激光堆焊司太立6与WC混合粉末的性能
司太立stellite 6钴基合金化学成分司太立6硬度

司太立stellite 6商标和化学成分商标碳锰硅铬镍钼钨钴铁其他密度 g/cm3 硬度 HRCStellite12 1.10-1.70 1.00 1.00 28.0-32.0 3.00 7.00-9.50 Bal. 3.00 P.03MAX S.03MAX8.40 44-49stellite 6以及固溶强化或分出强化等效果。
工作环境超恶劣:镍基合金被广泛用于各种苛刻之使用条件,如航天飞行引擎燃气室的高温高压部份、核能、石油、海洋工业之结构件,耐蚀管线等。
Stellite合金功能特点一般钴基高温合金短少共格的强化相,尽管中温强度低(只有镍基合金的50-75%),但在高于980℃时具有较高的强度、杰出的抗热疲惫、抗热腐蚀和耐磨蚀功能,且有较好的焊接性。
适于制造航空喷气发动机、工业燃气轮机、舰船燃气轮机的导向叶片和喷嘴导叶以及柴油机喷嘴等。
碳化物强化相钴基高温合金中最主要的碳化物是MC,M23C6和M6C在铸造Stellite合金中,M23C6是缓慢冷却时在晶界和枝晶间分出的。
在有些合金中,细小的M23C6能与基体γ构成共晶体。
MC碳化物颗粒过大,不能对位错直接发生显着的影响,因而对合金的强化效果不显着,而细小弥散的碳化物则有杰出的强化效果。
位于晶界上的碳化物(主要是M23C6)能阻止晶界滑移,然后改进耐久强度,钴基高温合金HA-31(X-40)的显微安排为弥散的强化相为(CoCrW)6 C型碳化物。
在某些Stellite合金中会出现的拓扑密排相如西格玛相和Laves等是有害的,会使合金变脆。
Stellite合金较少使用金属间化合物进行强化,因为Co3 (Ti﹐Al)﹑Co3Ta等在高温下不够稳定,但近年来使用金属间化合物进行强化的Stellite合金也有所发展。
Stellite合金中碳化物的热稳定性较好。
温度上升时﹐碳化物集聚长大速度比镍基合金中的γ相长大速度要慢,重新回溶于基体的温度也较高(高可达1100℃),因而在温度上升时﹐Stellite合金的强度下降一般比较缓慢。
司太立合金stellite6K stellite6 stellite6B

上海荣昆金属供应司太立合金的典型牌号有:司太立合金 stellite6, stellite6B,stellite6K,stellite21,stellite25,GH605、GH5188。
门、涡轮机叶片
高温高压阀门、锯齿、螺旋 Stellite 12 47 1.45 29.00 2.00 8.50 3.00 1.00 3.00 Bal 1.00
推杆等
Stellite 20 54 2.45 32.50 1.00 17.00 3.00 1.00 3.00 Bal 0.50 轴承套筒、耐磨板
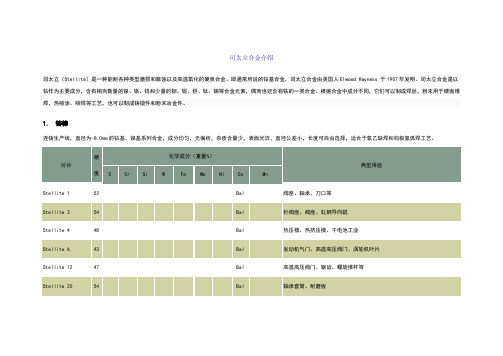
司太立合金的典型牌号有:
Stellite1,Stellite4,Stellite6,Stellite12,Stellite20,Stellite31,Stellite100
一 中国牌号:钴基高温合金 (钴铬钨,钴铬钼) GH5188(GH188);GH5605(GH605);GH5941(GH941);GH6159(GH159);GH6783 (GH783) 二 产品形态: 国内钴基高温合金牌号的母合金,锻棒,锻件与精密铸件; 三 钴基合金主要特点:同时满足耐热耐腐蚀耐磨性能要求; 四 荣昆金属产品性能特点:材料纯净,组织致密,性能均衡;
3.00 Bal 1.00 针阀座、阀座、轧钢导向辊
热压模、热挤压模、干电池 Stellite 4 48 0.90 32.00 1.00 13.50 1.00 0.50 0.50 Bal 0.50
工业
发动机气门、高温高压阀 Stellite 6 43 1.20 29.00 1.20 4.50 3.00 1.00 3.00 Bal 1.00
等离子堆焊镍基合金粉末的组织与性能
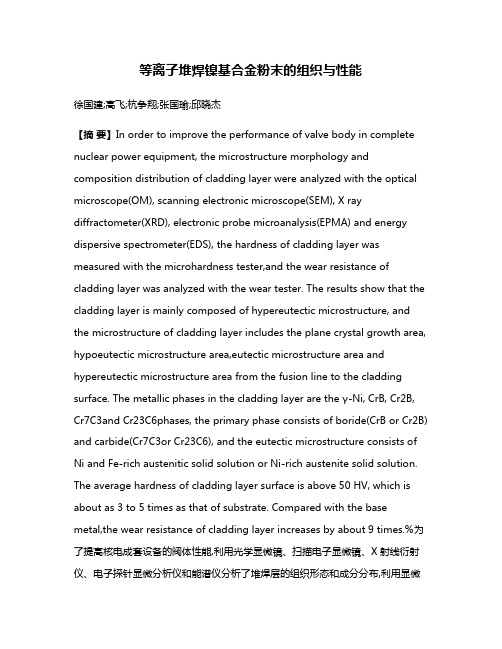
等离子堆焊镍基合金粉末的组织与性能徐国建;高飞;杭争翔;张国瑜;邱晓杰【摘要】In order to improve the performance of valve body in complete nuclear power equipment, the microstructure morphology and composition distribution of cladding layer were analyzed with the optical microscope(OM), scanning electronic microscope(SEM), X ray diffractometer(XRD), electronic probe microanalysis(EPMA) and energy dispersive spectrometer(EDS), the hardness of cladding layer was measured with the microhardness tester,and the wear resistance of cladding layer was analyzed with the wear tester. The results show that the cladding layer is mainly composed of hypereutectic microstructure, and the microstructure of cladding layer includes the plane crystal growth area, hypoeutectic microstructure area,eutectic microstructure area and hypereutectic microstructure area from the fusion line to the cladding surface. The metallic phases in the cladding layer are the γ-Ni, CrB, Cr2B, Cr7C3and Cr23C6phases, the primary phase consists of boride(CrB or Cr2B) and carbide(Cr7C3or Cr23C6), and the eutectic microstructure consists of Ni and Fe-rich austenitic solid solution or Ni-rich austenite solid solution. The average hardness of cladding layer surface is above 50 HV, which is about as 3 to 5 times as that of substrate. Compared with the base metal,the wear resistance of cladding layer increases by about 9 times.%为了提高核电成套设备的阀体性能,利用光学显微镜、扫描电子显微镜、X射线衍射仪、电子探针显微分析仪和能谱仪分析了堆焊层的组织形态和成分分布,利用显微硬度计测量了堆焊层的硬度,利用磨损试验机分析了堆焊层的耐磨性.结果表明,堆焊层主要由过共晶组织组成,从熔合线到堆焊表面堆焊层组织依次为平面晶生长区、亚共晶组织区、共晶组织区和过共晶组织区.堆焊层金属相由γ-Ni、CrB、Cr2B、Cr7C3和Cr23C6组成,初晶相由硼化物(CrB或Cr2B)和碳化物(Cr7C3或Cr23C6)组成,而共晶组织主要由富(Ni,Fe)奥氏体固溶体或富Ni奥氏体固溶体组成.堆焊层表面平均硬度达到50 HV以上,约为基体硬度的3~5倍,与母材相比堆焊层的耐磨性约提高了9倍.【期刊名称】《沈阳工业大学学报》【年(卷),期】2018(040)002【总页数】6页(P133-138)【关键词】等离子堆焊;过共晶组织;共晶组织;亚共晶组织;初晶相;奥氏体固溶体;硬度;耐磨性【作者】徐国建;高飞;杭争翔;张国瑜;邱晓杰【作者单位】沈阳工业大学材料科学与工程学院,沈阳110870;沈阳工业大学材料科学与工程学院,沈阳110870;沈阳工业大学材料科学与工程学院,沈阳110870;沈阳工业大学材料科学与工程学院,沈阳110870;南京中科煜宸激光技术有限公司研究院,南京210038【正文语种】中文【中图分类】TG406由于具有良好的延展性、低温韧性及抗腐蚀性,SUS316LN不锈钢广泛应用于核电成套设备中,但SUS316LN不锈钢的耐磨性较差[1-3].