ASTM B94镁合金压铸件标准
ASTM_B标准号中英文对照.
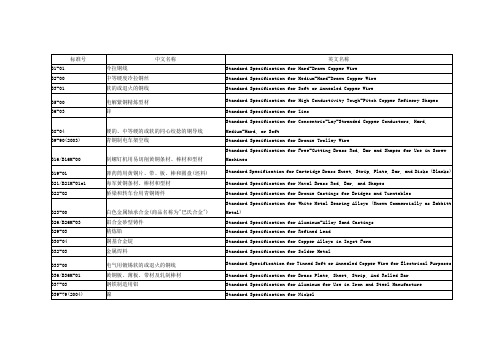
中文名称
英文名称
B1-01
冷拉铜线
Standard Specification for Hard-Drawn Copper Wire
B2-00
中等硬度冷拉铜丝
Standard Specification for Medium-Hard-Drawn Copper Wire
B3-01
软的或退火的铜线
B68M-99
光亮退火的无缝铜管(米制)
Standard Specification for Seamless Copper Tube, Bright Annealed [Metric]
B69-01a
轧制锌
Standard Specification for Rolled Zinc
B70-90(2001)
Standard Specification for Unalloyed Magnesium Ingot and Stick For Remelting
B93/B93M-03
砂型铸件、永久型模铸件和压模铸件用镁合金锭
Standard Specification for Magnesium Alloys in Ingot Form for Sand Castings, Permanent Mold Castings, and Die Castings
B100-03a
桥梁和其它结构用锻制铜合金轴承和膨胀中厚板及薄板
Standard Specification for Wrought Copper-Alloy Bearing and Expansion Plates and Sheets for Bridge and Other Structural Use
2023年发布的镁合金标准_概述及解释说明

2023年发布的镁合金标准概述及解释说明1. 引言1.1 概述本文旨在对2023年发布的镁合金标准进行概述和解释说明。
镁合金是一种轻质、高强度的材料,在许多领域具有广泛应用前景。
然而,由于缺乏统一规范和标准,当前的镁合金生产和应用存在一些问题和挑战。
1.2 文章结构本文分为五个主要部分:引言、镁合金标准的背景和重要性、2023年发布的镁合金标准概述、镁合金标准解释说明以及结论与展望。
在引言部分,将介绍文章的概述,包括文章目录和各个章节的内容安排。
1.3 目的本文的目的是向读者介绍2023年发布的镁合金标准,包括其制定背景、内容概况以及标准实施计划与推广策略。
同时,通过解释说明各项技术指标和检测方法,提供对该标准的更深入理解。
接下来,在第二部分中我们将讨论镁合金标准的背景和重要性,包括其应用前景以及特性与优势。
我们还会探讨现有镁合金标准存在的问题和需求。
然后,第三部分将重点介绍2023年发布的镁合金标准的概述。
我们将讨论标准的制定流程、参与方介绍,以及标准内容概览和主要修订部分的介绍。
此外,我们还会阐述标准实施计划和推广策略。
接下来,在第四部分中我们将对镁合金标准进行解释说明。
我们将解读材料等级标识和命名规范、技术指标和检测方法,并提供一些标准应用示例的分析与讨论。
最后,在第五部分中,我们将给出对2023年发布的镁合金标准的评价,并对未来发展趋势进行展望。
通过本文的撰写,我们希望读者能够全面了解2023年发布的镁合金标准,增进对其在产业应用中的作用和意义的认识,并对未来相关领域发展有所启示。
2. 镁合金标准的背景和重要性:2.1 镁合金的应用前景:随着工业化进程的加快,镁合金作为一种轻质、高强度材料,正逐渐得到广泛应用。
它在航空航天、汽车制造、电子设备等领域具有广阔的市场前景。
镁合金不仅可以降低产品重量,提高燃油经济性和能源利用率,还能满足特定行业对材料轻量化、高强度和耐腐蚀性等性能需求。
2.2 镁合金的特性与优势:镁合金具有密度低、比强度高、导热性好等优点。
铸造、压铸标准

铸造、压铸标准技术标准是国际贸易中的准则,是作为设计、制造、验收产品的依据。
广东省铸造学会、广东省压铸学会收录了部分标准:铸造和压铸的中国国家标准、行业标准,以及美、欧、日、澳、德、俄等国家的相应标准。
压铸标准包括:(一)通用标准;(二)压铸机标准;(三)压铸模标准;(四)合金及工艺标准,包括铝合金、镁合金、锌合金、铜合金、铅锡合金等。
铸造标准包括:(一)基础通用与铸造工艺技术标准;(二)铸钢标准;(三)铸铁标准;(四)铸造有色合金标准;(五)造型材料标准;(六)熔模铸造标准等。
压铸标准目录一、通用标准中国GB/T24001-1996 idt ISO 14001:1996 环境管理体系规范及使用指南GB/T19001-2000 idt ISO/FDIS9001:2000 质量管理体系––要求GB/T5611-1998铸造术语HB7578-1997铸件试制定型规范GB/T8063-94 铸造有色金属及其合金牌号表示方法GB/T13822-92 压铸有色合金试样GB5678-85 铸造合金光谱分析取样方法HB5343-94 铸造工艺质量控制GB/T6414-1999 铸件尺寸公差及机械加工余量GB/T15056-94 铸造表面粗糙度评定方法二、压铸机标准中国JB/T8083-1999 压铸机型式与基本参数JB/T8084.1-1999 冷室压铸机精度JB/T8084.2-1999 冷室压铸机技术条件JB/T6039.2-92 热室压铸机精度JB/T6039.3-92 热室压铸机技术条件三、压铸模标准中国GB8844-88 压铸模技术条件GB8847-88 压力铸造模具术语GB4678.1~15-84 压铸模零件GB4679-84 压铸模零件技术条件美国压铸模四、合金及工艺标准1.铝合金中国GB/T1173-95 铸造铝合金GB/T8733-2000 铸造铝合金锭YS/T282-2000 铝中间合金锭JB/T7946.1-1999 铸造铝硅合金变质JB/T7946.2-1999 铸造铝硅合金过烧JB/T7946.3-1999 铸造铝合金针孔GB/T15115-94 压铸铝合金GB/T15114-94 铝合金压铸件HB5012-86 铝合金压铸件HB/Z220.2-92 铝合金金属型铸造HB/Z220.3-92 铝合金低压铸造HB/Z220.4-92 铝合金压力铸造HB/Z220.7-92 铝合金铸件浸渗GJB1695-93 铸造铝合金热处理规范国际标准 ISO3522-84 铸造铝合金美国ASTMB85-96 铝合金压铸件ASTMB179-96 砂型铸件、永久型铸件及压铸件用铝合金锭ASTMB597-98 铝合金热处理日本JISH2118:2000压铸用铝合金锭JISH5302:2000 铝合金压铸件2.镁合金中国GB1177-91 铸造镁合金GB/T13820-92 镁合金铸件国际标准ISO/DIS16220-1999 铸造镁合金美国ASTMB93/B93M-98 砂型铸件、永久型铸件及压铸件用镁合金锭ASTMB94-94 镁合金压铸件日本JISH2222-1991 压铸用镁合金锭JISH5303-1991 镁合金压铸件欧洲EN1754-1997 镁和镁合金—铸锭和铸件俄罗斯ΓOCT2856-79 铸造镁合金3.锌合金中国GB/T1175-1997 铸造锌合金GB/T13818-92 压铸锌合金GB/T13821-92 锌合金压铸件国际标准ISO301-1981 铸造用锌合金锭美国ASTMB86-98 锌合金压铸件ASTMB240-98 压铸件用锌合金锭ASTMB327-98 压铸锌合金用铝中间合金日本JISH5301-90 锌合金压铸件JISH2021:1999 压铸用锌合金锭欧洲EN 1774-1997 铸造锌合金EN 12844:1998 锌和锌合金-铸件-规格俄罗斯ΓOCT19424-74 压铸锌合金澳大利亚AS1881-1986 锌合金4.铜合金中国GB1176-87 铸造铜合金技术条件GB/T15116-94 压铸铜合金GB/T15117-94 铜合金压铸件美国ASTMB176-95 铜合金压铸件日本JISH2202:2000 铸造用铜合金锭欧洲EN1982:1998 铜和铜合金-铸锭和铸件俄罗斯ΓOCT17711-93 铸造黄铜化学成分5.铅锡合金中国GB/T8740-1988 铸造铅基轴承合金锭GB/T8740-1988 铸造锡基轴承合金锭美国ASTMB102-93 铅合金和锡合金压铸件日本JISH2231-1962 活字金属锭JISH5601-1990 硬铅铸件JISH5401-1958 轴承合金德国DIN1742-71 锡压铸合金DIN1741-1974 压铸用铅合金英国BS3332-1987 白合金轴承合金锭俄罗斯ΓOCT1320-74 巴比特合金。
镁合金压铸技术

镁合金压铸技术公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]镁合金压铸技术发布日期:[10-04-03 10:03:08] 浏览人次:[367 ]向柱,汽门盖,方向盘,仪表板总成,灯罩底座。
离合器箱体,歧管盖,轮毂,保险杠(2)摩托车类:曲轴箱,轮毂,汽缸罩,曲轴箱盖(3)自行车类:车架,前车架用镁合金AM60,AM50制成机车结构件和运动部件就可最大限度降低车的重量和能耗,提高整车加速制动性,降低行驶振动和噪声,提高驾驶舒适度。
这些构件绝大多数用AM60, AM50经过压铸+微弧氧化即可使用电动工具,气动工具类外壳件对材料的设计要求1. 重量轻,刚性好,长期使用不变形2. 吸振性佳,耐冲击3.散热性佳4. 易成型易加工5. 符合环保总结:用AM60,AM50合金,压铸+烤漆镁合金特性化学性能合金的化学性能是它们在各种介质中与其它元素起化学反应的能力,主要是耐蚀性。
①机械性能合金的机械性能是指它抵抗外力作用而表现出来的特性,也称为力学性能,如强度,硬度,塑性,弹性,和冲击韧性,一般以抗拉强度,屈服强度,塑性,延伸率,断面收缩率,硬度来衡量和反映金属和合金的机械性能。
②工艺性能合金的工艺性能是指它们是否易于加工成形的性能,它包括:可铸性,可锻性,可焊性,切削加工性,电镀性和热处理性等。
合金的铸造性:流动性,收缩性,热裂,铸造应力。
偏析,吸气,杂质。
a. 流动性:指合金液充填型腔的能力;影响因素:浇注温度,模具温度,压力,压射速度,铸件结构。
b. 收缩性:合金从液态到凝固完毕直至常温过程中所产生的体积和尺寸的变化,总称为收缩,可分三个阶段:液态,收缩,凝固收缩和固态收缩。
压铸件收缩的大小,主要取决于合金种类,化学成分,浇注温度,压射比压,持压及留模时间,模具温度及铸件结构等。
c. 热裂:是指合金在高温状态形成的裂纹。
影响因素:铸型阻力,铸件结构,浇注温度。
d. 铸造应力:根据应力产生原因分热应力,相变应力和收缩应力。
ASTM材料 B部分

B5-00 B6-03
B8-04 B9-90(2003)
B16/B16M-00
B19-01 B21/B21M-01e1 B22-02
B23-00 B26/B26M-03 B29-03 B30-04 B32-03
B33-00 B36/B36M-01 B37-03 B39-79(2004) B42-02e1 B43-98(2004) B47-95a(2001)
制造磁导线用方形和矩形软裸铜线及铝线硬度的测试方法
B280-03
B281-88(2001)
B283-04 B286-02 B294-92(2001) B296-03 B298-99e1 B299-01 B301/B301M-04 B302-02 B306-02 B308/B308M-02
B311-93(2002)e1
中文名称
电解紫铜精炼型材 锌
硬的、中等硬的或软的同心绞捻的铜导线 青铜制电车架空线
制螺钉机用易切削黄铜条材、棒材和型材
弹药筒用黄铜片、带、板、棒和圆盘(坯料) 海军黄铜条材、棒材和型材 桥梁和转车台用青铜铸件
白色金属轴承合金(商品名称为"巴氏合金") 铝合金砂型铸件 精炼铅 铜基合金锭 金属焊料
电气用镀锡软的或退火的铜线 黄铜板、薄板、带材及轧制棒材 钢铁制造用铝 镍 无缝铜管尺寸 无缝红铜管尺寸 电车架空线用铜线
孔隙度小于2%的粉末冶金材料密度的标准测试方法
金属粉末生压坯强度的测试方法 焊接铝和铝合金圆管 无缝铜合金管
铝及铝合金铆钉和冷镦头线材与棒材的技术规范
电气用挤压铝和铝合金棒、条、管及结构型材(汇流导体) 电镀用铅和铅合金的制备 电镀用铁铸件的制备 电镀前的金属清洗
ASTM-B标准号中英文对照

混合青铜或少量金属铸件标准规范
Standard Specification for Composition Bronze or Ounce Metal Castings
B63—90(2001)
金属导体电阻与接触材料的电阻率的测试方法
Standard Test Method for Resistivity of Metallically Conducting Resistance and Contact Materials
B66—95(2003)
蒸汽机车易损零件用青铜铸件
Standard Specification for Bronze Castings for Steam Locomotive Wearing Parts
B68—02
光亮退火的无缝铜管
Standard Specification for Seamless Copper Tube, Bright Annealed
