AMC7150 应用回路(一)
磨床的电气控制(M7120)

执行机构
根据控制系统发出的指令,驱动磨床各部分 制
安全保护
通过电机控制系统,实现磨床主轴、工作 台等的精确运动,确保加工精度。
通过传感器系统实时监测磨床工作状态, 当出现异常时,控制系统自动采取措施, 如停机、报警等,确保设备和人员安全。
故障诊断与排除
工作效率优化
磨床的电气控制(M7120)
目录
• 磨床概述 • M7120磨床介绍 • M7120磨床的电气控制系统 • M7120磨床的电气控制电路分析 • M7120磨床的电气控制系统的维
护与保养
01
磨床概述
磨床的定义与分类
总结词
磨床是一种利用磨料和磨具对工件进行磨削加工的机床,根据加工方式和应用领域不同,可分为多种类型。
详细描述
磨床是一种广泛应用于机械制造领域的机床,其主要利用磨料和磨具对工件进行磨削加工,以达到精确的尺寸和 表面粗糙度要求。根据不同的加工方式和应用领域,磨床可分为平面磨床、外圆磨床、内圆磨床、无心磨床、工 具磨床等类型。
磨床的应用领域
总结词
磨床广泛应用于汽车、航空、能源、模具、刀具等领 域,是精密加工和高效加工的关键设备之一。
详细描述
磨床作为一种高精度和高效率的加工设备,被广泛应用 于汽车、航空、能源、模具、刀具等领域。在汽车工业 中,磨床主要用于发动机零件、变速器零件、刹车系统 零件等的加工;在航空工业中,由于对材料和加工精度 要求极高,磨床成为不可或缺的加工设备;在能源领域 ,核电、风电等大型零部件的加工也离不开磨床;在模 具和刀具领域,磨床更是关键的加工设备,用于提高工 件的精度和寿命。
一步向智能化、高效化方向发展,实现更加高效、精准的加工。
02
M7120磨床介绍
电机控制技术 配置M7130平面磨床电气控制盘
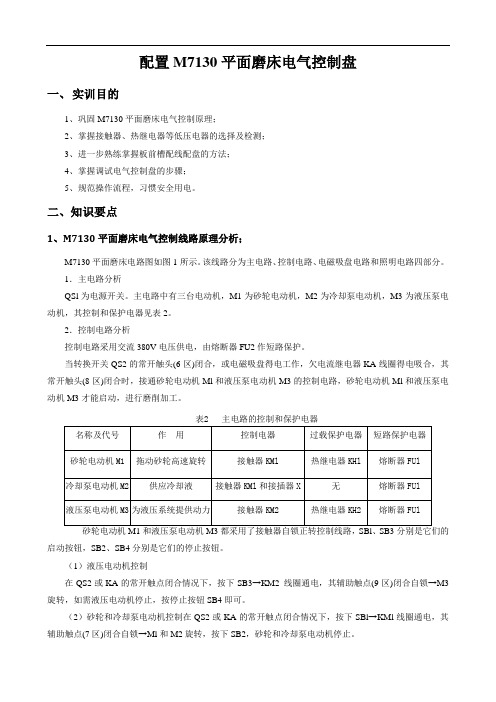
配置M7130平面磨床电气控制盘一、实训目的1、巩固M7130平面磨床电气控制原理;2、掌握接触器、热继电器等低压电器的选择及检测;3、进一步熟练掌握板前槽配线配盘的方法;4、掌握调试电气控制盘的步骤;5、规范操作流程,习惯安全用电。
二、知识要点1、M7130平面磨床电气控制线路原理分析;M7130平面磨床电路图如图1所示。
该线路分为主电路、控制电路、电磁吸盘电路和照明电路四部分。
1.主电路分析QSl为电源开关。
主电路中有三台电动机,M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机,其控制和保护电器见表2。
2.控制电路分析控制电路采用交流380V电压供电,由熔断器FU2作短路保护。
当转换开关QS2的常开触头(6区)闭合,或电磁吸盘得电工作,欠电流继电器KA线圈得电吸合,其常开触头(8区)闭合时,接通砂轮电动机Ml和液压泵电动机M3的控制电路,砂轮电动机Ml和液压泵电动机M3才能启动,进行磨削加工。
表2 主电路的控制和保护电器启动按钮,SB2、SB4分别是它们的停止按钮。
(1)液压电动机控制在QS2或KA的常开触点闭合情况下,按下SB3→KM2 线圈通电,其辅助触点(9区)闭合自锁→M3旋转,如需液压电动机停止,按停止按钮SB4即可。
(2)砂轮和冷却泵电动机控制在QS2或KA的常开触点闭合情况下,按下SBl→KMl线圈通电,其辅助触点(7区)闭合自锁→Ml和M2旋转,按下SB2,砂轮和冷却泵电动机停止。
3.电磁吸盘电路电磁吸盘是用来固定加工工件的一种夹具。
它与机械夹具比较,具有夹紧迅速、操作快速简便、不损伤工件、一次能吸牢多个小工件,以及磨削中工件发热可自由伸缩、不会变形等优点。
不足之处是只能吸住铁磁材料的工件,不能吸牢非磁性材料(如铝、铜等)的工件。
(1)电磁吸盘构造及原理电磁吸盘线圈通以直流电,使芯体被磁化,将工件牢牢吸住,其工作理原如图12.3所示。
图中1为钢制吸盘体,在它的中部凸起的芯体A上绕有线圈2,钢制盖板3被隔磁层4隔开。
AMC7150

表目錄
表一 AMC7150EKM評估工具版元件列表…………………………………….………………...……….. 1 表二 Power LED 規格表………………………………………………………….….…………...……….. 1 表三 以350mA之驅動電流驅動串聯連接之LED所需之輸入電壓………………….………….……….. 6 表四 使用Jumper選擇LED1和LED2之連接方式達成4種點亮模式………………….………………….. 12 表五 AMC7150EKM評估工具版在-40℃與+125℃環境溫度下皆可正常運作……..……………...……15 表六 以4顆二極體串接模擬LED,檢驗AMC7150在環境溫度+125℃下之工作狀況…………...….…. 16
1000mA
DC Forward Current
350mA
Copyright © 2004 by ADD Microtech Corp.
