基于PLC的机械手分选大小球~完成版本3
毕业设计基于plc控制的机械手毕业设计

(六)军事工程及生物医学方面的研究和试验。
第二节
机械手主要由手部、运动机构和控制系统三大部分组成。手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度 。为了抓取空间中任意位置和方位的物体,需有6个自由度。自由度是机 械手设计的关 键参数。自由 度越多,机械手的灵活性越大,通用性越广,其结构也越复杂。一般专用机械手有2~3个自由度。控制系统是通过对机械手每个自由度的电机的控制,来完成特定动作。同时接收传感器反馈的信息,形成稳定的闭环控制。控制系统的核心通常是由单片机或DSP等微控制芯片构成,通过对其编程实现所要功能设置了停电保持器件(如备用电池),以保证断电后这部分存储器中的信息不会丢失。
(十)故障诊断功能
PLC可对系统组成、某些硬件状态及指令的合法性等进行自诊断,发现异常情况,发出报警并显示错误类型,如属严重错误则自动终止运行。
二、
PLC作为通用工业控制计算机,30年来,可编程控制器从无到有,实现了工业控制领域接线逻辑到存储逻辑的飞跃,其功能从弱到强,实现了逻辑控制到数字控制的进步,其领域从小到大,实现了单体设备控制到胜任运动控制、过程控制、及集散控制等各种任务的跨越,今天的可编程控制器正在成为工业控制领域的主流控制设备,在世界各地发挥着越来越大的作用,主要特点有:可靠性高,抗干扰能力强,能适应工厂环境。
1、肩的前后动作
2、肘的上下动作
3、腕(手)的动作
控制系统采用西门子PLC控制。运动形式:动力上下、左右两个自由度运动,均由两个液压伺服系统控制两个系统均为具有位置及动压反馈的闭环系统。
基于PLC的机械手分选大小球~完成版本3

高等教育自学考试毕业论文基于PLC的机械手分选大小球的自动控制主考学校:武汉工业学院专业:机电一体化工程指导老师:胡江萍考生姓名:姚世洪准考证号: 0180082003342011年9月 25 日目录第一章 PLC可编程控制器概述 (3)1.1 PLC可编程控制器的定义 (3)1.2PLC可编程控制器的特点 (3)1.3 PLC可编程控制器的趋势与动向 (5)第二章 PLC可编程控制器的原理 (6)2.1 PLC可编程控制器的组成 (6)2.2 PLC可编程控制器工作原理 (8)2.3 PLC可编程控制器系统设计参考 (9)第三章 PLC在大小球分选系统中的设计 (12)3.1 分选大小球控制系统的工作原理 (12)3.2 分选大小球控制系统的输入/输出地址及定时器分配 (13)3.3 分选大小球控制系统的接线图 (14)3.4 分选大小球控制系统的状态流程图 (15)3.5 分选大小球控制系统的梯形图 (17)3.6 分选大小球控制系统的程序图 (18)总结 (19)致谢 (20)参考文献 (21)摘要机械手是工业机器人系统中传统的任务执行机构,是机器人的关键部件。
机械手在先进制造领域中扮演着极其重要的角色,它可以搬运货物、分选物品、代替人的繁重劳动。
随着工业自动化、机械化进程的加速,自动控制正在逐步取代传统的人工控制,在改善工作人员工作环境的同时也使生产效率大大的提高,能够最大限度地满足被控对象和生产过程的控制要求。
因此被广泛应用于机械制造、冶金、电子、轻工和原子能等部门。
本次毕业设计任务是通过PLC实现机械手分选大小球的自动控制。
论文主要对PLC可编程控制器的概述、特征、大小球分选自动系统中的设计进行具体阐明,并通过PLC来实现大小球分选系统的控制。
设计中采用日本三菱公司具有高性价比的微型可编程控制器FX2系列PLC,实现自动分选大小球的控制系统。
系统充分利用了可编程控制器(PLC)多方面的设计知识和方法,精确的实现了机械手从圆点下降、抓取、上升、右行、下降、释放、上升、左行还原等一系列的动作,完成一整套。
基于PLC的大小球分拣系统设计
出端口上搭建一个 H 桥来实现控制电机的左转和右转。将原
理调试好的程序改写成有两个端口输出来控制电机的右转, 即现在采用的Y10、Y12控制电机右转。同样采用Y11、Y13控
制电机的左转。
控制小球移动的主要功能梯形图中,当下限位闭合的时 候,机械臂将会走小球分支,让置位线圈 S22 得电,电磁铁 开始吸小球,并且Y3的闭合,使到与组态连接的M103得电, 同时与组态进行实时的数据监控,时间继电器T1开始计时时 间为1S。对部分指令程序调试如下1.3所示。
2.设计内容
当输送机处于起始位置时,上限位开关和左限位开关开 关处于闭合的状态,原位指示灯此时闪亮。启动装置后,捡
球装置下行。如果电磁铁碰到大球时上限位动作,而下限位
开关不动作;如果电磁铁碰到小球时下限位开关动作。电磁 铁下降后电磁铁吸球,吸到球后上升,到上限位后机械臂右 移动。如果吸的是小球,则机械臂到小球位,电磁杆下降, 电磁铁失电释放小球到小球的箱子。如果吸取的是大球,则
机械臂到大球位,电磁杆下降,电磁铁失电释放大球到大球
的箱子。吸起小球后,则捡球装置向上行,碰到上
限位开关后,捡球装置向右行;碰到右限位开关(小球
的右限位开关)后,再返回到原位。如果吸起的是大球,捡 球装置右行碰到另一个右限位开关(大球的右限位开关)后, 再向下行,碰到下限位开关后,将大球释放到小球箱里,然 后返回到原位。 然而,在设计机械臂的时候,左限位、小球限位开关和 大球的限位开关的放置,影响到机械臂的移动是否能够触及
到限位开关。所以要对电机上的位置,选定好要设计的左限
位开关、小球限位开关、大球限位开关。并能按照给定的程 序,机械臂能够及时的碰及到限位开关,能够更好的控制好 大小球的分拣。
大小球分拣系统示意图如图1.1所示。
基于PLC的机械手控制设计
基于PLC的机械手控制设计PLC,即可编程逻辑控制器(Programmable Logic Controller),是一种专门用于工业自动化控制的电子设备。
它通过对输入信号进行处理,根据预定的程序逻辑进行运算,并输出控制信号,从而实现对机械手的精确控制。
机械手是一种能够模拟人手动作并完成相应任务的自动化设备。
它由多个关节构成,能够完成物体抓取、搬运、放置等动作。
为了保证机械手的运动精度和稳定性,需要通过PLC进行控制。
机械手的控制系统由传感器、执行器、PLC以及人机界面组成。
传感器用于采集机械手当前的位置、速度、力矩等信息,并将其转化为模拟信号输入到PLC中。
PLC根据预设的程序逻辑进行计算,并输出相应的控制信号。
执行器接收控制信号,并进行相应的动作。
人机界面用于人们与机械手进行交互,如设置任务、监测运行状态等。
