中职组-Z-059-数控车加工技术(5月22日修订稿)
中等职业学校——机械加工技术专业教学标准

中等职业学校专业教学标准机械加工技术专业教学标准一、专业名称及代码专业名称:机械加工技术专业(市级重点专业)专业代码:051200二、入学要求初中毕业生或具有同等学力者。
三、基本学制3年。
其中在校学习2年,顶岗实习1年。
四、培养目标本专业培养德、智、体、美全面发展,具有良好的文化修养和职业道德,掌握机械加工技术专业对应职业岗位必备的知识与技能,能从事普通车床、数控车床或普通铣床、数控铣床加工和计算机绘图等工作,具备职业生涯发展基础和终身学习能力,能胜任生产、服务、管理一线工作的高素质劳动者和中等技术技能型人才。
五、职业范围(一)职业岗位描述本专业培养掌握机械加工技术专业对应职业岗位必备的知识与技能,能从事普通车床、数控车床或普通铣床、数控铣床加工和计算机绘图等工作,具备职业生涯发展基础和终身学习能力,能胜任生产、服务、管理一线工作的高素质劳动者和中等技术技能型人才。
(二)职业岗位群与职业资格注:每个专门化方向可根据区域经济发展对人才需求的不同,任选一个工种,获取职业资格证书。
六、人才规格(一)职业素养1.具有良好的道德素质、职业素养、竞争和创新意识;2.具有健康的身体和心理;3.具有良好的责任心、进取心和坚强的意志;4.具有良好的人际交往、团队协作能力;5.具有良好的书面表达和口头表达能力;6.具有良好的人文素养和继续学习的能力;7.具有基本的数学运算能力;8.具有运用计算机进行技术交流和信息处理的能力;9.具有查阅中、英文技术资料的基础能力。
(二)职业能力1.行业通用能力⑴识读图样能力:具有识读中等复杂零件图、简单装配图、简单电气图的能力;具有计算机绘制中等复杂程度零件图及简单装配图的能力。
⑵手动加工能力:具有手工制作和加工零件的能力(初级)。
⑶车床操作和加工能力(初级):具有编制实施普通车床、数控车床加工工艺的能力;具有正确选择刀具、夹具、量具的能力;具有刃磨常用刀具的能力;具有普通车床、数控车床操作和加工的能力;具有产品技术测量和质量控制的能力。
“2012年全国职业院校技能大赛”中职组现代制造技术赛项获奖名单

18
北京市
数控综合加工技术
北京金隅科技学校
余杰、陈富磊、李新雨
张海涛、丁宾
19
江西省
数控综合加工技术
江西省电子信息工程学校
张卫康、吕德强、
邱陈真
匡文峰、马德福
20
厦门市
车加工技术
厦门市海沧区职业中专学校
廖彬彬
高清华
21
北京市
车加工技术
北京市工贸技师学院
闫端
孙杰
22
吉林省
车加工技术
吉林工业工程学校
买志博
戚建刚
17
浙江省
车加工技术
绍兴市中等专业学校
王明武
施小东
18
青岛市
车加工技术
山东省轻工工程学校
刘惠化
王于忠
19
天津市
车加工技术
天津市机电工业学校
荣坤
刘居强
20
上海市
车加工技术
上海石化工业学校
曹诚诚
魏恩琪
21
上海市
车加工技术
江南造船集团职业技术学校
朱伟懿
魏恩琪
22
宁波市
车加工技术
鄞州职业教育中心学校
长治市高级技工学校
桑永刚
郑旭东
41
山东省
焊接技术
烟台经济技术开发区高级职业学校
马帅
于兴
42
浙江省
机械装配技术
临海市中等职业技术学校
汪根正
张通斌
43
天津市
机械装配技术
天津市机电工业学校
韩喜杨
钱炜
44
安徽省
机械装配技术
阜阳工业经济学校
10中职组-Z-051-数控铣加工技术
10中职组-Z-051-数控铣加工技术“数控铣加工技术”赛项规程一、赛项名称赛项编号:Z-051赛项名称:数控铣加工技术英语翻译:CNC Mill Machining Technology赛项组不:中职组赛项归属产业:加工制造类二、竞赛目的以机械数控加工技术为背景,选择铣削加工工艺,融入具有时代背景的新技能、新技术、新的生产理念,通过竞赛,展现参赛学生熟练的数控铣加工技能以及参赛队良好的精神面貌,检阅参赛队组织治理、选手对现场咨询题的分析与处理、质量意识、工作效率、安全及文明生产等职业素养能力;展现职业教育改进与改革的最新成果,加快工学结合人才培养和课程改革与创新的步伐,引导职业教育关注“数控铣加工技术”方面的进展趋势及新技术应用,为行业、企业培养急需的具有明显时代特色的机械加工技能人才。
三、竞赛内容与时刻(一)竞赛内容参赛选手在不间断的6小时内,使用赛场提供的设备、附件、运算机、CAD/CAM软件,按照赛卷要求,完成赛件的加工、检测、填写有关技术文件任务。
具体任务如下:1.赛件加工:按照任务书利用现场提供的数控铣床、运算机、CAD/CA M软件、刀具及附件等条件,按要求在赛位上完成2个赛件加工。
2.赛件自检:按照任务书中提供的资料和要求,确定检测方案与检测方法,合理选用量具,按照检测任务书要求进行检测,填写检验结果。
3.职业素养:职业素养考核以下方面:(1)设备操作的规范性;(2)工具、量具、刃具的使用;(3)现场的安全、文明生产;(4)完成任务的打算性、条理性,以及遇到咨询题时的应对状况等。
