AP100 for xp钣金编程软件冲床版
AMADA机床AP100软件编程及排版工艺流程概述

AMDA机床编程排版工艺流程概述一、零件编程前提:要求零件的展开图为CAD2004版本或以下的DWG格式1打开AP100主菜单,点击展开图制作,出现2D-CAD界面,工具栏显示为,2D-CAD2选择工具栏的【文件】→【从DWG导入】(或者点击工具第五个图标,鼠标放置此处后提示文件-DWG导入) ,出现【读入DWG】,点击要编程的CAD展开图(由于展开图名字包含中文英文,所以在打开的时候,最好先打开CAD展开图),出现【重新输入】,在打开的CAD展开图中选用第一个展开的名字,作为零件图的命名,之后点击【确定】进入零件图界面。
3由于一个CAD文件中有2个以上的展开图,编制的时候,只能单个零件编程,所以要做的准备工作是,将暂不编程的零件,暂时删除,剩下要编程的唯一零件删除零件:菜单栏选择【删除】→【删除】,或者点击图标栏中【AP40/60 通用1】的第五个图标,鼠标放置此处后提示删除-删除。
将暂不编程的零件删除,留下一个零件(只有零件,不含尺寸线及其含义)4编制单个零件,进入CAM格式菜单栏选择【文件】→【到CAM】,或点击图标栏中【其他】的唯一图标,鼠标放置此处后提示文件-CAM5零件的零件号为CAD展开中零件相对应的图号,保存目标,左边为选择此零件要保存在某个文件夹中,方便之后的查询和排版编程,(文件夹根据部门、产品分类、临时等分类放置,方便之后的查找)6零件号输入正确后,点击[保存] 进入【CAM-零件加工】界面,电脑工具栏处出现CAM-零件加工层。
加工条件设置处选择的机床名称为AC2510 材料栏中尺寸设置为2500X1250 其余参数为默认点击确定7选择【文件】→【条件设置】→【自动分配(冲切)】,特殊情况需更改孔选项中的设置,普通零件在此界面不做修改,点击确定,模具自动布置完成。
或者点击工具栏中的图标【自动配置组】中第一个图标,出现的界面和上述的一样。
8模具自动布置后,零件原本的绿色线条,变成了黄色的并且有宽度的零件,零件自动布置模具完成,如有个别处未自动布置模具,说明在模具库中没有合适的模具布置,需手动布置,手动布置选择【模具配置】→【线】,或者点击图标【制定组】第三个图标,右边出现一个对话框,干涉一栏先选择自动,然后在替换当前磨具对话框中选择合适的模具,配置到零件中没有自动配置的线上,如自动配置时,磨具不显示,则选择干涉一栏中的无,之后根据零件具体情况,调整模具的大小。
AP100编程教程

A P100编程教程-CAL-FENGHAI.-(YICAI)-Company One1AP100编程完整教程目录一、程序文件建立二、编程及菜单栏命令应用实例三、排版四、模具登录五、M代码设定及调整六、常见异常排除一、程序文件建立双击“AP100Startup”。
单击数据管理依次单击左上角新建→文件夹输入程序文件夹名称后点击登记点关闭及电脑操作视窗关闭键完成文件建立。
二、CAD图档导入返回AP100主菜单,单击展开图制作点击左上角文件→从DWG导入到(K)打开要编程的图纸目标文件夹选择要编程文件,点打开点击“是”点击“确定”点击“是”点击“确定”点击“确定”点击删除键,框选无用文件,按鼠标右键,选完成。
根据加工要求将图档旋转或反向移动,以达到符合机床加工的最佳要求〖移动/复制(图示1)→旋转移动(图示2)→选取两点确定选装方向(图示3/4)→输入旋转角度(图示5)→按Enter键完成旋转〗点击又上角CAM选择程序要保存的文件夹,然后点保存选择板材材质及厚度→设置板材大小→设置板材安全距离(默认值X:20,Y80)→点“确定”点击“AUTO”→“确定”进行自动编程点击删除键,选择并删除自动编程中不符合最优加工的刀路(原则:能用一刀冲出的效果不用两刀冲,外边冲切尽可能选用最长,宽度5MM的刀具)。
常用工具栏命令手动排刀实例:a.选定合适模具(合适大小及方向)→b.点击手动排刀命令→c.点取需要冲切线起点与终点→d.设置模具起点、终点与需冲切起点、终点距离→e.单击需冲切边外侧→f.点击应用、关闭模具中心点捕捉排刀实例:a.选定合适模具(合适大小及方向)→b.点击模具中心点捕捉排刀命令→c.将模具放置到需要冲切边外缘→d.点击关闭移动实例:a.单击移动、复制命令→b.点击移动→c.单击需移动模具→d.点击结束指令→选取模具移动起点(图示5)→选取模具移动终点(图示6,白色捕捉点)复制实例:a.单击移动、复制命令→b.点击复制→c.单击需复制模具→d.点击结束指令→选取模具复制参考点(图示5)→选取需粘贴冲切位置参考点(图示6,白色捕捉点)自动线排刀实例:a.选定合适模具(合适大小及方向)→b.单击自动线排刀命令 c.设置补偿值(内侧冲切补偿值为0,切边冲切补偿值为1)→d.将鼠标指针移动至需冲切线内侧并单击点排刀命令实例:a.点击点排刀命令→b.选取适合冲切刀具→c.点击模具拾取点→d.点击需冲切位置拾取点拉伸命令实例:a.点击拉伸命令→b.选取需拉伸模具端点→c.选取需拉伸位置→d.单击鼠标确认掏孔命令实例:a.点击掏孔命令→b.选取合适模具→c.点取需掏孔位置起点→d.点取需掏孔位置终点(对角点)→e.单击关闭设置微连接实例①:a.点击微连接命令→b.点击两边角连接→c.设置重叠率(∽)→d.点击模具两相邻边角(图示4/5),图示6为最终效果设置微连接实例②:a.点击微连接命令→b.点击线连接→c.设置重叠率(默认值改为1)→d点击模具线两侧(图示4/5)设置微连接实例③:a.点击拉伸命令→b.拉伸切边刀,预留出间隙为∽1mm(图示3)添加转塔外刀具:a.点击转塔刀库→b.点击设置→c.在此区域选择需添加模具类别(RE:长方形;SQ:正方形;RO:圆形;OB:OB孔;CR:倒圆角;SP:异形穿孔;DD:锁孔;成型:凸包,抽芽,沉孔,压线,接地等)以成型为例→c.点击成型(图示4)→d.在图示5处输入需要更换模具工位号→e.点击浏览(图示6)→f.选取合适模具→g.设置模具加工方向(旋转工位一律0度)→h.点击加载→i.点击确定→j.点击登记模具配置→k.点击关闭→l.输入添加后的模具工位号(图示13)→m.点击中心点排刀命令→n.将模具移动至需加工相应位置(图示15),出现白色捕捉点后单击(图示16)NC程序生成:a.点击“NC”→b.点击确定→c.点击“GRP”→d.点击“工位号变更”→e.点击图示三中的“→”“←”将所有模具按照先圆后方,先小后大,先内后外,先切边后成型(沉孔除外)原则依次排列至组合一、二、三中→ f.点击“关闭”→g.点击“NC”→h.点击“确定”→点击“保存”→i.单击模拟运行命令(图示8)→j.单击“自动”(图示10区域内未出现红色提示说明此次编程无误)三、排版:单击“板材加工”依次点击“文件→打开→程序”依次选择需要排版的程序保存的文件夹(图示1)→文件夹中的程序(图示2)→点击打开(图示3)设置板材大小→点击确定框选(图示1)→点击排版命令(图示2)→设置相邻零件间隔距离(图示3)→设置零件个数(图示4)→点击应用、关闭(图示5)点击NC→点击确定点击GRP→点击工位号变更变更工位后点击关闭→NC点击确定修改排版程序文件名(否则会覆盖掉源程序文件)→保存在同一张板材中插入另一种文件(必须同一材质,同一板厚):右击空白处→插入加载→程序插入程序鼠标移动至与前一个零件临近处单击鼠标设置间距→设置数量后续排刀顺序及程序生成同∽。
AP100功能说明

变换条件 ↓
·D X F 变换后
变换好的图形数据不会失去它相关的属性,能保存 在SDD中(数据保存领域)。据此,变换好的图纸 能作为电子数据的原图进行管理,能进行无图纸的 CAD运用。
↑ 颜色设定
原图管理可能 ◆
AP100有英语版、日语版和中文版(制作中)三种版本,画面显示的为日文版。
6
Entry 模式
◆通过图形、NC数据可以进行板面排料
通过读出展开图及NC数据可进 行板面的排料。使用多个排料、 回转/反转、成组化等的机能,可 制作整张薄板的加工数据。
AP100有英语版、日语版和中文版(制作中)三种版本,画面显示的为英语版。