机械手的控制程序需要在PLC中进行编写。
编写程序时,需要根据机械手的动作需求和运动学原理进行设计。
如果机械手需要进行物体抓取,就需要编写抓取动作的程序,包括控制机械手关节的运动、控制机械手末端执行器的开合等。
编写程序时,还需要考虑机械手的安全性,如设置限位开关、碰撞检测等功能,以避免意外事故的发生。
在实际控制中,还需要考虑机械手的坐标系与PLC的坐标系之间的转换关系。
通常情况下,机械手的坐标系是基于机械手末端执行器的坐标系进行定义的,而PLC的坐标系是基于机械手本体的坐标系进行定义的。
需要进行坐标系的转换,以保证机械手的控制精度。
机械手的控制程序还需要考虑故障检测和报警功能。
当机械手发生故障时,PLC能够通过接收传感器的信号进行故障检测,并输出相应的报警信息。
这样可以及时发现故障,并采取相应的措施进行修复,以确保机械手的正常运行。
基于PLC的机械手控制设计需要考虑传感器、执行器、PLC以及人机界面的选择和设计,编写相应的控制程序,进行坐标系的转换,以及故障检测和报警功能的实现。
这样可以实现对机械手的精确控制,提高生产效率和安全性。
大小球分拣
题目:大、小球分类选择传送PLC控制
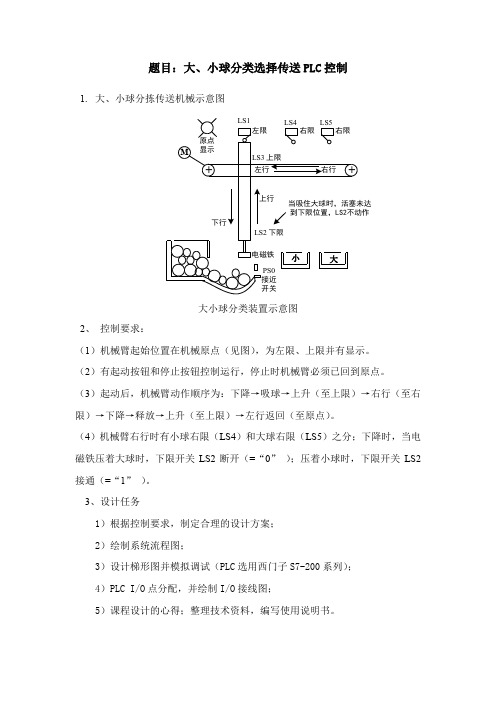
1.大、小球分拣传送机械示意图
大小球分类装置示意图
2、控制要求:
(1)机械臂起始位置在机械原点(见图),为左限、上限并有显示。
(2)有起动按钮和停止按钮控制运行,停止时机械臂必须已回到原点。
(3)起动后,机械臂动作顺序为:下降→吸球→上升(至上限)→右行(至右限)→下降→释放→上升(至上限)→左行返回(至原点)。
(4)机械臂右行时有小球右限(LS4)和大球右限(LS5)之分;下降时,当电磁铁压着大球时,下限开关LS2断开(=“0”);压着小球时,下限开关LS2接通(=“1”)。
3、设计任务
1)根据控制要求,制定合理的设计方案;
2)绘制系统流程图;
3)设计梯形图并模拟调试(PLC选用西门子S7-200系列);
4)PLC I/O点分配,并绘制I/O接线图;
5)课程设计的心得;整理技术资料,编写使用说明书。
基于PLC的机械手控制设计

基于PLC的机械手控制设计一、引言机械手是一种在工业生产中广泛应用的自动化设备,它能够替代人工完成一系列反复繁琐的作业,提高生产效率和产品质量。
在机械手的控制方式中,PLC(可编程逻辑控制器)技术得到了广泛的应用。
PLC具有稳定可靠、易于编程和操作、适应性强等优势,使得它成为机械手控制领域的首选之一。
本文将以基于PLC的机械手控制设计为主题,介绍机械手控制系统的组成、PLC控制原理和方法、控制程序设计等内容,旨在为相关领域的工程师和研究人员提供一些技术参考和指导。
二、机械手控制系统的组成1.机械手机械手是机器人的一种,它通常由伺服电机、控制器、传感器、执行器等组成,用于完成各种工业生产线的装配和搬运任务。
2.PLC控制器PLC是一种专门用于工业控制领域的可编程控制器,它能够实现对各种工业设备和机械手的精确控制。
3.传感器传感器是机械手控制系统中的重要组成部分,它能够实时感知物体位置、姿态等信息,并将这些信息传输给PLC控制器。
4.执行器以上组成部分共同构成了一个完整的机械手控制系统,它能够实现对物体的精确操控,并在工业自动化生产线中发挥重要作用。
三、PLC控制原理和方法PLC控制系统的工作原理是根据预先设定的控制程序,对输入输出设备进行逻辑运算和控制指令的转换,从而实现对工业设备和机械手的精确控制。
PLC控制方法主要包括控制程序设计、硬件接线、参数设置和调试等环节。
控制程序设计是PLC控制系统的核心,它需要根据机械手的具体任务和工作流程,编写相应的逻辑控制程序来实现对机械手的精确控制。
四、控制程序设计1.功能模块划分在进行控制程序设计之前,首先需要对机械手的功能模块进行划分,例如抓取、放置、旋转等功能。
然后,针对每个功能模块,设计相应的逻辑控制程序。
在进行逻辑控制程序设计时,需要根据实际控制要求,采用Ladder图或者其他编程语言,将机械手的控制过程进行精确描述,并将其转化为PLC可读取的指令。
基于PLC的机械手控制设计
基于PLC的机械手控制设计1. 引言1.1 背景介绍随着工业自动化的不断发展和机械手在生产中的广泛应用,基于PLC的机械手控制系统已经成为一个研究热点。
传统的机械手控制系统通常使用传统的控制方法,如PID控制等,但这些方法在复杂的生产环境下往往难以满足需求。
引入PLC作为控制核心,可以提高机械手控制系统的精度、灵活性和可靠性。
本研究将探讨基于PLC的机械手控制设计,通过对PLC在机械手控制中的应用进行深入分析,设计并实现一个高性能的机械手控制系统。
通过PLC编程实现各个关节的控制和协调动作,实现对机械手的精准控制。
将进行系统性能测试和优化改进措施,以验证系统的稳定性和可靠性。
本文旨在研究基于PLC的机械手控制系统,在实际生产中的应用具有重要的意义。
通过本研究,可以为提高机械手控制系统的性能、提升生产效率和质量提供技术支持和借鉴。
【此处省略...】1.2 研究目的研究目的是为了探讨基于PLC的机械手控制设计在工业生产中的实际应用情况,分析其在自动化生产中的优势和不足之处,并提出相应的改进措施。
通过研究机械手控制系统在PLC控制下的工作原理和设计方法,进一步提高机械手的操作效率和精度,实现更加精准和高效的生产。
本研究旨在为工业生产领域提供一种可靠的控制系统设计方案,为企业实现智能化生产提供技术支持。
通过本文的研究,希望能够为相关领域的研究者和工程师提供有益的参考和借鉴,促进PLC 技术在机械手控制领域的应用和推广,推动工业生产的自动化发展,从而提高生产效率和产品质量。
1.3 研究意义机械手在工业生产中扮演着重要的角色,可以进行自动化操作,提高生产效率和质量。
基于PLC的机械手控制设计是实现机械手自动化控制的重要途径。
研究意义有以下几点:1. 提高生产效率:利用PLC控制机械手可以实现高速、精准的操作,提高生产效率,降低生产成本。
2. 提高产品质量:PLC控制可以使机械手动作稳定、精准,避免人为因素对产品质量的影响,提高产品质量和一致性。
基于PLC的大小球分拣系统设计

基于PLC的大小球分拣系统设计大型物流仓库中,大小球分拣系统可以提高物流效率,减少人工操作,实现自动化分拣。
本文将基于可编程逻辑控制器(PLC)设计一个大小球分拣系统。
1.系统结构设计:大小球分拣系统的基本结构包括输送带,PLC控制器,感应器,气动执行机构,大小球分拣装置和人机界面等。
