现代威亚数控车床L210A- L210C
MAZAK小巨人 EIA初级培训T

軸
径補正
右补 左补
X軸
编程举例 G91G41 G41G00X30.Y20.D10;
Y 軸
X6 Y4
左 补 、右 补
補正番号
X5
X4
X3 Y3
Y2
X2
Y1
原点
X1
X軸
返回原点時、取消补偿:G40
刀具长 刀具长度补偿
编程格式 刀具长度正补偿 G43 Z_ H_ 刀具长度负补偿 G44 Z_ H_ 取消刀具长度补偿 G49 或 (G44) G43(G )H00 (G 编程举例 G43H1 G1X-100.F1000 Z50
高速间 高速间歇钻循环G73
G73 [Xx Yy]Rr Zz [Qtz ][Ptc] Ff0 [Dd0 Kk0 Ii0 Jj0(Bb0)] ] ][ ] ] r: G01Z向加工开始点 向加工开 向加工 z: 加工开始点 加工开 tz:每次进刀的切削深度 : tc:停顿时间或主轴旋转的圈数 : 顿时间或主轴 或主 f0: 进给率 : 进给率 f1: 倍率后的进给率 : 倍率后的进给 进给率 f2: 返回速度(固定的) : 返回速度(固定的) d0:返回距离(抬刀 :返回距离 抬刀 抬刀) k0:与R点相加减决定 向加工开始点 : 点相加减决定Z向加工 点相加减决定 向加工开 i0:孔底减速距离 : j0(b0):进给减速倍率(%) :进给减速倍率(%) 减速倍率
f1 tz + d0 [2] i0 tz f0 [1] d0 f0 G99 G98 R点 k0 D点
j0(b0):进给减速倍率(%) :进给减速倍率(%) 减速倍率
Z点 MEP151
镗孔循环G88 孔循环
G88 [Xx Yy]Rr Zz [Ptc] ] ] r: G01Z向加工开始点 向加工开 向加工 z: 加工开始点 加工开 tc:停顿时间或主轴旋转的圈数 : 顿时间或主轴 或主
莱彩A210说明书
3.1 录像功能...............................................................20 3.1.1 录像场景 ....................................................20
3.2 录像菜单...............................................................22 3.2.1 普通............................................................22 3.2.2 预录制 ........................................................23
3.2.7 3.2.8
特效 ............................................................26 数码变焦 ....................................................27
3.3 播放录像...............................................................28 3.3.1 慢动作播放 ................................................30
3.5 拍摄照片...............................................................35 3.5.1 拍摄场景 ....................................................35
GSK980TDb 车床CNC使用手册(2010年3月第2版)--2010-03-23定稿
1.3.4 插补功能 ................................................................................................................................8
1.3.5 绝对坐标编程和相对坐标编程 ................................................................................................9
警 告!
z 在对本产品进行安装连接、编程和操作之前,必须详细阅读本产品手册 以及机床制造厂的使用说明书,严格按手册与说明书等的要求进行相关 的操作,否则可能导致产品、机床损坏,工件报废甚至人身伤害。
注 意!
z 本手册描述的产品功能、技术指标(如精度、速度等)仅针对本产品, 安装了本产品的数控机床,实际的功能配置和技术性能由机床制造厂的 设计决定,数控机床功能配置和技术指标以机床制造厂的使用说明书为 准;
一 篇
1.1 GSK980TDB 介绍..........................................................................................................................1