19
Entry 模式
工作单输出
实现从设计到加工数据作成的CAD/CAM连贯生产
在画面右侧表示的NC数据,可用键盘直接编辑。 用鼠标选择加工图的轨迹,相对应的NC数据行会 自动的检索,并以亮度反差表示。
G指令编辑可能◆
AP100有英语版、日语版和中文版(制作中)三种版本,画面显示的为日文版。
18
Entry 模式
整板加工(手动Nesting)
自动选配模具・编辑机能的简易化,大幅度缩短了加工程序制作的时间
用面抽出机能抽出的各个面,通过自动延伸补偿制作合 成展开图。在作为展开支援情报的3D显示窗口中,通过 立体模型图的表示,在头脑中就浮现出制品的形状,待 确认准确无误后,就能圆满地制作成展开图。
◆折弯信息
对合成面设定折弯信息。特 别是延伸率计算,利用AMADA 的现场基准属性的『K系数』 机能,在自动计算展开图中 能反映非常正确的展开长度。 (参照其它的『K系数』资料)
用鼠标按顺序点击零件图中模具图形能变更加工顺序。 在想使用的模具图形上按次序进行选择,即可按照已选 定的顺序,作成NC加工程序数据。
24小时候删除数控冲AP100安装 数控冲编程软件

步骤1、先设置->网络属性->配置->高级->网络地址:后设置其MAC值。
步骤2、增加NetBlu网络协议,
步骤3、找到安装程序Ver3.02..->CamDB->Install->安装完成;
步骤4、Ver3.02..->MSDE->SETUP->完成安装;
步骤5、பைடு நூலகம்装SQL7.0->setup->全选择,安装。
完成后重启计算机。
步骤6、Ver3.02->AP100->INSTALL->INSTALL->输入AP100,单位:ADMAD->确认数据存放位置,C盘还是D盘。注意这步安装到60%时,会等待时间较长。完成后重启计算机。
步骤7、选择开始菜旱,程序下->设备用户环境,->完成。
步骤8、加入注册文件。LICENSE.dat
重启电脑。OK,完成
钣金加工设备
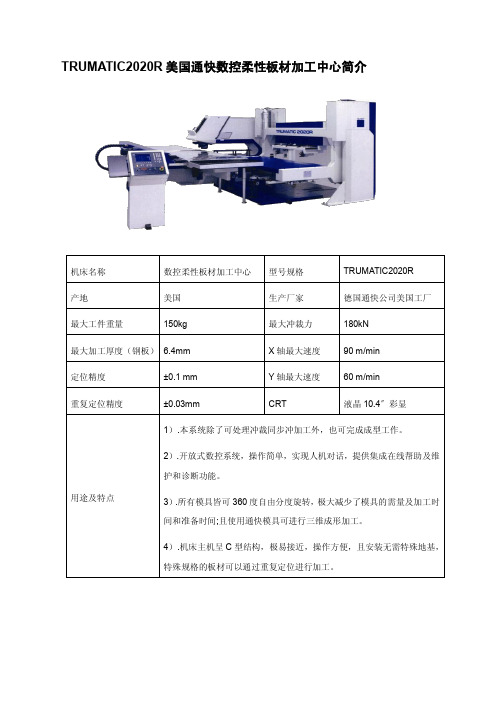
ICM-12000 型自动化静电粉沫涂装生产线简介
机床名称 产地 周期时间
自动化静电粉沫涂装生产线 德国 4 小时
型号规格 生产厂家
ICM-12000 WAGNER
1).本设备使板材表面对于喷粉有良好的附着力,表面光亮完美,产品品 用途及特点 质优。 2).采用了网络技术,操作方便,加工速度快,效率高。
数控多工位冲床 日本 1270mm 1000mm 6.35mm ± mm 0.1 AMADA—04PD 输入同时作图
型号规格 生产厂家 最大加工长度 最大加工宽度 冲压压力 重复定位精度 CRT 编程
PEGA345Q AMADA 2540mm 1000 mm 30ton ± mm 0.1 14〞彩显 有后台编辑功能
工作台交换速度(快/慢) 5.5/3.5 m/min CRT 液晶 14〞彩显
1).本系统能快速加工尺寸繁多,精度要求高的板材,尤其是钣金类材料。 2).采用了网络技术,能将 CAD 图形自动转化成数控加工程序,操作方便, 用途及特点 速度快,效率高。 3) .多个工件经过机床软件排序后能在同一张钢板上先后加工, 能最大限度 地节约材料;既适用于中小批量及单件生产,也可用于大批量生产。
最大加工厚度(钢板) 8mm 定位精度 重复定位精度 ± mm 0.1 ± 0.03mm
1).本系统能完成冲切、成型和激光切割,实现自动化的上下料和成品堆 垛。 2). 实现对规格小于 2500×1250×8 mm 板材的自动化上料。 3). 实现对钣料的自动定位,并对钣料实现冲切,成型和激光加工。 4). 实现对废料框的自动收集,也可对实现微连接的成品料自动化收集。 5).对加工的小料通过 500×500mm 的落料口实现自动落料收集,同时 用途及特点 对加工后的钣料的自动下料和分类堆垛。 6). 开放式数控系统,操作简单,实现人机对话,提供集成在线帮助及 维护和诊断功能。 7). 所有模具皆可 360 度自由分度旋转,极大减少了模具的需量及加工 时间和准备时间;且使用通快模具可进行三维成形加工。 8). 机床主机呈 C 型结构,极易接近,操作方便,且安装无需特殊地基, 特殊规格的板材可以通过重复定位进行加工。
011AMADA编程软件AP100-(15)5-4CAM冲切(版面加工)修正

目的:板面加工
教材编号:5‐4.CAM冲切(板面加工)
培训图纸编号:SAMPLE16、SAMPLE17
要点:
●启动板面加工
●加工设置
●读取程序
●配置模式概要
●多数取
●追加呼出
●零件复制
●一组化
●余料切断
●零件编辑
●NC制作条件
●模拟
所谓板面加工,是在一个版面上配置多个零件,制作版面单位的NC程序的功能。
目的是更好地利用材料而进行。
板面加工操作流程大的方面有两种。
1.多个配置展开图数据、总结模具排刀制作NC数据。
2.多个配置NC数据制作完毕。
指令指示步骤(读取程序时)
只限图形:
选择零件时图形数据存在时为有效。
圈住的范围仅为图形。
配置时、忽视邻接的零件双方加工路径。
回转角度:
在零件回转时、输入回转角度。
点击[+][-]只回转输入角
的零件。
零件选择键:
在现在位置解除选择零件的移动、可以选择别的零件形态。
1个槽
余料切割的种类:
用一根直线纵方向切断材料。
用一根直线横方向切断材料。
用两根直线纵横T字形切断材料。
矩形切断材料角落。
切割材料任意处。
删去切割余料的加工路径。
冲床[OCP-160EW][SH0260][ 台盘][1-0]PFGDFL-05010-1.0
![冲床[OCP-160EW][SH0260][ 台盘][1-0]PFGDFL-05010-1.0](https://img.taocdn.com/s3/m/073cde6e0b1c59eef8c7b41b.png)
材
质
机型 图号
SS400
重
量
1
845kg
1-0
OCP-160E
检图 黄家路 A
F
制图 郑建忠
12101409 12530248 12101100 料 号
内六角螺丝 弹簧垫圈 内六角螺丝 部
2
2 6 4 材 质 数
3
M24*140 M24 M24*110 量 计算单重量 备
4
比例
B A 序次
1
1:8
作成日期
60°
48
+3 0
T沟
C1.5
C1
D
520
U沟
0.03/M A 0.03/M
150
8-M8攻牙深20
45
20
80 98
43
C5
4-
10固定销 孔深15
15
80
C5
A
校正沟详细 (共四处)
E
13
U沟详细
码 日 期 姓 名
1
E
追加2个销孔。 1 DC 13-7-24 郑建忠 名称
序次 代
数
量 台
1 盘
担当 郑建忠
8
表面粗度 (S)
7
一 般 公 差 ( mm ) 3~6 6~30 30~80 80~120 0.1 0.2 0.3 0.4 120~315 315~1000 1000~2000 2000~3150 0.5 0.8 1.2 2.0
A
8
0.05~0.8 1.6~6.3 12.5~25 35~100
校正沟
A
单一零件检核 吊 、拔取孔 外形,总尺寸 热处理 几何公差 配合零件检核 配合件图号
AP100软件AMADA数控冲床M代码运用
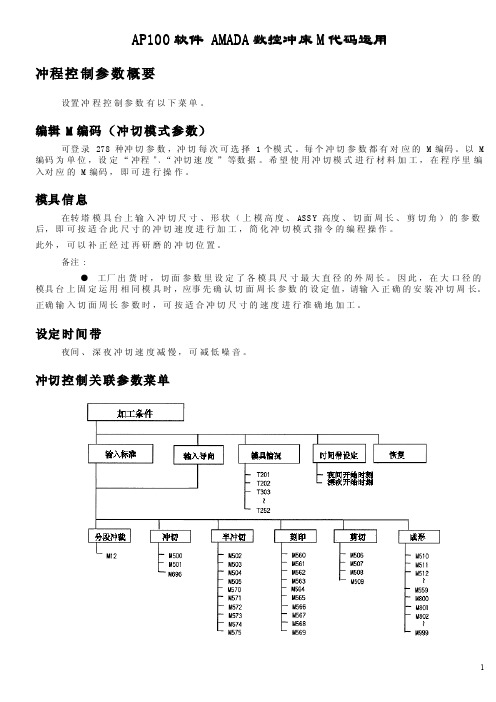
3. 上模 长 度〔 0.0 0 ~ 267 .0 0 ㎜ 〕 上模 全 长 。设定 冲 模 头 开 始 到 尖 输入 上 模 全 长 的 测 定 值 。 端冲 头 为 止 的 长 度 (㎜ )。
4. 下模 高 〔 0.0 0 ~ 99. 00 ㎜〕 下模 高 。 设 定 模 高 (㎜ ) 。
输入 下 模 高 测 定 值 。
“ M69 6 ”:冲 切 模 式 ( N E X 模 具 用 ) 上 模 尖 端 与 导 轨 尖 端 一 致 时 使 用 的 M 编码 。 为了 高 速 连 续 进 行 冲 切 运 行 , 冲 切 没 有 速 度 的 切 换 。