1
Version 1.0 - Nov. 2, 2004
AAN-002
4. Topology
AMC7150EKM採用降壓型轉換器(Buck converter)電路架構驅動Power LED,降壓 型轉換器是最基本的電源轉換器,由一個功率晶體、二極體、LC濾波器與負載所組成, 平均輸出電壓小於直流輸入電壓( Vout < Vcc ),可提供單極性的輸出電壓與單相的輸出 電流。降壓型轉換器可以應用在輸入與輸出端不需隔離且輸入電壓恆比輸出電壓高的場 合,在一般電路中較不常見,主要還是以衍生型的電路架構如返馳式、順向式、推挽式、 半橋式或全橋式轉換器的應用最為普及。
AAN-002
AMC7150 1.5A Power LED Driver
AMC7150

况下还小 1.6V。
输入旁路电容
输入旁路电容 CIN 控制输入电压和滤除 AMC7150 的开关噪音。
二极管
Hale Waihona Puke 最快的恢复二极管推荐使用肖特级二极管 DF,这是因为高的反向电流将会导致电压通过 R 下降高达 300MV,这样将导
致开关在刚刚导管就迅速的截止了。
LED 驱动电流
峰值电流 IPK 流过 LED 串的大小决定与以下的公式:
LED 上的平均电流值是由电感 L 控制的峰峰纹波电流值决定的。假设 LED 串上的目标电流是 550MA,纹波电流值是 100MA, 那么电阻 R 的值是:
R 的值有时候会大于 200 毫欧,所以驱动电流不会超过我们推荐的最大值 1.5A。
电感
电感在开关导通的时候储存能量,而在开关截止的时候通过肖特级二极管 DF 释放电流给 LED 串。为了减少 LED 串上的 纹波电流值,这个值必须足够的高使系统连续的工作,而且通过 L 的电流值不可以下降到零。在稳态工作情况下,波形必须 是一个时间周期到一个时间周期的不断重复。一个完整的时间周期内电感的电压 VL 必须是零。
深圳明和科技有限公司
Tel:0755-82536500
AMC7150
输出 1.5A 电流的 LED 驱动 IC
AMC7150 是一个以 PWM(脉冲宽度调变)方式工作的 LED 驱动 IC。驱动电流可以从几个毫安上升到 1.5A。它可以使 LED
工作在输入电压从 4V 到 40V 的高效,高亮的情况下。工作频率由外部电容控制可以达到 200KHz,在一个 LED 或者一串的 LED
单位
ICC
VCC=4~40V
4
mA
VDP
电拖模块二单元2M7130型平面磨床电气控制电路故障维修课件
1
250V,5A 1
JD3 TC1TH/H
600V,5μF 1 1 1
限制退磁 电流 放电保护
连接M2 连接电磁 吸盘
交流退磁 器用 放电保护 工作照明 工件退磁
任务1 认识M7130型平面磨床
图2-2-8 M7130型磨床元器件位置图(正视) 1—插座XS 2—转换开关QS2 3—接插器X2 4—照明灯开关SA
图上 区号 1 5 16 11 2 4
元 件 名 称 型号
规格
数量
熔断器 熔断器 熔断器
RL1⁃60/30 RL1⁃15 BLX⁃1
60A,熔体 1 30A
15A,熔体 1 5A
1A
1
熔断器
RL1⁃15
热继电器 JR10⁃10
15A,熔体 1 5A
9.5A
1
热继电器 JR10⁃10
6.1A
1
用途
总电源短 路保护
热继电器F R2
熔断器FU1
任务1 认识M7130型平面磨床
图2-2-3 M7130型平面磨床的主电路图
任务1 认识M7130型平面磨床
图2-2-4 M7130型磨 床控制电路
任务1 认识M7130型平面磨床
(1)砂轮电动机的工作原理 (2)砂轮电动机的控制过程 (3)液压泵电动机的工作原理 (4)液压泵电动机的控制过程 3.电磁吸盘电路分析
工作任务
维修M7130型平面 磨床照明电路常见故 障
M7130型平面磨床 砂轮、冷却泵电动机 控制电路常见故障维 修
M7130型平面磨床 液压泵电动机控制电 路常见故障维修
要求
1.熟悉M7130型平面磨床照明电路的 组成及工作原理
2.利用电压测量法和电阻测量法检修 照明电路的常见故障
AMC7150

MicroBridge OnlyAMC D OC . #: 7150XX August 2004 V2.0AMC7150®A DD MICROTECH CORP .1.5A Power LED DriverDESCRIPTIONFEATURESAMC7150 is a PWM power LED driver IC. The driving current from few milliamps up to 1.5A. It allows high brightness power LED operating at high efficiency from 4Vdc to 40Vdc. Up to200KHz external controlled operation frequency. External resistor controlled the maximum output current to single LED or a LED string.Only 5 external components required. Output driving current up to 1.5A.4V~40V wide operation voltage range. High efficiency ESD protection HBM 2KV TO-252 5-pin power package.APPLICATIONSPACKAGE PIN OUTDC/DC LED driver AutomotiveLightingVCCCS GND OUT OSC TO-252-5L (Top View)TYPICAL APPLICATIONRsense4V~40VORDER INFORMATIONTO-2525-pinAMC7150DLAMC7150DLF (Lead Free)Note: 1. All surface-mount packages