDI30 Ra0.1 Ra0.16 Ra0.25 Ra0.32 Ra0.40 Ra0.50 Ra0.80 Ra1.0 Ra1.26 Ra1.62 Ra2.0 Ra2.5 Ra3.2
2.5° 2.5° 3° 4° 4° 5° 2° 2.5° 3° 4° 4.5° 5° 5°
#400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 S ---半光澤 1.5° 4~5 #800 1.5° 5~6 #800 1.5° 7~9 #800 2.5° 8~11 #800 3° 10~15 #600 3° 16~18 #600 3.5° 17~20 #600 1.5° 7~9 #600 2° 9~11 #600 2.5° 12~14 #600 2.5° 15~18 #600 3° 18~22 #600 3.5° 24~28 #600 3.5° 27~31 #600 S ---半光澤 每千分之一英寸, 拔模為 1°-1.5°
#320 #320 #320 #320 #320 #320 S ---半光澤 #800 #800 #800 #800 #800 #800 #600 #600 #600 #600 #600 #600 #400 #400 #400 #400 #320 #320 S ---半光澤 #600 #600 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400 #400
Plaque #7 Ptn.# Depth MT325 0.003 MT964 0.003 MT1038 0.002 MT1043 0.002 MT1170 0.0025 MT1192 0.0015 MT1239 0.003 MT1240 0.003 MT1241 0.002 MT1242 0.002 MT1243 0.002 MT1244 0.0025 MT1250 0.003 MT2019 0.0025 MT2020 0.002 MT2028 0.0025 23053 0.002 23064 0.0015
咬花 MT 版常用規格表
每千分之一英寸, 拔模為 1°-1.5° Mold-Tech A Ptn.# MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11140 MT-11150 MT-11160 Depth 0.0004 0.001 0.0015 0.002 0.003 0.0045 0.003 0.003 0.002 0.0035 0.006 0.0025 0.002 0.0025 0.0025 0.00275 0.004 Mold-Tech C Ptn.# MT-11300 MT-11305 MT-11310 MT-11315 MT-11320 MT-11325 MT-11330 MT-11335 MT-11340 MT-11345 MT-11350 MT-11355 MT-11360 Depth 0.0025 0.005 0.005 0.001 0.0025 0.003 0.002 0.002 0.003 0.003 0.0035 0.0025 0.0035 Angle 3.5° 7.5° 7.5° 1.5° 4° 4.5° 3° 3° 4.5° 4.5° 5.5° 4° 5.5° Ptn.# MT-11400 MT-11405 MT-11410 MT-11415 MT-11420 MT-11425 MT-11430 MT-11435 MT-11440 MT-11445 MT-11450 MT-11455 MT-11460 Angle 1° 1.5° 2.5° 3° 4.5° 6.5° 4.5° 4.5° 3° 5.5° 9° 4° 3° 4° 4° 4° 6° Ptn.# MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280 Mold-Tech B Depth 0.003 0.0025 0.0035 0.0045 0.005 0.0045 0.0025 0.004 0.0015 0.002 0.0025 0.002 0.004 0.005 0.004 0.0035 0.0055 Mold-Tech D Depth 0.002 0.0025 0.0035 0.002 0.0025 0.0035 0.007 0.010 0.0005 0.0015 0.0025 0.003 0.0035 Angle 3° 4° 5.5° 3° 4° 5.5° 10° 15° 1.5° 2.5° 4° 4.5° 5.5° Angle 4.5° 4° 5.5° 6.5° 7.5° 6.5° 4° 6° 2.5° 3° 4° 3° 6° 7° 6° 5° 8°
2° 3° 4° 4° 4.5° 1.5° 2° 2.5° 3° 2° 2.5° 3° 3.5° 4° 4.5° 6° 6° 6° 1° 1° 1° 1° 1° 1.5° 1.5° 2° 2.5° 3° 3~4° 4~5° 2.5° 3° 3~4° 4~5° 4° 4°
13 ~ 19 25 ~ 30 35 ~ 40 36 ~ 42 38 ~ 43 9 ~ 13 14 ~ 19 19 ~ 24 25 ~ 30 8~9 15~16 15~17 16~18 20~23 25~30 40~42 57~60 60~66 1.7 1 1.4 1.8 2.9 4 6.5 7 7.7 10~11 12~15 16~18 12~14 15~17 23~25 33~37 19~21 23~25
4° 5° 5~6° 5~6° 6° 6° 1° 1° 1.5° 1° 1° 1° 2° 2.5° 3° 1.5° 2° 3° 3.5° 4° 5° 3° 4° 5° 1.5° 2° 2.5° 3.5° 4° 5.5° 5.5° 5° 5° 3° 3.5° 2° 3° 3.5°
26~30 37~40 41~43 45~50 58~63 65~73 4~5 5~6 8~ 3~4 4~5 5~6 10~11 12~13 17~19 6~7 7~8 13~14 25~27 33~37 43~50 19~21 32~~33 36~~38 8~9 13~15 22~34 40~44 44~47 61~65 60~63 61~64 63~66 33~35 43~46 20~21 28~32 30~35
பைடு நூலகம்
600 ~ 800 320 320 320 320 800 800 600 400 #400 #400 #400 #400 #400 #400 #320 #320 #320 S ---半光澤 鏡面 鏡面 鏡面 1000 1000 1000 #800 #800 #800 #600 #600 #600 S ---半光澤 #400 #400 #400 #320 #320 #320 化學咬花
G ---半光澤
G ---半光澤
HN20 HN21 HN22 HN23 HN24 HN25
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
7.5° 3° 3° 4.5° #10 Depth 0.004 0.003 0.0065 0.002 0.0025 0.0035 0.0025 0.003 0.0025 0.0001 0.0045 0.0005 0.0075 0.001 0.0015 0.0017 0.0225
Plaque #6 Ptn.# Depth MT229 0.003 MT392 0.004 MT585 0.0035 MT889 0.004 MT1013 0.003 MT1015 0.0055 MT1039 0.003 MT1055 0.0055 MT1068 0.0055 MT1070 0.007 MT1074 0.0055 MT1129 0.003 MT1159 0.008 MT1122 0.0015 MT1125 0.006 MT1126 0.0065 MT1127 0.0025 MT1526 0.0135
MT-11365 MT-11370 MT-11375 MT-11380
0.0045 0.004 0.004 0.004