2.硬件设计:(1)输送带:设计多个平行的输送带,用于将大小球从起始点送往目标点。
(2)感应器:通过光电传感器或其他感应器检测输送带上的大小球,将信号传输给PLC控制器。
(3)气动执行机构:根据PLC控制信号,控制气缸的伸缩,实现大小球的分拣。
(4)PLC控制器:作为系统的主控制器,接收感应器的信号,根据程序逻辑控制气动执行机构的动作,实现大小球的分拣。
(5)大小球分拣装置:分为两个部分,一个用于分拣大球,另一个用于分拣小球。
大球分拣装置包括气缸和分拣槽,小球分拣装置也是类似的结构。
(6)人机界面:通过触摸屏或按钮等设备,实现对系统的监控和控制。
3.软件设计:(1)PLC编程:使用PLC编程软件,编写逻辑控制程序。
程序包括事件触发、数据处理、状态转换、运行控制等模块。
(2)分拣规则设计:根据实际需求,设计分拣规则,如大球分拣到左边,小球分拣到右边。
(3)报警系统设计:设计异常报警系统,如感应器异常、气动执行机构异常等,及时发出警报并记录异常信息。
4.工作流程:(1)起点:大小球从起点进入输送带,由感应器检测到信号发给PLC控制器。
(2)PLC控制器:根据感应信号触发相应的控制程序,判断大小球的类型。
(3)气动执行机构:根据PLC控制信号控制气缸伸缩,将大小球分拣到相应的分拣装置中。
(4)分拣装置:大球分拣装置将大球分拣到左边,小球分拣装置将小球分拣到右边。
(5)目标点:经过分拣,大小球分别到达目标点,等待下一步操作。
5.系统优势:(1)高效性:使用PLC控制,实现自动分拣,提高分拣速度和效率。
(2)准确性:通过感应器和PLC控制器,实现准确的分拣,避免人工操作带来的误差。
机械手分拣大小球课程设计
摘要随着经济不断发展,人们的生活水平不断提高,将PLC应用到分离机的电气控制系统,可实现分离机的自动化控制,降低系统的运行费用。
在生产过程中,经常要对流水线上的产品进行分拣,本课程设计拟设计大小球分拣传送机控制系统的PLC设计,采用的德国西门子S7-200 系列(cpu-224)PLC,对机械臂的上下、左右以及抓取运动进行控制,用于分捡大小球的机械装置。
我们利用可编程技术,结合相应的硬件装置,控制机械手完成各种动作。
目录摘要 0第一章PLC应用系统设计基础知识 (2)1.1 可编程控制器的产生与发展 (2)1.2 可编程控制器的用途及特点 (4)1.3 可编程控制器基本工作原理 (5)1.4 PLC控制系统设计的原则和内容 (6)1.5 PLC的选型 (7)第二章PLC在大小球的分拣系统中的设计 (9)2.1 大、小球分栋传送机械示意图 (9)2.2 分拣系统的控制要求 (10)2.3 大小球分拣的设计思想 (11)2.4 I/O编址 (12)2.5 机械手分拣球控制系统的接线图 (13)第三章软件设计 (14)3.1 顺序功能图概述 (14)3.2 机械手分拣大小球控制程序流程图 (15)3.3 机械手分拣大小球控制程序的梯形图 (17)3.4 机械手分拣大小球控制程序的指令表 (23)第四章总结 (27)参考文献 (28)第一章PLC应用系统设计基础知识1.1 可编程控制器的产生与发展可编程控制器(Programmable Controller,PC),是近几年迅速发展并得到广泛应用的新一代工业自动化控制装置。
早期主要用于计数、定时以及开关量的逻辑控制,为了和个人计算机相区别,把可编程控制器缩写为PLC(Programmable Logic Controller )。
国际电工委员会(IEC)于1985年发布的可编程器标准草案中,对可编程控制器的定义如下。
“可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计的。
基于PLC的机械手控制设计
基于PLC的机械手控制设计1. 引言1.1 背景介绍背景介绍:机械手是一种能够模仿人手动作完成各种工作任务的机械装置,具有高效、精准、稳定的特点,被广泛应用于工业生产线、仓储物流等领域。
随着工业自动化水平的不断提高,机械手在生产中的应用越来越广泛,对机械手控制技术的要求也越来越高。
本文旨在研究基于PLC的机械手控制设计,探讨PLC在机械手控制中的应用,设计机械手控制系统,并进行实验验证。
通过本研究,旨在提高机械手控制精度和稳定性,推动工业自动化技术的发展,为工业生产提供更多可能性。
1.2 研究意义机器人技术在现代工业生产中起着越来越重要的作用,而机械手作为机器人的重要组成部分,其控制技术的研究对于提高生产效率、降低成本具有重要意义。
研究如何利用PLC进行机械手控制设计,可以实现机械手的自动化控制,提高生产线的运行效率,减少人为操作的误差,提高产品的质量稳定性。
在工业生产中,机械手的广泛应用使得对其控制技术的研究变得至关重要。
通过PLC的应用,可以实现机械手的精准运动控制,灵活适应不同的工作环境和任务要求。
PLC具有高度稳定性和可靠性,能够保证机械手的稳定运行,提高生产效率。
通过本研究,可以深入了解PLC在机械手控制中的具体应用方法,为工程师和研究人员提供参考和借鉴。
本研究的结果也有助于推动机械手领域的发展,促进工业自动化水平的提升。
研究如何基于PLC进行机械手控制设计具有重要的理论和实践意义。
1.3 研究目的研究目的是为了探究基于PLC的机械手控制设计在工业自动化领域的应用效果,为工业生产提高效率、降低成本和减少人为操作风险提供技术支持。
通过本研究,可以深入了解PLC在机械手控制系统中的具体应用方式和优势,为工程技术人员提供可靠的控制方案。
通过对PLC程序设计和机械手运动控制的研究,可以为相关领域的技术人员提供实用的指导和参考。
本研究的目的还在于验证基于PLC的机械手控制系统的可行性和稳定性,为工业生产过程中的自动化控制提供科学依据。
PLC控制机械手自动分检大小球系统解析

摘要进入二十一世纪之后,随着人类对科学技术知识的掌握达到了一个新的高度,越来越多的知识转化为实际生产力后,一大批新技术,新设备开始应用在各个领域的生产中。
为了节省生产资料和人工成本,工业机器人及其自动控制系统开始大量装备在工厂里的生产流水线上。
机械手是最早出现的工业机器人,也是最早出现的现代机器人,它可代替人的繁重劳动以实现生产的机械化和自动化,其积极作用正日益为人们所认识,它能部分地代替人的劳动并能达到生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送。
许多发达国家十分对它重视,并投入了大量的人力物力加以研究和应用。
在我国,自主研发的工业机器人在近几年来也有较快的发展,并取得一定的成果。