are available in Tape & Reel. Append the letter “T” to part number (i.e.AMC7150DLT).2. The letter ”F” is marked for Lead Free process.POWER DISSIPATION TABLEPackage θJA( O C W ) Derating factor ( mW/O C )T A≧25 O CT A≦25 O CPower rating (mW)T A=70 O CPower rating (mW)T A= 85O CPower rating (mW)TO-252-5 80 12.5 1560 1000 812 Note :Junction Temperature Calculation: TJ = T A + (PDx θJA).PD : Power Dissipation, T A: Ambient temperature, θJA: Thermal Resistance-Junction to AmbientThe θJAnumbers are guidelines for the thermal performance of the device/PC-board system.All of the above assume no ambient airflow.MicroBridgeMicroBridge OnlyPIN DESCRIPTIONPin NumberPin Name Pin Function4 OUT Driver output pin.2 CS Peak current senses pin. 5 OSCOscillator timing capacitor.1VCCInput V oltage 4V ~ 40V3 GND GroundABSOLUTE MAXIMUM RATINGSInput Voltage, VCC-0.3V to 40V Output Voltage, OUT-0.3V to 40V Maximum Junction Temperature , T J150O C Storage Temperature Range -40O C to 150O C Lead Temperature (soldering, 10 seconds) 260O C Note:Exceeding these ratings could cause damage to the device. All voltages are with respect to Ground. Currents are positive into, negative out of the specified terminal.RECOMMENDED OPERATING CONDITIONSParameter Symbol Min Typ Max UnitSupply Voltage VCC 4 40 V Output current I OUT 1.5 AOperating free-air temperature range Ta -40 85 ℃ELECTRICAL CHARACTERISTICSVCC=5V, Ta=25°C. ( Unless otherwise noted)Parameter Symbol Condition Min TypMax Unit Apply PinSupply Current I CC VCC=4~40V 4 mA VCC Output Drop-out Voltage V DP I OUT =1A, V CS -V OUT 1 1.3 V Output Leakage Current I LK V CS -V OUT = 40V0.0110µAOUT Current Sense Voltage V CS VCC- V CS270 300 330 mV CSMaximum duty cycle T DC V CS =VCC 85 % OSC Charge CurrentI CH35 uAOSCOnlyAPPLICATION INFORMATIONLow Voltage DC/DC ApplicationThe AMC7150 was designed for power LED driving application. Only 5 external components were required for low voltage application. Fig.1 shows the typical application circuit for input voltage range from 4V to 40V. Buck power conversion topology was used and total forward voltage (at expecting current) of the LED string should lower than supply voltage by 1.6V at least.Rsense4V~40VInput Bypass CapacitorThe input by-pass capacitor C IN holds the input voltage and filters out the switching noise of AMC7150.Flywheel DiodeThe fast recovery diode was recommended for flywheel diode D F . This is because the high reverse recovery current will cause the voltage drop across Rsense being higher than 300mV, and consequently the switch will be turned off which has