Standard Specification for Unalloyed Magnesium Ingot and Stick For Remelting
B93/B93M—03
砂型铸件、永久型模铸件和压模铸件用镁合金锭
Standard Specification for Magnesium Alloys in Ingot Form for Sand Castings, Permanent Mold Castings, and Die Castings
B9—90(2003)
青铜制电车架空线
Standard Specification for Bronze Trolley Wire
B16/B16M—00
制螺钉机用易切削黄铜条材、棒材和型材
《高压铸造镁合金建筑模板》标准
一、概述在建筑领域,模板是承载混凝土浇筑的重要工具,对模板材料的要求也越来越高。
传统的木质模板存在使用次数有限、易变形、施工效率低等问题,而高压铸造镁合金建筑模板因其轻质、耐用、稳定等特点,成为了建筑行业新的宠儿。
本文将介绍高压铸造镁合金建筑模板的标准,以及其在建筑领域中的应用。
二、高压铸造镁合金建筑模板的标准1. 材料标准高压铸造镁合金建筑模板的材料应选用高纯度的镁合金锭为原料,采用先进的高压铸造技术制成。
材料应具有良好的耐腐蚀性、耐磨性和抗拉强度,以确保在建筑施工中能够承受不同工况下的压力和载荷。
2. 结构标准高压铸造镁合金建筑模板的结构应设计合理,保证在使用过程中不易变形或损坏。
模板的边缘应平整、不锈蚀,且具有一定的抗震性和稳定性。
模板应具有一定的卸载能力,确保混凝土浇筑完成后能够顺利从模板上脱离。
3. 规格标准根据建筑设计需求,高压铸造镁合金建筑模板的规格应有多样化选择,并且能够根据实际施工需要进行定制。
不同规格的模板应具有相对应的承载能力和适用范围,以满足不同建筑结构和形式的需求。
4. 表面处理标准高压铸造镁合金建筑模板的表面应具有一定的光滑度和耐磨性,以保证混凝土表面的光滑度和充实度。
模板表面的防腐处理应符合相关标准,确保模板在长期使用中不易腐蚀和生锈。
5. 环保标准高压铸造镁合金建筑模板的生产应符合国家环保要求,不应污染环境或对施工人员造成身体危害。
模板材料的回收利用率应达到一定标准,以降低对资源的浪费和环境的影响。
三、高压铸造镁合金建筑模板在建筑领域中的应用1. 提高施工效率由于高压铸造镁合金建筑模板具有轻质、强度高、稳定耐用等特点,能够有效减轻施工过程中的人力和物力成本,提高施工效率。
模板的拼装和拆卸过程简单方便,有利于加快整体施工进度。
2. 保证建筑质量高压铸造镁合金建筑模板的表面平整度高,不易变形,能够保证混凝土表面的光滑度和整体质量。
模板的稳定性和承载能力使得混凝土浇筑过程更加稳定可靠,有利于保证建筑结构的安全和稳定。
压铸件检验标准OK(正式发行)
版本号 A标题压铸件检验标准生效时期2014年7月21日页次第1 页共24 页压铸件检验标准编制:审核:批准:版本号 A标题压铸件检验标准生效时期2014年7月21日页次第2 页共24 页更改记录版本号更改内容更改人审核人批准人生效日期版本号 A标题压铸件检验标准生效时期2014年7月21日页次第3 页共24 页1.目的本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.2.范围本标准适用于本公司所有铝合金压铸件进料检验.3.技术要求3.1压铸件尺寸3.1.1压铸件的几何形状和尺寸应符合铸件图样的规定3.1.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.1.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.1.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.2 压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.3 表面质量3.3.1压铸件表面粗糙度应符合GB6060.1的规定3.3.2压铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷. 同时不允许有拉模现象.版本号 A标题压铸件检验标准生效时期2014年7月21日页次第4 页共24 页3.3.3压铸件不允许有擦伤,凹陷,崩缺和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.3.4压铸件的浇口,飞边,溢流口,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.3.5压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.3.6铸件分型面的错型量不大于0.3mm,上下两面的平面度不大于0.3mm.3.3.10压铸件的顶杆痕迹凹凸量为正负0.2mm.3.3.8压铸未通孔厚度不大于0.3mm.3.3.10加工面不允许有夹杂、冷隔、疏孔等缺陷.对于机加工后可以允许表面气孔直径不大于0.3mm,在3cm×3cm的单位面积上气孔总数不多于3个,孔边距不小于1cm.3.4 内部质量3.4.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.4.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.4.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.版本号 A标题压铸件检验标准生效时期2014年7月21日页次第5 页共24 页4.试验方法及检验规则4.1压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB28210的规定进行,抽检结果必须符合标准3.3的规定.4.2压铸件表面质量要逐一检查,检查结果应符合本标准3.3的规定.4.3压铸件表面粗糙度按GB6060.1的规定执行.4.4压铸件需抛光加工的表面按GB6060.4的规定执行,4.5压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.4.6压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.4的规定.4.10经浸渗和修补处理后的压铸件应做相应的质量检验.4.8 检验视角:检验者目视方向应与光源方向成45°,有多面的部件,每一侧都要当作一个单独的平面来检验.如下图所视:光源光源人眼人眼零件表面版本号 A标题压铸件检验标准生效时期2014年7月21日页次第6 页共24 页4.10 检验距离/时间:日光灯距离产品为600~1000mm.A级面(经常能看到的面):检验者沿目视方向与待检表面之间的距离600mm,目视时间约10秒.B级面(不移动的情况下,偶尔能看到的面):检验者沿目视方向与待检表面之间的距离1050mm,目视时间约5秒.C 级面(产品在移动或被打开时才能看到的面):检验者沿目视方向与待检表面之间的距离1000 mm,目视时间约3 秒.备注:当一个面并没有在图面中被定义时,按一般要求B 级面作业.4.11缺陷代码对照表代码名称代码名称N 数目 D 直径(mm)L 长度(mm) H 深度(mm)W 宽度(mm) DS 距离(mm)S 面积(mm2)T 厚度(mm)版本号 A标题压铸件检验标准生效时期2014年7月21日页次第7 页共24 页5.外观检验项目和判定标准缺陷名称表面质量级别(平方毫米)90001 – 250000备注A 级面 B 级面 C 级面磨花、磨痕L≤50 mm,W≤0.2mm,DS≥100 mm ,N≤3,L≤100 mm,W≤0.2mm,DS≥100 mm ,N≤3,可接受,但不能对产品造成功能性影响. 具体可参照样板.无感刮/划伤参照磨花、磨痕要求刮伤、划伤(有感)W≤0.20mm,L≤30mm,DS≥100mm,,N≤3,或参照样板W≤0.30mm以内,L≤50mm,DS≥150mm,N≤5 ,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板刀痕、砂带痕(包括拉模伤)W≤0.20mm,L≤50mm,H≤0.4,DS≥100mm,,N≤ 3 ,或参照样板W≤0.20mm,L≤100mm,H≤0.8,DS≥100mm,,N≤ 5 ,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板.凹陷、压伤、碰伤D≤2mm,H≤0.35mm,DS≥100 mm,N≤2,或参照样板D≤3mm,H≤0.6mm,DS≥100 mm,N≤3,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板.顶针印、行位印H≤0.5mm,或参照样板H≤1.0mm,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板.不影响组装冷隔、冷纹凹下H≥0.1 mm ,S≥10c ㎡不接受或参照样板凹下H≥0.2mm,S≥20c ㎡不接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板印痕、流痕凹下H≥0.2 mm,S≥10 c㎡不接受或参照样板凹下H≥0.4 mm, S≥20 c㎡不接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板孔穴、针孔D≤0.5mm ,DS≥10mm,N≤3,或参照样板D≤1.0mm ,DS≥10mm,N≤3,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板缺料、崩缺不允许,或参照样板不允许,或参照样板可接受,但不能对产品造成功能性和承重影响,具体可参照样板裂纹、裂痕(含龟裂纹不应许不应许不应许批锋、毛边(含二次批锋H≥0.15mm,T≥0.3mm有利边刮手不接受或参照样板H≥0.3mm,T≥0.5mm有利边刮手不接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板斑点、麻点(颗粒杂质)D≦1.5mm,H≦0.5mm,DS≥100mm,,N≦5或参照样板D≦3.0mm,H≦1.0mm,DS≥100mm,, N≦5,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板版本号 A标题压铸件检验标准生效时期2014年7月21日页次第8 页共24 页斑点、麻点(线条杂质L≦5mmW≦0.5mm,H≦0.5mm,DS≥100mm,N≦2或参照样板L≦20mmW≦0.8mmH≦0.5mm,DS≥100mm N≦5或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板污点、脏点D≦1.0,DS≥10mmN≦5,不脱落露白,可以接受或参照样板D≦2.0,DS≥10mmN≦10,不脱落露白,可以接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板气泡D≦1.0,DS≥10mmN≦5,不脱落露白,可以接受或参照样板ф≦2.0,DS≥10mmN≦10,不脱落露白,可以接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板桔皮(橘皮)不允许不脱落露白,可以接受,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板色差、异色不允许,或参照样板D≦10mm,DS≥100mmN≦5 或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板必要时用色差仪或光泽计检验露底、掉漆不允许D≦0.8,DS≥100mmN≦5,可以接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板积漆、溢漆D≦3.0mm,H≦0.5mm,DS≥100mmN≦5或参照样板D≦5.0mm,H≦0.5mm,DS≥100mmN≦5,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板烧焦、发黄不允许,或参照样板D≦10mm,DS≥100mmN≦5或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板少漆、薄漆目视不明显可接受,或参照样板一般可接受,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板补漆目视不明显可接受,或参照样板一般可接受,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板版本号 A标题压铸件检验标准生效时期2014年7月21日页次第9 页共24 页缺陷名称表面质量级别(平方毫米)22501 – 90000备注A 级面 B 级面 C 级面磨花、磨痕L≤20 mm,W≤0.2mm,DS≥50 mm ,N≤3,L≤40 mm,W≤0.2mm,DS≥50 mm ,N≤3,可接受,但不能对产品造成功能性影响. 