1.1.1 产品简介 ................................................................................................................................1 编
大隈产品规格

大隈公司数控车床、车削中心品种规格表系列分类特点加工直径(mm)100 200 300 400 500 600GENO S系列卧式数控车床和车削中心数控车床单刀架L250L200EL400L400E车削中心带动力刀具(M)L200-ML200E-ML300-ML300E-M可切直槽(MY)L200-MYL200E-MYL300-MYL300E-MY带副主轴(W)L300-MWL300E-MYWLBEX Ⅱ系列卧式数控车床和车削中心数控车床单刀架LB2000EXⅡLB3000EXⅡLB4000EXⅡLB35ⅢLB45Ⅲ车削中心带动力刀具(M)LB2000EXⅡ-ML200-MLB3000EXⅡ-ML300-MLB4000EXⅡ-MLB35Ⅲ-MLB45Ⅲ-M可切LB2000EXⅡ-MY LB3000EXⅡ-MYLB4000EXⅡ-MYLB35Ⅲ-MYLB45Ⅲ-MY直槽(MY ) 带副主轴(W) LB2000EXⅡ-W(MW)LB3000EXⅡ-W(MW)(MYW)LUEX 系列卧式双刀架数控车床数控车床双刀架LUS1600LU3000EX LU4000EX LU35ⅡLU45Ⅱ车削中心带动力刀具(M)LU3000EX-M LU4000EX-MLU35Ⅱ-MLU45Ⅱ-MLTEX系列卧式双刀架双主轴车削中心车削中心带动力刀具(M)LT2000EX-M LT3000EX-M可切直槽(MY)LT2000EX-MY LT3000EX-MYMULTUS BⅡ系列卧式复合车铣中心车铣中心单刀架B200ⅡB300ⅡB400ⅡB550 B750 带副主轴(W)B200ⅡW B300ⅡW B400ⅡW B750WMULTU S U系列卧式车铣中单刀架U3000 U4000复合车铣中心心双刀架U3000 U4000 带副主轴(W)U3000 U4000 大隈公司立式数控车床、车削中心品种规格表系列分类特点加工直径(mm)400 600 800 1000 1200 1600 2000 3000 3500V系列数控立式车床数控车床单主轴V40R V60R V80R V100R 双主轴2SP-V42SP-V62SP-V80VTM系列车削中心车削中心带换刀刀库VTM-65VTM-10VTM-200VTM-Y B系列车铣中心车铣中心带Y、B轴VTM-80YBVTM-1200YBVTM-200YB龙门式复合车铣中心车铣中心龙门式VTR-160AVTR-200AVTR-280AVTR-350A大隈公司加工中心品种规格表系列分类特点工作台尺寸(mm)400 500 600 700 950 1000立 No.40MB-46VA MB-56VA MB-66VA式加工中心一般加工刀柄MP-46VAMB-46VAENo.50刀柄MB-46VBMB-46VBEMB-56VB MB-66VBMILLAC761VMILLAC852VMILLAC1052V五轴加工No.40刀柄MU-400VⅡMU-500VⅡMU-5000V-LMU-6300V-LMU-8000V-LNo.50刀柄MU-5000V-LMU-6300V-LMU-8000V-L卧式加工中心分类特点工作台尺寸(mm)400×400 500×500 630×630 800×800 1000×1000 1600×1600一般加工No.40刀柄MA-400HA MA-500HIINo.50刀柄MA-500HII MA-600HII MA-800HB批量生产No.40刀柄MB-4000H MB-5000HNo.50刀柄MB-8000H MB-10000H龙门式五面体加工中心分类特点工作台尺寸(mm)1,200 1,500 2,000 2,500 3,000龙门式Z轴450mm动梁式MCV-AⅡMCV-AⅡZ轴800mm定梁式MCR-AF MCR-AF五面体Z轴800mm四个头MCR-A5CIIMCR-A5CII MCR-A5CII MCR-A5CII Z轴800mm任意头MCR-BⅢMCR-BⅢMCR-BⅢMCR-BⅢ Z轴1000mmMCR-C MCR-C MCR-C任意头。
新代10A系统操作指导
新代10A系统操作指导
为了方便操机,机械回零键叫做宝马符号,手轮键叫做奔驰符号,手动键叫做沃尔沃符号
机床开机回机械原点:原点模式(ZRN) ---分别按Z,X,Y即可回机械原点.回原点前,请确认应急按钮是否松开,没有报警提示 .
X,Y分中方法:
机台设定(F1)---设定工件座标系统(F5)---分中功能(F5)---分别设
入:X1(F1),X2(F2);Y1(F3),Y2(F4).
Z轴对刀:
有对刀仪对刀(自动对刀) 先对对刀仪机台设定---设定工件座标系统---自动对刀---自动对刀启动待对刀仪对刀完毕后,再对工件表面,然后按"Z轴落差设定"以后换第二把刀后只需对一下对刀仪即可.
无对刀仪对刀(手动对刀) 先对工件表面---相对坐标Z清零,然后对基准面,把基准面的Z轴机械坐标设定到G54Z轴座标中,把相对坐标的反数设入外部座标偏移的Z轴座标系.以后每次换刀只需对基准面,然后把基准面的Z轴机械坐标设定到G54Z轴座标中即可.
程式调用:程式编辑----档案管理---网络档案输入---更改磁碟机----左右移动键选择2#磁碟,通过方向键选择要加工程式,然后拷贝.