在生产过程中,经常要对流水线上的产品进行分捡,为了提高生产效率,本设计拟开发物料搬运机械手,采用的德国西门子S7-200系列PLC,对机械手的上下、左右以及抓取运动进行控制,来设计一种用于分捡大小球的机械装置。
我们利用可编程技术,结合相应的硬件装置,控制机械手完成各种动作,目标是使此系统具有自动化程度高、运行稳定、精度高、易控制的特点,可根据不同对象,稍加修改本系统即可实现要求。
关键词:PLC 大小球机械手AbstractEnter after twenty-first Century, along with human knowledge of science and technology has reached a new height, more and more knowledge into practical productivity, a large number of new technology, new equipment applied in various fields of production. In order to save the production data and labour cost, industrial robots and automatic control system to begin a large number of equipment in the factory production line. The manipulator is the earliest industrial robot, is the earliest modern robot, it can replace people arduous labor to realize the production mechanization and automation, its positive role is increasingly recognized, it can partially replace human labor and can meet the production process requirements, follow certain program, time and location to complete workpiece transfer. Many developed countries are on it seriously, and put a lot of manpower and material resources to study and apply. In our country, the independent research and development of industrial robot in recent years have rapid development, and achieved certain results. In the production process, often on assembly line products of sorting, in order to improve production efficiency, this design aims to develop a manipulator, by German Siemens S7-200series PLC, the mechanical hand on, around and grabbing motion control, to design the size of the ball for sorting machine. We use the programmable technology, combined with the corresponding hardware device, control manipulator to complete a variety of actions, the target is to make this system has a high degree of automation, stable operation, high precision, easy to control, according to different object, minor modifications to the system can reach the requirements. Key words: PLC size of spherical manipulator目录摘要 (I)Abstract ............................................... I I 1 绪论. (1)1.1 课题的背景意义 (1)1.2 课题的目的及要求 (4)1.3 课题目前的发展状况 (4)1.4 设计内容及要求 (5)2 可编程控制器概述 (6)2.1 PLC的产生与定义 (6)2.2 PLC的基本组成及其作用 (7)2.3 PLC的发展 (10)2.4 PLC的应用领域 (15)2.5 PLC的特点 (17)3 大小球分拣系统的控制系统设计 (19)3.1 PLC控制系统设计的原则与内容 (19)3.2 PLC的选型 (19)3.3 大小球分拣系统的功能 (20)3.4 设计思想 (20)3.5 系统的结构 (21)3.6 I/O编址 (22)3.7 机械手分拣系统的接线图 (23)4 大小球分拣系统的软件程序 (24)4.1 自动分拣大小球系统控制程序工作框图 (24)4.2 梯形图概述 (25)4.3 机械手分拣大小球控制程序的梯形图(见附录) (26)结论 (27)致谢 (28)参考文献 (29)附录 (30)1 绪论1.1 课题的背景意义自动分拣系统(Automated Sorting System)是二次大战后率先在美国、日本的物流中心中广泛采用的一种自动化作业系统,该系统目前已经成为发达国家大中型物流中心不可缺少的一部分。
基于PLC的机械手大小球分拣控制设计

November 2015 PACKAGING 67学术天地PROCESS AND DESIGN ·材料与设备引言在生产过程中,经常要对流水线上的产品进行分拣,为了提高生产效率,本设计拟开发机械手物料分拣控制系统。
采用德国西门子S7-200系列PLC,对机械手分拣大小球的运动进行控制。