(5)尊重赛场工作人员,爱惜赛场的设备和器材,保持赛位的整洁。
(二)竞赛时刻与竞赛日程1.竞赛时刻各竞赛队在规定的时刻内(连续持续的6小时),独立完成“竞赛赛卷内容”规定的任务,连续进行赛件加工、自检、填写有关技术文件等有关任务。
2.竞赛日程具体的竞赛日期,由全国职业院校技能大赛执委会及赛区执委会统一规定,以下所列为竞赛期间的日程安排。
27.2021年度中职组车加工技术赛项竞赛规程

2021年度湖南省职业院校技能竞赛竞赛规程一、赛项名称1、赛项名称:车加工技术2、赛项组别:中职组3、赛项归属:加工制造类二、赛项简介车加工技术赛项是加工制造类大项中的一个赛项,赛项分为2个环节:第一个环节在90分钟内完成任务一和任务二,包含零件测绘、绘制草图、CAD绘图、工艺编制、虚拟PDF打印图纸;第二个环节在240分钟内完成任务三,用机床完成配合件的加工。
本赛项主要考查选手的操作技能与现场工艺分析能力和临场的应变能力,以及专业知识掌握能力。
三、竞赛内容1、竞赛任务车加工技术赛项分三个竞赛任务,具体内容如下:任务1、零部件测量与计算机绘图根据任务书的要求和现场提供的实物零件,选手通过选择适当的工量具测量实物零件,手绘出草图;结合手绘草图,利用赛场提供的绘图软件,绘制出标准图纸,考核选手实际动手基础测量能力和工程制图软件的应用能力。
任务2、产品加工工艺制定根据任务书要求,选手对所绘的零件图纸进行车削加工工艺分析,选择合理的工序卡片模板,并在合理的工序卡片中填写相应的工序内容,考核选手制定产品加工工艺的能力。
任务3、组合件生产加工选手根据任务书要求,按照一套纸质零件图纸(赛题),使用赛场提供的竞赛用车床,进行零件的车削加工,注重选手的安全文明生产,突出产品质量意识,强化选手实际操作能力。
2、竞赛要求(1)技术要求:●提供手绘草图及虚拟打印PDF图纸文件●提供虚拟打印PDF工艺卡片●提供加工完成零件(2)职业素养要求●操作设备的规范性●工量具使用规范●安全文明生产及安全防护●完成任务的计划性、条理性●遇到问题灵活应对●尊重他人爱护财物●保持赛位的整洁四、竞赛方式个人赛。
五、竞赛时量竞赛总时量330分钟,其中,零部件测量与计算机绘图、产品加工工艺制定部分为90分钟,组合件生产加工为240分钟。
六、名次确定办法竞赛结果按照竞赛成绩从高到低排序确定名次。
总分相同时,完成时间较短者名次列前;成绩和完成时间均相同时,操作过程较规范者名次列前。
数控车工工艺与技能(任务三)

(2)软爪(见图3-3)。
知识二 数控车床的坐标系
数控车床的坐标系统,包括坐标原点、坐标轴和运动方向。建立车床坐 标系是为了确定刀具或工件在车床中的位置,确定车床运动部件的位置 及其运动范围。 1.机床坐标系 如图3-14所示。基本坐标轴为X、Y、Z,相对于每个坐标轴的旋转运动 坐标轴为A、B、C。右手的大拇指、食指和中指保持相互垂直,大拇指 方向为X轴的正方向,食指为Y轴的正方向,中指为Z轴的正方向。
2.车床原点与车床参考点 (1)车床原点。 (2)车床参考点。
3.工件坐标系 (1)工件坐标系 (2)工件坐标系原点 (3)程序原点
知识三 加工坐标系的设定
G50为设定工件坐标系,也称编程坐标系。其设定格式为: G50 Xα Zβ; 格式中Xα Zβ为基准刀具试切时,对刀点到工件坐标系原点的有向距离。 G50指令建立工件坐标系后,数控系统会记忆基准刀对刀点坐标值为 (,)的坐标系,其后的加工程序就在此坐标系中运行。该指令建立 坐标系时,刀具并没有产生运动,但系统会自动存储用来建立工件坐标 系的基准刀具的补偿值。G50为非模态指令,执行一次建立一个工件坐 标系。
任务实施二 建立加工坐标系(工件原 点设定在工件右端面的回转中心)
任务实施三 试切对刀
数控车床工作过程
知识一 数控车床工装夹具
① 工装夹具的概念。在数控车床上用于装夹工件的装置称为车床夹具。 ② 夹具作用。在数控车削加工过程中,夹具是用来装夹被加工工件使 其在加工过程中有正确的位置,因此必须保证被加工工件的定位精度, 并尽可能做到装卸方便、快捷。 ③ 夹具的分类。车床夹具可分为通用夹具和专用夹具两大类。通用夹 具是指能够装夹两种或两种以上工件的夹具,例如车床上的三爪卡盘、 四爪卡盘、弹簧卡套和通用心轴等;专用夹具是专门为加工某一特定工 件的某一工序而设计的夹具。 1.数控车床通用夹具 (1)三爪卡盘。
第2批中等职业教育改革创新示范教材名单
52
老年护理(第二版)
吴丽文
史学敏
岳阳职业技术学院
科学出版社医学出版中心
53
醴陵釉下五彩陶瓷彩绘工艺
李琼
湖南省教育科学研究院
湖南省教育科学研究院
54
煤矿安全
张长喜
河南工程技术学校
煤炭工业出版社
55
秘书岗位综合实训
叶军
北京市求实职业学校
科学出版社有限责任公司
56
民航服务礼仪
刘宇虹
青岛旅游学校
高等教育出版社
57
模具CAD/CAM项目化
实训教程
马广
王志明
金华职业技术学院
科学出版社有限责任公司
58
烹饪原料加工技术
王克金
湖北恩施商务技工学校