具体可参照样板.无感刮/划伤参照磨花、磨痕要求刮伤、划伤(有感)W≤0.20mm,L≤15mm,DS≥50mm,,N≤3,或参照样板W≤0.30mm以内,L≤20mm,DS≥150mm,N≤5 ,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板刀痕、砂带痕(包括拉模伤)W≤0.20mm,L≤10mm,H≤0.4,DS≥50mm,,N≤3 ,或参照样板W≤0.20mm,L≤10mm,H≤0.8,DS≥50mm,,N≤3 ,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板.凹陷、压伤、碰伤D≤2mm,H≤0.2mm,DS≥50 mm,N≤2,或参照样板D≤3mm,H≤0.5mm,DS≥50 mm,N≤3,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板.顶针印、行位印H≤0.5mm,或参照样板H≤1.0mm,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板.不影响组装冷隔、冷纹凹下H≥0.1mm ,S≥5c ㎡不接受或参照样板凹下H≥0.2mm,S≥8 c㎡不接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板印痕、流痕凹下H≥0.2 mm,S≥5 c㎡不接受或参照样板凹下H≥0.4 mm, S≥8 c㎡不接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板孔穴、针孔D≤0.5mm ,DS≥10mm,N≤2,或参照样板D≤1.0mm ,DS≥10mm,N≤2,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板缺料、崩缺不允许,或参照样板不允许,或参照样板可接受,但不能对产品造成功能性和承重影响,具体可参照样板裂纹、裂痕(含龟裂纹不应许不应许不应许批锋、毛边(含二次批锋H≥0.1mm,T≥0.2mm有利边刮手不接受或参照样板H≥0.2mm,T≥0.3mm有利边刮手不接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板斑点、麻点(颗粒杂质)D≦1mm,H≦0.5mm,DS≥50mm,,N≦3或参照样板D≦2.0mm,H≦1.0mm,DS≥50mm, , N≦3,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板版本号 A标题压铸件检验标准生效时期2014年7月21日页次第10 页共24 页斑点、麻点(线条杂质L≦5mmW≦0.3mm,H≦0.5mm,DS≥50mm,N≦2或参照样板L≦20mmW≦0.5mmH≦0.5mm,DS≥50mmN≦5或参照样板可接受,但不能对产品造成功能性和承重影响,具体可参照样板污点、脏点D≦1.0,DS≥10mmN≦3,不脱落露白,可以接受或参照样板D≦2.0,DS≥10mmN≦5,不脱落露白,可以接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板气泡D≦1.0,DS≥10mmN≦3,不脱落露白,可以接受或参照样板ф≦2.0,DS≥10mmN≦5,不脱落露白,可以接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板桔皮(橘皮)不允许不脱落露白,可以接受,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板色差、异色不允许,或参照样板D≦5mm,DS≥50mmN≦5 或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板必要时用色差仪或光泽计检验露底、掉漆不允许D≦0.5,DS≥50mmN≦3,可以接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板积漆、溢漆D≦1.5mm,H≦0.5mm,DS≥50mmN≦5或参照样板D≦3.0mm,H≦0.5mm,DS≥50mmN≦5,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板烧焦、发黄不允许,或参照样板D≦5mm,DS≥50mmN≦5或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板少漆、薄漆目视不明显可接受,或参照样板一般可接受,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板补漆目视不明显可接受,或参照样板一般可接受,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板版本号 A标题压铸件检验标准生效时期2014年7月21日页次第11 页共24 页缺陷名称表面质量级别(平方毫米)22500以内备注A 级面 B 级面 C 级面磨花、磨痕L≤25 mm,W≤0.2mm,DS≥50mm,N≤3,L≤50 mm,W≤0.2mm,DS≥50mm,N≤3,可接受,但不能对产品造成功能性影响. 具体可参照样板.无感刮/划伤参照磨花、磨痕要求刮伤、划伤(有感)W≤0.20mm,L≤10mm,DS≥50mm,,N≤3,或参照样板W≤0.30mm以内,L≤20mm,DS≥150mm,N≤5 ,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板刀痕、砂带痕(包括拉模伤)W≤0.20mm,L≤10mm,H≤0.4,DS≥50mm,,N≤3 ,或参照样板W≤0.20mm,L≤10mm,H≤0.8,DS≥50mm,,N≤3 ,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板.凹陷、压伤、碰伤D≤2mm,H≤0.15mm,DS≥50mm,N≤2,或参照样板D≤3mm,H≤0.3mm,DS≥50mm,N≤3,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板.顶针印、行位印H≤0.5mm,或参照样板H≤1.0mm,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板.不影响组装冷隔、冷纹凹下H≥0.1mm ,S≥3c ㎡不接受或参照样板凹下H≥0.2mm,S≥6 c㎡不接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板印痕、流痕凹下H≥0.2 mm,S≥3 c㎡不接受或参照样板凹下H≥0.4 mm, S≥6 c㎡不接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板孔穴、针孔D≤0.5mm ,DS≥10mm,N≤2,或参照样板D≤1.0mm ,DS≥10mm,N≤2,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板缺料、崩缺不允许,或参照样板不允许,或参照样板可接受,但不能对产品造成功能性和承重影响,具体可参照样板裂纹、裂痕(含龟裂纹不应许不应许不应许批锋、毛边(含二次批锋H≥0.1mm,T≥0.2mm有利边刮手不接受或参照样板H≥0.1mm,T≥0.2mm有利边刮手不接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板斑点、麻点(颗粒杂质)D≦1mm,H≦0.5mm,DS≥50mm,,N≦2或参照样板D≦2mm,H≦1.0mm,DS≥50mm, , N≦2,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板版本号 A标题压铸件检验标准生效时期2014年7月21日页次第12 页共24 页斑点、麻点(线条杂质L≦5mmW≦0.25mm,H≦0.5mm,DS≥50mm,N≦1或参照样板L≦20mmW≦0.5mmH≦0.5mm,DS≥50mmN≦3或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板污点、脏点D≦1.0,DS≥10mmN≦2,不脱落露白,可以接受或参照样板D≦2.0,DS≥10mmN≦3,不脱落露白,可以接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板气泡D≦1.0,DS≥10mmN≦3,不脱落露白,可以接受或参照样板D≦1.5,DS≥10mmN≦5,不脱落露白,可以接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板桔皮(橘皮)不允许不脱落露白,可以接受,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板色差、异色不允许,或参照样板D≦5mm,DS≥50mmN≦3 或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板必要时用色差仪或光泽计检验露底、掉漆不允许D≦0.5,DS≥50mmN≦2,可以接受或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板积漆、溢漆D≦1mm,H≦0.5mm,DS≥50mmN≦3或参照样板D≦2mm,H≦0.5mm,DS≥50mmN≦3,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板烧焦、发黄不允许,或参照样板D≦5mm,DS≥50mmN≦5或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板少漆、薄漆目视不明显可接受,或参照样板一般可接受,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板补漆目视不明显可接受,或参照样板一般可接受,或参照样板可接受,但不能对产品造成功能性影响,具体可参照样板版本号 A标题压铸件检验标准生效时期2014年7月21日页次第13 页共24 页5.1附加说明:⑴(图纸中标注的不需要喷涂的部位,需要做好防护,避免基材上有多余涂料、其它残留物,例如螺纹牙孔。
铝镁合金铸件规范
铝-镁轻合金铸件规范1、主题现有的规范涉及到粗加工或精加工的铝镁合金铸件、砂型铸件或压铸件。
2、目的铸件分类方法要求在图上已有显示,执行的检查方法、粗加工或精加工的铝镁轻合金上采用的和允许的可接受极限的测试技术。
3、功能分类铸件分为以下功能等级:----功能等级1(CF1):与安全相关的铸件-----功能等级2(CF2):铸件被判断为像繁重的复位和图象功能性一样重要-----功能等级3(CF3):与等级1和登基2无关的铸件4、图纸里显示的表示法4.1连接要求----现行规范的号码----功能等级----材料缩写和情况以及相关的IVECO标准。
----零件上包括的标记(参看5。
3段)-----质量(参看5。
6段)4.2增加的要求-----涂层-----解剖样品上牵引样件的图纸区域的识别-----临界区域的识别:如果他们存在,那么他们应在图纸上显示出来。
-----检测期间允许的误差等级-----油压或气动密封检查:根据图上阐述的方法执行,既然这样,包括测试的技术数据都必须100%的执行。
5、特性5.1 测试环境未阐述的测试环境必须有以下特性:温度:23±5℃大气压力:860-1060bar相关湿度:45-70%5.2 可视的测验可视测验必须在100lux强光的环境下进行。
5.2.1 可接受的极限5.2.1.1 粗糙表面他们必须均匀、无裂口、裂纹、过热的标记、燃烧、毛刺、弯曲、劣质模封闭的记号、凹口、缺料或多料以及其他缺陷。
5.2.1.2 机加表面等级1:不允许有缺陷等级2和等级3:允许有一些疏松孔和隔离孔(直径为0.7mm),但不能损害正常部分的使用(每平方英寸的最大气孔数量)。
当PK气孔等级在图上有阐述时,那么每个PK等级的评估标准如下:PK1:a)气孔最大尺寸:0.4mmb)气孔间的最小距离:8mmc)0.2mm的气孔被忽略不计。
---无例外的情况PK2:a)气孔最大尺寸:0.4mmb)气孔间的最小距离:8mmc)0.2mm的气孔被忽略不计。
北美压铸协会压铸标准(中文)
北美压铸学会压铸件的产品规格标准NADCAProduct Specification Standards for DieCastings铝铝基质复合材料铜镁锌和锌铝合金二零零三年重新修订的最新版本(Revised for 2003)第五次出版(5th Edition)3. 合金数据( Alloy Data )1. 合金的相互对照名称(Alloy Cross Reference Designations)A:类傩于前一项,只是次要成分稍有变化。
B:铝合金压铸件的美联邦规格使用个别合金的铝协会代码名称。