just been turned on. LED Driving CurrentThe peak current I PK flow though LEDs was decided by:RsensemVI PK 300=The average current on LEDs was determined by the peak-to-peak ripple current that was decided by inductor L. Assume the target average current 550mA on LEDs and ripple current 100mA then the Rsense should be:Ω=⋅+=5.01005.0550300mAmA mVRsenseThe Rsense value should higher than 200m Ω so that driving current won’t over the recommended maximum driving current 1.5A.MicroBridge OnlyInductorThe Inductor L stores energy during switch turn-on period and discharge driving current to LEDs via flywheel diode while switch turn-off. In order to reduce the current ripple on LEDs, the L value should high enough to keep the system working at continuous-conduction mode that inductor current won’t fall to zero.Since in steady-state operation the waveform must repeat from one time period to the next, the integral of the inductor voltage v L over one time period must be zero:00=+=∫∫∫ON sONst T t L L T L dt v dt v dt v Where OFF ON s t t T +=ThereforeLEDSAT Rsense CC FLED OFF ON V V V V V V t t −−−+= Where, V LED is the total forward voltage (at expecting current) of the LED string, V F is the forward voltage of the flywheel diode D F, V Rsens e is the peak value of the voltage drop across Rsense which is 300mV, and V SAT is the saturation voltage of the switch which has a typical value of 1V.Since the operation frequency f is determined by choosing appropriate value for timing capacitor C T , the switch turn-on time can also be known byf DT D t s ON =⋅= Where OFFON ON t t t Dutycycle D +=)( With knowledge of the peak switch current and switch on time, the value of inductance can be calculated.ON PKLEDSAT Rsense CC t I V V V V L ⋅−−−=PACKAGE‧TO-252-5L MicroBridge Only。
M7130型平面磨床电气控制ppt课件

求 • 3、M7130型平面磨床的电气控制电路 • 4、M7130型平面磨床常见故障分析
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
一、M7130型平面磨床主要结构和 运动形式
1. M7130型平面磨床主要结构
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
一、M7130型平面磨床主要结构和运动 形式
2. M7130型平面磨床的运动形式
名称
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
规格或型号
1. 主电路 开关
开关
HZ10-25/3 HZ10-10P/3
熔断器
PL1-60/10
熔断器
PL1-15/5
熔断器
小型玻璃管式1A
3. 电磁吸盘控制电路
(1)当转换开关QS2置于“充磁”位置 时 (2)加工结束后 (3)去磁结束后 (4)电磁吸盘保护环节
采用PP管及配件:根据给水设计图配 置好PP管及配 件,用 管件在 管材垂 直角切 断管材 ,边剪 边旋转 ,以保 证切口 面的圆 度,保 持熔接 部位干 净无污 物
四、M7130型平面磨床常见电气 故障分析
(1)主运动 砂轮的旋转运动。 (2)进给运动 有垂直进给、横向进给、纵向进
给三种形式 。 (3)辅助运动 包括砂轮箱在滑座水平导轨上
低成本高能效PWM降压1.5A功率LED驱动器AMC7150原理及应用电路
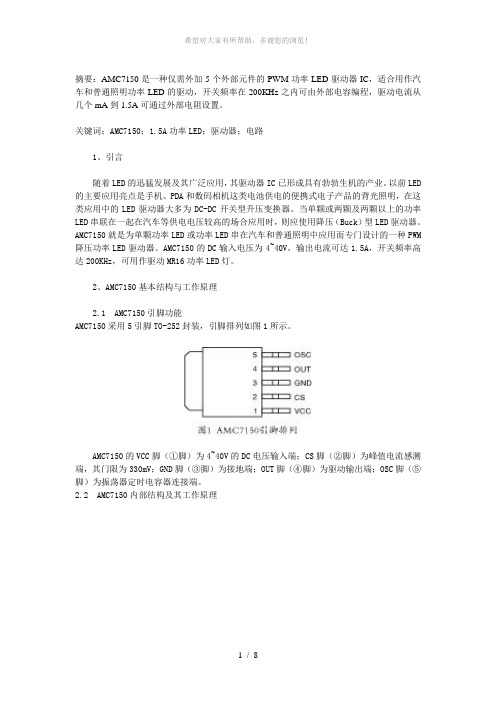
摘要:AMC7150是一种仅需外加5个外部元件的PWM功率LED驱动器IC,适合用作汽车和普通照明功率LED的驱动,开关频率在200KHz之内可由外部电容编程,驱动电流从几个mA到1.5A可通过外部电阻设置。