北京师范大学出版社
59
票据规则与票据操作技术
何冯虚
北京商贸学校
机械工业出版社
60
企业会计综合实训
黄莉
广东省财政职业技术学校
科学出版社有限责任公司
61
气动与液压控制项目训练教程
江苏教育出版社
122
中餐服务
何勇
宁波北仑职业高级中学
高等教育出版社
123
中式面点制作
杨存根
扬州高等职业技术学校
北京师范大学出版社
124
中式热菜制作
姚庆功
扬州高等职业技术学校
北京师范大学出版社
125
中药化学基础
苏锦
四川省食品药品学校
中国医药科技出版社
126
中药炮制技术
冯建华
四川省食品药品学校
中国医药科技出版社
苏启训
杨建东
中等职业教育专业目录2022年

中等职业教育专业目录2022年教职成〔2022〕2号中等职业教育专业目录(2022年)农林牧渔大类序号专业代码专业名称1 种子生产技术2 作物生产技术3 循环农业与再生资源利用4 家庭农场生产经营5 园艺技术6 植物保护7 茶叶生产与加工8 中草药栽培9 烟草栽培与加工10 饲草栽培与加工11 农村电气技术12 设施农业生产技术13 农机设备应用与维修14 农产品加工与质量检测15 农产品贮藏与加工16 农产品营销与储运17 棉花加工与检验18 休闲农业生产与经营19 农资营销与服务林业类序号专业代码专业名称20 林业生产技术21 园林技术22 园林绿化23 森林资源保护与管理24 木业产品加工技术畜牧业类序号专业代码专业名称25 畜禽生产技术26 特种动物养殖27 宠物养护与经营28 蚕桑生产与经营渔业类序号专业代码专业名称29 淡水养殖30 海水养殖31 航海捕捞资源环境与安全大类资源勘查类序号专业代码专业名称32 国土资源调查33 地质调查与找矿34 宝玉石加工与检测地质类序号专业代码专业名称35 水文地质与工程地质勘查36 钻探技术37 掘进技术38 岩土工程勘察与施工39 地球物理勘探技术40 地质灾害调查与治理施工测绘地理信息类序号专业代码专业名称41 工程测量技术42 地图绘制与地理信息系统43 地质与测量石油与天然气类序号专业代码专业名称45 石油勘探开发技术46 油气田钻井工程技术47 石油化工技术48 天然气净化技术49.专业代码:专业名称:采矿技术采矿技术是一门以煤炭、金属矿等矿物资源的开采为主要研究对象的技术学科。
它主要包括采掘技术、支护技术、通风技术、运输技术、矿山机电技术等方面的研究。
采矿技术是矿山工程学科的重要组成部分,是煤炭、金属矿等矿物资源开采的基础和保障。
50.专业代码:专业名称:矿井建设技术矿井建设技术是一门以煤炭、金属矿等矿物资源的开采为主要研究对象的技术学科。
数控加工技术(数控车)试题1
2015年全国职业院校技能大赛中职组“数控加工技术(数控车)”赛项读画轴类零件图赛题(一)(2015年6月30日)注意事项1.参赛选手须保持赛卷卷面整洁、清晰。
本次竞赛试卷采取密封评分的办法,所有参赛选手不得在试卷中做任何标记,不得在试卷中填写与本次竞赛无关的内容,一旦发现,取消该参赛选手的参赛资格,并通报批评。
2.参赛选手如果对试卷内容有疑问,应当先举手示意,等裁判前来处理。
3.竞赛结束时,所有参赛选手立即停止绘制,将试卷反扣在桌面上,等待裁判来收取。
竞赛时间终了以后仍绘制图形的选手,监考人员有权取消其参赛资格。
选手须将竞赛试卷全部交回,不得将任何竞赛试卷带出竞赛场地,否则竞赛委员会将有权追究该参赛选手的相关责任以及该参赛选手所在参赛队领队的相关责任。
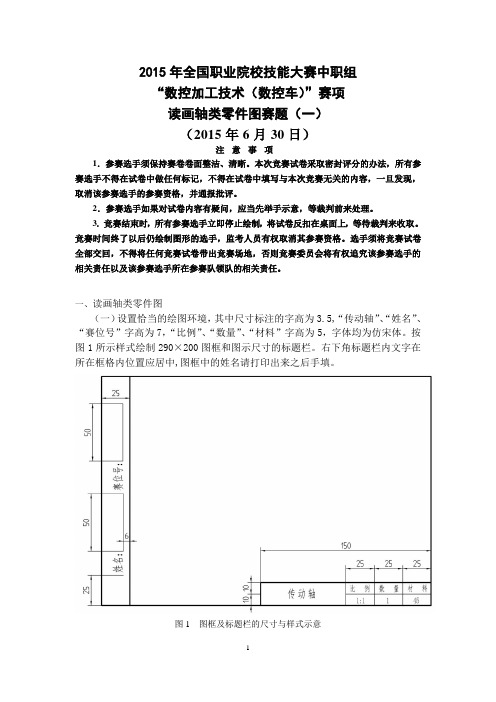
一、读画轴类零件图(一)设置恰当的绘图环境,其中尺寸标注的字高为3.5,“传动轴”、“姓名”、“赛位号”字高为7,“比例”、“数量”、“材料”字高为5,字体均为仿宋体。
按图1所示样式绘制290×200图框和图示尺寸的标题栏。
右下角标题栏内文字在所在框格内位置应居中,图框中的姓名请打印出来之后手填。
图1 图框及标题栏的尺寸与样式示意(二)读懂图2所示传动轴及其图3所示之主视图,在图1所示图框内按1:1比例抄画图3所示视图,抄画全部尺寸、表面结构参数、形位公差及技术要求。
根据直观图在主视图内补充所缺尺寸。
图2 传动轴直观图图3 传动轴零件视图(三)在图1所示图框内按1:1比例,在轴的下方补画A-A断面图,在A-A 断面图上标注键槽深度相关尺寸;键槽宽度尺寸上偏差为0、下偏差为-0.03mm、键槽底面表面粗糙度为Ra6.3、两侧面表面粗糙度为Ra3.2、键槽宽度方向相对于B基准对称度公差值为0.02mm。
(四)注写相关技术要求。
二、评分标准(一)修改并完成给出的主视图,共4分。
(二)补画断面图,共2分。
(三)标注尺寸及公差,2分。
(四)标注形位公差,3分。
加工制造类(学生组)
2014年广东省中等职业学校技能大赛“加工制造类”专业竞赛规程(学生组)一、竞项目1.数控车加工技术:数控车床操作、工艺编制、手工与CAM编程、程序传输。
2.数控铣加工技术:数控铣床操作、工艺编制、手工与CAM编程、程序传输。