置)。
“ M12 ”:步 冲 模 式 为了 高 速 连 续 进 行 冲 切 操 作 , 冲 切 没 有 速 度 的 切 换 ( 减 速 位
1
1
㎜
C:切 入 量
2. 5
5
㎜
材料 的 板 厚 由 程 序 的 “ G06 ” 指令 来 设 定 。(参 照 编 程 手 册 )。
范围
3.0 0 ~ 99. 00 0.0 0 ~ 99. 00 0.0 0 ~ 99. 00
备注
● 根据 计 算 的 冲 击 力 度 , 按 高 速 /中速 /低速 切 换 剪 切 速 度 。
模具 信 息
在转 塔 模 具 台 上 输 入 冲 切 尺 寸 、 形 状 ( 上 模 高 度 、 ASS Y 高度 、 切 面 周 长 、 剪 切 角 ) 的 参 数 后, 即 可 按 适 合 此 尺 寸 的 冲 切 速 度 进 行 加 工 , 简 化 冲 切 模 式 指 令 的 编 程 操 作 。 此外 , 可 以 补 正 经 过 再 研 磨 的 冲 切 位 置 。
AMADA编程软件AP100-MJC板材加工
AP100MJC&IJP软件操作说明书板材加工篇(中文)Ver5.00.002010年03月19日株式会社AMADA中国推进PJ零件的配置条件○附带MJC&IJP信息的板材程序生成时,其夹钳位置及修边量如下图所示。
Y最大:1220mmMJC&IJP的可用材料尺寸X=900~2500(mm)Y=500~1250(mm)20mm以上Y=5001250(mm)20mm以上零件间隔宽度模具之间,X、Y均为10mm以上50mm以上Y最小:50mmNCT夹钳侧注)对于夹钳侧,请在配置零件时注意夹钳的死区。
板材数据的创建方法零件的调用及配置文件追程序附带信息的件信息并在板材进行○通过“文件-追加调用-程序”调用附带MJC&IJP信息的零件信息,并在板材上进行配置。
90度旋转旋转零件时,若以90度为单位进行旋转,虽然MJC/IJP的信息能够继续保持,但有可能需要对IJP的打印位置进行重新设置。
持,但有可能需要对的打印位置进行重新设置45度旋转编辑排样时,使用“移动/复制零件”功能。
编辑零件信息时,请选择零件在不以90度为单位进行旋转和反转的情况下,虽然保持着IJP 并通过“板材编辑”对零件进行编辑。
关于通过板材加工编辑的零件不需要更新通过零件加工创建的“零件信息”,而是作为“板材信息”的更新。
信息,但MJC信息将被删除。
需要保持MJC信息时,需要相对于开始(0度)的配置角度进行90、180、270度的旋转指示。
※关于WinNEST,虽然也能进行零件的旋转指示,但请注意IJP的打印区域。
板材数据的创建方法临时零件创建功能的充分利用○通过充分利用“板材编辑-创建临时零件”的“创建框架”功能,可以对比MJC加工的最小零件更小的零件同时进行多件的临时性MJC加工操作。
【临时零件的创建方法】①调用连接零件并进行配置。
②通过“创建临时零件”指令中的“创建框架”功能,指定零件并创建图形的框架。
③通过“修改零件”指令,创建对于图形框架的加工分配以及MJC连接。
数控冲床编程指导书
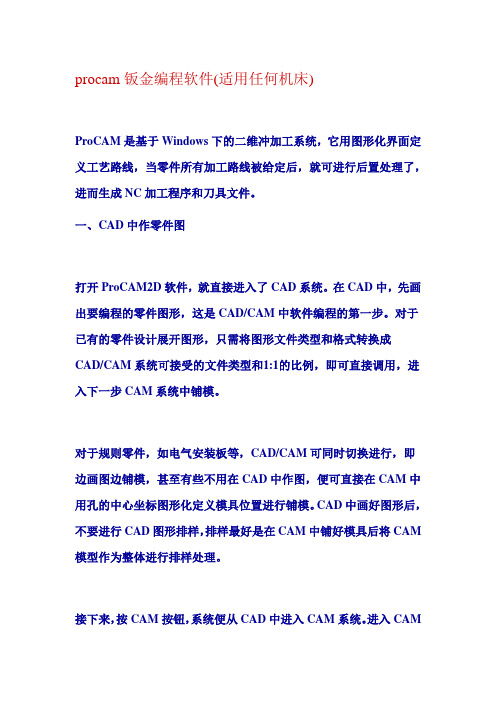
procam钣金编程软件(适用任何机床)ProCAM是基于Windows下的二维冲加工系统,它用图形化界面定义工艺路线,当零件所有加工路线被给定后,就可进行后置处理了,进而生成NC加工程序和刀具文件。
一、CAD中作零件图打开ProCAM2D软件,就直接进入了CAD系统。
在CAD中,先画出要编程的零件图形,这是CAD/CAM中软件编程的第一步。
对于已有的零件设计展开图形,只需将图形文件类型和格式转换成CAD/CAM系统可接受的文件类型和1:1的比例,即可直接调用,进入下一步CAM系统中铺模。
对于规则零件,如电气安装板等,CAD/CAM可同时切换进行,即边画图边铺模,甚至有些不用在CAD中作图,便可直接在CAM中用孔的中心坐标图形化定义模具位置进行铺模。
CAD中画好图形后,不要进行CAD图形排样,排样最好是在CAM中铺好模具后将CAM 模型作为整体进行排样处理。
接下来,按CAM按钮,系统便从CAD中进入CAM系统。
进入CAM时,需要根据实际使用的数控机床,选择后处理器(或称控制系统),这一点至关重要,不能选错。
二、CAM中铺模、排样这一步,是CAD/CAM编程过程中的重点。
数控冲编程,关键在于铺模,即选择适当的模具,图形化地确定适当的冲裁工艺路线。
铺模有手动铺模、自动铺模及手动和自动相结合铺模三种方式,也就是通常所说的手动编程、自动编程和半自动编程。
铺模之前,我们首先根据零件的尺寸精度、规格大小及铗钳位置等来确定,是冲裁零件的整个内外轮廓,还是只冲部分内外轮廓,或不冲外轮廓。
熟练后,这一点很快就可以确定了。
其次,建立模具库Tool Library,将常用的模具及其装载方式设置成标准模具文件Tool Files (如Punch Tools转塔模具清单文件)并保存起来,在实际工作中可省去重复定义常用模具的步骤。
如以处理器名称附上*.ptf 后缀保存模具文件,进入CAM系统打开相应的后处理控制系统时,该标准模具库自动打开,即可直接调用模具。
数控冲床编程AP100安装教程
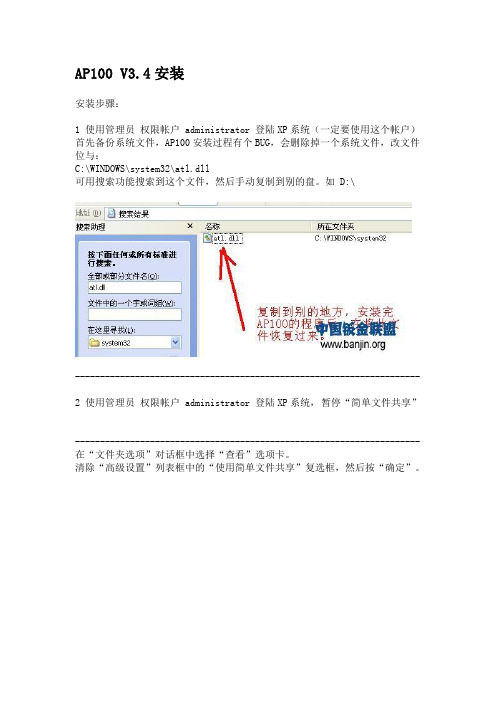
AP100 V3.4安装安装步骤:1 使用管理员权限帐户 administrator 登陆XP系统(一定要使用这个帐户)首先备份系统文件,AP100安装过程有个BUG,会删除掉一个系统文件,改文件位与:C:\WINDOWS\system32\atl.dll可用搜索功能搜索到这个文件,然后手动复制到别的盘。
如 D:\--------------------------------------------------------------------- 2 使用管理员权限帐户 administrator 登陆XP系统,暂停“简单文件共享”--------------------------------------------------------------------- 在“文件夹选项”对话框中选择“查看”选项卡。
清除“高级设置”列表框中的“使用简单文件共享”复选框,然后按“确定”。
--------------------------------------------------------------------- 3 使用管理员权限帐户 administrator 登陆XP系统,安装加密器驱动程序启动 AP100 CD-ROM 中的 \Drivers\Dongle\Setup\Setup.exe。
选择“Kernel-mode”单选按钮。
单击“Install”按钮。
完成后,重新启动计算机--------------------------------------------------------------------- 3.2 CAM 数据库模块使用管理员帐户登录到Windows系统。
执行 AP100 CD-ROM 中的文件 \CamDb\Install.exe。
显示“Install”对话框。
按“OK”按钮。
开始复制文件。
请稍候。
显示一条消息,告知安装已完成。
按“Finish”按钮。
现在,CAM 数据库模块已经安装完毕。
TRUTOPS、通快冲床、数控冲床编程手册、
显 示 关 于 单 个 零 件 信 息
显
显
显
示
示
示
切
切
配
全
工
加
换
换
置
部
件
工
配
优
视
点
全
路
置
化
图
部
线
视
视
加 工
\
定 位
图
图
线
全
局
单
视
部
次
图
详
记
细
忆
图
视
图
测
两
测
测
量点量量两 Nhomakorabea水
圆
一
点
平
周
个
之
测
数
图
间
量
据
素
的
的
距
长
离
度
显
显
示
示
多
某
次
一
执
加
行
工
的
的
信
详
息
细
(
信
不
息
常
用
)
坐标点参考
数字输入框!(尺寸、位置、数量等等) 中文提示,(注:使用组合命令时,遇不懂之处可留意此界面)