1 机械手物料分拣控制系统设计1.1 控制要求(1)初始状态:机械手在原点,压下上限位开关和左限位开关,抓球电磁铁处于失电状态,原点指示灯亮;(2)有启动按钮和停止按钮控制运行,设停止时机械手必须回到原点;(3)启动后,机械手工作顺序为:下行至下限→吸球1s→上行至上限→右行至右限→下行至下限→ 释放1s→上升至上限→左行至左限进行下一次循环;(4)吸球时,如果吸住小球,大小球检测开关为ON;如果吸住大球,检测开关为OFF;机械手右行时有小球右限位和大球右限位之分。
1.2 I/0分配机械手大小球分拣装置I/0分配表如下表所示。
1.3 PLC选型从上面的分析可知,有开关量输入点8个,输出点6个,选用S7—200系列的CPU224CN。
1.4 顺序功能图设计顺序功能图如图所示,由于大小球不同,所以用选择序列使机械手能够在右行后在不同的位置下行,把大小球分别放进各自的箱子里去。
M0.0是选择逻辑电路,由I0.0和I0.1组成的起保停电路,决定系统是进行单周期操作还是循环操作。
结语本文以西门子S7-200 PLC为基础,对机械手大小球分拣控制系统进行设计,通过对控制要求的分析对I/O进行分配,设计顺序功能图并将其转化为梯形图,进行上机模拟调试,调试结果显示能够按照控制要求进行机械手大小球分拣控制。
基于PLC的机械手大小球分拣控制设计杨海兰(甘肃畜牧工程职业技术学院,甘肃 武威 733006)【摘 要】采用西门子S7-200系列PLC对机械手的上下、左右以及抓取运动进行控制,设计一种用于大小球分拣的机械装置,具体设计了控制系统的顺序功能图。
基于PLC的机械手自动分选大小球设计_毕业设计PPT

机械手分选大小球自动控制系统设计的实验过程
将PLC调到运行状态后,机械手首先自动向左向上运动,待碰到左 限位和上限位开关后停止(既原点位置),然后通过计数脉冲向右运行 到取物区位置(初始位置)停止。以上动作完成后,按下启动按钮一次 ,机械手连续运行"单步控制实验"中的动作,首先机械手下行至碰到货 物,如果下方放的是小球,则机械手能够碰到下限位开关,下行停止; 如果下方放的是大球,则机械手不能碰到下限位开关,则通过延时开关 使下行停止。然后电磁铁通电吸附铁球,然后机械手上行,碰到上限位 开关,上行停止,然后机械手右行,如果是大球则碰到大球的右限位开 关,右行停止;如果是小球则运行400个计数脉冲后右行停止。然后机 械手下行,机械手将球放到指定位置(大球放于大球右限位开关的正下 方;小球放于400个计数脉冲停止处的正下方)后,电磁铁停止通电,机 械手上行,上行至上限位开关后,上行停止,然后机械手左行,左行至 左限位开关后,左行停止,然后再重复执行上面的过程。当按下停止按 钮时,机械手并不立即停止运行,而是将货物放至货位处,释放钢球后 才停止。
PLC作为一种新型的工业控制器,它是以微处理器为核心,综 合计算机技术、自动控制技术和通信技术发展起来的一种新型 、通用的自动控制装置,具有结构简单、易于编程、性能优越、 可靠性高、灵活通用和使用方便等一系列优点。易于实现机电一 体化且非常适合在环境条件较恶劣下使用。
PLC的系统结构
PLC主要包括中央处理单元CPU、存储器RAM和ROM、输入输出接 口电路、电源、I/O扩展接口、外部设备接口等。其内部也是采用总线结 构来进行数据和指令的传输。
S0.0 SM0.0 M0.1 左行:Q0.0, 1 上行:Q0.2, 1 SM0.0
左限位:I1.0 左行:Q0.0, 1
1基于plc物料分拣机械手自动控制系统设计

1基于plc物料分拣机械手自动控制系统设计毕业设计题目PLC机械手物料分拣控制毕业设计系别机电系专业机电一体化班级机电1301班姓名党海旺学号143571303040045指导教师冯飞日期2016年4月基于PLC物料分拣机械手自动控制系统设计摘要:机械手是一种按固定程序抓取、搬运物件或操作工具的自动操作装置。
主要有手部、运动机构和控制系统三大部分组成。
本文在阐述其结构和工作原理的基础上,提出了用气动驱动和PLC控制的设计方案。
以三菱的FX2N系列可编程控制器为控制器设计机械手工作的控制系统,给出了输入输出分配表,并选择了相应的传感器,采用气动驱动,得到了可编程控制器外部硬件接线图,给出了相应的梯形图和指令表,实现对机械手的自动控制、故障报警等功能。
关键词:机械手;气动控制;PLC;自动化控制;物料分拣The Design on the Automatic Control System of the Sorting Materials Manipulator Based on PLCAbstract:Fetching manipulator is a kind of automatic operation device which can move objects or tools According to fixed program. It mainly composes of hand, movement mechanism and control system. This paper puts forward the designing scheme of pneumatic drive and PLC control, on the basis of expounding its structure and working principle. With Mitsubishi FX2N series programmable controller work for controller design of manipulator control system, it gives the input and output allocation table, selecting the corresponding sensors, adopting pneumatic drive, getting the programmable controller external hardware wiring diagram and ladder diagram and instruction list and realizes of the automatic control of the manipulator, fault alarm, etc.Key words:manipulator; pneumatic-driven; programmable logic controller; automatic control; sorting materials引言随着工业的高速发展,机械手作为前沿的产品应自动化设备更新时的需要,已经在工业生产中得到了广泛的应用。