3.数控综合加工技术:加工中心与数控车床操作、工艺编制、手工与CAM编程、程序传输、组合加工技术与应用。
4.车加工技术:车床操作、车削加工主要技能。
5.机械装配技术:零件的选取、测量和总成装配以及拆卸零件复位等装配钳工主要技能。
6.焊接技术:焊条手工电弧焊、钨极氩弧焊(TIG)主要技能;若增加其它焊接技能,组委会将另行发文通知。
7.模具制造技术:设备操作、工艺编制、手工与CAM编程、程序传输、模具零件加工和修模、模具部件装配与调整。
命题范围本届竞赛根据教育部中等职业学校数控技术应用等加工制造类专业教学指导方案,紧密联系企业生产实际,参照相关专业职业技能鉴定标准中关于高级工、技师的要求,适当体现当今现代制造技术领域的新技术和新知识,组织非中等职业学校的专家命题。
二、竞赛时限1.数控车加工技术:360分钟2.数控铣加工技术:360分钟3.数控综合加工技术:420分钟4.车加工技术:360分钟5.机械装配技术:300分钟6.焊接技术:300分钟7.模具制造技术:360分钟三、竞赛方式与参赛资格1.竞赛方式(1)数控车加工技术:个人项目,每队限报3名选手。
(2)数控铣加工技术:个人项目,每队限报3名选手。
(3)数控综合加工技术:团队项目,3人一个小组,每队限报1组选手,不得跨校组队。
(4)车加工技术:个人项目,每队限报2名选手。
(5)机械装配技术:个人项目,每队限报2名选手。
(6)焊接技术:个人项目,每队限报2名选手。
(7)模具制造技术:团队项目,2人一个小组,每队限报1组选手,不得跨校组队。
2.参赛资格参赛选手必须是中等职业学校2013-2014学年在籍学生。
四、竞赛规则(一)选手须知(以下选手须知内容不适合机械装配技术项目竞赛,机械装配技术项目竞赛流程与竞赛规则另见附件1)1. 数控车加工技术、数控铣加工技术、数控综合加工技术、车加工技术四个项目竞赛分为两个阶段,第一阶段采用闭卷形式,试题从广东省中等职业学校技能大赛现代制造技术竞赛试题库中抽取,第二阶段试题为开卷形式,选手应在1小时内加工小批量的企业零件,检测标准按企业要求。
上海市“星光计划”第九届职业院校技能大赛实施办法
附件上海市“星光计划”第九届职业院校技能大赛实施办法上海市“星光计划”第九届职业院校技能大赛(以下简称:大赛)由上海市教育委员会、上海市人力资源和社会保障局、上海市教育发展基金会、上海市民办教育发展基金会主办,由上海市教育委员会教学研究室、上海市教育委员会教育技术装备中心、上海市职业技能鉴定中心、上海科技馆承办。
一、指导思想坚持面向全体学生,实践“为了每一个学生的终身发展”理念,坚持大赛与教育培养目标、专业教学标准、国家职业标准、全国技能大赛和世界技能大赛相结合,坚持大赛的开放性、科学性和国际化。
借鉴世界技能大赛的先进理念,深化教学改革、推进校企合作,促进专业发展,展示师生风采。
提高学生素养,培育工匠精神。
发挥大赛社会效应,展示职业教育成果,服务上海产业转型发展,增强职业教育影响力和吸引力,迎接第46届世界技能大赛在沪举办。
二、宗旨与主题宗旨:劳动创造幸福技能成就未来主题:新时代、新技能、新精彩三、组织机构上海市“星光计划”第九届职业院校职业技能大赛组织委员会(以下简称大赛组委会):顾问:王荣华(以下以姓氏笔划为序)主任:王奇、毛丽娟、张岚、袁济、缪文靖副主任:马建超、孙兴旺、纪明泽、张宏莲、杨永明、杨武星、赵扬、周齐佩、桑标大赛设办公室、竞赛部、宣传部大赛办公室设在上海市教育委员会教学研究室。
四、组织形式和比赛项目(一)组织形式本届大赛设主赛场和分赛场。
主赛场设在上海科技馆,设置比赛区、观摩区和展示体验区。
为增强大赛开放性、可观性,吸引广大市民、学生观摩体验,将“比赛、观摩、展示、体验”融为一体,使大赛活动成为展现职业院校水平,开展中小学生职业启蒙教育的平台。
(二)比赛项目比赛项目设学生组和教师组,并分别设有中职组和高职组。
1.学生组中职组:比赛项目设通用类、机械加工类、电工电子类、汽车维修类、信息技术类、旅游服务类、财会商贸类、建筑类、航空服务类和创意设计类等10个大类66个项目。
高职组:项目设财经商贸大类、电子信息大类、公共管理与服务大类、教育与体育大类、旅游大类、农林牧渔大类、土木建筑大类、生物与化工大类、文化艺术大类、医药卫生大类、装备制造和资源环境与安全大类等12个大类34个项目。
2013年全国职业院校技能大赛中职组现代制造技术技能比赛获奖选手名单

一等奖名单
数控车加工技术(7名):陈伟键(广东省)徐宏波(宁波市)汪德祥(安徽省)张焱(青岛市)舒辉(上海市)胡文耀(山东省)程帅帅(河南省)
数控铣加工技术(7名):张文邦(江苏省)刘世忠(重庆市)江伟(江苏省)洪进亮(福建省)冯磊(广东省)陈学政(山东省)尹晨阳(青岛市)
焊接技术(7名):程肇君(青岛市)聂镜茹(吉林省)朱利强(山东省)雷文天(吉林省)林道弟(海南省)徐奇(辽宁省)任聪聪(江苏省)
二等奖名单