完成上诉动作之后出现以下界面
点击此图标,调选任 意 GEO 格式图形出 来进行排版加工点 击 OK
选择好板材材 料、规格以及类 型之后点击 OK
任意工件任意位置如下图:(注:下图是我随意调出的工件) 点击工艺
点击工艺之后出现以下界面
点击工艺
点击自动加工
点击自动加工之后,点击启动!激活整体界面图标 激活图标之后,我们一一对图标进行说明!
AP100 FOR XP V34_钣金编程软件(冲床版)

客服:394623568 客服电话:13294332477 MSN:caxcai@
Байду номын сангаас
客服邮件(Email): caxcai@.com caxcai@ ; caxcai@ ; caxcai@
*******************************************************
Coma 555 Coma 557 Coma 567 Coma 588
Octo 334
<FONT color=#ff0000>
**************************************************************************** ****************************************************************************
LC-αⅢNT系列 LC-αⅣNT系列 uattro HFE 系列 HDS-NT 系列 FBDⅢ-NT
RG系列 ASTRO-100NT
Aries 222 Aries 224 Aries 245 Aries 255
Pega 244 Pega 255 Pega 344 Pega 345 Pega 357 Pega 367 Pega 358 Pega 358 Pega368
钣金编程软件(冲床版)
AP100编程软件v3.4运行于中文版Windows XP的操作环境,相比v3.021版功能有所加强,如折弯可行性检查等
能用于amada天田所有型号的机床包括数控冲床数控激光切割机数控复合机
AMADA AC-255NT EM-2510NT VIPROS3610LS MERC type FOL-3015NT FO-3015NT
薄板冲压成型仿真软件

薄板冲压成型仿真软件—Autofor m一、前言目前,在薄板冲压成型仿真领域,Autofor m 软件的市场占有率为全球第一。
全球90% 以上的汽车制造商在使用AutoFor m。
全球前20 家最大的汽车制造商100% 在使用Auto Form。
全球超过100 家模具制造商与薄板冲压件制造商均在使用A utoFo rm。
在德国,AutoFor m 市场占有率为90% 以上。
在全球AutoFor m 市场占有率为80% 以上。
在国内,AutoFor m 目前拥有众多的行业用户,如上海大众汽车有限公司、一汽模具制造有限公司、东风汽车模具有限公司、成飞集成科技股份有限公司及天津汽车模具有限公司等。
Autofor m 自面世至今不过十来年,其进入中国市场也不过短短三、四年时间,却获得了业界的一片喝彩与赞誉,缘由何在?Autofor m是一款CA E 仿真软件,我们知道,CAE 是计算机辅助工程(Compute r Aided Enginee r)的简称。
对工程应用实际的辅助功能全面,操作简便,提高工程方案的可靠性,缩短方案制定周期等方面都具有强大的辅助功能,能实实在在的提高工作效率,使应用者对自己的工作方案在实施前就做到心中有底,有效减少实际工作中的不确定性,这些无疑都是评价一款CAE软件是否优秀的重要标准。
Autofor m 的出现,冲击和改变了许多传统的CA E 仿真理念。
其界面简单,操作简便,无需用户具备有限元知识,消除了一般工程技术人员对C A E仿真分析的神秘感,促进了CAE分析的工业应用。
由于在众多有限元技术上的突破,使得AutoForm 在计算速度上具有很大的优势,也推翻了动态显式算法计算效率优于静态隐式算法的传统观念。
其在接触处理算法上的突破,使得应用者从此无需再将大量宝贵的时间耗费在单元网格处理之中。
SPA100 用户手册说明书

SPA100 User Manual (using EPIC 21 software) -work in progressTable of contents Notices (3)Copyright (3)Part number (3)Issue (3)Location (3)Published by (3)Notes (3)Trademark acknowledgement (3)Purpose of manual (4)Safety warnings (4)Getting Started (5)System requirements (5)Getting help (6)Introduction (7)Welcome (7)Before you start (8)New in Software (9)Installation sequence (10)Installing the Software (11)Installing the USB driver (12)Earthing for function and safety (13)Operation (14)Selecting Instrument (14)Selecting Serial COM Port (15)Connecting Instrument (16)Check for updates (17)Calibration loading (17)Control Ribbon (19)Auto Capture (20)Auto Test (21)Menu Bar (21)File (22)New topic (23)Technical (24)SPA100 Bias Generator (24)NoticesCopyright© Electron Plus Design Limited 2018-2021This manual (or part thereof) may not be reproduced by any means (electronic or photographic, including translation into a foreign language) without prior written consent and agreement from Electron Plus Design Limited as set-out in United Kingdom and international copyright laws.Part numberSPA100 (EPIC 21) User Manual - work in progressIssue21.012, December 2021LocationThe latest version of this document can be found on our website: www.electron.plus Published byElectron Plus Design LimitedUnit 8 Manor Farm Business CentreManor LaneStuttonSuffolkIP9 2TDUKHereafter referred to as Electron Plus.Notes∙We frequently update our manuals and add new features and improvements as they available, please ensure that you check our website for an updated version of thisdocument, especially if updating your Electron Plus software.