为了进一步提高SUS316LN不锈钢的耐磨性和抗氧化性,采用等离子堆焊方法在其表面制备了Ni 基合金强化层,研究了SUS316LN等离子堆焊Ni基合金粉末的最佳工艺参数,在最佳工艺参数条件下分析了堆焊层的成形特点、冶金缺陷特性、组织形态及性能特征.1 试验1.1 试验材料试验材料为SUS316LN不锈钢与WELPC-6镍基合金粉末.SUS316LN不锈钢的化学成分为w(C)≤0.03%,w(Si)≤1%,w(Mn)≤2%,w(Ni)=12%~15%,w(Cr)=16%~18%,w(Mo)=2%~3%,w(N)=0.12%~0.22%,余量为Fe.WELPC-6镍基合金粉末的化学成分为w(C)=0.73%,w(Si)=4.28%,w(Cr)=14.56%,w(Co)=0.09%,w(B)=3.37%,w(Fe)=3.8%,余量为Ni.1.2 试验装置等离子堆焊枪体原理如图1所示.图1 等离子堆焊枪体原理Fig.1 Principle of plasma cladding gun body枪体主要由钨电极、内喷嘴、外喷嘴与保护气喷嘴等组成.等离子堆焊的最佳规范参数是堆焊电流为56~68 A,电弧电压为26 V,旋转工作台旋转速度为0.35r/min,送粉速度为1.5~4.5 g/min,送粉气体流量为4 L/min,等离子气体流量为0.8 L/min,保护气体流量为15 L/min,钨电极直径为3.2 mm,预热温度为643~698 K.采用大越式磨损试验机进行堆焊层耐磨性试验,磨损试验机的工作原理如图2所示.图2中B为摩损轮半径,v为摩损轮转速.摩擦轮材质为AISI D2钢,其硬度为58 HRC,磨损过程中施加载荷为185.22 N,磨损距离为400 m,磨损速度为0.308 m/s.由耐磨性试验结果可以获得堆焊层的摩擦系数,其计算表达式[4]为u=M/rP(1)式中:M为摩擦力矩;r为摩擦轮半径;P为施加载荷.图2 磨损试验装置示意图Fig.2 Schematic wear test device2 结果与分析2.1 堆焊层的断口形貌图3为堆焊层的裂纹形态及断口形貌.如图3a所示,当在未预热的条件下进行堆焊时,堆焊层会形成大量裂纹,裂纹开裂方向几乎与熔合线垂直,且裂纹终止于熔合线,而不向热影响区扩展.如要消除堆焊层裂纹,需对零部件进行643 K以上的预热处理.如图3b、c所示,在堆焊层的裂纹断口处可以观察到山峰状形貌及解理台阶,且部分断口呈现准解理断口特征.堆焊层裂纹断口表面的EDS分析结果如图4所示.由图4可知,堆焊层裂纹断口表面存在Cr元素富集区域,初步推断这些富Cr物质由碳化物或硼化物组成[5-7],这些富Cr物质的存在为准解理断裂提供了必要条件.2.2 堆焊层的显微组织等离子堆焊层的XRD图谱如图5所示.由图5可知,堆焊层金属相由γ-Ni、CrB、Cr2B、Cr7C3和Cr23C6组成.图3 堆焊层的裂纹形态及断口形貌Fig.3 Morphologies of cracks and fracture surface of cladding layer图4 堆焊层裂纹断口表面的EDS分析结果Fig.4 EDS analysis results on fracturesurface of cladding layer在最佳堆焊规范条件下等离子堆焊层的显微组织如图6所示.由图6可见,堆焊层内部无缺陷产生.通过分析堆焊层的金相组织可知,从熔合线到堆焊表面堆焊层组织依次为平面晶生长区(图6中平面晶生长区过小,故未能标注)、亚共晶组织区、共晶组织区和过共晶组织区.过共晶组织中的初晶相形态呈现长条状(见图6a)、星状(见图6b)、针状(见图6c)和块状(见图6d).共晶组织的形态呈现菊花状(见图6e)和普通形态(见图6f).此外,初晶相最大尺寸约为20 μm[8].图5 堆焊层的XRD图谱Fig.5 XRD spectrum of cladding layer图6 等离子堆焊层的显微组织Fig.6 Microstructures of plasma cladding layer 等离子堆焊层组织的EPMA分析结果如图7所示.图7 堆焊层组织的EPMA分析结果Fig.7 Results of EPMA analysis for microstructuresof cladding layer由图7a可见,长条状初晶相中Cr、B含量较多,Ni、Fe含量较少,C含量基本保持不变,因此,初步判定该长条状初晶相为CrB(或Cr2B)相.由图7b可见,菊花状共晶组织的深色部分中Cr、B含量较多,浅色部分中Ni、Fe含量较多,C含量基本保持不变,因此,初步确定该共晶组织由γ-(Ni,Fe)+Cr2B(或CrB)组成.由图7c、d可见,针状及块状初晶相中Cr、C含量较多,Ni、Fe含量较少,B含量基本保持不变,因此,初步确定该初晶相为Cr7C3(或Cr23C6)相.堆焊层普通形态共晶组织的EDS分析结果如图8所示.由图8可见,堆焊层共晶组织的浅色部分中Cr、Fe含量较多,深色部分中Ni含量较高.因此,初步确定该共晶组织由γ-Ni+(Cr,Fe)23C6(或(Cr,Fe)7C3)组成[5].图8 堆焊层共晶组织的EDS分析结果Fig.8 EDS analysis results for eutectic microstructurein cladding layer2.3 堆焊层的显微硬度由母材到堆焊层表面的硬度分布如图9所示.由图9可知,堆焊层平均维氏硬度超过50 HV,母材维氏硬度约为150~200 HV,与母材相比堆焊层硬度提高了3~5倍.CrB(或Cr2B)、Cr7C3(或Cr23C6)等硬质相的存在,导致堆焊层的硬度存在峰值,这是因为这些硬质相能够起到耐磨骨架作用,因而可以显著提高堆焊层的耐磨性[8].图9 堆焊层硬度分布Fig.9 Hardness distribution for cladding layer2.4 堆焊层的磨损性能等离子堆焊层的磨损试验结果及磨损表面状态如图10所示.由图10a可知,堆焊层的摩擦系数约为0.51~0.58,母材SUS316LN不锈钢的摩擦系数约为0.62~0.69.由图10b可知,等离子堆焊层的磨损失重约为380 mg,母材SUS316LN不锈钢的磨损失重约为3 426 mg,与母材相比堆焊层的耐磨性提高了约9倍.由图10c可以观察到,堆焊层磨损表面存在碳化物或硼化物相,这些硬质相在磨损过程中起到了耐磨骨架作用,因而大幅度地提高了堆焊层的耐磨性[9-10].3 结论通过对等离子堆焊层的制备工艺、组织及性能进行研究,获得了如下结论:1) 从熔合线到堆焊表面堆焊层组织依次由平面晶生长区、亚共晶组织区、共晶组织区和过共晶组织区组成,堆焊层金属相由γ-Ni、CrB、Cr2B、Cr7C3和Cr23C6组成.2) 堆焊层过共晶组织中的初晶相由硼化物(CrB或Cr2B)和碳化物(Cr7C3或Cr23C6)组成,且堆焊层初晶相最大尺寸约为20 μm,而共晶组织主要由富(Ni,Fe)奥氏体固溶体或富Ni奥氏体固溶体组成.图10 堆焊层磨损试验结果及磨损表面状态Fig.10 Wear test results and wear surfacestate for cladding layer3) 堆焊层中形成了碳化物和硼化物等硬质相,这些硬质相具有较高的硬度,且弥散分布于基体中,使得堆焊层的平均硬度达到50 HV以上,约为母材硬度的3~5倍.4) 堆焊层的摩擦系数约为0.51~0.58,母材SUS316LN不锈钢的摩擦系数约为0.62~0.69,与母材相比堆焊层的耐磨性提高了约9倍.参考文献(References):【相关文献】[1] 刘珊珊.Ni基合金堆焊性能的研究 [D].沈阳:沈阳工业大学,2015.(LIU Shan-shan.Research on Ni-base alloy welding performance [D].Shenyang:Shenyang University of Technology,2015.)[2] 杨晓雅,何岸,张海龙,等.核电用 316LN 奥氏体不锈钢延性断裂阈值研究 [J].热加工工艺,2015,44(21):94-97.(YANG Xiao-ya,HE An,ZHANG Hai-long,et al.Study on ductile fracture threshold of 316LN austenitic stainless steel for nuclear power [J].Hot Working Technology,2015,44(21):94-97.)[3] 赵彦华,孙杰,李剑峰.KMN 钢激光熔覆 FeCr 合金修复层组织性能及耐磨、耐蚀性研究 [J].机械工程学报,2015,51(8):37-43.(ZHAO Yan-hua,SUN Jie,LI Jian-feng.Research on microstructure properties and wear and corrosion resistance of FeCr repaired coating on KMN steel by laser cladding[J].Journal of Mechanical Engineering,2015,51(8):37-43.)