数控车加工技术(14名):李钦浩(浙江省)张春龙(辽宁省)邓利杰(上海市)姚流洋(湖北省)郑瑜(青岛市)魏林(江苏省)葛如栋(浙江省)罗承志(重庆市)张林(天津市)刘华全(广西壮族自治区)李达(江苏省)张天明(辽宁省)曾建炽(广东省)陈常青(深圳市)
数控铣加工技术(14名):韩鹏(湖北省)鲍诗豪(宁波市)冯佳辉(宁波市)臧旭(青岛市)李春煜(上海市)王兴槐(深圳市)王坚毅(浙江省)闫明明(浙江省)李煜(安徽省)何柱开(广东省)王兵(山东省)洪志颖(福建省)陈巧(重庆市)张厚纯(天津市)
焊接技术(14名):陈国淦(上海市)张葳(重庆市)郭忠强(重庆市)方晨阳(宁波市)黄晓昆(上海市)张萌超(山东省)李景林(山东省)庞冬冬(新疆维吾尔自治区)完坤(陕西省)迟震东(大连市)于宝安(青岛市)叶福东(厦门市)贾子龙(江苏省)田小伟(新疆生产建设兵团)。
深圳职业院校技能大赛中职组竞赛项目

加工制造
焊接技术
个人赛,每队限报2人
18
加工制造
电气安装与维修
团体赛,每组2人,限1组
19
加工制造
综合机械及自动化技术
个人赛,每队限报2人
20
加工制造
工业传感器与检测技术
个人赛,每队限报2人
21
加工制造
电子产品装配与调试
个人赛,每队限报2人
22
加工制造
机器人技术应用
团体赛,每组3人,限1组
23
加工制造
团体赛,每组2人,限1组
64
信息技术
微网站设计与开发
个人赛,每队限报2人
65
信息技术
物联网技术应用与维护
团体赛,每组3人,限1组
66
信息技术
计算机硬件检测维修
团体赛,每组3人,限1组
67
信息技术
智能家居安装维护
团体赛,每组3人,限1组
68
信息技术
在线营销与服务
个人赛,每队限报2人
69
信息技术
移动互联技术应用与系统维护
团体赛,每组2人,限1组
29
交通运输
汽车空调维修
个人赛,每队限报2人
30
交通运输
汽车维修基本技能
个人赛,每队限报2人
31
交通运输
物流单证单项赛
个人赛,每队限报2人
32
交通运输
车身修复(钣金)
个人赛,每队限报2人
33
交通运输
车身涂装(涂漆)
个人赛,每队限报2人
34
交通运输
物流叉车技能
个人赛,每队限报2人
48
农林牧渔
艺术插花
05-中职-数控车工 赛项承办工作_武汉市第二轻工业学校_数控车工(中职组)_技术文件

2017年湖北省职业院校技能大赛数控车工(中职组)赛项方案一、赛项名称赛项名称:数控车工赛项组别:中职组赛项归属产业:现代加工制造业二、竞赛目的进一步深化职业教育教学改革,积极推进校企合作、工学结合的职业教育人才培养模式,着力培养高素质技能人才,展示我省中等职业学校广大师生精神风貌及数控类专业的办学成果,营造尊重技能人才的社会环境和舆论氛围,推进新知识、新技术在数控类专业教学中的运用。
三、竞赛内容数控车削加工工艺、数控车削手工编程、数控车削软件自动编程、程序传输、数控车床加工操作及零件检测。
四、竞赛方式(一)竞赛方式本赛项采用实操比赛,大赛组委会为每台数控车床配备一台电脑,用于选手编程和程序传输。
每台电脑均安装CAD/CAM软件及DNC软件用于自动编程和程序传输。
选手竞赛时间共计240分钟,其中前30分钟用于熟悉机床和赛前准备,后210分钟内完成数控车削零件的编程、程序传输和数控加工。
(二)组队要求本赛项为个人赛,以各市州为单位组队报名参赛;省属中等职业学校可直接向承办学校报名,由大赛组委会办公室综合确定省属中等职业学校参赛代表队;武汉市代表队可以多报1队;每队限报2名参赛选手。
每名参赛选手只能配1名指导教师,指导教师须为本校专兼职教师。
五、竞赛流程六、竞赛试题(一)专家委员会赛项专家负责命题工作,试题难度参照数控车工国家四级职业技能鉴定标准(含部分三级技能)。
(二)赛题遵从公开、公平、公正原则。
(三)赛题为实操命题。
(四)赛前一个月在大赛网络信息发布平台公布样题。
(五)专家委员会赛项专家在样题基础上修改30%形成比赛试题,并建立由三套以上的比赛试题组成比赛卷库。
(六)正式赛题于赛前一周在相关领导监督下由组委会办公室相关人员在比赛卷库中抽取。
(七)赛题评分标准采用百分制。
七、竞赛规则(一)参赛选手按大赛组委会规定时间到达指定地点,凭参赛证、学生证和身份证(三证必须齐全)进入赛场,并随机抽取机位号。
全国职业院校技能大赛“数控车加工技术”赛项规程

全国职业院校技能大赛“数控车加工技术”赛项规程一、赛项名称赛项编号:Z-059赛项名称:数控车加工技术英语翻译:CNC Turning Machining Technology赛项组别:中职组赛项归属产业:加工制造类二、竞赛目的通过竞赛,展示参赛学生的数控车工技能,检阅选手制作产品过程中的识图、编程能力,以及运用专业知识处理问题的综合能力。
考察选手的质量、效率、成本、安全和环保意识;促进学生相互学习与相互交流,提升中职学校数控车加工技术专业教师的指导水平,促进数控车加工技术专业建设水平不断提高。
培养适应企业需求的数控车加工技术领域应用型人才,提升社会对职业教育的认可度。