∙We make every effort to ensure the accuracy of this manual’s contents. If you find any errors, have suggestions for expanding on a feature, or feel that we can improve it’s contents then please contact us at *********************∙Copying or reproducing this document or any part of this document without written permission of Electron Plus is strictly prohibited.Trademark acknowledgementElectron Plus fully recognises and acknowledges any trademark(s) of the respective trademark holder.Windows TM is a trademark of Microsoft Corporation.Transzorb TM is a trademark of Vishay General Semiconductor, LLC.Purpose of manualThe purpose of this manual is to enable you to safely setup, configure and operate your Electron Plus instrument, associated software and/or accessories.Please pay particular attention to any section with a warning symbol.Safety warningsWarnings, cautions and notes are colour coded through-out this manual. These are divided into several categories and are described below:CAUTION - Damage may occur to your equipment or any DUT (device under test).Getting StartedSystem requirementsWe recommend at least Windows 7 operating system (however, we know of Windows XP and 32 bit machines working well with EPIC). EPIC is available in both 32 bit and 64 bit from the Electron Plus website.1x USB 2.0 type A (common) for connection to the instrument, at 0.5A.Screen resolution of at least 1440(W) x 900(H), it will work with others, but you risk some of the CONTROL RIBBON items not being visible.EPIC uses the PC sound card for various alerts, although it will operate correctly without sound.Getting helpHelp is available by email (preferably) or via telephone.email:*********************from UK: 01473 327100international telephone: +44 1473 327 100If you are experiencing an issue with EPIC, please email a copy of the following files (see below) found in the EPIC installation folder along with a description of the problem.log.txtbugreport.txtThis will help us understand your problem and provide a quicker fix.IntroductionWelcomeCongratulations and thank you for purchasing an Electron Plus product.Please take a few minutes to read the ‘Before You Start’ section of this manual, especially as misusing this product can result in damage to it, your device-under-test or potentially place you in-danger.Before you startNew in SoftwareEPIC covers most Electron Plus instruments and not all instruments are updated between versions.V21.012Bug fixesASA - addition of manual modeV21.011Bug fixesCTL503 - Vgs vs Id (at fixed Vds) mode addedCTL503 - updates to status displayCTL503 - removal of DEVTEST button/function.V21.010Bug fixesAddition of version compiled for 32 bit systemsCTL503 added to EPICASA200/240 - addition of SIGNAL/COMMON to EDIT pageV21.009Bug fixesSPA100 added to EPICREF50X added to EPICV21.008Bug fixesInstallation sequencePlease install the EPIC software and the associated USB driver software BEFORE connecting your device to a computer.You do not need to remove a previous copy of EPIC, the new copy will overwrite the necessary existing file(s). The "settings.txt" file will only be created if it is not present.When EPIC is first started, it will build a number of files (unless they are already there from a previous installation) in the installation directory.If upgrading from EPIC V21.009 or earlier please be aware that the new program EXE is called either EPIC32.EXE or EPIC64.EXE and