启动程式:选择加工档,选择所要加工程式,回车键,在自动模式中,按程式启动键即可加工(可同时使用手轮模拟功能),开始加工时,把进给F%调到10%,如果加工没有出现问题,把F%调到最佳加工速度。
MDI输入方法:MDI模式---执行加工----MDI输入---输入程式
(如:G54X0Y0)----按回车键确定---按程式启动键。
现代威亚L210LMA-车削中心

产品推荐函项目方:合作方:现代起亚机械/韩国威亚河北代表处WIA L21OLMA全功能数控车削中心机床特点:高效高刚性高精度………………………………………………………………………………………………………………………………一、推荐机床:数控车削中心机床型号:L210LMA产地:韩国威亚重工(原装机)二、机床主要技术参数及性能指标:1、机床性能比较:■机床质量稳定,故障率五年内为零!机械性能、精度指标稳定在十年不变!■机床效益高,用户工厂单位面积产出比大。
■价格性能比好:税后价仅比国产机床高15-20%。
2、机床特性参数:最大回转直径―――――Ф550 mm最大加工直径―――――Ф255 mm推荐加工直径―――――Ф220 mm最大加工长度――――― 530 mm主轴最高转速―――――4000 rpmXZ轴快速移动――――36/36 m/min…………………………………………………………………………[详细参数见附件一]3、机床精度:(日本JIS标准)X、Z轴定位精度:±0.008mm X、Z轴重复定位精度:±0.003mm主轴径向跳动:1.44um 圆柱度:1.15um圆度:0.5um 刀塔回转精度:±2um4、数控系统及基本配置:(1)HYUNDAI WIA FANUC标准型。
(2)零件程序存储量512KB。
(3)RS232C。
(4)显示器 8.4″彩色显示器。
…………………………………………………………………………[以FANUC公司资料为准]5、机床结构:(1)床身:韩国产高级米汉纳铸铁,经长期自然时效处理以确保消除内应力。
45度斜床身、箱式落地整体铸造,具备好的刚性和精度,即使在强力重切削时,机床的精度同样可以得到保证。
(2)主轴:采用了热对称结构设计,削除了热变形引起的主轴中心偏移,保证了机床在长时间连续工作条件下精度稳定性。
选用日本NSK公司两排滚动轴承和角接触球轴承,采用三点支撑结构,其直径和厚度都比其他同类机器,从而达到高精度和高刚性。
亚之星数控系统液压车床B2说明书
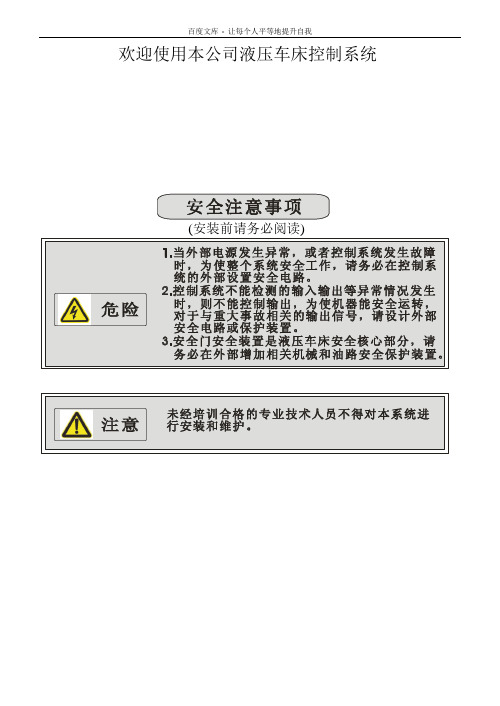
欢迎使用本公司液压车床控制系统目录第一章按键面板说明按键功能 (1)指示灯说明 (3)第二章界面操作主菜单 (4)加工设置 (5)手动设置 (8)参数设置 (9)编程设置 (13)第三章编程修改增加动作 (18)插入动作 (19)删除动作 (21)更改动作 (22)第四章动作编程动作编程 (23)一般动作编程 (23)控件编程 (25)延时 (25)时间 (26)输入 (27)输出 (28)调用库 (29)报警 (30)同步动作编程 (31)第五章同步编程示例同步编程1 (33)同步编程2 (34)第六章附图B2- IO接线图 (35)A3- IO接线图 (36)第七章系统日常维护和常见故障系统日常维护 (37)常见故障维修 (38)第一章按键面板说明按键功能按键功能说明动作键/ 数字键F1电磁阀开关控制/ 调值录入数字0F2电磁阀开关控制/ 调值录入数字1F3电磁阀开关控制/ 调值录入数字2F4电磁阀开关控制/ 调值录入数字3F5电磁阀开关控制/ 调值录入数字4F6电磁阀开关控制/ 调值录入数字5F7电磁阀开关控制/ 调值录入数字6F8电磁阀开关控制/ 调值录入数字7功能键动作键动作键/数字键192*64蓝色液晶屏外接键复位键F9电磁阀开关控制/ 调值录入数字8 F10电磁阀开关控制/ 