1基于plc物料分拣机械手自动控制系统设计

毕业设计题目PLC机械手物料分拣控制毕业设计系别机电系专业机电一体化班级机电1301班姓名党海旺学号 45指导教师冯飞日期 2016年4月基于PLC物料分拣机械手自动控制系统设计摘要:机械手是一种按固定程序抓取、搬运物件或操作工具的自动操作装置。
主要有手部、运动机构和控制系统三大部分组成。
本文在阐述其结构和工作原理的基础上,提出了用气动驱动和PLC控制的设计方案。
以三菱的FX2N系列可编程控制器为控制器设计机械手工作的控制系统,给出了输入输出分配表,并选择了相应的传感器,采用气动驱动,得到了可编程控制器外部硬件接线图,给出了相应的梯形图和指令表,实现对机械手的自动控制、故障报警等功能。
关键词:机械手;气动控制;PLC;自动化控制;物料分拣The Design on the Automatic Control System of the Sorting Materials Manipulator Based on PLCAbstract:Fetching manipulator is a kind of automatic operation device which can move objects or tools According to fixed program. It mainly composes of hand, movement mechanism and control system. This paper puts forward the designing scheme of pneumatic drive and PLC control, on the basis of expounding its structure and working principle. With Mitsubishi FX2N series programmable controller work for controller design of manipulator control system, it gives the input and output allocation table, selecting the corresponding sensors, adopting pneumatic drive, getting the programmable controller external hardware wiring diagram and ladder diagram and instruction list and realizes of the automatic control of the manipulator, fault alarm, etc.Key words:manipulator; pneumatic-driven; programmable logic controller; automatic control; sorting materials引言随着工业的高速发展,机械手作为前沿的产品应自动化设备更新时的需要,已经在工业生产中得到了广泛的应用。
基于PLC的分拣机械手自动化控制系统设计-开题报告

(1).机械手的运转方面:
1)如何实现机械手的上升,下降等操作;
2)机械手如何能够将产品分拣出来。以上这些都将给我们的设计带来难度
(2)plc的步进指令编程方面:
1)首先要把整个控制过程按任务要求分解,如何画出机械手系统控制过程的流程图;
2)分配,确定状态器元件,弄清每个被分配状态器的功能;
[4]易传禄主编.《可编程序控制器应用指南》上海科普出版社
[5]方承远主编.《工厂电气控制技术》机械工业出版社
[6]王永华主编.《现代电气及可编程技术》机械工业出版社
[7]汤以范主编.《电气与可编程序控制器技术》机械工业出版社
写作进度安排
2011年9月---2011年10月:查阅、收集相关技术资料,完成开题报告。
2011年10月---2011年11月:据设计要求,制定总体设计规划,拟定论文提纲。
2011年11月---2011年2月:硬件软件设计。
2011年2月---2011年3月:完成论文的修订工作
2011年3月---2011年4月:准备答辩。
指导教师意见:
指导教师:年 月 日
开题小组意见
开题小组组长:年 月 日
随着机械手发展的深度和广度以及机器人智能水平的提高,机械手已在众多领域得到了应用。从传统汽车制造领域向非制造领域延伸。如采矿机器人、建筑业机器人以及水电系统用于维修维护的机器人等。在国防军事、医疗卫生、食品加工、生活服务等领域机械手的应用也越来越多。
2.3主要研究内容和难点
目前,自动分拣系统在生产工业领域的一个研究热点,该系统主要有机械手的运用和plc的步进指令编程。而自动分拣系统的软件编程是这设计的基础,关系着整个系统的成败。本文正是以基于机械手中电动机转动为研究对象,并结合plc软件编程控制进行了一系列研究,最终提出了一整自动分拣机plc控制系统实现方案,并进行了实现。
基于PLC的大小球分拣系统设计_毕业设计论文

基于PLC的大小球分拣系统设计摘要大、小球分拣传送以其对人们生活的积极影响特别是在工业上的普遍应用不断被人们所认识,作为可操控机械,它能够部分地代替人的劳动并能达到生产工艺的要求,遵循事先设定的步骤来完成工件的分拣传送,大大地节省了人类的劳动时间,更因其能适应复杂的环境,从而改善了人们的工作环境。
随着科技的不断发展,在工业领域其应用范围不断增加,并取得了一定的成果。
本课题设计了大、小球的分类选择传送系统,采用日本三菱公司的FX2N系列PLC,对机械臂的上下、左右移动以及对球的抓取和释放的运动过程进行控制。
我们利用可编程控制技术,并结合相应的硬件装置,来控制机械臂完成各种动作,实现大小球的分类选择传送。
关键词:PLC , 大小球, 机械臂, 原点显示目录第1章概述 (1)1.1选题背景 (1)1.2可编程控制器介绍 (1)1.3控制要求 (2)第2章硬件设计 (3)2.1 主电路设计 (3)2.2 I/O地址分配及接线图 (4)2.3 元件的选择 (5)第3章软件设计 (7)3.1系统流程图 (7)3.2顺序功能图 (8)3.3梯形图和指令表 (9)3.4程序分析 (1)第4章软硬件调试 (1)4.1系统调试 (1)4.2 使用说明 (2)结论 (2)设计感想 (3)参考文献 (3)第1章概述1.1选题背景大、小球选择分类传送作为工业中器件选择传送的一个写照,在工业控制中它的应用领域不断拓宽。