三、竞赛内容与时间(一)竞赛内容:参赛选手在不间断的6个小时,以现场操作的方式,完成以下竞赛任务:任务 1.完成单套赛件加工:根据任务书利用现场提供的数控车床、CAD/CAM软件等,根据图纸要求完成加工,单套赛件由2个零件组成。
任务 2.单套赛件自检:根据任务书中提供的资料和要求,合理选用量具,对检测报告指定的尺寸进行检测,并填写检验报告。
任务 3.完成小批量赛件的加工: 根据任务书利用现场提供的数控车床、CAD/CAM软件等,根据图纸要求加工完成小批量赛件3件。
任务4.职业素养职业素养考核以下方面:(1)设备操作的规范性;(2)原材料利用、生产效率及竞赛过程中的材料消耗;(3)工具、量具、刀具、仪器仪表的使用和摆放;(4)现场的安全、文明生产及安全防护;(5)完成任务的计划性、条理性,以及遇到问题时的应对状况等。
(二)竞赛时间与日程具体的竞赛日期,由全国职业院校技能大赛执委会及赛区执委会统一规定,竞赛期间的日程安排如下:四、竞赛方式(一)竞赛采用个人赛方式。
(二)竞赛队伍组成:由各省、市、自治区、计划单列市和新疆建设兵团为单位组队参赛,各地区限报2名参赛选手,同一学校限报1名选手,每名参赛选手可配有1名指导教师。
凡组织有相应项目省级选拔赛的省份(含单列市、兵团),经全国大赛执行委员会审查备案,可增加1名参赛选手。
中职机械加工技术课程的教学改革探析
中职机械加工技术课程的教学改革探析发布时间:2022-11-28T08:42:21.052Z 来源:《教学与研究》2022年第14期56卷作者:干联香[导读] 针对于中职院校来说,实训教学是其课程体系的重要组成内容,是发展学生实践能力的重要手段干联香衢州中等专业学校 324000摘要:针对于中职院校来说,实训教学是其课程体系的重要组成内容,是发展学生实践能力的重要手段,同时也是深化中职办学宗旨的重要举措。
近年来,为了推进人才培养质量进一步优化和提升,在整个人才培养方案中,实训环节占据重要比例。
高质量的实训教学内容和教学评价,不仅有助于强化学生对实践内容的理解,还能够推进学生实践操作能力进一步提升。
基于此,以下对中职机械加工技术课程的教学改革措施进行了探讨,以供参考。
关键词:中职机械加工;技术课程;教学改革探析引言中职院校随着社会的不断进步而飞速发展,在国家的大力支持下,中职院校已取得不错的成绩,也不断为国家提供人才。
在中职院校的发展上,无论是课堂教学方面还是知识结构方面都取得了很大的进步,在机械专业实训教学上的取得的进步同样很大,但还是存在一定的问题,无法满足社会飞速发展下的岗位需求,中职院校应重视当下课程中存在的问题,并根据相关问题作出相应的调整,实现机械专业课的改革,从而培养出满足当下社会发展需要的新型机械人才。
一、中职机械加工技术课程教学改革的必要性职业教育是培养高质量、技能型人才的重要途径,着力提升职业教育的质量,将教育、人才、产业、改革和创新有效结合在一起,不断完善教育制度,能够为更好地培养高质量人才提供一定支持。
分析机械加工技术教学改革的必要性,可以总结为以下几点:一是通过积极地落实教学改革,能够全面实施专业教改研究,满足以就业为导向、以服务为宗旨的职业教育指导理念,真正落实以人为本的教育理念。
同时,教学改革还能够在一定程度上促进产教融合、工学结合等模式的落实,确保职业教育能够顺应时代发展要求。
中职数控专业学生实训技能技术培养
中职数控专业学生实训技能技术培养
叶义燕
【期刊名称】《科技与创新》
【年(卷),期】2015(000)008
【摘要】从构建完善的数控专业教学体系、丰富中职数控专业实训教学方法、加强数控专业实训教学基地建设、采取科学合理的实训技能技术评价方法等四个方面,对培养中职数控专业学生的实训技能技术方法进行了分析和探究,以期为提高中职数控专业学生的就业率提供参考。
【总页数】2页(P132-132,135)
【作者】叶义燕
【作者单位】尤溪职业中专学校,福建三明365100
【正文语种】中文
【中图分类】TG659.4
【相关文献】
1.提高汽车专业学生校内实训技能方法的研究
2.中职数控专业学生实训技能技术培养
3.提高汽车专业学生校内实训技能方法的研究
4.产学对接的学生实训技能培养方案探索
5.提升职业院校机械加工技术专业学生实训技能的探索
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2014年全国职业院校技能大赛“数控车加工技术”赛项规程一、赛项名称赛项编号:Z-059赛项名称:数控车加工技术英语翻译:CNC Turning Machining Technology赛项组别:中职组赛项归属产业:加工制造类二、竞赛目的通过竞赛,展示参赛学生的数控车工技能,检阅选手制作产品过程中的识图、编程能力,以及运用专业知识处理问题的综合能力。
考察选手的质量、效率、成本、安全和环保意识;促进学生相互学习与相互交流,提升中职学校数控车加工技术专业教师的指导水平,促进数控车加工技术专业建设水平不断提高。