调值录入数字9动作键F11电磁阀开关控制F12电磁阀开关控制F13电磁阀开关控制F14电磁阀开关控制外接键夹头松紧夹头松紧控制程序启动启动自动加工程序急停断开系统电源功能键将所有动作复位参数的递增/同步分支的递增参数的递减/同步分支的递减菜单的切换/参数的切换菜单的切换/参数的切换打开界面或确认菜单退出程序或返回上一级菜单编程时切换动作开关/进入设置参数/设置参数时移动位数进入下一页菜单/编程控件选择指示灯说明指示灯名称含义状态灯复位灯左上灯亮:正在复位状态左上灯灭:复位已完成输出/ 输入灯----输出或动作灯左上灯亮:电磁阀或动作已开启左上灯灭:电磁阀或动作已关闭行程灯左下灯亮:常开行程已到位左下灯灭:常开行程不到位右下灯亮:常闭行程已到位右下灯灭:常闭行程不到位第二章界面操作主菜单界面按选择菜单。
工业机器人设备清单

空气动力机械智能制造公共实训基地设备预算清单模块一工业机器人基础工作室一、工业机器人基本技能工作室总体概述工业机器人基本技能实训方案以6轴机器人工作站为核心,配套装配了操作对象承载平台、工具墙、零件箱、学习讨论区、资讯区、机器人安全工作围栏等设施设备及基础教材、仿真软件、工学结合工作页等教学配套。
为工业机器人基本技能实训提供了综合的、完整的、工学结合的解决方案。
针对工业机器人应用维护专业基础技能训练与实习,该阶属于机电工学结合类技能向工业机器人过渡的关键环节,通过简单易操作的机器人本体操作的学习,加强安全意识与规范意识的培养,让学生掌握如何与工业机器人“打交道”。
工业机器人基本技能工作室案例照片(仅供参考)(图片仅供参考、以实际二、工业机器人基本技能工作室配置清单个;高强度铝合金手电筒(3节7号电池)6LED 1个;专业级手动黄油枪400cc 1个;手用黄油枪尖嘴头 1个;手用黄油枪软管12" 1个;德式轴用直口卡簧钳7" 1把;活动扳手10" 1把;木柄安装锤45MM 1把;T 系列双头螺丝批#1&5MM×150MM 1个;2.5MM系列钢柄快脱棘轮扳手 1把;预置式扭力扳手3件套;9件套公制长球头内六角扳手 1套;塑料工具箱19" 1把;吊带1条;卸扣 2个;工业听诊器 1把10、护栏①范围:2980mm×2980mm×920mm②材质:铝型材★含工业机器人拆装与调试课程资源包1、《工业机器人拆装与调试》教材配套教学ppt一套,试题3套、课程标准1套(现场演示)2、★《工业机器人拆装与调试》跨终端网络课程1门:★基于html5开发,课程栏目满足自适应,功能栏目为首页、课程简介、课程学习、★模拟考试(可进行在线考试)、拓展资源;(现场演示)3、《工业机器人拆装与调试》网络课程符合scorm封装标准4、★7个机器人拆装重难点微课;(现场演示)5、批量六关节机器人拆装素材库、视频素材库、教材配套素材库6、提供资源能学辅教,设备与网络课程及资源库能够完整对应。
01RC-(IAI电缸型号)

■型号项目
RCP2
系列
─ RA3C ─ I ─ 28P
─
类型
─ 编码器种类 ─
马达种类
I :增量型规格
28P :脉冲马达
28 □尺寸
※ 型号项目的内容请参阅序言的第 25 页。
─
─
─ P1
─
导程
─
行程
─
5 :5mm
50 :50mm
2.5 :2.5mm
200 :200mm
适用控制器 P1 :PCON
PSEL
187
φ37mm RCS2-RGS4C
189
宽 55mm RCS2-RGS5C
191
φ37mm RCS2-RGS4D
193
宽 75mm RCS2-RGS7AD
195
宽 75mm RCS2-RGS7BD
197
φ37mm RCS2-RGD4C
199
宽 55mm RCS2-RGD5C
201
φ37mm RCS2-RGD4D
(注1)推压力图表请参照 492 页。
(单位为 mm/s)
P
①行程区分价格表(标准价格)
① 行程 (mm)
25 50 75 100
型号符号
RA2C 编码器种类
增量型
– – – –