关键词:AMC7150;1.5A功率LED;驱动器;电路1、引言随着LED的迅猛发展及其广泛应用,其驱动器IC已形成具有勃勃生机的产业。
以前LED 的主要应用亮点是手机、PDA和数码相机这类电池供电的便携式电子产品的背光照明,在这类应用中的LED驱动器大多为DC-DC开关型升压变换器。
当单颗或两颗及两颗以上的功率LED串联在一起在汽车等供电电压较高的场合应用时,则应使用降压(Buck)型LED驱动器。
AMC7150就是为单颗功率LED或功率LED串在汽车和普通照明中应用而专门设计的一种PWM 降压功率LED驱动器。
AMC7150的DC输入电压为4~40V,输出电流可达1.5A,开关频率高达200KHz,可用作驱动MR16功率LED灯。
2、AMC7150基本结构与工作原理2.1 AMC7150引脚功能AMC7150采用5引脚TO-252封装,引脚排列如图1所示。
AMC7150的VCC脚(①脚)为4~40V的DC电压输入端;CS脚(②脚)为峰值电流感测端,其门限为330mV;GND脚(③脚)为接地端;OUT脚(④脚)为驱动输出端;OSC脚(⑤脚)为振荡器定时电容器连接端。
2.2 AMC7150内部结构及其工作原理AMC7150芯片集成了可调频率振荡器(OSC)、电流传感比较器、PWM控制电路及驱动器,其内部结构及典型应用电路如图2所示。
输入电容CIN用作保持输入电压并滤除IC产生的开关噪声。
Rsense为峰值电流感测电阻,其值决定通过LED的峰值电流IPK(LED),计算公式为IPK(LED)=330mV/Rsense例如,如果选择Rsense=0.33Ω,IPK(LED)则为1A。
为保证LED平均驱动电流不超过1.5A,Rsense值必须不低于200mΩ。
开关电源工作原理及电路图

关于外形现在LED日光灯电源,做灯的厂家普遍要求放在灯管内,如放T8灯管内.很少一部分外置.不知道为什么都要这样.其实内置电源又难做,性能也不好.但不知为什么还有这么多人这样要求.可能都是随风倒吧.外置电源应该说是更科学,更方便才对.但我也不得不随风倒,客户要什么,我就做什么.但做内置电源,有相当难度哦.因为外置的电源,形状基本没有要求,想做多大做多大,想做成什么形状也没关系.内置电源,只能做成两种,一种是用的最多的,就是说放在灯板下面,上面放灯板。
下面是电源,这样就要求电源做的很薄,不然装不进.而且这样只能把元件倒下,电源上的线路也只有加长.我认为这样不是个好办法.不过大家普遍喜欢这样搞.我就搞.还有就是用的少一些,放两端的,即放在灯管两头,这样好做些,成本也低些.我也有做过,基本就是这两种内置形状了。
关于此种电源的要求和电路结构的问题我的看法是,因为电源要内置在灯里,而发热是LED光衰最大的杀手,所以发热一定要小,就是效率一定得高.当然得有高效率的电源.对于T8一米二长的那种灯,最好是不要用一支电源,而是用二支,两端各一只,将热量分散.从而不使热量集中在一个地方.电源的效率主要取决于电路的结构和所用的器件.先说电路结构,有些人还说要隔离电源,我想绝对是没必要的,因为这种东西本来就是置于灯体内部,人根本摸不到.没必要隔离,因为隔离电源的效率比不隔离效率要低,第二是,最好输出要高电压小电流,这样的电源才能把效率做高.现在普遍用到的是,BUCK电路,即降压式电路.最好是把输出电压做到一百伏以上,电流定在100MA上那样,如驱动一百二十只,最好是三串,每串四十只,电压就是一百三十伏,电流60MA.这种电源用的很多,本人只是认为有一点不好,如果开关管失控通咱,LED会玩完.现在LED这么贵.我比较看好升压式电路,此种电路的好处,我反复的说过,一是效率较降压式的高些,二是电源坏了,LED灯不会坏.这样能确保万无一失,如果烧坏一个电源,只是损失几块钱,烧一个LED日光灯,就会赔掉上百元的成本.所以我一直首推还是升压式的电源.还有就是,升压式电路,很容易把PF值作高,降压式的就麻烦一些.我绝对升压式电路用于LED日光灯的好处还是有压倒性的强于降压式的.只是有一年缺点,就是在220V市电输入情况下,负载范围比较窄,一般只能适用于1 00至140个一串或两串LED,对于少于此数的,或是夹在中间的,却用起来不方便.不过现在做LED日光灯的,一般60CM长那种都是用100至140,一米二的那种,一般就是用二百到二百六那样,使用起来还是可以的.所以现在LED日光灯一般使用的是不隔离降压电路,还有不隔离升压电路,此种电路用于LED日光灯,应该可以算是本人首创。
第四章M7120平面磨床电路

第四章M7120平⾯磨床电路第四章 M7120平⾯磨床电路智能实训单元⼀、电路分析M7120型平⾯磨床的电⽓控制线路可分为主电路、控制电路、电磁⼯作台控制电路及照明与指⽰灯电路四部分。
1.主电路分析主电路中共有四台电动机,其中M1是液压泵电动机实现⼯作台的往复运动;M2是砂轮电动机,带动砂轮转动来完成磨削加⼯⼯件;M3是冷却泵电动机;它们只要求单向旋转,分别⽤接触器KM1、KM2、控制。
冷却泵电机M3只是在砂轮电机M2运转后才能运转。
M4是砂轮升降电动机,⽤于磨削过程中调整砂轮和⼯件之间的位置。
M1、M2、M3是长期⼯作的,所以都装有过载保护。
M4是短期⼯作的,不设过载保护。
四台电动机共⽤⼀组熔断器FU1作短路保护。
2.控制电路分析(1)液压泵电动机M1的控制合上总开关QS1后,整流变压器⼀个副边输出130伏交流电压,经桥式整流器VC整流后得到直流电压,使电压继电器KA获电动作,其常开触头(7区)闭合,为启动电机做好准备。
如果KA不能可靠动作,各电机均⽆法运⾏。
因为平⾯磨床的⼯件靠直流电磁吸盘的吸⼒将⼯件吸牢在⼯作台上,只有具备可靠的直流电压后,才允许启动砂轮和液压系统,以保证安全。
当KA吸合后,按下启动按钮SB3,接触器KM1通电吸合并⾃锁,⼯作台电机M1启动运转,HL2灯亮。
若按下停⽌按钮SB2,接触器KM1线圈断电释放,电动机M1断电停转。
(2)砂轮电动机M2及冷却泵电机M3的控制按下启动按钮SB5,接触器KM2线圈获电动作,砂轮电动机M2启动运转。