军事代码名称被美联邦的规格所代替。
C:日本规格允许镁最大含量为0.3。
D:日本规格允许锌的最大含量为1.0。
E:德国工业标准DIN 1725规格允许锌最大为1.2,镁最大等于0.5。
F:德国工业标准DIN 1725规格允许镁含量最大为0.3。
G:在DIN 1725中所示的合金成分趋向于“基本的首要金属”而且杂质限制低很难使它直接与美国合金相联系。
注意:这些标准中的部分标准已废弃不用,但出于历史目的仍包括在这里。
最接近的相互参照资料请参考本章结尾有关外国合金代码名称和化学成分的表格。
所示的相互参照代码名称为符合普遍公认原始资料的合金规格。
这些参考资料适用于压铸条件下的金属,不应和金属锭的类傩规格混淆。
栏目中填有“----”表明这种特殊的合金还没有在所给的资料中注册。
UNS ---- 统一编制(Unified Numbering System);AA ---- 铝协会(Aluminum Association);FED ----美联邦规格(Federal Specifications);MIL ---- 军事规格(Military Specifications);JIS ---- 日本工业标准(Japanese Industrial Standard);DIN ---- 德国工业标准(German Industrial Standard);ANSI ---- 美国国家标准学会(American NationalStandards Institute);SAE ---- 美国汽车工程师学会(Society of Automotive Engineers);ASTM ---- 美国材料试验学会(American Society for Testing and Materials);2. 铝合金(Aluminum Alloy)●选择铝合金(Selecting Aluminum Alloys)压铸铝合金的比重大约是2.7克/立方厘米,属于重量较轻的结构金属。
ASTM B94-94(2000)镁合金压铸件的技术规范

4.2.8Special packaging (Section 15).5.Materials5.1The magnesium alloys used for the manufacture of diecastings shall be such that the die castings produced willconform to the chemical composition requirements of thisspecification.Ingot in accordance with Specification B 93/B 93M may be used but is not restricted to this source.6.Quality Assurance6.1Responsibility for Inspection —When specified in thecontract or purchase order,the producer or supplier is respon-sible for the performance of all inspection and test require-ments specified herein.Except as otherwise specified in thecontract or order,the producer or supplier may use his own orany other suitable facilities for the performance of the inspec-tion and test requirements specified herein,unless disapprovedby the purchaser.The purchaser shall have the right to performany of the inspections and tests set forth in this specification.Quality assurance standards shall be agreed upon between theproducer or supplier and purchaser at the time a contract ororder is placed.6.2Lot Definition —An inspection lot shall be defined asfollows:6.2.1An inspection lot shall consist of the production fromeach die or compound die on each machine for each 24hduring the first week of normal operation and the productionfor each 48h thereafter of normal operation.Any significantchange in the machine,composition,die or continuity ofoperation shall be considered as the start of a new lot.Diecastings inspected by this method shall be so marked orhandled during the finishing operations as not to lose theiridentity.6.2.2Each die casting of a randomly selected sample shallbe examined to determine conformance to the requirementswith respect to general quality,dimensions and identificationmarking.The producer or supplier may use a system ofstatistical quality control for such examinations.7.Chemical Composition 7.1Limits —The die casting shall conform to the require-ments as to chemical composition prescribed in Table 1.Conformance shall be determined by the producer by analyzing samples taken at the time castings are made.If the producer has determined the chemical composition of the metal during the course of manufacture,he shall not be required to sample and analyze the finished product.7.1.1When a detailed chemical analysis is required with a shipment,it shall be called for in the contract or purchase order.7.1.2If the producer’s or supplier’s method of composition control is acceptable,sampling for chemical analysis may be waived at the discretion of the purchaser.7.2Number of Samples —When required,samples for deter-mination of chemical composition shall be taken to represent the following:7.2.1A sample shall be taken from each of two representa-tive castings selected from each lot defined in Section 6.2.1.7.3Methods of Sampling —Samples from die castings for determination of chemical composition shall be taken in accordance with one of the following methods:7.3.1Samples for chemical analysis shall be taken from the material by drilling,sawing,milling,turning,or clipping a representative piece or pieces to obtain a weight of prepared sample not less than 75g.Sampling shall be in accordance with Practice E 88.7.3.2By agreement,an appropriate spectrographic sample may be prepared at time of manufacture.7.3.3The method of sampling cast products for spectro-chemical and other methods of analysis shall be suitable for the form of material being analyzed and the type of analytical method used.7.4Method of Analysis —The determination of chemical composition shall be made in accordance with suitable chemi-cal (Test Methods E 35),spectrochemical,or other methods.In case of dispute,the results secured by Test Methods E 35shall be the basis of acceptance.TABLE 1Chemical Requirements A ,B ,C ,DComposition,%ElementUNS M10600UNS M10410UNS M10412UNS M11910UNS M11912UNS M11916UNS M10602UNS M10500(Alloy AM60A)(Alloy AS41A)(Alloy AS41B)(Alloy AZ91A)(Alloy AZ91B)(Alloy AZ91D)(Alloy AM60B)(Alloy AM50A)Magnesiumremainder remainder remainder remainder remainder remainder remainder remainder Aluminum5.5–6.5 3.5–5.0 3.5–5.08.3–9.78.3–9.78.3–9.7 5.5–6.5 4.4–5.4Manganese0.13–0.60.20–0.500.35–0.7E 0.13–0.500.13–0.500.15–0.50E 0.24–0.6E 0.26–0.6E Zinc0.220.120.120.35–1.00.35–1.00.35–1.00.22max 0.22Silicon0.500.50–1.50.50–1.50.500.500.100.100.10Copper0.350.060.020.100.350.0300.0100.010Nickel0.030.030.0020.030.030.0020.0020.002Iron,max......0.0035E ......0.005E 0.005E 0.004E Other metallic impuri-ties,max,each......0.02......0.020.020.02A Analysis shall regularly be made only for the elements specifically mentioned in this table.If,however,the presence of other elements is suspected or indicated in the course of routine analysis,further analysis shall be made to determine that these other elements are not