[4] 邓德伟,耿延朝,田鑫,等.等离子堆焊铌元素增强镍基合金堆焊层的组织与性能 [J].材料热处理学报,2014,35(2):202-206.(DENG De-wei,GENG Yan-chao,TIAN Xin,et al.Microstructure and performance of nickel-based alloy with niobium coating through plasma surfacing [J].Journal of Materials and Heat Treatment,2014,35(2):202-206.)[5] 罗思海,何卫锋,周留成,等.激光冲击对K403镍基合金高温疲劳性能和断口形貌的影响 [J].中国激光,2014,41(9):1-5.(LUO Si-hai,HE Wei-feng,ZHOU Liu-cheng,et al.Effect of laser shock processing on high temperature fatigue properties and fracture morphologies of K403 nickel-basedalloy [J].Chinese Journal of Lasers,2014,41(9):1-5.)[6] 薄春雨,杨玉亭,丑树国,等.690镍基合金结晶裂纹形成机理分析 [J].焊接学报,2007,28(10):69-72.(BO Chun-yu,YANG Yu-ting,CHOU Shu-guo,et al.Solidification cracking mechanism of 690 nickel-based alloy surfacing metal [J].Journal of the China Welding Institution,2007,28(10):69-72.)[7] 徐国建,殷德洋,杭争翔.激光熔覆钴基合金与碳化钒的功能梯度层 [J].激光与光电子学进展,2012,49(6):1-6.(XU Guo-jian,YIN De-yang,HANG Zheng-xiang.Functionally gradient material coatingof Co-based alloy and VC using laser caldding [J].Advances in Laser and Optoelectronics,2012,49(6):1-6.)[8] 徐国建,李春光,杭争翔,等.CO2激光熔覆镍基合金粉末的组织与性能[J].沈阳工业大学学报,2016,38(4):384-390.(XU Guo-jian,LI Chun-guang,HANG Zheng-xiang,et al.Microstructure and performance of Ni-based alloy powder prepared with CO2 laser cladding [J].Journal of Shenyang University of Technology,2016,38(4):384-390.)[9] 李闪,胡建军,陈国清,等.镍基合金等离子堆焊层的显微组织及摩擦磨损性能 [J].机械工程材料,2013,37(6):72-77.(LI Shan,HU Jian-jun,CHEN Guo-qing,et al.Microstructure and friction and wear properties of plasma surfacing layer of Ni-based alloy [J].Mechanical Engineering Materials,2013,37(6):72-77.)[10]刘胜林,孙冬柏,樊自拴,等.等离子熔覆镍基合金的组织及其冲蚀磨损性能 [J].北京科技大学学报,2007,29(10):999-1004.(LIU Sheng-lin,SUN Dong-bai,FAN Zi-shuan,et al.Microstructure and erosive wear properties of Ni-based alloy coating produced by plasma cladding [J].Journal of Beijing University of Science and Technology,2007,29(10):999-1004.)。
Stellite6物理和力学性能司太立6的硬度是多少
Stellite6物理和力学性能司太立6的硬度是多少Stellite 6产品概述STL6是STELLITE6的缩写,STELLITE6合金是一种钴基合金,用于磨损环境,防咬死,防磨损,防摩擦。
合金的摩擦系数很低,能和其他金属产生滑触,在多数情况下不会产生磨损。
即使不用润滑剂,或者不能用润滑剂的应用中,合金可以把咬死和磨损降至最低。
该合金在-253~700℃温度范围内具有良好的综合性能,650℃以下的屈服强度居变形高温合金的,并具有良好的性能以及加工性能、焊接性能良好。
Stellite 6化学成分Stellite 6物理和力学性能Stellite 6焊接焊前预备工序:(1) 用氧-乙炔火焰加热需返修叶片的钎焊司太立合金片,取下合金片,并打磨原钎焊部位,去除钎料(包含掉落司太立合金片的叶片);(2) 电动砂轮打磨进汽侧水蚀区域,使之露出金属光泽,边缘部位应圆滑过渡,不得有尖角,尽量去除水蚀痕迹;(3) 用放大镜检查焊接区域,若有缺点,打磨去除缺点,并用上色探伤确认缺点已去除干净后再进行下道工序;(4)用丙酮清洗干净水蚀区域,去除油、锈等污物。
上海叶钢金属集团有限公司仓库一角Stellite 6耐热耐磨性能特点Stellite耐热耐磨合金的材质硬度HRC40到HRC65,耐热温度600℃到1200摄氏度。
相比较镍基合金与铁基合金,Stellite合金的耐冷热疲劳性能更加卓越。
同时,钴基合金的热硬度也更具优势,即随着温度的升高,钴基合金的硬度下降得更为缓慢。
上海叶钢金属集团有限公司上海叶钢金属集团有限公司Stellite 6耐热耐磨硬质合金强化方式通过碳化物或金属间化合物强化,碳化物强化的钴铬钨系列,如Stellite6B,Stellite6K,Stellite1,Stellite4,Stellite12,Stellite20,Stellite100等;碳化物强化的钴铬钼系列,如stellite703;金属间化合物强化的,如TRIBALOY T-400,TRIBALOY T-800;Stellite 6应用领域合金可用于制造阀门零件, 泵柱塞, 蒸汽机防腐蚀罩, 高温轴承, 阀杆,食品加工设备, 针阀,热挤模具, 成型磨具等.上海叶钢→Stellite 6镍合金,→上海叶钢 Stellite 6钢材,上海叶钢→Stellite 6不锈钢,→上海叶钢 Stellite 6价格,上海叶钢→Stellite 6耐高温,→上海叶钢 Stellite 6圆棒,上海叶钢→Stellite 6耐腐蚀,→上海叶钢 Stellite 6圆钢,上海叶钢→Stellite 6密度,→上海叶钢 Stellite 6薄板,上海叶钢→Stellite 6硬度,→上海叶钢 Stellite 6卷板,上海叶钢→Stellite 6抗拉强度,→上海叶钢 Stellite 6材料上海叶钢→Stellite 6屈服强度,→上海叶钢 Stellite 6材质上海叶钢→Stellite 6多少钱一公斤,→上海叶钢 Stellite 6棒材上海叶钢→Stellite 6钢板,→上海叶钢 Stellite 6板子上海叶钢→Stellite 6板材,→上海叶钢 Stellite 6钢带上海叶钢→Stellite 6带材,→上海叶钢 Stellite 6厚板上海叶钢→Stellite 6法兰,→上海叶钢 Stellite 6弯头上海叶钢→Stellite 6三通,→上海叶钢 Stellite 6锻件上海叶钢→Stellite 6焊丝,→上海叶钢 Stellite 6焊条上海叶钢→Stellite 6线材,→上海叶钢 Stellite 6毛细管上海叶钢→Stellite 6无缝管,→上海叶钢 Stellite 6焊管上海叶钢→Stellite 6锻环,→上海叶钢 Stellite 6环件上海叶钢→Stellite 6焊材,→上海叶钢 Stellite 6多少钱一顿上海叶钢→Stellite 6什么价格,→上海叶钢 Stellite 6最高使用温度上海叶钢→Stellite 6厂家,→上海叶钢 Stellite 6现货上海叶钢→Stellite 6生产厂家,→上海叶钢进口Stellite 6。
司太立合金知识

司太立合金知识:司太立钴基1号焊丝相当AWS ERCoCr-C主要特征及用途:高碳Co-Cr-W合金堆焊焊丝,耐磨性、耐蚀性好。
但抗冲击韧度差。
主要用于牙轮钻头轴承、锅炉旋转叶片等磨损部件的堆焊堆焊层硬度HRC:≥52司太立钴基4号焊丝主要特征及用途用于较高耐磨损性能,极好的高温强及耐腐蚀性能。