它能够通过编程来完成各种预期的作业任务,并能在各种复杂环境中工作,在构造和性能上兼有人和机器各自的优点,尤其在人工智能方面大大地增加其效率,同时也改善了人类的工作环境与工作强度。
中国在科技发展方面发展水平较低,在工业中分拣传送劳动密集型还占有相当大的份额。
由于人的劳动能力有限,并且人不能持续长时间的高强度工作,因此在劳动效率上往往是制约企业发展的关键性因素,为了提高劳动效率,抢占市场份额,各个企业也不断的引进和更新自动化设备来提高效率,同时降低人的工作强度。
基于:PLC控制机械手抓取大小球课程设计

目录摘要 (1)第一章概述 (2)1.1 机械手在生活中的背景 (2)1.2 机械手使用的意义 (2)1.3 PLC工作原理 (3)第二章大小球硬件设计 (6)2.1系统的要求及工作示意图 (6)2.2 I/O编址及工作框图 (7)2.3电器元件选型 (8)2.4 系统主电路图 (8)2.5 分拣大小球设计思想 (9)第三章PLC分拣大小球软件设计 (10)3.1 机械手分捡大小球控制程序流程图 (10)3.2 机械手分捡大小球控制程序梯形图 (11)3.3 机械手分捡大小球控制程序指令表 (14)3.4 机械手分捡大小球控制程序分析 (15)第四章结论 (17)参考文献 (18)摘要机械手的优良作用正日益为人们所认识,第一,它可以代替生产者的部分劳动生产力,可以代替生产者在污染严重、高危险环境下作业。
而且可以被严格的控制并达到人们对机械手作业的要求。
同时可以遵循一定程序、时间和位置来完成工件的传送。
同时,它能大大地改善劳动者的劳动条件,加快实现工业生产机械化和自动化的向前发展的趋势。
因此,受到各先进单位的重视并投入了大量的人力物力加以研究和应用。
本设计采用德国西门子S7-200系列PLC,对机械手的上下、左右运动及抓取、松放小球进行控制。
利用可编程技术,结合相应的硬件装置,控制机械手完成各种动作。
关键字: PLC 机械手抓取大小球第一章概述1.1机械手在生活中的背景能模仿人手和臂的某些动作功能,用以按固定程序抓取、搬运物件或操作工具的自动操作装置。
它可代替人的繁重劳动以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全,因而广泛应用于机械制造、冶金、电子、轻工和原子能等部门。
机械手主要由手部和运动机构组成。
手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。
运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高等教育自学考试毕业论文基于PLC的机械手分选大小球的自动控制主考学校:武汉工业学院专业:机电一体化工程指导老师:胡江萍考生姓名:姚世洪准考证号: 0180082003342011年9月 25 日目录第一章 PLC可编程控制器概述 (3)1.1 PLC可编程控制器的定义 (3)1.2PLC可编程控制器的特点 (3)1.3 PLC可编程控制器的趋势与动向 (5)第二章 PLC可编程控制器的原理 (6)2.1 PLC可编程控制器的组成 (6)2.2 PLC可编程控制器工作原理 (8)2.3 PLC可编程控制器系统设计参考 (9)第三章 PLC在大小球分选系统中的设计 (12)3.1 分选大小球控制系统的工作原理 (12)3.2 分选大小球控制系统的输入/输出地址及定时器分配 (13)3.3 分选大小球控制系统的接线图 (14)3.4 分选大小球控制系统的状态流程图 (15)3.5 分选大小球控制系统的梯形图 (17)3.6 分选大小球控制系统的程序图 (18)总结 (19)致谢 (20)参考文献 (21)摘要机械手是工业机器人系统中传统的任务执行机构,是机器人的关键部件。
机械手在先进制造领域中扮演着极其重要的角色,它可以搬运货物、分选物品、代替人的繁重劳动。
随着工业自动化、机械化进程的加速,自动控制正在逐步取代传统的人工控制,在改善工作人员工作环境的同时也使生产效率大大的提高,能够最大限度地满足被控对象和生产过程的控制要求。
因此被广泛应用于机械制造、冶金、电子、轻工和原子能等部门。
本次毕业设计任务是通过PLC实现机械手分选大小球的自动控制。
论文主要对PLC可编程控制器的概述、特征、大小球分选自动系统中的设计进行具体阐明,并通过PLC来实现大小球分选系统的控制。
设计中采用日本三菱公司具有高性价比的微型可编程控制器FX2系列PLC,实现自动分选大小球的控制系统。
系统充分利用了可编程控制器(PLC)多方面的设计知识和方法,精确的实现了机械手从圆点下降、抓取、上升、右行、下降、释放、上升、左行还原等一系列的动作,完成一整套。
关键词:机械手,可编程控制器(PLC),自动化控制,大小球分选第一章 PLC可编程控制器概述1.1 PLC可编程控制器的定义可编程控制器(PROGRAMMABLE LOGICAL CONTROLLER,简称PLC)与个人计算机的PC相区别,用PLC表示。
PLC是在传统的顺序控制器的基础上引入了微电子技术、计算机技术、自动控制技术和通讯技术而形成的新一代工业控制装置,目的是用来取代继电器,执行逻辑、记时、计数等顺序控制功能,建立柔性的程控系统。
国际电工委员会(IEC)颁布了对PLC的规定:可编程控制器是一种数字运算操作的电子系统,PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
1.2 PLC可编程控制器的特点(1)可靠性高,抗干扰能力强。
PLC用软件代替大量的中间继电器和时间继电器,仅剩下与输入和输出有关的少量硬件,接线可减少到继电器控制系统的1/10~1/100,因触点接触不良造成的故障大为减少。
高可靠性是电气控制设备的关键性能。
PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了先进的抗干扰技术,具有很高的可靠性。
例如三菱公司生产的F系列PLC平均无故障时间高达30万小时。
一些使用冗余CPU的PLC 的平均无故障工作时间则更长。
从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低。
此外,PLC带有硬件故障自我检测功能,出现故障时可及时发出警报信息。
在应用软件中,应用者还可以编入外围器件的故障自诊断程序,使系统中除PLC 以外的电路及设备也获得故障自诊断保护。