that previous shortcuts might not work or will link to previous EPIC.EXEElectron Plus products require a USB connection to a PC running EPIC (our proprietary software) in order to function.EPIC now comes in two compiled versions (since version 21.010):EPIC64 - for 64 bit Windows installations & PC's (we recommend this).EPIC32 - for 32 bit legacy Windows machines.You can download the latest copy of EPIC for free from www.electron.plus/software, EPIC is being constantly revised with new features, updates and bug fixes.1. Select which variant you wish to use go ahead and download it (typically by double-clicking on the ZIP file named something like: Install_EPIC21010_64.ZIP)2. Open the downloaded file (typically Windows will recognise the ZIP format and open the file and display the contents like a folder), double click the EXE file - typically called Install_EPIC21010_64.exe)3. Follow the on screen instructions to complete the installation.Before starting EPIC, we recommend installing any USB drivers, see next section for details.This manual MAY NOT represent the most up-to-date features and screen-shots, if something is unclear, please contact ****************** and we will promptly try to assist you.The product covered in this document communicates with the host PC via USB using an WCH CH340 bridge IC.A copy of the official WCH device driver is available from the SOFTWARE section of our website (www.electron.plus/software), device drivers can also be downloaded directly from WCH’s website (/downloads/category/30.html). The driver we use with Windows machines is: CH341SER and is available as .EXE or a .ZIPEarthing for function and safetyFor functional and/or safety reasons you may wish to EARTH the casing of your Electron Plus instrument. This is not necessary under most normal operating conditions.In this case, we recommend loosening (and re-tightening) the M3 stainless steel chassis screw (2mm HEX drive) and fitting an earthing wire using either ring terminal or spade terminal.If in doubt please contact Electron Plus for further details.CautionUSB 0V, rear panel, front panel, casing and any external power supply 0V are all the same potential and connected via low impedances (PCB, metalwork, etc.) - Avoid creating 'ground loops' with your setup!OperationSelecting InstrumentWhen EPIC is first installed it will initially start in ASA100 mode.To change this:INSTRUMENT > CHANGE INSTRUMENT and select the actual instrument you wish to use, you will then have to close and reopen EPIC for this to take effect.Technical NoteVariable used in settings.txt: ActiveInstrument=ASA100Selecting Serial COM PortTo connect to the instrument you will need to select a COM port:INSTRUMENT > SELECT COM PORTthen this pop-up window will appear:Follow the on-screen prompts in sequence (for either 'Method 1' or 'Method 2') to find and select the appropriate COM port and save your selection. When you have finished, either close the pop-up window or click the main window (the pop-up will close automatically). Technical NoteEach Electron Plus instrument type that uses a COM serial port has it's own entry in "settings.txt", e.g. CTL_ComPort=3Connecting InstrumentTo connect to the instrument you can use the options in the MENU or the button on the CONTROL RIBBON.INSTRUMENT > CONNECT to connect, or DISCONNECT to disconnect.orAn error message will be displayed if EPIC cannot open a serial