由于冷却泵电动机M3与M2联动控制,所以M3与M2同时启动运转。
按下停⽌按钮SB4时,接触器KM3线圈断电释放,M2与M3同时断电停转。
两台电动机的热断电器FR2和FR3的常闭触头都串联在KM2中,只要有⼀台电动机过载,就使KM2失电。
因冷却液循环使⽤,经常混有污垢杂质,很容易引起电动机M3过载,故⽤热继电器FR3进⾏过载保护。
(3)砂轮升降电动机M4的控制砂轮升降电动机只有在调整⼯件和砂轮之间位置时使⽤,所以⽤点动控制。
M7130平面磨床电气控制线路ppt课件

2V 2W PE 1U 1V 1W 2U
M
M
3~
3~
M1
M2
SB15 KM1 7
X1 3V
3U M 3W
6
SB3 8
KM2
3~
M3
KM1 KM2
27
49
2
4
2
4
FU3 XS
T1 201
KA
209 210
T2
I<
R2 205
R1
207
204
R3
VC
QS2
202 206
C
208
X YH
X2 退放吸
203
49
2
4
2
4
FU3 XS
T1 201
KA
209 210
T2
I<
R2 205207
R1
204
R3
VC
QS2
202 206
C
208
X YH
X2 退放吸
203
磁松合
101 SA
102 EL
1
2
3
4
5 精6 选版7课件8ppt 9 10 11 12 13
14 15
16 2127
M7130平面磨床电路图
电源开关 及保护
203
磁松合
101 SA
102 EL
1
2
3
4
5 精6 选版7课件8ppt 9 10 11 12 13
14 15
16 1187
M7130平面磨床电路图
电源开关 及保护
砂轮 电动 机
冷却泵电 液压泵
动机
电动机
控制 砂轮 电路 控制 保护
AMC系列多回路监控单元在智能配电回路中的应用

AMC系列多回路监控单元在智能配电回路中的应用引言随着配电系统的发展,智能配电回路中各种仪表向集成化和网络化发展的方向是越来越清晰。
目前单回路集成化的优势已经出现,但是对多个回路的集成还未产生。
本文将要介绍的是最新开发的AMC 系列多回路智能监控单元在智能配电出线回路中的应用。
该系列监控单元主要应用于多个配电出线回路的电参量的监测,它将回路中的母线电压、多个配出回路的电流、功率、电能和各个回路的开关状态集中测量、显示、并通讯输出,实现了对监控要求较简单的配电出线回路的集中测量和监视,一个AMC 多回路监控单元就能实现上述多个回路的监测功能,大大方便了系统的接线、安装、调试;节约了用户的投资,降低了系统成本等优点,必将引领国内外智能配电领域的发展方向,成为智能配电中出线回路监控系统的发展主流。
1技术背景在传统的智能配电出线回路中,要实现对回路中每个负载的各种电参量的全面监测,一般有以下2 种组网方式(以三相为例):方案1:(该方案在三相智能配电出线回路中是比较常见的一种方案。
在对配电出线回路负载的监控中,用户一般需要监控各路负载的各种电参量,包括每路负载的电流、电压、功率、电能、开关状态等。
因此在设计方案时,针对每种电参量,用户需要单独配置可以测量各种电参量的仪表,由该方案在三相智能配电出线回路中也是比较常见的一个方案。
该方案较上面方案的先进之处在于,用于监控每个回路电参量的仪表由1 个多功能的智能仪表代替了多个仪表,1个多功能仪表集测量电流、电压、功率、电能和开关量输入输出于一体,并可进行组网通讯。
该方案的优点是每路负载只需配置1 个仪表即可实现对该路负载的所有电参量的测量和控制,组网方便,用户投资较方案1 少,安装、维护、管理较为方便,测量的精度较高,实时性较强。
缺点是一旦仪表出线故障则无。
AMC7150-典型电路设计

1.1. V IN =12V DC for 1pcs of Power LED: A. Circuit Diagram:
B. Bill of Material: Component AMC7150 CIN CT RSENSE DF L 47uF / 16V 680~820pF 0.87Ω 1N5819 220uH Value Package TO-252-5L E. C. Cap. DIP / SMD 0603 DIP / SMD 1206 DO-41 (Axial Lead) -
Table AMC7150 EKM can work well under ambient temperature from -40℃ to +125℃. Ambient Temperature Measured waveforms Test condition CH1:iL CH2:CT Vcc=12V Room Temperature Rsen=0.5Ω L=180uH LED=1pcs CT=820pF Vf,LED=3.34V CH1:iL CH2:CT Low Temperature -40℃ Vcc=12V Rsen=0.5Ω L=180uH LED=1pcs CT=820pF Vf,LED=3.626V CH1:iL CH2:CT High Temperature +125℃ Vcc=12V Rsen=0.5Ω L=180uH LED=1pcs CT=820pF Vf,LED =3.2V
Value 47~100uF FM140-M FM140-M 0.22Ω~3Ω 220uH AMC7150
Description PCB-12V Ballast Solution 7150 for MR-16 Tantalum Chip Cap.【Gausstek Corp.】 (Parts:TN0CX16IM47U) Schottky Diode【HY electronic Corp.】 Schottky Diode【HY electronic Corp.】 【Firstohm】 (Parts:CP25-E24) 【Gausstek Corp.】(Parts: PI52X451KxxxU) 【Gausstek Corp.】(Parts: MC037504KxxxP)
M7120平面磨床控制电路分析.