in excess of 0.3%.B The following applies to all specified limits in this table:For purposes of acceptance and rejection an observed value or a calculated value obtained from analysis should be rounded to the nearest unit in the last right-hand place of figures used in expressing the specified limit in accordance with the rounding procedure prescribed in Section 3of Practice E 29.C Where single units are shown,these indicate the maximum amounts permitted.D ASTM alloy designations were established in accordance with Practice B 275,UNS designations were established in accordance with PracticeE 527.E In alloys AS41B,AM50A,AM60B,and AZ91D,if either the minimum manganese limit or the maximum iron limit is not met,then the iron/manganese ratio shall not exceed 0.010,0.015,0.021,and 0.032,respectively.8.Mechanical Properties and Tests8.1Unless specified in the contract or purchase order or specifically guaranteed by the manufacturer,acceptance of die castings under these specifications shall not depend on mechanical properties determined by tension or impact tests. Tables X1.1and X1.2show typical mechanical properties and characteristics.When tension or impact tests are made,the tension test specimen shown in Fig.13of Methods B557,and the impact test specimen shown in Fig.6of Test Methods E23 shall be used.8.2When specified in the contract or purchase order,die castings shall withstand proof tests without failure as defined by agreement between the purchaser and the producer or supplier.9.Permissible Variations in Dimensions9.1Permissible variations in dimensions shall be within the limits specified on the drawings or in the contract or purchase order.9.1.1Any dimensions for which a tolerance is not specified shall be in accord with ADCI Product Standard Series E1to E16inclusive.9.2Dimensional tolerance deviations waived by the pur-chaser shall be confirmed in writing to the producer or supplier.10.General Quality10.1Internal Soundness—When specified,the soundness of die castings shall conform to standards or requirements agreed upon between the producer or supplier and the purchaser.The number and extent of imperfections shall not exceed those specified by the purchaser.The standards or requirements may consist of radiographs in accordance with Reference Radio-graphs E505,photographs,or sectioned die castings.10.2Imperfections inherent in die castings shall not be cause for rejection provided it is demonstrated that the die castings are in accordance with the requirements and standards agreed upon.10.3Workmanship—Die castings shall be of uniform qual-ity,free from injurious discontinuities that will adversely affect their serviceability.10.4Finish—When specified in the contract or purchase order the as-cast surfacefinish required shall conform to standards agreed upon between the purchaser and the producer or supplier,or as prescribed in ADCI Product Standard E18.10.5Pressure Tightness—When specified in the contract or purchase order the pressure tightness of die castings shall conform to standards agreed upon between the purchaser and the producer or supplier,or as prescribed in ADCI Product Standard E17.11.Source Inspection11.1If the purchaser desires that his representative inspect or witness the inspection and testing of the product prior to shipment,such agreement shall be made by the purchaser and producer or supplier as part of the contract or purchase order.11.2When such inspection or witness of inspection and testing is agreed upon,the producer or supplier shall afford the purchaser’s representative all reasonable facilities to satisfy him that the product meets the requirements of this specifica-tion.Inspection and tests shall be conducted so there is no unnecessary interference with the producer’s operations. 12.Rejection and Retest12.1When one or more samples,depending on the ap-proved sampling plan,fail to meet the requirements of this specification,the represented lot is subject to rejection except as otherwise provided in12.2.12.2Lots rejected for failure to meet the requirements of this specification may be resubmitted for test provided:12.2.1The producer has removed the nonconforming mate-rial or the producer has reworked the rejected lot as necessary to correct the deficiencies.12.3Individual castings that show injurious imperfections during subsequent manufacturing operations may be rejected. The producer or supplier shall be responsible only for replace-ment of the rejected castings to the purchaser.As much of the rejected original material as possible shall be returned to the producer or supplier.13.Certification13.1The producer or supplier shall,when called for in the contract or purchase order,furnish to the purchaser a certificate of inspection stating that each lot has been sampled,tested,and inspected in accordance with this specification,and has been found to meet the requirements specified.14.Product Marking14.1When specified in the contract or purchase order,all castings shall be properly marked for identification with the part number,name or brand of the producer,as agreed upon. Government applications shall be marked in accordance with Fed.Std.No.184.15.Packaging,Marking,and Storage15.1Packaging—Unless otherwise specified,the die cast-ings shall be packaged to provide adequate protection during normal handling and transportation.Each package shall con-tain only one type of item unless otherwise agreed upon.The type of packaging and gross weight of containers shall,unless otherwise agreed upon,be at the producer’s discretion,pro-vided they are such as to ensure acceptance by common or other carriers for safe transportation at the lowest rate to the delivery