port to the instrument -this can be caused by the following:1. Not having the serial port driver installed or2. Wrong (or no) serial port COM number being selected or3. No instrument attached or powered on.Ensure the correct driver is installed, the correct COM port is selected (Selecting Serial COM Port section).Check for updatesOnce per day EPIC will check if there is a newer version available. This feature maybe disabled or re-enabled here:UTILITIES > DAILY UPDATE CHECKTick will enable EPIC to perform the daily update check, unticking will prevent EPIC from performing the daily update check.Technical NoteIn "settings.txt": CheckWebsiteForUpdate=1 or 0 determines if this function is enabled/disabled. DateOfLastUpdateCheck=04/11/2021 is self-explanatory.If function is enabled and date <> today a small file called"version.txt" is downloaded from "http://www.electron.plus/wp-content/". This contains the current revision of EPIC also the current revision for each product where a change/update has been made.Calibration loadingWhen the SPA100 is first connected during an EPIC session it will automatically download all the necessary calibration coefficients. This happens in the 'background' and the user need not think about it.The status of the background download from the SPA100 is displayed in the Status window (seen below).If a particular SPA100 has not been used with a particular installation of EPIC, then the calibration download must complete before accurate results can be obtained.Technical NoteEPIC will wait for two copies of the calibration file to download before comparing them with each other and the existing copy of"SPA_cal.txt" in the EPIC folder, if both downloaded copies are identical and there is a discrepancy with "SPA_cal.txt" EPIC willControl RibbonAuto CaptureAuto Test Menu BarFileNew topicTechnicalSPA100 Bias GeneratorThe bias generator output of the SPA100 is a low power class A amplifier. It is primarily design to provide a bias voltage for photodiodes in low-current measurement situations.The output impedance is 2.7Kohms, this is after the feedback network, so some drop should be expected depending on load impedance.Schematic of the bias generator output:。
procam完全教程 金方圆冲床详细 操作步骤

工作(贴膜,隔纸皮)。有缺陷的产品要放在另一边,不能与好的工件混在一起。
3
机械培训
一.数控加工的概念
根据零件图样及工艺要求等原始条件,编制零件数控加工程序,并输入到数控机床的数 控系统,以控制数控机床中刀具与工件的相对运动,从而完成零件的加工
2)他人的安全 当有人靠近机床时,应及时提出醒他站在警戒线以外的安全区内。一发现有人站在
警戒线内应即刻停止机床。在处理边料或废料时,应放在指定位置,以免给他人带来不 便。
3)机床的安全 机床的故障很多是因为误操作而引起的。在操作机器时应严格按照操作书上的各项
守则,不充许在自已不清楚的情况下私自操作。当遇到不明白的操作问题时,旁边一定 要有指导员在才能进行操作。
4)为了防止由于控制失灵、误操作等原因造成机器失控时,横料和工作台因受到撞击 而受到损害,在 X、Y 方向丝杠行程的两端都装有缓冲装置 5)夹钳是用来夹持板料的一个机械手,通常由压缩空空气或液压油提供动力源。夹钳 一般通过 T 型槽或燕尾槽与横梁上的拖板连接 6)支撑板料的工作台结构形式通常有两种:一种为固定工作台,另一种为活动工作台。 固定工作台是指所有的工作台在工作时都不运动,采用这种结构的工作台最大优点是送 料的运动惯量小,可以采用小扭矩的伺服电机即可带动 活动工作台是指工作时送料工作台随板料一起运动,采用这种工作台的优点是占地面积 小,但运动时的运动惯量大,需采用大扭矩的伺服电机才可带动。另外支撑工作台上的 板料支撑体有两种,一种是万向输送球(钢球),另一种是硬质毛刷。采用硬质毛刷工 作台时,承载力较钢球小,运动阻力大,但噪音小、不易划伤板料,较适合于薄板和固 定工作台使用,板厚在 3mm 以下时采用。两者兼顾选用钢球和毛刷混合型。
AMADA数控冲床编程软件AP100安装方法和管理
AMADA数控冲床编程软件AP100安装方法和管理
By huang - Posted on February 16th, 2008
这个软件不大,但是安装麻烦。
现在用的是AP100 V er3.02sp1版本。
必须安装在windows2000系统上.
新版本ver3.4可以安装在windows xp上并且改成了使用dongle的加密方式方式方便了更换电脑硬件.
1.电脑硬盘分3个区, c盘放系统,d盘房数据,e盘放程序和备份.
(目前认为比较科学的分区方法)
2. 安装windows2000 pro并打完所有补丁
(ap100要求是win2ksp2,但考虑到安全问题并测试过sp4rollup1均能正常工作)
3. 更改计算机名
这一步很重要,必须在安装ap100前改开始编程后计算机名就不能改了,不然马上出错.
如果是格式化重新安装或替换某个原来的编程电脑需要导入数据库的,则计算机名必须和原数据库计算机名一样.