M7120平面磨床控制电路分析当电源正常时,合上电源开关 SC1,欠电压继电器 KV线圈得电,KV 的动合触点闭合,可进行操作。
(1)液压泵电动机M1控制 (其控制电路位于7区)起动过程为:按下SB3 ,SB3动作,KM1线圈(得电吸合),KM1主触头闭合,KM1常开触头闭合自锁,M1 起动运转停止过程为:按下SB2,SB2动作,KM1线圈( 失电释放 ),KM1主触头断开,KM1常开触头复位断开, M1 停转。
(2)砂轮电动机M2的控制(其控制电路位于 9 区)起动过程为:按下SB5 ,SB5动作,KM2线圈(得电吸合),KM2主触头闭合,KM2常开触头闭合,M2 起动;停止过程为:按下SB4,SB4动作,KM2线圈( 失电释放 ),KM2主触头断开,KM2常开触头复位断开M2 停转。
(3)冷却泵电动机M3的控制冷却泵电动机由于通过插座 XS1 与接触器 KM2 主触点相联,因此 M3 是与砂轮电动机 M2 联动控制,按下SB5时M3与M2同时起动,按下SB4时同时停止。
FR2 与FR3的常闭触点串联在 KM2线圈回路中,M2、M3中任一台过载时,相应的热继电器动作,都将使 KM2 线圈失电,M2、M3 同时停止。
(4)砂轮升降电动机M4的控制其控制电路位于 11 区, 12 区,采用点动控制。
砂轮上升控制过程为:按下 SB6 , SB6动作,KM3线圈(得电吸合)KM3主触头闭合,M4 起动正转运转,砂轮上升。
当砂轮上升到预定位置时,松开 SB6 ,SB6复位断开,KM3线圈(失电释放),KM3主触头断开,M4 停转,砂轮停止上升。
砂轮下降控制过程为:按下 SB7,SB7动作,KM4线圈(得电吸合)KM4主触头闭合,M4 起动反转运转,砂轮下降。
当砂轮下降到预定位置时,松开 SB7,SB7复位断开,KM4线圈(失电释放),KM4主触头断开,M4停转,砂轮停止下降。
2。
M7120平面磨床PLC课程设计说明书

XXX 学院综合课程设计说明书题目:学生姓名:学号:所在院(系):专业:指导教师:职称:XXXX年 XX 月XX日目录摘要 (4)前言 (7)第一章M7120平面磨床简介 (7)1.1 M7120平面磨床控制原理图............................................................................. (7)1.2 M7120平面磨床结构及功能............................................................................. (9)1.3 M7120平面磨床的电气控制分析 (11)第二章PLC简介 (11)2.1 PLC的发展 (11)第三章硬件设计 (11)3.1 PLC的物理结构 (13)3.2 PLC的外部接线图 (13)第四章M7120平面磨床的PLC控制 (13)4.1 M7120平面磨床PLC输入/输出分配 (13)4.2 M7120平面磨床PLC控制接线图 (14)4.3 M7120平面磨床PLC流程图 (15)4.4 M7120平面磨床梯形图 (16)4.5 M7120平面磨床在s7—200中的仿真 (19)4.6 M7120平面磨床PLC指令语句 (20)总结 (21)参考文献 (22)摘要本次设计的内容主要是利用PLC(Programmable Logic Controller)对M7120平面磨床的控制部分进行改造。
我先对本次的设计进行了总体的思考和分析,使自己对M7120平面磨床的基本结构、运动情况、加工工艺要求等有一定的了解。