这样,整个系统具有极高的可靠性也就不奇怪了。
(2)硬件配套齐全,功能完善,适用性强PLC发展到今天,已经形成了大、中、小各种规模的系列化产品,并且已经标准化、系列化、模块化,配备有品种齐全的各种硬件装置供用户选用,用户能灵活方便地进行系统配置,组成不同功能、不同规模的系统。
PLC的安装接线也很方便,一般用接线端子连接外部接线。
PLC有较强的带负载能力,可直接驱动一般的电磁阀和交流接触器,可以用于各种规模的工业控制场合。
除了逻辑处理功能以外,现代PLC大多具有完善的数据运算能力,可用于各种数字控制领域。
近年来PLC的功能单元大量涌现,使PLC渗透到了位置控制、温度控制、CNC等各种工业控制中。
加上PLC通信能力的增强及人机界面技术的发展,使用PLC组成各种控制系统变得非常容易。
(3)易学易用,深受工程技术人员欢迎PLC作为通用工业控制计算机,是面向工矿企业的工控设备。
它接口容易,编程语言易于为工程技术人员接受。
梯形图语言的图形符号与表达方式和继电器电路图相当接近,只用PLC的少量开关量逻辑控制指令就可以方便地实现继电器电路的功能。
为不熟悉电子电路、不懂计算机原理和汇编语言的人使用计算机从事工业控制打开了方便之门。
(4)系统的设计、安装、调试工作量小,维护方便,容易改造PLC的梯形图程序一般采用顺序控制设计法。
这种编程方法很有规律,很容易掌握。
对于复杂的控制系统,梯形图的设计时间比设计继电器系统电路图的时间要少得多。
PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护也变得容易起来。
更重要的是使同一设备经过改变程序改变生产过程成为可能。
这很适合多品种、小批量的生产场合。
(5)体积小,重量轻,能耗低以超小型PLC为例,新近出产的品种底部尺寸小于100mm,仅相当于几个继电器的大小,因此可将开关柜的体积缩小到原来的1/2~1/10。
它的重量小于150g,功耗仅数瓦。
由于体积小很容易装入机械内部,是实现机电一体化的理想控制设备。
1.3 PLC可编程控制器的趋势与动向一、当代PLC技术的发展趋势发展迅速,产品更新换代;开发各种智能化模块,不断增强过程功能;PLC与个人计算机(PC)结合;通信联网功能不断增强;发展新的编程语言,增强容错功能。
二、当代PLC技术的发展动向美国通用汽车以用户身份提出新一代控制器应具备十大条件,这十大条件是:1. 编程方便,可在现场修改程序;2. 维修方便,最好是插件式;3. 可靠性高于继电器控制柜;4. 体积小于继电器控制柜;5. 可将数据直接送入管理计算机;6. 在成本上可与继电器控制竞争;7. 输入可以是交流115V;8. 输出为交流115V/2A以上,能直接驱动电磁阀;9. 在扩展时,原有系统只要很小变更;10. 用户程序存储容量至少能扩展到4K字节。
1969年美国数字设备公司成功研制世界第一台可编程序控制器PDP-14,并在GM公司的汽车自动装配线上首次使用并获得成功。
接着美国MODICON公司也研制出084控制,从此,这项新技术迅速在世界各国得到推广应用。
1971年日本从美国引进这项技术,很快研制出第一台可编程序控制器DSC-18。
1973年西欧国家也研制出他们的第一台可编程控制器。
我国从1974年开始研制,1977年开始工业推广应用。
进入20世纪70年代,随着微电子技术的发展,尤其是PLC采用通讯微处理器之后,这种控制器就不再不局限于当初的逻辑运算了,功能得到更进一步增强。
进入20世纪80年代,随着大规模和超大规模集成电路等微电子技术的迅猛发展,以16位和少数32位微处理器构成的微机化PLC,使PLC的功能增强,工作速度快,体积减小,可靠性提高,成本下降,编程和故障检测更为灵活,方便。
第二章 PLC 可编程控制器的原理2.1 PLC 可编程控制器的组成输入/输出单元电源1、中央处理器(CPU ):它是PLC 的核心和控制指导中心,CPU 通过三总线与存储器、I/O 接口电路相连接,完成信息传递、转换等。
CPU 的主要功能:接受输入信号并存入存储器,读出执行指令,将结果输出,处理中断请求,准备下一条指令。
2、存储器:用来存储系统程序、用户程序、逻辑变量、系统组态等。
系统程序存储器:用于存储系统管理程序固化在ROM 中。
用户程序存储器:用户设计编辑的应用程序和系统参数。
3、输入、输出接口电路(1)输入接口电路:开关量输入单元多为直流输入单元。
一般PLC 内部提供24V 直流电源,用户只需将开关、按钮、行程开关和传感器等主令电器接在输入端子和公共端子之间即可,这就是所谓无源式直流输入,单图中只画出对应于一个输入点的输入电路,个个输入点所对应的输入中央处理器(CPU )运算器(加工厂)控制器(指挥中心)存储器只读存储器(ROM )随机存储器(RAM )电路均相同。
输入接口电路提高抗干扰能力的方法主要有:a)采用光电耦合器为电流输入型,能有效地避免输入端引线可能引入的电磁场干扰和辐射干扰。
b)光敏输出端设置RC滤波器,是为了防止用开关类触点输入时触点振颤及抖动等引起的误动作。
(注)接口电路等效一接口继电器,但并不是真的有继电器。
三菱PLC输入端子用X表示,采用八进制编号方法即:X00、X01、X02、X03、X04、X05、X06、X07X10、X11、X12、X13、X14、X15、X16、X17(2)输出接口电路:a. 继电器输出型R:有触点的输出方式,用于直流或低频交流负载。
b. 晶体管输出型S:无触点的输出方式,用于直流高速、小功率负载。
c. 晶闸管输出型T:无触点输出方式,用于交流高速、大功率负载。
[注]晶体管、晶闸管输出都有漏电流存在,使用时要注意。
(1)PLC输出接口是成组的,每一组有一个COM口只能使用同一种电源电压。
(2)PLC输出负载能力有限,具体参数请阅读相关资料。
(3)对于电感性负载应加阻容保护。
(4)负载采用直流电源小于30V时,为了缩短响应时间,可用并接续流二极管的方法改善响应时间。
外部接口:每台plc都有外设端口,对称外设接口、外接接口。
它是在主机外壳上与外部设备配接口插座。
同过电缆线可配接偏移器、计算机、其他plc、打印机等。
4、I/O扩展器通过I/O扩展器端口连接I/O扩展单元来增加I/O点。
A/D和D/A单元一般也通过该接口与主机连接。
各种智能单元链接单元。
设有I/O扩展端口的PLC不能进行I/O点扩展。
5、编程器编程器作用是将用户编写的程序下载至PLC的用户程序存储器,并利用编程器检查、修改和调试用户程序,监视用户程序的执行过程,显示PLC状态、内部器件及系统的参数等。