用于铜,铝合金热压模,热挤压模,干电池模具等。
堆焊层硬度HRC:46-50司太立钴基6号焊丝相当AWS ERCoCr-A主要特征及用途:Co106钴基堆焊焊丝是Co-Cr-W堆焊合金中C及W含量最低、韧性最好的一种。
能承受冷热条件下的冲击,产生裂纹的倾向小,具有良好的耐蚀、耐热和耐磨性能。
主要用于要求在高温工作时能保持良好的耐磨性及耐蚀性,如高温、高压阀门、热剪切刀刃、热锻模等堆焊层硬度HRC:40-45司太立钴基12号焊丝相当AWS ERCoCr-B主要特征及用途:Co112钴基堆焊焊丝,在Co-Cr-W堆焊合金中具有中等硬度,耐磨性比HS111好,但塑性稍差,具有良好的耐蚀、耐热及耐磨性能,在650℃左右高温下仍能保持这些特性。
主要用于高温、高压阀门、内燃机阀、高压泵轴套和内衬套筒、热轧辊孔型等堆焊堆焊层硬度HRC:45-50司太立钴基20号焊丝主要特征及用途:Co120钴基堆焊焊丝,硬度高,耐磨性非常好,但抗冲击性较差,堆焊时产生裂纹倾向大,具有良好的耐蚀、耐热、耐磨性能,在650℃左右仍可保持这些性能。
主要用于牙轮钻头轴承、锅炉的旋转叶片、粉碎机刃口、螺旋送料机等堆焊堆焊层硬度HRC:55-60钴基堆焊焊丝产品简介如下:HS111钴基焊丝相当AWS ERCoCr-A主要特征及用途:HS111钴基堆焊焊丝是Co-Cr-W堆焊合金中C及W含量最低、韧性最好的一种。
能承受冷热条件下的冲击,产生裂纹的倾向小,具有良好的耐蚀、耐热和耐磨性能。
主要用于要求在高温工作时能保持良好的耐磨性及耐蚀性,如高温、高压阀门、热剪切刀刃、热锻模等堆焊层硬度HRC:40-45HS112钴基焊丝相当AWSRCoCr-B主要特征及用途:HS112钴基堆焊焊丝,在Co-Cr-W堆焊合金中具有中等硬度,耐磨性比HS111好,但塑性稍差,具有良好的耐蚀、耐热及耐磨性能,在650℃左右高温下仍能保持这些特性。
激光堆焊单道 Co 基合金与 WC 混合粉末的性能研究

激光堆焊单道 Co 基合金与 WC 混合粉末的性能研究徐国建;刘爽;杭争翔;于恩洪;李永波;范荣博【摘要】为了提高低碳钢表面的耐磨性能,采用 CO2激光堆焊系统,将 Co 基合金与 WC 混合粉末(WC 的质量分数为0~0.47)用单道堆焊于低碳钢表面。
利用 X 射线衍射仪、能谱分析仪、扫描电子显微镜、激光显微镜、维氏硬度计和耐磨试验机对单道堆焊层的相结构、显微组织、维氏硬度、耐磨性和裂纹敏感性进行了比较分析。
结果表明,这种堆焊方法的堆焊层均为亚共晶组织,且未分解 WC弥散分散在Co 基合金的基体上;堆焊层的维氏硬度均随WC 含量的增加而增加。
该方法具有较低的裂纹敏感性。
%In order to improve the wear resistance of the clad layer,the powder mixture of stellite-6 and tungsten carbide (WC)in the range of 0 ~0.47 mass fraction of WC was deposited on mild steel plates by CO2 laser cladding system.The phaseconstitution,microstructure,hardness and wear resistance of the clad layer were studied with an X-ray diffractometer,energy dispersive spectroscopy,scanning electron microscope,laser microscope,Vickers hardness tester and wear tester.According to the analyzed results,the microstructure of the clad layer consists of hypoeutectic structure and undissolved tungsten carbides dispersed in the matrix of the Co-based alloy.The Vickers hardness increases with the increase of WC weight fraction.On the other hand,the crack sensitivity of the laser clad layer is low.【期刊名称】《激光技术》【年(卷),期】2014(000)001【总页数】5页(P132-136)【关键词】激光技术;激光堆焊;亚共晶组织;裂纹敏感性;耐磨性能【作者】徐国建;刘爽;杭争翔;于恩洪;李永波;范荣博【作者单位】沈阳工业大学材料科学与工程学院,沈阳 110870;沈阳工业大学材料科学与工程学院,沈阳 110870;沈阳工业大学材料科学与工程学院,沈阳110870;沈阳新松机器人自动化股份有限公司,沈阳 110168;沈阳新松机器人自动化股份有限公司,沈阳 110168;沈阳新松机器人自动化股份有限公司,沈阳110168【正文语种】中文【中图分类】TG456.7激光堆焊的优点是能够形成一个复合材料的堆焊层;由于激光堆焊热输入量低,所以焊接变形和残余应力小;激光堆焊通过离焦量的改变、堆焊速度的调整和送粉速度的控制可以获得极低稀释率的堆焊层[1]。
铸铁等离子喷焊Stellite6钴基合金涂层的组织与性能

铸铁等离子喷焊Stellite6钴基合金涂层的组织与性能彭竹琴;卢金斌;王会谊;孙克楠;宁亚军【摘要】以Stellite6钴基合金粉末为原料,采用等离子喷焊技术,选择合适的工艺参数,在HT250基体上制备具有冶金结合的耐磨、耐热合金涂层.借助于OM、SEM、XRD观察分析涂层的组织,利用显微硬度计测试涂层的显微硬度分布,在磨损试验机上通过环一块磨损试验评估涂层的耐磨性能.结果表明:等离子喷焊涂层组织均匀细小,主要由Υ-Co、(Cr,Fe)7C3相组成;涂层的显微硬度可达590~680HV0.5;在室温干滑动磨损条件下,基体试样的失重量约为涂层的5.5倍,表明涂层的耐滑动磨损性能明显提高.【期刊名称】《中原工学院学报》【年(卷),期】2012(023)004【总页数】4页(P30-33)【关键词】等离子喷焊;HT250;Stellite6;显微组织;耐磨性【作者】彭竹琴;卢金斌;王会谊;孙克楠;宁亚军【作者单位】中原工学院,郑州450007;中原工学院,郑州450007;洛阳朗力硬面材料有限公司,洛阳471000;洛阳朗力硬面材料有限公司,洛阳471000;洛阳朗力硬面材料有限公司,洛阳471000【正文语种】中文【中图分类】TG144.442以等离子弧为热源,在普通材料表面喷焊高性能合金层,此材料表面强化技术具有合金材料消耗少、可喷焊各种合金粉末材料、成本低、生产效率高、易于实现自动化等优点,因而在石油、化工、水电、矿山、机械、冶金等诸多领域应用也越来越广泛,并取得了显著的经济效益[1-5].钴基合金具有较高的强度、良好的抗热疲劳、抗热腐蚀和耐磨蚀性能,且有较好的焊接性.为提高轧机灰口铸铁导卫板表面的硬度、耐磨性及耐热性,延长导卫板的使用寿命,本文采用等离子喷焊技术在成本低廉的HT250灰铸铁基体表面喷焊Stellite6钴基合金粉末制备涂层,并分析涂层的显微组织、硬度和耐磨性能,为其实际应用提供理论依据和实践指导.1 试验材料及方法1.1 试验材料试验基材为150mm×30mm×25mm的HT250灰铸铁;以Stellite6(-140~+320目)钴基合金粉末作为喷焊材料,其化学成分如表1所示.表1 Stellite 6合金粉末的化学成分 wt%C Cr Si W Fe Ni Mo Mn Co 1.15 29.0 1.10 4.0 3.0 3.0 1.0 0.5 Bal喷焊前将Stellite6钴基合金粉末在120℃下烘干2h,试样表面除油、除锈.采用PTA-400E1-ST通用型粉末等离子喷焊机进行喷焊处理.为获得最佳喷焊工艺,经过系列工艺试验,选择工艺参数为:离子气流量1 8 0L/h,送粉器流量7 4 0L /h,保护气流量300L/h,送粉电压12V,工作电流135A,行走速度45mm/min,焊枪摆幅 14mm,摆频 36Hz,喷距12mm.涂层成形良好,表面光滑、连续,涂层致密,无宏观气孔、裂纹等缺陷.涂层厚度约3.5mm,宽度约15mm. 1.2 试验方法采用 MM-6型金相显微镜(OP)和附带OXFORD能谱仪的JSM-5610LV扫描电镜(SEM)观察分析涂层的组织,利用X’pert MPD Pro X射线衍射仪(XRD)分析涂层的物相组成.利用MH-6型显微硬度计测试涂层剖面的显微硬度,载荷4.9N.在MM200磨损试验机上对涂层和基体试样进行环-块磨损试验,试样尺寸为15mm×10mm×10mm;对磨试样为W18Cr4V,硬度为60~62HRC.