M7120平面磨床主要有车身、主轴变速箱、尾座进给箱、丝杠、光杠、刀架和溜板箱等组成。
对M7120平面磨床电气控制部分进行分析得出它需要完成开门断电功能、主轴电动机的正反转控制功能、刀架的快速移动功能、冷却泵电动机的控制。
M7120型平面磨床的电气控制电路及工作原理
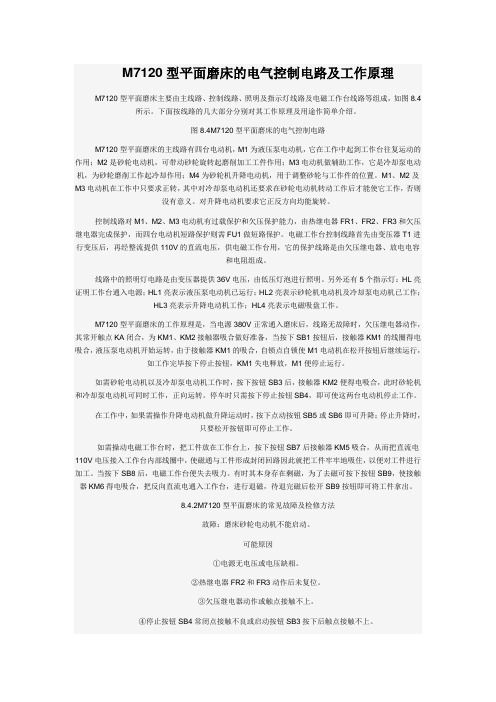
M7120型平面磨床的电气控制电路及工作原理M7120型平面磨床主要由主线路、控制线路、照明及指示灯线路及电磁工作台线路等组成,如图8.4所示。
下面按线路的几大部分分别对其工作原理及用途作简单介绍。
图8.4M7120型平面磨床的电气控制电路M7120型平面磨床的主线路有四台电动机,M1为液压泵电动机,它在工作中起到工作台往复运动的作用;M2是砂轮电动机,可带动砂轮旋转起磨削加工工件作用;M3电动机做辅助工作,它是冷却泵电动机,为砂轮磨削工作起冷却作用;M4为砂轮机升降电动机,用于调整砂轮与工作件的位置。
M1、M2及M3电动机在工作中只要求正转,其中对冷却泵电动机还要求在砂轮电动机转动工作后才能使它工作,否则没有意义。
对升降电动机要求它正反方向均能旋转。
控制线路对M1、M2、M3电动机有过载保护和欠压保护能力,由热继电器FR1、FR2、FR3和欠压继电器完成保护,而四台电动机短路保护则需FU1做短路保护。
电磁工作台控制线路首先由变压器T1进行变压后,再经整流提供110V的直流电压,供电磁工作台用,它的保护线路是由欠压继电器、放电电容和电阻组成。
线路中的照明灯电路是由变压器提供36V电压,由低压灯泡进行照明。
另外还有5个指示灯:HL亮证明工作台通入电源;HL1亮表示液压泵电动机已运行;HL2亮表示砂轮机电动机及冷却泵电动机已工作;HL3亮表示升降电动机工作;HL4亮表示电磁吸盘工作。
M7120型平面磨床的工作原理是,当电源380V正常通入磨床后,线路无故障时,欠压继电器动作,其常开触点KA闭合,为KM1、KM2接触器吸合做好准备,当按下SB1按钮后,接触器KM1的线圈得电吸合,液压泵电动机开始运转,由于接触器KM1的吸合,自锁点自锁使M1电动机在松开按钮后继续运行,如工作完毕按下停止按钮,KM1失电释放,M1便停止运行。
如需砂轮电动机以及冷却泵电动机工作时,按下按钮SB3后,接触器KM2便得电吸合,此时砂轮机和冷却泵电动机可同时工作,正向运转。
磨床控制线路PPT学习教案

8
第4页/共40页
M7130平面磨床电气控制线 路
基于上述拖动特点,对其自动控制有 如下要 求:
1.砂轮电动机、液压泵电动机和冷却泵电动机都只要求单方向旋 转。 2.冷却泵电动机随砂轮电动机运转而运转,但冷却泵电动机不需 要时,可单独断开冷却泵电动机。 3.具有完善的保护环节:各电路的短路保护,电动机的长期过载 保护,零压保护,电磁吸盘的欠电流保护,电磁吸盘断开时产生高 电压而危及电路中其它电气设备的保护等。 4.保证在使用电磁吸盘的正常工作时和不用电磁吸盘在调整机床 工作时,都能开动机床各电动机。但在使用电磁吸盘的工作状态时 ,必须保证电磁吸盘吸力足够大时,才能开动机床各电动机。 5.具有电磁吸盘吸持工件、松开工件,并使工件去磁的控制环节 。 6.必要的照明与指示信号。
1
2
第11页/共40页
M7130平面磨床电气控制线 路
4.照明、信号灯电路分析
照明电路分析 照明变压器T2将380V的交流电压降为36V的安全电压 供给照明电路。EL为照明灯,一端接地,熔断器FU2作照明电路的短 路保护。6.3V供给电源指示灯HL、液压泵指示灯HL1、砂轮电动机指 示灯HL2、砂轮升降电动机指示灯HL3、电磁吸盘工作指示灯HL4