培养适应企业需求的数控车加工技术领域应用型人才,提升社会对职业教育的认可度。
三、竞赛内容与时间(一)竞赛内容:参赛选手在不间断的6个小时,以现场操作的方式,完成以下竞赛任务:任务 1.完成单套赛件加工:根据任务书利用现场提供的数控车床、CAD/CAM软件等,根据图纸要求完成加工,单套赛件由2个零件组成。
任务 2.单套赛件自检:根据任务书中提供的资料和要求,合理选用量具,对检测报告指定的尺寸进行检测,并填写检验报告。
任务 3.完成小批量赛件的加工: 根据任务书利用现场提供的数控车床、CAD/CAM软件等,根据图纸要求加工完成小批量赛件3件。
任务4.职业素养职业素养考核以下方面:(1)设备操作的规范性;(2)原材料利用、生产效率及竞赛过程中的材料消耗;(3)工具、量具、刀具、仪器仪表的使用和摆放;(4)现场的安全、文明生产及安全防护;(5)完成任务的计划性、条理性,以及遇到问题时的应对状况等。
(二)竞赛时间与日程具体的竞赛日期,由全国职业院校技能大赛执委会及赛区执委会统一规定,竞赛期间的日程安排如下:四、竞赛方式(一)竞赛采用个人赛方式。
(二)竞赛队伍组成:由各省、市、自治区、计划单列市和新疆建设兵团为单位组队参赛,各地区限报2名参赛选手,同一学校限报1名选手,每名参赛选手可配有1名指导教师。
凡组织有相应项目省级选拔赛的省份(含单列市、兵团),经全国大赛执行委员会审查备案,可增加1名参赛选手。
(三)组织机构:在全国职业院校技能大赛组委会与执委会的指导下,在赛区组委会与执委会的领导下,由全国机械职业教育教学指导委员会牵头成立2014年全国职业院校数控车加工技术技能大赛执委会,下设本赛项专家组、裁判组、仲裁组等工作机构。
(四)竞赛需采取多场次进行,由赛项执委会按照竞赛日程表组织各领队参加公开抽签,确定各队参赛场次。
参赛队按照抽签确定的参赛时段分批次进入比赛场地参赛。
同一个省市有两个以上参赛队参加比赛,通过抽签,安排在同一场次参赛。
东道主队安排在首场比赛。
(五)赛场的赛位统一编制赛位号,参赛队比赛前30分钟到赛项指定地点接受检录,进场前15分钟抽签决定赛位号,抽签结束后,随即按照抽取的赛位号进场,然后在对应的赛位上完成竞赛规定的工作任务。
赛位号由参赛选手抽取,抽取赛位号的步聚:1.抽签由赛场工作人员主持;2.参赛选手随机抽取赛位号,并在赛位记录单上签名确认;3.赛位号不对外公布,抽签结果由赛项办公室密封后统一保管,在评分结束后开封统计成绩。
(六)2014年,不邀请国际团队参赛,欢迎国际团队到场观赛。
五、竞赛试题竞赛任务由单套赛件加工、自检和批量件加工组成,竞赛采用公开样题的方式进行,赛前一个月在大赛网络信息发布平台上公布五套竞赛试题,赛前将对样题进行30%以内的修改,建10套方案修改题库作为竞赛正式试题。
比赛开始前由赛项监督现场抽取当场次竞赛试题。
六、竞赛规则(一)报名资格及参赛队伍要求1.参赛队及参赛选手资格:报名选手的资格为2014年度在籍中等职业学校(职业高中、普通中专、技工学校、成人中专)学生;五年制高职学生报名参赛的,一至三年级(含三年级)学生参加中职组比赛,不限性别,年龄须不超过21周岁(当年),即1992年7月1日后出生。
2.凡在往届全国职业院校技能大赛中获一等奖的选手,不再参加同一项目同一组别的赛项。
3.组队要求:省、自治区、直辖市组队参赛,新疆生产建设兵团、计划单列市可以组队参赛。
4.参赛队名额确定:以省级及计划单列市政区划分,各地区参赛选手数量原则上不超过2人。
鼓励各省组织省赛,组织有相应项目省级选拔赛的省份,经大赛执行委员会审查备案,视赛项特点及承办单位实际承接能力,在条件许可的情况下相应项目可增加1个参赛名额。
5.人员变更:参赛选手和指导教师报名获得确认后不得随意更换。
如备赛过程中参赛选手和指导教师因故无法参赛,须由省级教育行政部门于相应赛项开赛10个工作日之前出具书面说明,经大赛执委会办公室核实后予以更换;团体赛选手因特殊原因不能参加比赛时,则视为自动放弃竞赛。
6.参赛队选手在报名获得确认后,原则上不再更换,如筹备过程中,选手因故不能参赛,所在省教育主管部门需出具书面说明并按相关参赛选手资格补充人员并接受审核;竞赛开始后,参赛队不得更换参赛选手,否则视为自动放弃竞赛。
7.各省教育行政部门负责本地区参赛学生的资格审查工作,并保存相关证明材料的复印件,以备查阅。
(二)熟悉场地1.执委会安排开赛式结束后各参赛队统一有序的熟悉竞赛场地、设备,但不允许切削。
2.熟悉场地时严禁与现场工作人员进行交流,不发表没有根据以及有损大赛整体形象的言论。
3.熟悉场地严格遵守大赛各种制度,严禁拥挤,喧哗,以免发生意外事故。
(三)竞赛流程参赛选手检录并抽取工位号→安全教育→进入赛场,确认现场条件→比赛监督现场抽取本场次竞赛试题→发放工作任务书→选手与指导教师交流10分钟→裁判长宣布比赛开始→单套赛件加工、自检并填写相关技术文件、小批量产品的加工(3件)→裁判长宣布比赛结束→上交赛件及自检相关技术文件。
(比赛时间360分钟为裁判长宣布比赛开始至裁判长宣布比赛结束)。