②电缆长度价格表(标准价格)
种类
电缆符号
P(1m)
标准型
S(3m)
M(5m)
X06(6m) ~ X10(10m)
特殊长度
X11(11m)~ X15(15m)
12 ˩˔×1.25 10
2
4-M3 ᄌແ ޡ6
ME ə!2
20 25
备件编号熟记

现代威亚数控车床刀塔原点重设(1)
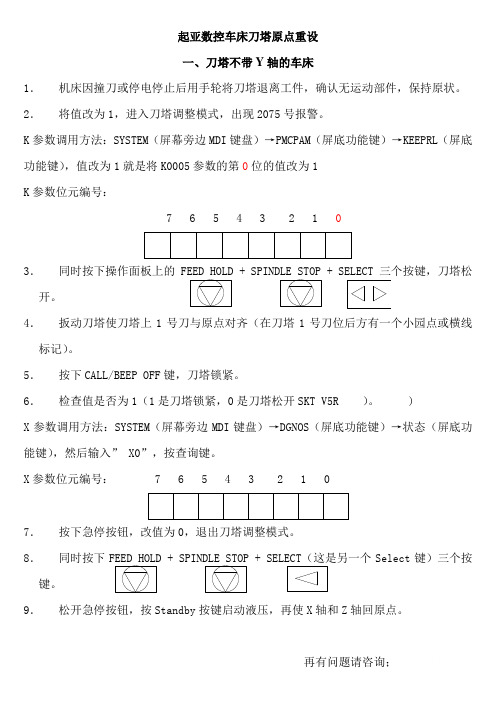
起亚数控车床刀塔原点重设
一、刀塔不带Y轴的车床
1.机床因撞刀或停电停止后用手轮将刀塔退离工件,确认无运动部件,保持原状。
2.将值改为1,进入刀塔调整模式,出现2075号报警。
K参数调用方法:SYSTEM(屏幕旁边MDI键盘)→PMCPAM(屏底功能键)→KEEPRL(屏底功能键),值改为1就是将K0005参数的第0位的值改为1
K参数位元编号:
7 6 5 4 3 2 1 0
3.同时按下操作面板上的FEED HOLD + SPINDLE STOP + SELECT三个按键,刀塔松
开。
4.扳动刀塔使刀塔上1号刀与原点对齐(在刀塔1号刀位后方有一个小园点或横线标记)。
5.按下CALL/BEEP OFF键,刀塔锁紧。
6.检查值是否为1(1是刀塔锁紧,0是刀塔松开SKT V5R )。
)
X参数调用方法:SYSTEM(屏幕旁边MDI键盘)→DGNOS(屏底功能键)→状态(屏底功能键),然后输入” X0”,按查询键。
X参数位元编号: 7 6 5 4 3 2 1 0
7.按下急停按钮,改值为0,退出刀塔调整模式。
8.同时按下FEED HOLD + SPINDLE STOP + SELECT(这是另一个Select键)三个按键。
9.松开急停按钮,按Standby按键启动液压,再使X轴和Z轴回原点。
再有问题请咨询;。
加工中心操作手册
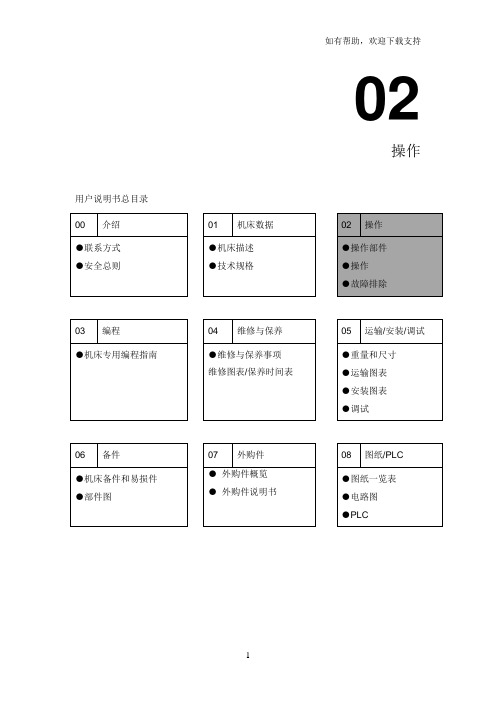
02操作用户说明书总目录目录1 1.1 1.1.1 1.1.2 1.1.3 1.1.4 1.2 1.2.1 1.2.2 1.2.3 1.2.4 2 2.1 2.1.1 2.1.2 2.2 2.3 2.4 3 3.1 3.1.1 3.1.2 3.1.3 3.2 3.3 3.4 3.4.1 3.4.2 3.5 3.6 3.6.1 3.6.2 3.6.3 3.7 3.8 3.8.1 4 4.1 4.1.1 4.1.2 4.1.3 4.2 4.2.1 4.2.2 4.2.3 5 5.1 5.2 5.3 5.4 5.5试车和操作安全事项 (4)安全总则 (4)人身安全注意事项 (5)解锁工作区防护门,以便紧急撤离工作区 (6)机床保护注意事项 (7)刀具操作注意事项 (8)安全措施 (8)安全总措施 (8)机床专用安全措施 (9)集成安全 (9)镁加工时用油或乳化液的消防安全(可选功能) (10)操作部件 (11)主操作面板 (11)NC上的机床专用操作面板 (13)机床控制面板(MCP)的专用功能键 (14)工件装载站操作面板 (18)刀库装载站操作面板 (20)手持单元(HHU) (22)基本操作 (24)开/关机 (24)开机并准备运行 (24)停止/启动 (25)关机 (26)X、Y、Z、B和ZP轴的进给速度/快速移动键(镗杆主轴-可选) (27)打开/关闭工作区门 (27)工作区门打开和关闭时的手持单元或使能键的操作 (28)模式2—调整模式 (28)模式3—扩展调整模式 (30)交换工件 (31)刀具装卸 (32)交换主轴上的刀 (32)刀库的装载 (34)换刀机械手 (35)托盘交换 (36)操作时与SINUMERIK840D操作说明书的相异之处 (37)程序段搜索 (37)机床制造商在数控系统中开发的扩展操作区域的说明 (39)参数(刀具管理) (39)刀具目录、刀具柜、刀具表 (39)刀具监测(使用次数、刀具寿命) (41)“刀具管理”子菜单(链式刀库) (43)“Heckert(海科特)”操作区域 (56)服务功能 (57)机床功能 (61)刀库 (77)选择功能 (87)工作区抽尘 (87)预热程序 (87)彩色信号灯 (87)液压装夹系统 (88)传感测头 (91)5.5.1 5.5.2 67在主轴上安装传感测头 (92)使用传感测头 (92)故障排除 (94)数据备份 (95)1.试车和操作时的安全在加工中心的试车期间,对用户来说,因为机床移动部件首次运动,所以会遇到危险。