试验条件为:主轴转速200r/min,载荷196N,干摩擦2h.耐磨性比较采用失重测量法,测重之前,用丙酮、甲醇清洗,在100℃下保温2h烘干,然后在FA2104型万分之一电子天平上进行失重测量.2 试验结果与分析2.1 涂层组织分析涂层组织如图1所示,其中图1(a)、(b)分别为涂层上部和涂层与基体结合处的金相组织.从中可以看出,涂层组织均匀细小,主要呈枝晶生长特征,为与沿散热相反方向生长的典型的柱状树枝晶.从图1(a)还可以看出,接近表层的树枝晶变更为细小,方向也变得杂乱,说明在涂层表层,柱状树枝晶已转变成等轴树枝晶,在该区域,组织更均匀致密.如图1(b)所示,由于基体表面一薄层熔化,当熔池因热量沿基体向外散热而发生凝固时,界面上形成生长方向与界面近似垂直的共晶莱氏体组织[6].图1 涂层金相组织图2所示为涂层的X射线衍射图.从图2可知,涂层中的物相主要由γ—Co和(Cr,Fe)7C3相组成;结合图1可以判断,其中白色树枝晶为γ—Co,黑色组织为γ—Co与(Cr,Fe)7C3形成的共晶组织.图2 涂层X射线衍射图谱图3所示为涂层放大后的SEM组织.从图3可知,其中黑色相为γ—Co,白色相为(Cr,Fe)7C3.由于固溶体的电位低于碳化物的电位,γ—Co已被腐蚀凹下去,而碳化物凸出来.图3 涂层的SEM组织由图1可知,涂层快速凝固时为亚共晶组织,呈枝晶生长特征.在熔池快速凝固过程中,先析出初生枝状晶γ—Co固溶体;在继续冷却过程中,在已形成的一次晶轴之间,由于存在温度梯度和浓度起伏,出现了二次晶轴.当熔池温度冷却到共晶温度时,在枝晶间剩余的液相发生共晶转变,生成细小的由γ—Co与(Cr,Fe)7C3组成的共晶体,共晶组织中的共晶化合物(Cr,Fe)7C3主要呈平行短棒状,且联合成网状分布[7-8].2.2 涂层的显微硬度分析图4所示为涂层横截面的显微硬度分布曲线.从图4可知,涂层硬度分布均匀,基本分布在590~680HV0.5之间,涂层与界面的结合区——基体侧形成莱氏体组织,基体的显微硬度为200~220HV0.5.由此可知,涂层的显微硬度明显高于基体硬度,表明HT250喷焊Stellite6钴基合金粉末后,硬度得到明显提高.图4 涂层横截面的显微硬度分布曲线2.3 涂层的耐磨性能分析对涂层试样和基体试样进行室温干滑动磨损对比测试,基体试样的失重量约为涂层的5.5倍,表明涂层的耐滑动磨损性能得到了明显提高.涂层的耐磨性能与材料的显微组织形态、结构、晶粒大小、硬度、表面状态等多种因素有关[9].分析认为,涂层中分布有高硬度的硬质相(Cr,Fe)7C3,同时具有良好塑韧性的γ—Co基体在磨损过程中可对耐磨增强相(Cr,Fe)7C3起到有力的支撑和连接作用,充分发挥耐磨增强相的抗磨骨架作用,而且γ—Co固溶体还可以作为磨粒的“收容所”;涂层快速加热及快速凝固产生的细晶强化作用,赋予涂层优良的强韧性结合,特别是在受到外力时,表层细小的等轴晶可以提高变形抗力,阻断裂纹发展,使涂层在磨损过程中不致于产生开裂和显微剥落现象,尤其是能防止其产生整体脱落;界面基体侧的莱氏体硬化层能对涂层起到强有力的支撑作用.上述因素是使涂层硬度和耐磨性能显著提高的主要原因[10-11].3 结语(1)选择合适的工艺参数,在HT250灰铸铁基体上喷焊Stellite6钴基合金粉末,可以获得与基体呈良好冶金结合的涂层,涂层表面光滑、连续,无宏观气孔和裂纹. (2)涂层组织均匀细小,呈枝晶生长特征,主要由γ—Co和(Cr,Fe)7C3相组成;在涂层与基体界面结合区形成了细小的共晶莱氏体组织.(3)涂层截面硬度均匀,可达590~680HV0.5,明显高于基体硬度200~220HV0.5;基体试样的失重量约为涂层的5.5倍.涂层中大量高硬度的(Cr,Fe)7C3相的抗磨骨架作用以及涂层快速加热及快速凝固产生的细晶强化作用,使涂层具有较高的硬度及良好的耐滑动磨损性能.参考文献:[1]Hou Q Y,Gao J S,Zhou F.Microstructure and Wear Characteristicsof Cobalt-based Alloy Deposited by Plasma Transferred Arc Weld Surfacing[J].Surface and Coatings Technology,2005,194:238-243. [2]商延赓,王文权,黄诗铭,等.等离子喷焊层 NiCrBSi+WC/Co的组织与性能[J].吉林大学学报,2011,41(s2):198-201.[3]揭晓华,宁志坚,罗天友,等.气门锥面等离子喷焊司太立钴基合金的组织与性能研究[J].材料保护,2007,40(12):12-14.[4]龙军峰,孙智富,叶靖,等.等离子喷焊镍基合金碳化物复合涂层[J].重庆工学院学报,2009,23(10):46-49.[5]王德权,胡毅钧,李杰.阀门用钴基合金及堆焊工艺[J].阀门,2004(2):12-17.[6]彭竹琴,卢金斌,吴玉萍,等.铸铁表面等离子熔覆Fe-Cr-Si-B涂层的组织特征[J].材料热处理学报,2008,29(1):124-127.[7]宋强,仇性启,秦书清.等离子喷焊耐磨涂层制备及性能分析[J].南京工业大学学报,2009,31(5):102-105.[8]侯清宇,高甲生.钴基合金等离子喷焊组织结构和性能研究[J].机械工程材料,2004,28(5):4-7.[9]张春华,张松,李春彦,等.热作模具钢表面激光熔覆Stellite6X-40钴基合金[J].焊接学报,2005,26(1):7-20.[10]彭竹琴,商全义,卢金斌,等.铸铁等离子熔覆铁基合金耐磨涂层[J].焊接学报,2008,29(4):61-64.[11]Navas C,CadenasM,C uetos J M,et al.Microstructure and Sliding Wear Behaviour of Tribaloy T-800Coatings Deposited by Laser Cladding [J].Wear,2006,260:838-846.。
WC硬质合金的特性及应用领域

WC硬质合金的特性及应用领域
硬质合金是由一种或多种高硬度、高模量的碳化物(如WC , TiC 等) 与过渡族的金属或合金(如Fe 、Co、,Ni 等) 组成的复合材料,该材料具有硬度高、耐磨、红硬性及较高的强韧性等特点,在工业领域中得到广泛应用。
WC粉末可与钴基、镍基和铁基自熔性合金粉末、镍铝自粘结复合粉末进行混合,广泛用于制备高耐磨涂层特别是耐磨粒磨损、硬面磨损和泥砂冲蚀磨损等领域。
碳化钨粉末主要用作热喷涂耐磨涂层的原料粉末。
可采用真空等离子喷涂、保护气氛等离子喷涂耐磨涂层,但涂层的附着力不佳。
不锈钢堆焊合金的耐腐蚀性及机械性能研究

不锈钢堆焊合金的耐腐蚀性及机械性能研究作者:杨志强来源:《科教导刊》2010年第24期摘要在不锈钢316L上堆焊合金司太立6、司太立21、Ni60,测定了结合层的剪切强度、抗拉强度、硬度,并对堆焊各种合金的试样进行了腐蚀试验。
试验结果表明:司太立21的耐腐蚀性较好,而司太立6的硬度较高,采用过渡层和复层的堆焊方式,既能减小焊接裂纹,又有良好的耐腐蚀性和耐磨性,是一个良好的技术方案。
同一堆焊或喷焊材料,其硬度与堆焊层数或喷焊层数、厚度、方法有关。
试验表明,堆焊层数或喷焊层数增多、厚度加大,硬度都会增加。
手工钨极氩弧焊的堆焊硬度在同等条件下较手工电弧焊高。
关键词堆焊合金不锈钢腐蚀速率硬度中图分类号:TG142文献标识码:A在机械零件表面用焊接的方法堆敷一层或多层同材质或不同材质金属的工艺方法,称为堆焊。
堆焊广泛应用于机械制造,特别在化工机械、石油机械、食品机械、轻工机械、冶金机械、农业机械、交通运输机械、工夹具、模具等机械零件的设计制造中,经常会要求零件材料有较高的耐磨和耐腐蚀的综合性能,其目的主要是延长零件的使用寿命、提高其可靠性、降低成本。
为使材料能耐磨和耐腐蚀,很多机械零件是采用在不锈钢316L上堆焊合金。
但在不锈钢316L上堆焊合金后,其耐腐蚀性和耐磨性如何呢?堆焊哪种合金的耐腐蚀性和耐磨性、即综合性能较好呢?本研究通过一系列耐腐蚀和机械性能试验,为选择耐腐蚀性和耐磨性较好的堆焊方案提供实用的解决方案和实验数据。
1 材料与试验方法1.1 材料1.1.1 钴基耐磨合金系列该系列合金主要由钴与铬组成,基体是铬与钴的合金固溶体,具有高强度、良好的耐蚀性和耐氧化性能,在此基础上加入一定量的钨和钼加以进一步强化,为避免堆焊层中的碳向母材转移而降低熔合线上的耐腐蚀能力,堆焊材料均选用低含碳量的材料。
司太立6合金,该合金是钴-铬-钨合金中含碳量较低的一种合金,也是应用最广泛的牌号,在相当宽的温度范围内,具有优良的耐多种机械和化学因素复合作用的性能,两层堆焊金属硬度为39~40 HRC,该种合金的堆焊材料目前市场上以手工电弧焊焊条及裸棒形式供应。
司太立合金性能
司太立合金介绍
司太立(Stellite)是一种能耐各种类型磨损和腐蚀以及高温氧化的硬质合金。
即通常所说的钴基合金,司太立合金由美国人Elwood Hayness 于1907年发明。