4. 配置好网卡IP, 安装net BEUI 网络协议
可以使用DHCP但是必须装Net BEUI
5. 开始安装AP100. 具体步骤见安装光盘.
安装注意事项: 必须仔细看安装说明,有时候目录下会有install.exe,setup.exe等很多exe文件必须执行说明书里指定的那个不能看错.
安装完每个程序即使没有提示也最好重新启动一下,.
安装SQL补丁时可以使用最新的sp4 而不是说明里的sp3. 能正常工作.。
AP100编程软件操作说明

AP100编程软件操作说明一、镭射加工说明:1、首先点击AP100主菜单,翻开以后点击制作展开图和零件加工。
2、在2D—CAD的目录下,点击左上角文件〔F〕从DXF导入或从DWG导入新图形。
3、A:代表铝板,A1000含铝量较高,不宜切割,对人体有害。
A5000以上合金铝可切割,其代表的内容有:SECC—电解板。
SPC.SPCC—冷轧钢板。
SPG.SPH—热轧板6mm以上。
SS400—12mm以上热轧板。
SVS—不锈钢。
比方电解板材质1.0,可表示为SECC1.0。
4、材质选取完后,进入CAM状态,点击2D—CAD画面上的件名—存盘。
选择机床:镭射或冲床,选取镭射加工,其加工配置基X=20 Y=20.CAM状态,选取Auto自动编程,选取适宜的切割点位及方向,图形生成,然后点击进行排版,按照切割需要,输入数量或自动排版生成。
6、点击NC,生成NC程式,选取是否存盘,或是否输出。
如选择存盘,在存盘后打√。
保存。
二、NCT加工说明。
1、首先点击AP100主菜单,翻开以后点击制作展开图和零件加工。
2、在2D—CAD的目录下,点击左上角文件〔F〕从DXF导入或从DWG导入新图形。
3、要加工的图形显示后选取适应的材质4、材质选取完后,进入CAM状态,点击2D—CAD画面上的,CAM出现对话框,选择机床,选取冲床加工,其夹具位置设置为X=300,Y=1000。
配置基准点为X=15,Y=80。
5、CAM—零件加工状态,选择适当的刀进行排编,编排完毕后,预留连接点,按照零件大小设置连接点。
根据排版多少,如整张板排〔指10块板〕10件,留4个连接点。
10—30块板,留3个连接点,30以上,留2个连接点。
6、点击NC,生成NC程式,对所编排的刀具进行合理的加工顺序编排,点击SORT,移动刀具库内的刀具进行合理的编排顺序,点击确定即可。
7、再次点击NC,选择保存,数据输出,或模拟演示,按确定即可。
三、设置说明:1、材料设置说明:AP100主菜单,点击参数,出现参数设置的几大项,点击材料管理器材料类型信息新建〔这里的新建材料为广泛的材料,如SECC,电解板〕材料信息新建〔这里的新建材料为具体的材料,为材料+厚度如,SECC1.0〕2、固定转塔模具设置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五 . 数据管理器,数据管理器全面管理着所有从网络中输入的数据(如产品、零件和加工信息),用于生成、更改和删除数据。您可以使用本程序从注册的数据中生成进度表 ,并出版格式,如带有条形码的操作指令手册来减少操作成本。可把图形和NC程序进行分类管理dows XP的操作环境,相比v3.021版功能有所加强,如折弯可行性检查等
能用于amada天田所有型号的机床包括数控冲床数控激光切割机数控复合机
AMADA AC-255NT EM-2510NT VIPROS3610LS MERC type FOL-3015NT FO-3015NT
├ ┤
├ 电话:13294332477 ┤
├ ┤
LC-αⅢNT系列 LC-αⅣNT系列 Quattro HFE 系列 HDS-NT 系列 FBDⅢ-NT
RG系列 ASTRO-100NT
Aries 222 Aries 224 Aries 245 Aries 255
Pega 244 Pega 255 Pega 344 Pega 345 Pega 357 Pega 367 Pega 358 Pega 358 Pega368
七 . 维护,检查数据库,PCL维护功能允许您将登记在数据库中的所有信息的备份数据保存到主机上,并在主机出现故障时允许通过使用备份的信息来恢复数据库,基本的首要FD备份/恢复
├ ┤
└┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┴┘
〔AP100展开图〕,是专用于钣金的一种应用,对被加工的零部件形成一张展开图。简便的界面设置, 使操作者更容易理解, 可以自定义工作环境中的许多元素以满足用户的需要。
┌┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┬┐
├ ┤
├ 按CTRL+F搜索,不要输入版本号,或按下联系方式找王小姐咨询 ┤
├ ┤
六 . 参数,用机器管理器,你可登记,修改和查看加工机器的名称和规格。有关加工机器的信息包括机器信息,激光信息,周边设备信息,串联装置信息,振荡器信息和切割条件信息,可设置 AMADA 机床,如:ARIE EM2510NT,ARIE 255NT,ARIE 244,ARIE 245,激光.冲床.折弯机等。
├ MSN: caxcai@ ┤
├ ┤
├ 邮件:caxcai@ ┤
二 . CAM零件加工,自动排刀,多件加工共享零件修正宽度,可节约材料,减短加工时间,在一个程序里可以任意设置多种不同刀具的加工速度,可减小对刀具的损伤,提高生产率。
三 . CAM板面加工,在一个程序里,可调用多个程序,同时共一张材料进行加工,减少零料浪费,缩短加工时间,数字化指定方向走刀可减小对刀具的损伤。
Em2510nt lc1212 lc2415 beta3015 lce655 lc667
Quattro laser fo-2412 laser fo-3015 laser
Apellio 245 Apellio 357 Apellio 2510 spingar 1066 vela 355 l sh
├ 在线客服: ┤
├ ┤
├ QQ: 394623568 ┤
Coma 555 Coma 557 Coma 567 Coma 588
Octo 334
Arcade 210 Arcade 212 Arcade 210
Europe 245 Europe 258 Europe255 Europe210
Vipros 255 Vipros e210 Vipros 357 Vipros 358 Vipros 368 Vipros 367 Vipros 3610
AP100主菜单内容如下:
一 . 制作展开,在2D-CAD中,AP100展开图生成零件图,并合成一体形成一张展开图,使AP100数据处理能建立一个NC(数控)程序。对于用户自建的零件图和正投影图,用户可以通过进行简单的操作形成钣金产品的零部件,三维立体成型效果图,立体尺寸标注, 2D干涉线自动开角,减少人脑想象空间,也减少人工复杂的工序计算展开。