(四)文明参赛要求1.竞赛现场提供数控车床、计算机及CAD/CAM软件、竞赛毛坯、相关技术资料、工具及部分刀具等,选手不得自带任何纸质资料和存储工具,如出现较严重的违规、违纪、舞弊等现象,经裁判组裁定取消比赛成绩。
2.参赛选手必须将全部数据文件存储至计算机指定盘符下,不按要求存储数据,导致数据丢失者,责任自负。
3.比赛分批依次进行,参赛队的竞赛场次采取抽签的方式确定。
具体见抽签办法。
4.参赛队按照参赛场次进入比赛场地,利用现场提供的所有条件,在规定时间内完成竞赛任务。
5.比赛开始前由竞赛监督现场抽取竞赛赛题,同一场次比赛采用相同的竞赛赛题。
6.参赛选手在赛前30分钟,凭参赛证、学生证和身份证(三证必须齐全)进入赛场检录,抽取赛位号并由裁判长进行安全教育;赛前20分钟统一进入赛场,确认现场条件;赛前10分钟在选手与指导教师交流区域统一领取赛题后与指导教师交流10分钟,裁判长宣布比赛开始后才可切削操作。
7.比赛过程中,选手不得修改机床参数,擅自修改机床参数者一经发现取消比赛成绩。
8.比赛过程中,选手若需休息、饮水或去洗手间,一律计算在比赛时间内。
食品和饮水由赛场统一提供。
9.比赛过程中,参赛选手须严格遵守相关操作规程,禁止不安全操作和野蛮操作,确保人身及设备安全,并接受裁判员的监督和警示,若因选手个人因素造成人身安全事故和设备故障,不予延时,情节特别严重者,由大赛裁判组视具体情况作出处理决定(最高至终止比赛)并由裁判长上报竞赛监督;若因非选手个人因素造成设备故障,由大赛裁判组视具体情况作出延时处理并由裁判长上报竞赛监督。
10.如果选手提前结束比赛,应报裁判员批准,比赛终止时间由裁判员记录在案。
选手提前结束比赛后不得再进行任何加工。
11.裁判长在比赛结束前15分钟对选手作出提示。
裁判长宣布比赛结束后,选手应执行完当前语句后立即停止工作。
退刀并卸下工件。
3分钟之内必须把赛件、工作任务书上交至收件裁判员。
12.选手上交赛件至收件裁判员须由选手和现场裁判共同完成。
13.选手提交的赛件应经过清理,赛件提交后,收件裁判员、现场裁判和选手在登记簿上签字确认。
14.比赛结束,选手应立即清理现场(包括机床和工作台及周边卫生并卸下卡爪等),经裁判员和现场工作人员确认后方可离开赛场,此项工作将在选手职业素养环节进行评判。
15.为保证大赛的公平、公正,大赛组委会竞赛监督在试件的指定位臵上做好标记,以便做好检验、评分和保密工作。
(五)赛场规则1.由于选手自身原因迟到影响竞赛时间不予延时(若竞赛已开始,取消选手与指导教师10分钟交流);选手迟到15分钟取消比赛资格(从裁判长宣布竞赛开始计时),比赛开始30分钟后,选手方可离开赛场。
2.参赛选手在比赛过程中,必须穿工作服、防砸防刺穿劳保工作鞋,佩戴护目镜,女选手要求带工作帽,且长发不得外露。
3.参赛选手在比赛过程中,要求刀具、量具摆放整齐,竞赛过程中裁判组将安排专门人员对参赛选手的安全防护、操作规范和工具、量具、刃具摆放状况进行拍照,照片将作为选手职业素养评分依据。
4.选手离开比赛场地时,不得将草稿纸等与比赛相关的物品带离比赛现场。
5.各类赛务人员必须统一佩戴由大赛执委会签发的相关证件,着装整齐。
6.除现场裁判员和参赛选手外,其他人员不得进入比赛区域。
赛场安全员、设备和软件技术支持人员、工作人员必须在指定区域等待,未经裁判长允许不得进入比赛区域,候场选手不得进入赛场。
(六)抽签办法本次比赛各代表队的抽签顺序和操作比赛的场次,在领队会议上现场抽签确定。
每位选手比赛的赛位号,在比赛检录时抽签确定。
抽签工作由裁判长主持,赛务组负责组织实施,竞赛监督人员现场监督。
1.抽签顺序(1)按照国务院颁布的国家行政区划代码从小到大排序,各代表队依次抽取抽签顺序号。
(2)每个代表队抽签后,由赛务组工作人员当场宣布抽签顺序,同时填入比赛抽签顺序记录表中,由抽签人签字确认后,赛务组留存。
《抽签顺序卡》由抽签人留存。
2.操作比赛场次抽签(1)各代表队按照所抽取的抽签顺序号,依次抽取本队参加操作比赛的场次。
(2)各代表队所有参赛选手的操作比赛,均为同一场次比赛,一次抽签确定。
(3)每个代表队参加操作比赛的场次抽签确定后,由赛务人员当场公布,并在比赛场次抽签记录表上填写代表队名称,并由抽签人在比赛场次抽签记录表上签字确认。
比赛场次抽签单交给抽签人,作为选手参加操作比赛的验证依据。
3.选手比赛赛位的抽签选手在参加操作比赛检录入场时,按照各代表队的抽签顺序和参赛选手名单顺序,依次检录,抽取比赛赛位号。
选手在比赛赛位抽签记录表上签字确认后,进入比赛赛位准备比赛。
比赛场次和比赛赛位号抽签确定后,选手不准随意调换。
(七)成绩评定及公布1.组织分工在赛项执委会的领导下成立由裁判组、监督组和仲裁组组成的成绩管理组织机构。
具体要求与分工如下:(1)裁判组实行“裁判长负责制”,设裁判长1名,全面负责赛项的裁判管理工作并处理比赛中出现的争议问题,副裁判长2名,负责协助裁判长工作,以及足够数量的裁判员。