司太立合金是以钴作为主要成分,含有相当数量的镍、铬、钨和少量的钼、铌、钽、钛、镧等合金元素,偶而也还含有铁的一类合金。
根据合金中成分不同,它们可以制成焊丝,粉末用于硬面堆焊,热喷涂、喷焊等工艺,也可以制成铸锻件和粉末冶金件。
1.铸棒
连铸生产线,直径为-8.0mm的钴基、镍基系列合金,成分均匀,无偏析,杂质含量少,表面光洁,直径公差小,长度可自由选择,适合于氧乙缺焊和钨极氩弧焊工艺。
2.粉末
合金粉末适用工艺包括等离子堆焊、等离子喷涂、氧-乙炔喷焊、高频重熔、超音速喷涂及粉末冶金等。
3.管状焊丝
直径1.2mm-5.0mm、合金含量可≥50%的铁基、镍基、钴基、碳化钨、不锈钢等材料,用于埋弧焊、明弧焊、气体保护焊、线材电弧喷涂、氧-乙炔焊等的管状焊丝、焊棒。
可用于冶金、矿山、电力、机械等耐磨、耐蚀、耐高温场合。
4.电焊条
5.铸件
司太立合金铸件适用于核电、石化、电力、电池、玻璃、轻工、食品等诸多领域。
具有耐磨、耐蚀、抗氧化和耐高温特性。
常用的产品有阀芯、阀座、轴类、轴套、泵类部件,玻璃、电池模具、喷嘴及切割刀具等。
合金类别有:Co基合金铸件、Ni基合金铸件、Fe基合金铸件。
司太立粉末冶金制品采用钴基、镍基或铁基合金雾化粉末,经压制、烧结、精加工制成。
主要产品有阀杆、阀芯(球)、阀座、阀圈、密封环、木材锯齿、轴承泵、轴承球等。
镍基合金铸件。
WC颗粒类型和数量对激光熔覆镍基涂层磨粒磨损性能的影响

WC颗粒类型和数量对激光熔覆镍基涂层磨粒磨损性能的影响BarbaraMaroli;SenadDizdar;祝弘滨【摘要】由韧性Ni基合金基体和耐磨WC颗粒复合而成的金属基复合(MMC)涂层常被应用于严苛的磨粒磨损工况下.本研究的目的是绘制Ni基基体中WC颗粒类型、形态和数量对激光熔覆MMC涂层微观组织结构和耐磨性能的影响规律.采用ASTM-G65标准对涂层的磨粒磨损性能进行了评价,其主要受WC体积含量的影响,而对于同样的熔化程度或向基材的稀释情况以及颗粒尺寸来说,WC的形状和微观结构对其影响较小.涂层的微观组织结构分析表明,WC在熔池中的熔解程度主要受到熔池中液相金属化学成分和所选WC微观结构和数量的影响.【期刊名称】《热喷涂技术》【年(卷),期】2017(009)001【总页数】10页(P50-59)【关键词】WC颗粒;激光熔覆;微观组织;磨粒磨损【作者】BarbaraMaroli;SenadDizdar;祝弘滨【作者单位】瑞典赫格纳斯公司,赫格纳斯,瑞典;瑞典赫格纳斯公司,赫格纳斯,瑞典【正文语种】中文【中图分类】TG174.4由于受磨损和维修间隔延长的影响,工业零部件的定期更换已成为其降低成本的关键。
这可通过在零部件磨损表面采用特定的用于解决具体磨损问题的材料和涂覆技术制备涂覆涂层来实现。
其中堆焊是一种和基体具有强烈冶金结合、所制备涂层相对较厚且几乎没有孔隙的涂层技术。
在商业领域,采用含有Si、B、Cr的Ni基合金和WC颗粒组成的堆焊涂层常被用来获得优良的耐磨粒磨损性能。
该涂层中,作为粘结相的金属基体用于增加涂层的韧性,而WC用于抵抗磨损。
由于Ni系材料与C的低亲和力,可降低熔池中WC 的熔解驱动力,因此常被选作涂层的金属基体材料。
而Si和B的添加可降低Ni系材料的熔点,从而降低熔化该材料的输入能量,大大减少WC的熔解。
此外,B、Si与Ni反应所形成的镍硼化物或镍硅化物可提高镍基合金基金的耐磨性。
司太立合金stellite详细介绍
司太立合金知识:司太立钴基1号焊丝相当AWS ERCoCr-C主要特征及用途:高碳Co-Cr-W合金堆焊焊丝,耐磨性、耐蚀性好。
但抗冲击韧度差主要用于牙轮钻头轴承、锅炉旋转叶片等磨损部件的堆焊堆焊层硬度HRC:≥52司太立钴基4号焊丝主要特征及用途用于较高耐磨损性能,极好的高温强及耐腐蚀性能。
用于铜,铝合金热压模,热挤压模,干电池模具等。
堆焊层硬度HRC:46-50司太立钴基6号焊丝相当AWS ERCoCr-A主要特征及用途:Co106钻基堆焊焊丝是Co-Cr-W堆焊合金中C及W含量最低、韧性最好的一种。
能承受冷热条件下的冲击,产生裂纹的倾向小,具有良好的耐蚀、耐热和耐磨性能。
主要用于要求在高温工作时能保持良好的耐磨性及耐蚀性,如高温、高压阀门、热剪切刀刃、热锻模等堆焊层硬度HRC:40-45司太立钴基12号焊丝相当AWS ERCoCr-B主要特征及用途:Co112针基堆焊焊丝,在Co-Cr-W堆焊合金中具有中等硬度,耐磨性比HS111好,但塑性稍差,具有良好的耐蚀、耐热及耐磨性能,在650℃左右高温下仍能保持这些特性。
主要用于高温、高压阀门、内燃机阀、高压泵轴套和内衬套筒、热轧辊孔型等堆焊堆焊层硬度HRC:45-50司太立钴基20号焊丝主要特征及用途:Co120钴基堆焊焊丝,硬度高,耐磨性非常好,但抗冲击性较差,堆焊时产生裂纹倾向大,具有良好的耐蚀、耐热、耐磨性能,在650℃左右仍可保持这些性能。
主要用于牙轮钻头轴承、锅炉的旋转叶片、粉碎机刃口、螺旋送料机等堆焊堆焊层硬度HRC:55-60钴基堆焊焊丝产品简介如下:HS 111钴基焊丝相当AWS ERCoCr-A主要特征及用途:HS111钻基堆焊焊丝是Co-Cr-W堆焊合金中C及W含量最低、韧性最好的一种。
能承受冷热条件下的冲击,产生裂纹的倾向小,具有良好的耐蚀、耐热和耐磨性能。
主要用于要求在高温工作时能保持良好的耐磨性及耐蚀性,如高温、高压阀门、热剪切刀刃、热锻模等堆焊层硬度HRC:40-45HS 112钴基焊丝相当AWS RCoCr-B主要特征及用途:HS112钴基堆焊焊丝,在Co-Cr-W堆焊合金中具有中等硬度,耐磨性比HS111好,但塑性稍差,具有良好的耐蚀、耐热及耐磨性能,在650℃左右高温下仍能保持这些特性。
锻压司太立(Stellite)合金 6耐冲击高温磨损,司太立(Stellite)合金 6执行标准
锻压钴铬钨(司太立/Stellite)合金系列,高温耐磨损合金『常见问题』:司太立合金系列有哪些?司太立合金是什么材质?司太立合金执行标准是什么?司太立合金抗拉强度是什么?司太立合金是什么价格?司太立合金屈服强度是什么?司太立合金对应什么牌号?司太立合金硬度是什么?『形态』司太立合金棒材,司太立合金板材,司太立合金无缝管材,司太立合金带材,司太立合金卷材,司太立合金盘丝,司太立合金扁条,司太立合金圆棒,司太立合金厚板,司太立合金光棒,司太立合金圆钢,☄電号:131, --670,--221--22,锻压司太立6B硬度HRC40 延伸率5.5% ;锻棒Ф25-Ф130等;锻压司太立6K硬度HRC45延伸率2.5%;锻板30*50*L等;锻压司太立12硬度HRC45延伸率4.5%;锻板30*50*L等;研制中锻压SC50硬度HRC50左右,延伸率2.5%;锻棒Ф25-Ф130等;锻压类耐热耐磨损合金性能:锻造类合金种类。
锻压类耐热耐磨损合金有韧性,耐冲击。
但是这类合金牌号只有stellite6B与stellite6K两种;原因在于大量的碳化物与足够高的材质硬度,让锻压过程变得非常困难。
即高硬度的各种碳化物在锻压过程中,容易开裂,锻压工艺性差。
锻造类合金性能。
在多年生产stellite6B与stellite6K的基础上,研制出来SC50。
保持6B与6K基础上,将硬度提升至HRC50。
这三种锻压类耐热耐磨合金的性能数据如下:(数据来源:测试中心检测。
性能指标源自试样。
)应用领域:钴铬钨合金,包括锻造stellite6B,stellite6k,铸造stellite12,stellite20;这些合金材料应用于航空航天行业、化工行业、热镀锌行业、仪表行业、注塑机械、模具行业的高温高压阀门、流体阀座、轴承、沉没辊、导向辊、冲压模具、挤压模具等;热锻模具、锯齿、螺旋推杆、螺杆、丝杆、化纤切断刀、熔融金属工况、各种耐磨工况下的热电偶保护管以及其他高温耐磨耐腐蚀环境中的部件等。
Stellite-6+VC混合粉末激光熔覆性能的研究

当 VC质 量分数大于 8 0 %时,由于母材 的稀 释作用 ,熔覆层硬度 、裂 纹敏感性及耐磨 性能随 VC增加而 降低。试验表 明,使 用c o基 合金( S t e l l i t e . 6 ) 和碳化 钒( vc ) 混 合粉末可 以形成 耐磨性好 、硬度 高,裂纹敏感性低 的熔覆 层,对飞机叶片产生较好 的
o f VC i n t h e r a n g e o f 0 t o 1 0 0 % t o r e s e a r c h t h e p r o c e s s o f s t r e n g t h e n i n g t h e b l a d e o f a i r c r a t f wi t h s ma l l p o we r p u l s e l a s e r . Th e
第 5 3卷 第 1 4期
2 0 1 7 年 7 月
机
械
工
程
学
报
Vl 01 . 53 N O. 1 4
J OURNAL OF M ECHANI CAL EN GI N EERI NG
J u 1 .