point.15.2Marking—Each shipping container shall be legibly marked with the purchase order number,gross and net weights, and the supplier’s name or trademark.Marking for shipment shall be in accordance with Fed.Std.No.123for civil agencies and MIL-STD-129for Military agencies.15.3Preservation—Material intended for prolonged storage in unheated locations shall be adequately packed and protected to avoid deterioration and damage.When specified in the contract or purchase order,material shall be preserved,pack-aged,and packed in accordance with the requirements of Practices B660.The applicable levels shall be as specified in the contract or order.16.Keywords16.1casting characteristics;composition;high pressurediecast alloy;magnesium;mechanical properties;performancecharacteristicsAPPENDIXES(Nonmandatory Information)X1.MECHANICAL PROPERTIES AND CHARACTERISTICSX1.1Table X1.1shows certain casting and other outstand-ing characteristics which are usually considered in selecting amagnesium die casting alloy for a specific application.Anumber 1rating is the highest.X1.2The use of separately die-cast test bars was omittedfrom this specification revision because they are consideredunreliable.Different machines and dies continue to be neces-sary for die castings and test parison between staticbreakdown or proof test and the mechanical properties ofseparately die-cast test bars revealed that test bars made in adifferent machine in a different die had no correlation with thedie casting,other than a common chemical composition.Forthis reason,it is considered that the only practical method is tohave mechanical property control based on proof testing ofwhole die castings.For information only,typical separatelydie-cast specimen tensile properties are presented in TableX1.2.These properties are of tension specimens of the formand dimensions shown in Fig.13in Methods B 557and Fig.6of Test Methods E 23,when cast in a die in regular productionroutine and conforming to the chemical composition specifiedin Table 1.In the tension testing of magnesium alloy speci-mens,the rate of stressing up to the yield strength shall notexceed 100ksi (700MPa)/min.Exceedingly slow rates oftesting may result in creep and hence are to be avoided.Beyond the yield strength,the rate of straining shall not exceed 0.25in./in.·min,measured on the gage length of the specimen.It should be thoroughly understood that the figures in the table represent die-cast test specimens and not specimens cut from commercial die-cast parts.X1.3Alloy AM60A has a specific gravity of about 1.78.It is suggested for use for those applications requiring a combi-nation of good elongation,yield strength,and tensile strength.X1.4Alloy AS41A has a specific gravity of about 1.78.The alloy possesses good room temperature elongation,yield strength,and tensile strength.At temperatures up to about 350°F (175°C)it has a much increased creep resistance over Alloys AZ91A,AZ91B,and AM60A.Maximum resistance to creep is obtained at the lower aluminum content.X1.5Alloys AZ91A and AZ91B have a specific gravity of about 1.81.The copper and nickel contents in AZ91A should be kept low to minimize corrosion.The corrosion resistance of Alloy AZ91B is decreased by the higher copper content and die castings made from this alloy should be used under a known range of atmospheric conditions for which their life can be considered satisfactory.X1.6Alloys AZ910and AS41B are high purity versions of AZ91A and AS41A.As a result they have high resistance to salt-water (NaCl)corrosion.TABLE X1.1Die Casting and Other CharacteristicsAlloy UNSASTM Approximate Melting Range,°F (°C)Resistance to Cold Defects A Pressure Tightness Resistance to Hot Cracking B Machining C Electroplating D Surface Treatment E Strength at Elevated Temperatures F M10500AM50A 1025–1145(551–618)3G 1G 2G 1G 2G 1G 3G M10600AM60A 1005–1140(540–615)3G 1G 2G 1G 2G 1G 3M10410AS41A 1050–1150(565–620)4G 1G 1G 1G 2G 1G 2M10412AS41B 1050–1150(565–620)4G 1G 1G 1G 2G 1G 2M11910AZ91A 875–1105(470–595)2221224M11912AZ91B 875–1105(470–595)2221224M11916AZ91D 875–1105(470–595)2221224M10602AM60B 1005–1140(540–615)3G 1G 2G 1G 2G 1G 3AThe ability of alloy to resist formation of cold defects;For example,cold shuts,cold cracks,non-fill “woody”areas,swirls,etc.B Ability of alloy to withstand stresses from contraction while cooling through the hot-short or brittle temperature range.C Composite rating based on ease of cutting,chip characteristics,quality of finish and tool life.D Ability of the die casting to take and hold an electroplate applied by present standard methods.E Ability of castings to be cleaned in standard pickle solutions and to be conditioned for best paint adhesion.F Rating based on resistance to creep at elevated temperatures.G Rating based upon limited experience,given guidanceonly.X2.METRIC EQUIV ALENTSX2.1The SI unit for strength properties (MPa)is inaccordance with the International System of Units (SI).Thederived SI unit for force is the newton (N),which is defined asthat force which when applied to a body having a mass of onekilogram gives it an acceleration of one metre per secondsquared (N =kg·m/s 2).The derived SI unit for pressure or stress is the newton per square metre (N/m 2),which has been named the pascal (Pa)by the General Conference on Weights and Measures.Since 1ksi =6894757Pa the metric equiva-lents are expressed as megapascal (MPa),which is same as MN/m 2and N/mm 2.SUMMARY OF CHANGESThis section identifies the location of changes to this standard that have been incorporated since the last issue.(1)Alloy AM50A was added to Table 1,Table X1.1,TableX1.2.