2200 2210 2220系列 说明书

2 调试 ............................................................................................................... 3
2.1 预热时间................................................................................................................... 3 2.2 显示对比度调节....................................................................................................... 4 2.3 关机程序................................................................................................................... 4 2.4 2223 型变送器的标气要求 ...................................................................................... 4
注塑机相关技术参数
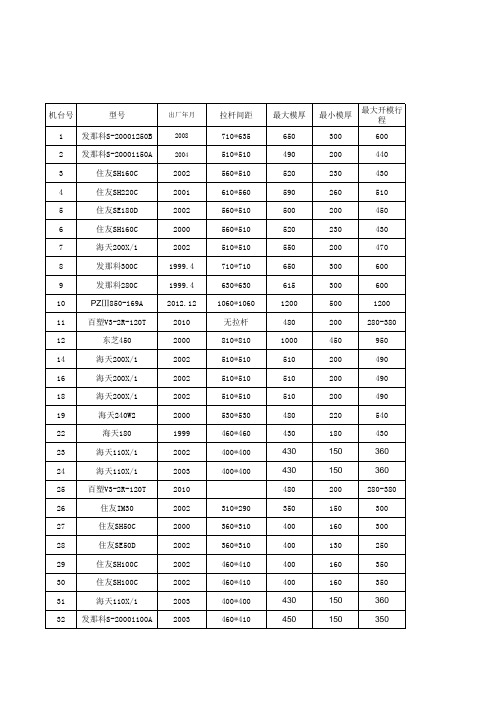
海天110X/1 东芝EC100S-2A 东芝EC100S-2A 住友SH130C 住友SH130C 住友SH130D 住友SH130D 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 东芝IS55OGS 东芝EC350C 东芝EC220C 住友SE180S 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A
430 550 550 430 430 450 450 490 490 490 490 1000 650
150 180 180 180 180 250 250 200 200 200 200 400
360 350 350 375 375 375 375 440 440 440 440 1200
2007.6 2007.1 2002 2002 2002 2002 2002 2005 2002 2002 2002 2002 2011 2011 2011 2011 2011
高速机
STAR 有信单臂 天行 天行
130823积康 110826 081207 101104 没更换过 080407 081205 110226 101222 新机 没更换过 110331 140116 110428 090924 100906 120204积康 120607腾明 120209北仑 131123红建
600*550 510*510 510*510 510*510 510*510 510*510 510*510 600*460 510*510 510*510 510*510 510*510 410*410 410*410 360*360 360*360 470*470
现代威亚数控车床L210A- L210C

现代威亚数控车床L210A -L210C