2 0 1 7
DoI : 1 0 . 3 9 0 1 / J M E. 2 0 1 7 . 1ห้องสมุดไป่ตู้4 . 1 6 5
XU Gu o j i a n Y A NG We n q i H ANG Z h e n g x i a n g L I U Xi a n g y u
CHI Ha i l o n g 。 OU Xu e s o n g 。
( 1 . S c h o o l o f Ma t e r i a l s S c i e n c e a n d En g i n e e r i n g , S h e n y a n g Un i v e r s i t y o f T e c h n o l o g y , S h e n y a n g 1 1 0 8 7 0 ;
WC_对感应钎涂金刚石涂层组织及性能的影响

WC 对感应钎涂金刚石涂层组织及性能的影响*吴奇隆1,2, 董 显3, 张 雷1, 钟素娟3, 陈治强4, 贾连辉5, 罗灵杰1(1. 中国机械总院集团 宁波智能机床研究院有限公司, 浙江 宁波315700)(2. 吉林大学,机械与航空航天学院,长春 130012)(3. 郑州机械研究所有限公司, 新型钎焊材料与技术国家重点实验室, 郑州 450001)(4. 河南黄河旋风股份有限公司, 河南 许昌 461500)(5. 中铁工程装备集团有限公司, 郑州 450001)摘要 在镍基钎料中加入WC 微粉,采用钎涂的方法在Q235钢上制备金刚石涂层,研究WC 微粉对金刚石涂层组织及耐磨性的影响,并通过扫描电镜、能谱分析、显微硬度和磨损失重测试表征金刚石钎焊涂层的组织和耐磨性能。
结果表明:在钎涂过程中,金刚石、WC 微粉与镍基钎料合金发生冶金结合,WC 颗粒在镍基基体中具有弥散强化与细晶强化作用,添加质量分数为10%WC 的钎料合金的洛氏硬度与未添加WC 时的比较提高了7.5%;且在相同的磨损实验条件下,未添加WC 微粉的钎涂金刚石涂层质量损失为0.196 g ,而添加WC 微粉后的涂层质量损失为0.148 g ,后者的耐磨性能提高了24.5%。
关键词 WC ;金刚石;感应钎焊涂层;耐磨性中图分类号 TQ164; TG454 文献标志码 A 文章编号 1006-852X(2023)05-0579-07DOI 码 10.13394/ki.jgszz.2022.0205收稿日期 2022-11-21 修回日期 2023-03-03钎涂技术制备耐磨涂层是一种重要的材料表面改性技术,被广泛用于减少机械部件的磨损,提高其使用寿命等方面[1-3]。
涂层的摩擦系数、显微硬度和显微结构对其耐磨性起重要作用[4]。
通过在涂层中加入适量的碳化硅、金刚石、WC 等硬颗粒增强材料,可以改善涂层的力学和摩擦学性能[5-6]。
人造金刚石具有优良的物理化学性能,近年来作为增强相受到了研究者的青睐[7-11]。
Cu对SPS制备WC-6Co硬质合金组织和性能的影响
Cu对SPS制备WC-6Co硬质合金组织和性能的影响摘要:本论文旨在研究Cu对放电等离子烧结(SPS)制备的WC-6Co烧结碳化物的烧结温度、致密化、微观结构和力学性能的影响。
研究了平均尺寸为1.2μm的细粒WC粉末。
采用SEM,力学性能测试,测量并观察了WC-6(Co/ Cu)硬质合金的显微组织、硬度、断裂韧性和耐磨性。
结果表明:添加Cu后,WC-6Co硬质合金的烧结温度明显降低;添加Cu使晶粒尺寸减小至0.85μm,但导致密度降低。
Cu的添加量应控制在一定范围内,添加适当比例的Cu的样品可以获得更高的硬度和耐磨性。
关键词:WC-6Co硬质合金;铜粉;放电等离子烧结;烧结温度;机械性能1.简介WC-Co硬质合金因其高硬度,合适的耐磨性,良好的断裂韧性和高温强度而广泛用于各种机械加工,切削和钻孔应用。
WC-Co硬质合金通常由金属陶瓷和钴粘合剂组成。
但是,由于钴是稀缺的战略资源,其价格较高,他们的应用受到限制。
因此,研究人员多年来一直试图寻找新的金属来代替钴作为粘结相。
在一段时间内,铁和镍被认为是硬质合金中钴的合适替代品。
然而,已经发现,在相同的粘合剂分数下,WC-Ni/ Fe硬质合金的机械性能比WC-Co硬质合金对应物要差。
众所周知,在具有更细粒度的烧结碳化物中可以实现机械性能的显著改善。
林等人在WC-Co硬质合金中加入Cu粉,证明Cu的加入对WC-Co硬质合金的硬度有积极影响。
一方面,由于元素Cu粉末的扩散不充分以及WC与元素Cu之间的润湿性差,在添加Cu的WC-Co中,可以有效抑制WC硬质相的溶解和更细的WC颗粒的生长。
另一方面,由于Cu的熔点较低,Cu可以降低WC-6Co烧结碳化物的烧结温度,这也将在一定程度上抑制较细WC颗粒的晶粒生长。
放电等离子烧结(SPS)是一种新型烧结方法,它能够使高脉冲电流通过压块而产生焦耳热烧结粉末压块。
在过去的几年中,已经有这种烧结方法用于烧结不同种类的材料的描述,而WC-Co硬质合金也包括在内。
核电站主给水调节阀司太立合金堆焊开裂原因分析及控制

核电站主给水调节阀司太立合金堆焊开裂原因分析及控制赵立彬;胡安中;石红;张跃;熊冬庆【摘要】主给水调节阀是核电站中非常重要的核级调节阀,为增加其密封面的耐磨性,需要在阀门密封面上堆焊司太立硬质合金.等离子堆焊具有易实现自动化、生产效率高、劳动强度低、焊缝稀释率低等优点,可显著提高堆焊生产效率和质量.分析主给水调节阀套筒司太立堆焊开裂原因,提出司太立堆焊质量的控制措施,为国内阀门制造厂堆焊硬质合金提供借鉴.【期刊名称】《电焊机》【年(卷),期】2019(049)004【总页数】3页(P271-273)【关键词】司太立合金;套筒;堆焊;裂纹【作者】赵立彬;胡安中;石红;张跃;熊冬庆【作者单位】生态环境部核与辐射安全中心,北京100082;生态环境部核与辐射安全中心,北京100082;生态环境部核与辐射安全中心,北京100082;生态环境部核与辐射安全中心,北京100082;生态环境部核与辐射安全中心,北京100082【正文语种】中文【中图分类】TG4550 前言主给水调节阀是核电站核级设备中最大的调节阀,为核安全2级设备。
目前,我国运行的核电机组主给水调节阀都依赖于进口。
近年来,随着我国核电事业的发展和设备国产化的推进,国内已有部分阀门制造厂有能力制造主给水调节阀,在制造过程中的一个关键工艺就是硬质合金的堆焊,对于我国大部门阀门制造厂家而言,焊接往往是制造过程中的薄弱环节。
本文以某核电机组套筒式主给水调节阀制造为例,探讨其在等离子堆焊过程中产生开裂的原因,提出相应的改进措施和建议,以期为国内阀门制造厂进行硬质合金堆焊提供借鉴。
1 概述司太立6号合金在高温下能够保持高硬度,阀门阀芯零部件工作环境温度较高,为增加阀门密封面的耐磨和密封性能,通常在密封面堆焊司太立6号硬质合金[1]。
套筒式主给水调节阀的密封面结构主要有阀座、套筒,因此需要在阀座和套筒密封面上堆焊司太立合金。
图1 阀座和套筒结构与尺寸等离子喷焊是一种利用等离子作为高温热源,采用粉末状合金作为填充金属的熔焊工艺,具有易于实现自动化、生产效率高、劳动强度低、焊缝稀释率低等优点,可显著提高堆焊生产效率和焊接质量[2]。
碳化钨等离子堆焊粉末

碳化钨等离子堆焊粉末碳化钨等离子堆焊粉末是一种常用的焊接材料,具有优良的热导率和耐高温性能。
本文将从碳化钨等离子堆焊粉末的特性、应用领域、操作要点以及市场前景等方面进行介绍。
一、碳化钨等离子堆焊粉末的特性碳化钨等离子堆焊粉末是由碳化钨微粉和其他添加剂组成的复合材料。
其主要特性包括以下几个方面:1.1 高热导率:碳化钨具有优异的热导率,能够有效地传导热量,提高焊接效率和质量。
1.2 耐高温性能:碳化钨能够在高温环境下保持稳定的性能,不易熔化或变形,适用于高温焊接。
1.3 耐腐蚀性:碳化钨具有良好的抗腐蚀性能,能够抵抗酸碱等腐蚀介质的侵蚀,延长使用寿命。
1.4 可调性:通过调整碳化钨等离子堆焊粉末的成分和比例,可以获得不同的焊接效果和性能。
碳化钨等离子堆焊粉末在许多领域都有广泛的应用,主要包括以下几个方面:2.1 电子行业:碳化钨等离子堆焊粉末可以用于电子元器件的焊接,如集成电路、电容器等。
2.2 航空航天:碳化钨等离子堆焊粉末具有耐高温和抗腐蚀性能,可用于航空航天领域的焊接。
2.3 汽车制造:碳化钨等离子堆焊粉末可以用于汽车零部件的修复和加固,提高零部件的使用寿命。
2.4 金属加工:碳化钨等离子堆焊粉末可用于金属材料的连接、修复和加固,提高金属制品的质量和性能。
三、碳化钨等离子堆焊粉末的操作要点在使用碳化钨等离子堆焊粉末进行焊接时,需要注意以下几个操作要点:3.1 清洁表面:焊接前要将焊接表面清洁干净,以确保焊缝的质量和强度。
3.2 控制焊接温度:碳化钨等离子堆焊粉末的焊接温度要适中,过高会导致焊缝熔化,过低会影响焊接质量。
3.3 控制焊接速度:焊接速度要适中,过快会导致焊缝质量下降,过慢会浪费时间。
3.4 均匀施焊:施焊要均匀,避免焊接过程中出现焊缝不均匀或堆积现象。
四、碳化钨等离子堆焊粉末的市场前景碳化钨等离子堆焊粉末作为一种高性能的焊接材料,具有广阔的市场前景。
4.1 电子行业的发展推动了碳化钨等离子堆焊粉末的需求增长,随着电子产品的普及和更新换代,对焊接材料的需求也将持续增加。
司太立(Stellite)6B合金精车削工艺 司太立(Stellite)合金焊接工艺

『常见问题』:司太立合金系列有哪些?司太立合金是什么材质?司太立合金执行标准是什么?司太立合金抗拉强度是什么?司太立合金是什么价格?司太立合金屈服强度是什么?司太立合金对应什么牌号?司太立合金硬度是什么?『形态』司太立合金棒材,司太立合金板材,司太立合金无缝管材,司太立合金带材,司太立合金卷材,司太立合金盘丝,司太立合金扁条,司太立合金圆棒,司太立合金厚板,司太立合金光棒,司太立合金圆钢,☄司太立合金131, 司太立合金670, 司太立合金22122,『状态』热轧、锻轧、精扎、机轧、挤压、连铸、冷拔、浇铸、冷拉等『司太立合金6 物理性能』『前言』20世纪30年代末期,由于活塞式航空发动机用涡轮增压器的需要,开始研制钴基高温合金。