(2)An upper limit was added to the manganese specificationsfor alloys AM60A,AM60B,AZ91A,AZ91B,and AZ91D—Table 1.(3)Compliance with regard to the minimum manganese limit and maximum iron limit was deferred to the critical iron manganese ratio for alloys AM60B and AZ91D in Table 1.The American Society for Testing and Materials takes no position respecting the validity of any patent rights asserted in connectionwith any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years andif not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().TABLE X1.2Typical Properties of Magnesium Alloy Die-Cast Test Specimens APropertyAlloy UNS M10500(AM50A)Alloy UNS M10600(AM60A A )and Alloy UNS M10602(AM60B)Alloy UNS M10410and M10412(AS41A)and (AS41B)Alloys UNS M11910M11912and M11916(AZ91A,AZ91B and AZ91D)Tensile strength,ksi29323134(MPa)(200)(220)(210)(230)Tensile yield strength,ksi16192023(MPa)(110)(130)(140)(160)Compression yield strength,ksi———23(MPa)———(160)Elongation in 2in.(50mm),percent10863Impact,ft·lb B———2(J)———(3)Shear strength C ,ksi———20(MPa)———(140)Fatigue strength D ,ksi———14(MPa)———(100)Brinell hardness5862—63Rockwell hardness,F scale———75Aksi =1000psi.For explanation of SI unit MPa see Appendix X2.B Unnotched.C Double-shear tests converted to single-shear values.D 53108cycles.。
镁合金压铸

鍛造/擠型用鎂合金的生產方法 (1)複動式擠型:生產鎂合金無縫管,採用 材質為AZ31~80及AM50等。 (2)單動式擠型:生產鎂合金型材材質主要 為AZ31、AZ61。 (3)鍛床:主要針對如AZ31B的鎂合金板作 成型。
鎂合金廢料分級及回收方法
鎂合金的廢料分級 可精鍊一級品
TYPE 1A 一級下腳料 TYPE 1B 一級下腳料 TYPE 2 二級下腳料 湯餅(biscuit) 澆流道部分 鑄件不良品 大面積乾淨鑄件 溢流井 料管濺出料
(2)高度成型性鎂合金:壓鑄鎂合金提高Al元素的 比例可以增加壓鑄流動性,而當成分落於 AZ91D的範圍時可以具有最佳的流動性/機械強 度/耐蝕效能配比,所以3C產業多採用AZ91D 做為薄壁鑄件的壓鑄材料。
(3)常溫韌性壓鑄鎂合金:此類合金以AM60合金 為主,壓鑄件在室溫下具有較佳延性,大多用 來生產電/氣動工具、汽車零件等。
如何提鍊鎂元素及鎂合金的分類
鎂元素的提煉方法:主要有兩種來源 (1)電解法: 利用電解法來提煉鎂元素,利用海水處理而成 之氯化鎂,在以電解法作成液態之金屬鎂。 (2)氧化還原法: 礦石提煉主要是利用熱還原法,其中又可分為 Pidgeon法及Magnetherm法,是利用氧化物混 合碳及矽等還原劑,在高溫、減壓之環境下, 還原成鎂蒸氣,在經冷卻濃縮後就可得鎂金屬。
半固態成型法(Semi-solid forming) 一般半固態成型法可以由名稱來解釋其使用製程 字首可以分為兩大類: Thixo-:觸變,將材料加熱至半固液態的溫度範 圍,再進入模穴。 Rheo-:流變,先將材料熔解為全液態再冷卻至 半固液態的溫度範圍,隨後進入模穴。 字尾代表也可以分為兩大類: Molding:利用螺桿帶動材料。 Casting:使用柱塞帶動材料。
ASTM标准中文版 B系列
ASTM标准中文版B系列ASTM B100-1992 桥梁和其他结构用途加工铜合金支承及伸缩厚板和薄板50ASTM B101-1983(1988) 镀铅铜薄板50ASTM B103/B103M-1991 磷青铜中厚板、薄板、带及轧制条材50ASTM B105-1988 电导体用拉制硬态铜合金线50ASTM B107/B107M-1992 镁合金挤压异形棒、圆棒、型材、管材和线材70ASTM B108-1992a 永久型铝合金铸件60ASTM B111M-1992 铜及铜合金无缝冷凝管和管口密套件(米制) 60ASTM B1149-1987b 红外热成象无损检测术语定义50ASTM B115-1991 电解阴极铜50ASTM B116-1964(1990) 工业运输用9字形带深槽铜电车架空线和8字形铜电车架空线60 ASTM B1-1990 拉制硬态铜线50ASTM B121/B121M-1991 加铅黄铜板、薄板、带及轧制棒50ASTM B122-1990 铜镍锡合金、铜镍锌合金(镍银)和铜镍合金厚板、薄板、带材和轧制条材50ASTM B124M-1990 铜及铜合金锻制棒、条和型材(米制) 50ASTM B127-1993 镍-铜合金(UNS N04400)中厚板、薄板和带材60ASTM B129-1988 黄铜弹壳深冲件50ASTM B130-1986 深冲子弹壳用工业青铜带材50ASTM B131-1988 铜合金弹壳深冲件50ASTM B133M-1992 铜棒材、条材和型材50ASTM B134-1988 黄铜线50ASTM B135M-1991 无缝黄铜管(米制) 50ASTM B137-1945(1979) 铝阳极氧化镀层重量测量方法50ASTM B138M-1984 锰青铜棒、条和型材(米制) 50ASTM B139-1990 磷青铜棒材、条材和型材50ASTM B140M-1985 铜锌铅(含铅红铜和小五金青铜)棒材、条材和型材(米制) 50ASTM B148-1992 铝青铜砂型铸件50ASTM B150M-1991 铝青铜棒材、条材和型材50ASTM B151M-1989 铜镍锌合金(镍银)和铜镍合金棒材与条材(米制) 50ASTM B152M-1992 铜薄板、带、中厚板和轧制条材(米制) 50ASTM B159M-1986a 磷青铜线(米制) 50ASTM B16/B16M-2005 螺纹切削机用易车削黄铜棒、条和型材标准规范60ASTM B160-1993 镍圆棒和异形棒50ASTM B161-1993 镍无缝管50ASTM B162-1993 镍中厚板、薄板和带材50ASTM B163-1993 冷凝器和热交换器用镍和镍合金无缝非标准尺寸管材50ASTM B164-1993 镍铜合金圆棒、异形棒和线材50ASTM B165-1993 镍铜合金(UNS N04400)无缝管50ASTM B166-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)以及镍-铬-钴-钼合金(UNS N06617)圆棒、异形棒和线材50ASTM B167-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)无缝管50ASTM B168-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)及镍-铬-钴-钼合金(UNS N06617)中厚板、薄板和带材50ASTM B169M-1988 铝青铜中厚板、薄板、带材和轧制条材(米制) 50ASTM B170-1993 无氧电解铜-精炼型锭60ASTM B171M-1991a 压力容器、冷凝器和热交换器用的铜合金厚板和薄板(米制) 50 ASTM B172-1990 电导体用由分股绞合构成的绳"绞合铜导线" 50ASTM B173-1990 电导体用由分股同心绞合线构成的绳绞合铜导线" 50ASTM B174-1990 电导体用多股绞合铜导线50ASTM B176-1990 铜合金压铸件50ASTM B179-1992a 砂型铸件、永久型铸件及压铸件用的铝合金锭50ASTM B187-1992 母线用铜条材、棒材和型材50ASTM B188-1988 母线用无缝钢管50ASTM B189-1990 电气用镀铅和镀铅合金软态铜线50ASTM B19-1986 弹壳用黄铜薄板、带、厚板、条和圆坯50ASTM B194-1992 铜铍合金中厚板、薄板、带材和轧制条材60ASTM B196M-1990 铜铍合金棒材和条材(米制) 50ASTM B197-1991 铜铍合金线50ASTM B199-1987 镁合金永久型铸件50ASTM B206M-1987 铜镍锌合金(镍银)线和铜镍合金线(米制) 50ASTM B209-2004 铝和铝合金薄板和中厚板标准规范50ASTM B210M-1992a 铝和铝合金拉制无缝管(米制) 60ASTM B211M-1992a 铝和铝合金异形棒、圆棒和线材(米制) 50ASTM B216-1989 生产加工产品用的火法精炼韧铜及铜合金-精炼型锭50ASTM B2-1988 拉制半硬态铜线50ASTM B21M-1990a 海军黄铜棒材、条材和型材(米制) 50ASTM B22-1990a 桥梁和转台有青铜铸件50ASTM B221M-1992a 铝和铝合金挤制圆棒、异形棒、线材、型材和管材(米制) 60ASTM B224-1992 铜的标准分类50ASTM B226-1990 有芯圆环形同心绞合铜导线50ASTM B227-1988 拉制硬态包铜钢线50ASTM B228-1988 同心绞合包铜钢导线50ASTM B229-1990 铜和包铜钢复合同心绞线50ASTM B230M-1989 电气用1350-H19铝线(米制) 50ASTM B231-1990 同心绞合1350铝导线50ASTM B23-1983(1988) 巴比轴承合金50ASTM B232M-1992 同心绞合镀层钢芯铝导线(ACSR)(米制) 60ASTM B233-1992 电气用1350铝拉丝坯盘条50ASTM B234M-1992 冷凝器与热交换器用铝合金拉制无缝管(米制) 50ASTM B236M-1992a 电气用铝棒(母线) 50ASTM B241/B241M-1992a 铝和铝合金无缝管及无缝挤压管60ASTM B244-1979 用涡流法检测铝材的阳极氧化涂层厚度及在其它非磁性基体金属绝缘涂层厚度的方法50ASTM B247M-1992a 铝和铝合金模锻件、手工锻件和轧制环形锻件(米制) 60ASTM B248M-1991a 铜和铜合金加工厚板、薄板、带材和轧制条材的一般要求(米制) 70 ASTM B249-1991 铜和铜合金加工棒材、条材和型材的一般要求70ASTM B250M-1988 加工铜合金线材的一般要求(米制) 50ASTM B251M-1988 加工铜和铜合金无缝管的一般要求(米制) 50ASTM B26/B26M-1992a 铝合金砂型铸件60ASTM B265-1993 钛和钛合金带材、薄板和中厚板材50ASTM B267-1990 绕线电阻器用丝材50ASTM B271-1991 铜基合金离心浇注铸件50ASTM B272-1983 带轧制或拉制边的扁平铜产品(扁线和带材) 50ASTM B280-1992 空调及制冷领域用无缝铜管50ASTM B283-1991 铜及铜合金热压模锻件50ASTM B286-1989 电子设备连接线用铜导线50ASTM B291-1991 铜锌锰合金(锰黄铜)薄板和带材50ASTM B29-1992 精炼铅50ASTM B298-1987 镀银软态或退火铜线50ASTM B299-1992 海绵钛50ASTM B30-1992 铜基合金锭70ASTM B301M-1990 易切削黄铜棒材和条材(米制) 50ASTM B302-1988 无螺纹铜管50ASTM B306-1988 铜排水管(DWV) 50ASTM B308/B308M-1992a 6061-T6铝合金标准结构型材50ASTM B313/B313M-1992a 铝及铝合金焊接圆管50ASTM B314-1990 通讯电缆用1350铝线50ASTM B315-1991 无缝铜合金管和标准规格管60ASTM B316-1992a 铝及铝合金铆钉和冷镦用线材与圆棒(米制) 50ASTM B317-1992a 导电(母线)用铝合金挤制条材、棒材、管材和结构型材50ASTM B3-1990 软态或退火铜线50ASTM B32-1993 