产品图片:
产品特点:
∙各个轴以高精密滚珠丝杠与伺服马达直连方式实现高精度。
∙以高精度Pretension(预压)双重锚支撑方式进一步完善刚性。
∙以缩短周期的方式提高加工生产性。
∙主轴采用高性能AC马达,比原来大幅缩短(2.2sec)启动和停止时间。
∙9秒以内即可进行选项决定的触摸式尾座。
∙作为选择性配置,备有在30秒以内即可设定加工物原点的自动计测装置。
规格参数:
Description(Unit) L210A L210C 最大摆动(mm)Ø550 Ø550
最大加工长度(mm)410 400
卡盘尺寸(inch)8˝10˝
棒条加工能力(mm)Ø65 Ø80
主轴旋转数(r/min) 4000 3000 主轴输出功率(kW)15/11 15/11
移送距离(X/Z)(mm)210/430 210/430 急移送速度(X/Z)(m/min) 36/36 36/36
(本文整理:现代威亚)。
VCN410AⅡL立式加工中心(机床)技术协议

技术协议甲方:乙方:XXXX机床有限公司代理方:双方就甲方购买乙方VCN410AⅡL(壹)台立式加工中心达成以下技术协议。
一、机床技术规格1.机床特性VCN410AⅡL立式加工中心是一种C型结构的高性能立式加工中心。
兼顾先进技术和高效生产特性。
性能价格比高。
机床整体结构:采用移动工作台结构。
主要部件材质采用高品质密烘(MEEHANITE)铸铁,刚性好、精度保持性强,外型美观。
各主要部件如底座、立柱、滑鞍通过FEM分析,使得机床整体具备热特性好、稳定性好、高刚性、高精度、振动小等特点。
主轴:主轴电机输出功率达18.5KW,主轴最高回转速度达到12000rpm。
主轴电机采用双绕组结构伺服电机确保在低速区的大扭矩输出,适应钢件等黑色金属的重切削,以及高速区的大功率输出,适应铝件等有色金属的高效率加工。
三轴驱动:X/Y/Z轴采用预拉伸的精密滚珠丝杠,配合高精密直线滚动导轨,使用大功率的伺服电机及平滑高增益放大器驱动。
实现高速、高精度驱动,具有良好的动态特性。
X/Y/Z轴快移速度达36m/min。
刀库:刀库容纳30把刀,刀库驱动和机械手驱动均采用伺服电机。
通过采用双伺服驱动,简化了传动系统的机械结构,提高了刀具交换系统的可靠性,并且节约了换刀时间。
刀具交换时间仅为2.9秒(屑对屑)。
节能、环保方面:丝杠、导轨采用油脂润滑,减少了润滑油消耗,减少了润滑油对切削液的污染,切削液寿命大大提高。
全封闭的防护罩可完全避免切屑和烟尘的外溢,不会对工作环境造成污染。
人性化设计:导轨防护罩采用大倾角的山形结构设计,切削液和切屑排出顺畅。
所有气动、润滑等相关部件均集中布置在机床的右后方,调整维护非常方便。
可旋转型操作面板,使得接近工作台、主轴比较容易,减少加工准备时间。
系统配置:机床控制系统采用“Mazatrol MA TRIX NEXUS”数控系统,该数控系统通过硬件能力、软件能力的提升,使得机床操作更加方便、更加安全、加工精度更加稳定、加工效率更加提升。
加工中心不执行换刀故障诊断

加工中心不执行换刀故障诊断□杜江华在通常情况下,数控加工中心自动换刀功能出现故障的原因主要有:某个输入或输出信号不对,出现短路、断路,位置检测不到位,刀库乱刀,数刀计数器出错,继电器损坏;由于与之有联系的液压、气压系统,机械卡死、松脱等的影响。
但是有那么一些故障很少遇见,特别在资料不祥无提示,故障点隐蔽,报警信息少,甚至无报警情况下,需要仔细认真的去观察分析。
以下介绍几例供参考。
1、输入数据不规范造成停机机床配置:北京机电研究院制造的VMC1000C立式加工中心,数控系统为FANUC 0i-MA,带一刀套编码选刀方式的自动刀库。
故障现象:机床开始加工出现报警“OVERTRAVL -Y”,即Y轴负向超程启动循环加工后,未换刀便执行起刀点的语句,未按照正常路径走刀,Y轴负向已经硬限位。