在使用过程中这种合金不断析出碳化物相而变脆。
因此,把合金的含碳量降至0.3%,同时添加2.6%的镍,以提高碳化物形成元素在基体中的溶解度,这样就发展成为HA-21合金。
X-40和HA-21制作航空喷气发动机和涡轮增压器铸造涡轮叶片和导向叶片,其工作温度可达850-870℃。
『产品介绍』司太立/ Stellite合金是一种能耐各种类型磨损和腐蚀以及高温氧化的硬质合金,即通常所说的钴基合金。
司太立/ Stellite合金是以钴作为主要成分,含有相当数量的镍、铬、钨和少量的钼、铌、钽、钛、镧等合金元素,偶尔也还含有铁的一类合金。
根据合金中成分不同,它们可以制成焊丝,粉末用于硬面堆焊,热喷涂、喷焊等工艺,也可以制成铸锻件和粉末冶金件。
『焊接技术』焊前预备工序:(1)用氧-乙炔火焰加热需返修叶片的钎焊司太立合金片,取下合金片,并打磨原钎焊部位,去除钎料(包含掉落司太立合金片的叶片);(2)电动砂轮打磨进汽侧水蚀区域,使之露出金属光泽,边缘部位应圆滑过渡,不得有尖角,尽量去除水蚀痕迹;(3)用放大镜检查焊接区域,若有缺点,打磨去除缺点,并用上色探伤确认缺点已去除干净后再进行下道工序;(4)用丙酮清洗干净水蚀区域,去除油、锈等污物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光堆焊司太立6与WC混合粉末的性能作者:杨光徐国建杭争翔邢飞
来源:《大众科学·上旬》2019年第01期
摘要:利用Nd: YAG激光器+6轴机器人堆焊系统,将Co基合金(Stellite-6)与WC混合粉末堆焊于低碳钢(SM400B)的表面,并对其堆焊层的稀释率、裂纹敏感性、显微组织、维氏硬度和耐磨性能进行了研究。
研究结果表明,在0~90%WC范围内,随WC百分含量的增加,堆焊层的裂纹敏感性、维氏硬度和耐磨性能增大;另外,当WC含量较低时(0%-40%),堆焊层属于亚共晶组织,并且随WC的含量增加,初晶柱状晶的含量减少,而共晶组织的含量增加。
当WC含量较高时(50%-100%),堆焊层属于过共晶组织,并且随WC的含量增加,初晶碳化物的含量增加,而共晶组织的含量减少。
关键词:Nd: YAG激光堆焊;显微组织;裂纹敏感性
激光堆焊是一种先进的材料加工技术,它可在基体表面通过冶金结合制备出高致密度、无裂纹和无气孔的堆焊层,并具有稀释率低、焊接变形小和堆焊效率高等优点。
对于不同的应用领域,激光堆焊对可堆焊材料具有很强的适应能力[1-3]。
目前,激光堆焊及修复技术已逐步被用到汽车发动机阀门[4]、核反应堆炉心内壁、涡轮叶片[5]及动力设备[6] 等零件中。
为了进一步提高堆焊层的使用性能,实际生产更多的是将WC硬质相颗粒加入到塑性较好的Co基合金粉末中,将其用于苛刻工况条件下的表面修复和强化。
本研究中,为了提高核发电成套装备中零件的使用性能,利用激光-机器人堆焊系统将WC硬质相颗粒(0~100%WC)加入到Co基合金粉末中,并对堆焊层的裂纹敏感性,显微组织,维氏硬度和耐磨性能等进行了研究。
1.实验过程
1.1激光堆焊系统及工艺参数
激光堆焊系统由脉冲Nd:YAG激光器(额定输出功率300W)、6轴机器人、5m长的传输光纤、送粉器和激光堆焊头构成。
激光堆焊工艺参数:激光输出功率275W(90pps)、离焦量+3mm、堆焊速度1mm/s、送粉速度12g/min、送粉气体流量4L/min、内喷嘴气体流量6L/min、保护气体流量10L/min。
1.2实验材料
母材为低碳钢板(SM400B:0.18%C、0.4%Si、1.38%Mn、0.017%P、0.005%S、余量Fe),堆焊粉末為Stellite-6(1.2%C、1.3%Si、0.01%Mn、1.3%Ni、28%Cr、0.1%Mo、
1.4%Fe、4.7%W、余量Co)和WC(99.7%WC)。
1.3堆焊层性能分析方法
用线切割截取堆焊层的横断面,研磨后进行抛光处理,然后用王水腐蚀1~5分钟;对堆焊层的显微组织、断口形貌进行了观察;并对其化学成分、相结构、元素分布、硬度、耐磨性能等进行了测定。
2.结果与讨论
2.1堆焊层的裂纹敏感性
在相同堆焊条件下,测得的堆焊层平均裂纹率如图1所示,当WC含量为20%时开始产生裂纹,并随着WC含量的增加裂纹数增多。
当WC含量为90%时裂纹数最多,而后有所下降。
原因是随着WC含量的增加,部分WC分解量增加,导致堆焊层在凝固过程中WC和其他碳化物析出相数量的增加及C固溶强化效果的增强,从而使其变脆,即堆焊层裂纹敏感性增加。
当WC含量达到90%以上时,由于堆焊层稀释率的显著增加,导致母材金属在堆焊层中的含量显著提高,使堆焊层的塑性变好,因此堆焊层裂纹敏感性降低。
WC含量为20%、70%时,堆焊层断口形貌如WC图2所示。
由图可知,均属于准解理断裂。
2.2堆焊层的显微组织
根据WC百分含量的不同,可将堆焊层的显微组织分为两种类型,即亚共晶组织+未熔WC颗粒(0~40%WC)和过共晶组织+未熔WC颗粒(50~100%WC),分别如图3和图6所示。
2.2.1堆焊层的亚共晶组织
WC含量为10%、30%堆焊层熔合线附近及20%堆焊层SEM的组织分别如图3(a)~(c)所示。
由图可知,堆焊层均属于亚共晶组织,即由初晶柱状晶和共晶组织构成。
并且随着WC含量的增加,初晶柱状晶变得细小且含量减少,而共晶组织的含量增多。
WC含量为20%的堆焊层的电子探针分析结果如图4所示。
由分析结果可知,初晶柱状晶中含有较多的Co和Fe及少量的Cr、C 和 W。
WC含量为20%、40%的堆焊层的X射线扫描分析结果如图5所示。
在0~40%WC范围内,随着WC百分含量增加,尽管堆焊层都由富Co固溶体、
Cr23C6、Co3W3C、CoCx和WC相组成,但可以看出WC、Cr23C6 和 Co3W3C相在增加,而富Co固溶体却在减少。
由以上分析结果可知,亚共晶组织的初晶相是由富Co固溶体组成,而共晶组织是由富Co固溶体、Cr23C6、Co3W3C、CoCx和WC相组成。
2.2.2堆焊层的过共晶组织
WC含量为50%、60%和70%的堆焊层组织如图6(a)~(c)所示。
由图可知,堆焊层属于过共晶组织,即由初晶碳化物相和共晶组织构成。
并且随着WC含量的增加,初晶碳化物相含量增加,而共晶组织的含量减少。
当WC含量为70%时,堆焊层的电子探针分析结果如图7所示。
与共晶组织相比,初晶碳化物相含有较多的W和C及较少的Co、Cr、Fe和Mo。
WC含量分别为80%、100%时的X射线衍射分析结果如图8(a)、(b)所示,当WC含量为80%时,堆焊层由富Co固溶体、α-Fe (Cube)、WC、Co3W3C、CoCx、Fe3W3C、Fe3C 和Cr7C3相组成。
当WC含量为100%时,堆焊层由-Fe (Cube)、WC、 Fe3W3C、Fe6W6C 和Fe3C相组成。
由以上分析结果可知,过共晶组织(50%~100%WC)的初晶碳化物主要由WC相组成,共晶组织主要由富Co固溶体、-Fe (Cube)及复杂碳化物(WC、Co3W3C、CoCx、
Fe3W3C、Fe3C、Cr7C3、Fe3W3C、Fe6W6C、Fe3C)组成。
随着WC含量的增加,堆焊层稀释率增大,由于母材的影响进入到堆焊层中的Fe增多,因此堆焊层中有-Fe (Cube)、
Fe3W3C、Fe6W6C 和Fe3C相的析出。
3 結论
(1)堆焊层的断口形貌属于准解理断裂。
(2)根据WC含量的不同,堆焊层组织可分为亚共晶组织和过共晶组织。
亚共晶组织(0%~40% WC)的堆焊层由初晶相(富Co固溶体)和共晶组织(富Co固溶体 + Cr23C6 + Co3W3C + CoCx; + WC)组成。
过共晶组织(50% ~100% WC)的堆焊层由初晶相WC和共晶组织(富Co固溶体或-Fe)+ 复杂碳化物(WC + Cr7C3 + Co3W3C + CoCx等)组成。
参考文献:
[1] 徐国建,殷德洋,杭争翔,张伟,激光堆焊Co基合金与VC混合粉末组织和性能[J],沈阳工业大学学报,2012,34(1):26-30。
[2] 徐国建,殷德洋,杭争翔,唱丽丽,范荣博,张翼飞,激光熔覆钴基合金与碳化钒的功能梯度层[J],激光与光电子学进展, 2012, 49(6):061404-1-061404-6。
[1]W.M Steen. Laser Material Processing[M]. Springer Verlag, London,2003.
[2] J.F. Ready, LIA Handbook of Laser Material Processing[M], The Laser Institute of America and Mangolia Publishing Inc., 2001.
[3] C.P. Paul et al. Cladding of WC–12 Co on low carbon steel using a pulsed Nd:YAG
laser[J] .Materials Science and Engineering A,2007, 464 :170–176.
[4] Muneharu KUTSUNA. Application of the laser processing to the auto industry and future technology[J].WELDINGTECHNIQUE: 2002, 50 (5): 127-135.
[5] Muneharu KUTSUNA.Research and Development of LaserMaterials Processing Using High Powder Laser[J]. The Review of Laser Engineering: 2000, 28(11): 736-744.
[6] Muneharu KUTSUNA.The Characteristics of Laser Cladding and its
Application[J].WELDING TECHNIQUE: 1995,43(9):70-7.。