分析处理:(1)查看系统参数号1320和1321(存储式行程检测)是正确的,说明软限位未改变。
有关行程的参数也无异常。
(2)有乱走刀、不换刀现象,怀疑位置环有问题。
执行另一段G56与故障段G58基本相同的加工程序(即工件坐标系不同),发现机床加工一切正常。
位置环损坏、机床参数发生改变或丢失的可能性排除。
(3)怀疑机床数据处理中断或时序控制错误等,按下急停按钮,关断机床电源,重新启动机床,运行有问题的程序,情况依旧。
(4)对照G56和G58的X、Y、A坐标值完全相同,唯有Z坐标有不同。
是否G58不能够使用了呢?决定将该程序段中的G58改成G54,在G54上设定G58的坐标值,再执行修改的程序,机床运行正常。
(5)由此判定,或是G58功能支持软件的宏程序发生错误,或是G58确认的坐标值没有被系统所认可(即NC给机床‘MT’的执行数据不同于设置的数据),而是记忆成为另外的数据,因为一旦运行程序其走刀的方向和位置都不对,显然后者是可能性较大。
于是,将G58的X、Y、Z和A的坐标值重新设置为“0”,按“REST”复位,再重新输入原来的坐标值,机床恢复了正常。
新代10A系统介绍

廣東
廣州辦事處 廣東省廣州市番禺區石基鎮富怡路羅家村段 8 號 之 7 友誼樓 1 梯 403 室 TEL:86-20-34583040
天津
天津辦事處 天津市和平區榮業大街新文化花園新雅居 2-4-1101 TEL:86-22-27301970
G17/G18/G19 有 有 開放式 PLC 刀具長度補償與刀具半徑(刀尖半徑)
斷刀點回歸
有
顯示
位置、計時、計件、日期、時間、速度…… 等
宏程序(Macro) 有支援
回參考點
手動與自動
刀具控制
通過內置 PLC 編程控制
限位
軟限位、硬限位
圖形功能
圖型參數設置與圖形顯示
進給控制
自動、手動、單步、手輪
報警
多樣的產品組合
10A-Series 擁有分離式、標準式、面板式三組系列 ,及多款的操作面板,讓使用者擁有最適宜的產 品搭配。
機構尺寸圖(10A-SEP)
開孔圖
人性化操作介面
體貼的診斷開發工具
完整的程式應用支援
產品外觀圖:(10A-SEP) 產品外觀圖:(10A-STD-M)
產品外觀圖:(10A-STD-K) 產品外觀圖:(10A-ALL)
彰化
彰化經銷服務處 彰化市芳草街 58 號 TEL:886-4-7610662
台南
台南經銷服務處 台南市北區北成路 153 號 TEL:886-6-2810896
山東
濟南辦事處 山東省濟南市天橋區魯能康橋 11 幢 3-702 TEL:86-531-86600625
江蘇
南京辦事處 江蘇省南京玄武區紅山路 162 號 603 室 TEL:86-25-85424215
新一代 10A Series 數控系統規格
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现代威亚数控车床L210A -L210C
产品图片:
产品特点:
∙各个轴以高精密滚珠丝杠与伺服马达直连方式实现高精度。
∙以高精度Pretension(预压)双重锚支撑方式进一步完善刚性。
∙以缩短周期的方式提高加工生产性。
∙主轴采用高性能AC马达,比原来大幅缩短(2.2sec)启动和停止时间。
∙9秒以内即可进行选项决定的触摸式尾座。
∙作为选择性配置,备有在30秒以内即可设定加工物原点的自动计测装置。
规格参数:
Description(Unit) L210A L210C 最大摆动(mm)Ø550 Ø550
最大加工长度(mm)410 400
卡盘尺寸(inch)8˝10˝
棒条加工能力(mm)Ø65 Ø80
主轴旋转数(r/min) 4000 3000 主轴输出功率(kW)15/11 15/11
移送距离(X/Z)(mm)210/430 210/430 急移送速度(X/Z)(m/min) 36/36 36/36
(本文整理:现代威亚)。