钎焊料金属50ASTM B324-1988 电气用矩形和方形铝线50ASTM B327-1992 压铸锌合金用铝中间合金50ASTM B33-1991 电气用软态或退火镀锡铜线50ASTM B333-1992 镍-钼合金中厚板、薄板和带材50ASTM B335-1989 镍-钼合金圆棒50ASTM B338-1991a 冷凝器用和热交换器用钛和钛合金无缝与焊接管50ASTM B339-1993 锡锭50ASTM B341M-1993 钢芯铝绞线(ACSR/AZ)用镀铝钢芯线(米制) 50ASTM B344-1992 电加热元件用拉制或轧制镍铬和镍铬铁合金丝50ASTM B345M-1992a 煤气和石油输送与管网分配系统用铝和铝合金无缝管和无缝挤压管(米制) 50ASTM B348-1993 钛和钛合金条材和方坯50ASTM B350-1993 核工来用锆和锆合金锭50ASTM B351-1992 核工业用热轧和冷加工锆和锆合金棒材和线材50ASTM B352-1992 核工业用锆和锆合金薄板、带材和中厚板材50ASTM B353-1991 核设施用形变锆和锆合金无缝管和焊接管60ASTM B355-1990 镀镍软态或退火铜线50ASTM B359M-1992 冷凝器及热交换器用铜与铜合金无缝翅片管(米制) 50ASTM B36/B36M-1991a 黄铜厚板、薄板、带材和轧制条材50ASTM B360-1988 限流用拉制硬态铜毛细管50ASTM B361-1992 工厂制造的形变铝和铝合金焊接配件50ASTM B364-1992 钽和钽合金锭50ASTM B365-1992 钽和钽合金棒材和线材50ASTM B369-1990b 铜镍合金铸件50ASTM B370-1988 建筑结构用铜薄板和带材50ASTM B371-1984a 铜锌硅合金棒材50ASTM B37-1992 钢铁生产用铝50ASTM B372-1992 铜和铜合金无缝矩形波导管50ASTM B373-1992a 电容器用铝箔50ASTM B379-1980(1987) 磷铜-精炼型锭50ASTM B386-1991(1992) 钼和钼合金中厚板、薄板、带材和箔材50ASTM B387-1990 钼和钼合金棒材和线材50ASTM B388-1987 双金属片用薄板和带材50ASTM B391-1989 铌和铌合金锭50ASTM B39-1979(1993) 镍50ASTM B392-1989 铌和铌合金扁材、棒材和线材50ASTM B393-1989 铌和铌合金带材、薄板和中厚板50ASTM B394-1989 铌和铌合金无缝和焊接管50ASTM B395M-1992 热交换器和冷凝器用铜和铜合金无缝U形弯管(米制) 60ASTM B396-1987 电气用5005-H19铝合金线50ASTM B397-1985(1992) 5005-H19铝合金同心绞合导线50ASTM B398M-1992 电气用6201-T81铝合金线(米制) 50ASTM B399M-1992 6201-T81铝合金同心绞合导线[米制]50ASTM B400-1992 1350铝紧密型同心绞合圆导线50ASTM B401-1992 紧密型钢芯同心绞合圆形铝导线(ACSR/COMP) 50ASTM B403-1990 镁合金熔模铸件50ASTM B404M-1992a 冷凝器和热交换器用铝或铝合金无缝翅片管(米制) 50ASTM B407-1993 镍铁铬合金无缝管50ASTM B408-1987 镍铁铬合金圆棒和异形棒50ASTM B409-1993 镍铁铬合金中厚板、薄板和带材50ASTM B411-1985 铜镍硅合金棒材和条材50ASTM B412-1987 铜镍硅合金线材50ASTM B413-1989 精炼银50ASTM B415-1992 冷拉包钢铝包丝50ASTM B416-1988 同心绞合包铝钢导线50ASTM B42-1992 标准规格的无缝铜管50ASTM B422-1991 铜铝硅钴合金、铜镍硅镁合金和铜镍铝镁合金薄板与带材50 ASTM B423-1990 镍铁铬钼铜合金(UNS N08825和N08221)无缝管50ASTM B424-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)中厚板、薄板和带材50 ASTM B425-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)圆棒和异形棒50 ASTM B427-1990 青铜合金齿轮铸件50ASTM B429-1992a 铝合金挤制结构管50ASTM B43-1991 标准规格的红色黄铜无缝管50ASTM B432-1991 包覆铜和铜合金中厚钢板50ASTM B434-1989 镍钼铬铁合金(UNS N10003)中厚板、薄板和带材50ASTM B435-1993 合金UNS N06002、UNS N06230和UNS R30556中厚板、薄板和带材50 ASTM B440-1983(1988) 镉50ASTM B441-1985 铜钴铍合金(UNS号C17500)和铜镍铍合金(UNS号C17510)棒材和条材50 ASTM B442-1980(1987) 化学法精炼的紫铜型锭50ASTM B443-1993 镍铬钼铌合金(UNS N06625)中厚板、薄板及带材50ASTM B444-1990 镍铬钼铌合金(UNS N06625)无缝管50ASTM B445-1987 镍铬铁铌钼钨合金(UNS N06102)无缝管50ASTM B446-1993 镍铬钼铌合金(UNS N06625)圆棒和异形棒50ASTM B447-1992a 焊接铜管50ASTM B451-1981(1986) 印刷电路和载波带用铜箔、带和薄板50ASTM B452-1988 电子工业用包铜钢丝50ASTM B453M-1988 铜锌铅合金(含铅黄铜)棒材(米制) 50ASTM B455-1991 铜锌铅合金(含铅黄铜)挤压型材50ASTM B462-2004 高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范60ASTM B463-1993 合金UNS N08020、UNS N08026和UNS N08024中厚板、薄板和带材50 ASTM B464-1993 合金UNS N08020、UNS N08024和UNS N08026标准尺寸焊接管(一般用途) 50ASTM B465-1990 铜铁合金中厚板、薄板、带和轧制棒50ASTM B466M-1986 铜镍合金无缝管(米制) 50ASTM B467-1988 铜镍合金焊接管50ASTM B468-1993 合金UNS N08020、N08024和N08026非标准尺寸焊接管(锅炉、热交换器和冷凝器用) 50ASTM B469-1988 承压用铜合金无缝管50ASTM B470-1990 电子设备连接线用焊合铜导线50ASTM B471-1993 UNS N08020、UNS N08026和UNS N08024镍合金圆形弹簧线材50 ASTM B47-1964(1990) 铜电车架空线50ASTM B472-1991a 供再锻造用的UNS N08020、UNS N08026、UNS N08024、UNS N08926和UNS N08367镍合金坯料及条材50ASTM B473-1991 UNS N08020、UNS N08026和UNS N08024镍合金条材及线材50ASTM B474-1987 镍合金UNS N08020、N08026和N08024电熔焊管50ASTM B475-1991 UNS N08020、UNS N08026和UNS N08024镍合金圆形编织用丝50 ASTM B476-1990 贵金属电触头材料一般要求50ASTM B477-1992 金银镍电触头合金50ASTM B479-1992a 软质包装隔离用退火铝和铝合金箔50ASTM B48-1992 电导体用矩形和方形软态裸铜线50ASTM B483M-92a 一般用途的铝和铝合金拉制管(米制) 50ASTM B488-1986 工程用金电镀层50ASTM B491/B491M-1992a 一般用途的铝和铝合金挤制圆管(米制) 50ASTM B49-1992 电气用再拉铜盘条50ASTM B495-1990 锆和锆合金锭50ASTM B496-1992 紧密型同心绞合圆形铜导线50ASTM B498M-1993 钢芯铝绞线(ACSR)用镀锌钢芯线(米制) 50ASTM B500-1992 钢芯铝绞线(ACSR)用镀锌、镀锌-5%铝-混合稀土合金和镀铝捻股钢芯50ASTM B501-1988 电子工业用镀银包铜钢丝50ASTM B502-1993 包铝钢芯铝导线用包铝钢芯线50ASTM B505-1991b 铜基合金连续铸件60ASTM B506-1981(1986) 建筑结构用包铜不锈钢薄板和带材50ASTM B508-1986 挠性金属软管用铜合金带材50ASTM B509-1977(1983) 对核用镍合金板的补充要求50ASTM B510-1977(1983) 核用镍合金棒和条的补充要求规范50ASTM B511-1993 镍铁铬硅合金条材及型材50ASTM B512-1987 镍铬硅合金(UNS N08830)坯料和条材50ASTM B513-1979(1985) 核用镍合金无缝管附加要求技术条件50ASTM B514-1985 镍铁铬合金焊管50ASTM B515-1990 合金UNS N08800和UNS N08810焊接管材50ASTM B516-1993 镍铬铁合金(UNS N06600)非标准尺寸焊接管材50ASTM B517-1993 镍铬铁合金(UNS N06600)标准尺寸焊管50ASTM B518-1987 镍铬铁铌钼钨合金(UNS N06102)圆棒及异形棒50ASTM B519-1992 镍铬铁铌钼钨合金(UNS N06102)中厚板、薄板和带材50ASTM B5-1989 电解精炼韧铜型锭50ASTM B520-1970(1988) 电子用镀锡包铜钢丝50ASTM B521-1992 钽和钽合金无缝与焊接管50ASTM B522-1990 金银铂电触头合金50ASTM B523-1992 锆和锆合金无缝与焊接管50ASTM B524M-1992 铝合金芯线同心绞合铝导线(ACAR,1350/6201)[米制]50ASTM B531-1990 电气用5005铝合金拉拔坯盘条50ASTM B534-1991 铜钴铍合金和铜镍铍合金中厚板、薄板、带材和轧制条材50ASTM B535-1987 镍铁铬硅合金(UNS N08330和UNS N08332)无缝管50ASTM B536-1993 镍铁铬硅合金(UNS N08330和UNS N08332)中厚板、薄板和带材50 ASTM B540-1991 钯电触头合金50ASTM B541-1989 金电触头合金50ASTM B543M-1991 热交换器用铜和铜合金焊接管(米制) 50ASTM B546-1987 镍铁铬硅合金(UNS N08330和UNS N08332)电熔焊管50ASTM B547-1992a 成形后电弧焊接的铝和铝合金圆管50ASTM B548-1982 压力容器用铝合金板超声检测方法和规范50ASTM B549-1988 包铝钢芯同心绞合铝导线50ASTM B550-1992 锆和锆合金条材与线丝材50ASTM B551-1992 锆和锆合金带材、薄板和中厚板50ASTM B552-1986 海水淡化工厂无缝和焊接铜镍管50ASTM B559-1988 电子工业用镀镍包铜钢丝50ASTM B561-1986 精炼铂50ASTM B562-1986 精炼金50ASTM B563-1989 钯银铜电触头合金50ASTM B564-2006 镍合金锻件标准规范35ASTM B566-1988(1993) 包铜铝线50ASTM B567-1987 β背散射法测定涂层厚度方法50ASTM B569-1986 热交换器管道用UNS号C26000黄铜窄薄带材50ASTM B570-1989 铜铍合金锻件和挤压件50ASTM B572-1987a 合金UNS N06002、UNS N06230和UNS R30556圆棒50ASTM B573-1989 镍钼铬铁合金(UNS N10003)圆棒50ASTM B574-1991 低碳镍钼铬和低碳镍铬钼合金圆棒50ASTM B575-1992 低碳镍钼铬和低碳镍铬钼合金中厚板、薄板和带材50ASTM B581-1993 镍铬铁钼铜合金圆棒50ASTM B582-1992 镍铬铁钼铜合金中厚板、薄板和带材50ASTM B584-1991a 一般用途的铜合金砂型铸件50ASTM B587-1988 焊接黄铜管60ASTM B589-1982(1987) 精炼钯50ASTM B591-1991 铜锌锡合金中厚板、薄板、带材和轧制条材50ASTM B592-1986 铜锌铝钴(或镍)合金中厚板、薄板、带材和轧制条材50ASTM B594-1982 航空用铝合金制品超声检测方法50ASTM B596-1989 金铜合金电触头材料50ASTM B599-1992 稳定化镍铁铬钼铌合金(UNS N08700)中厚板、薄板和带材50ASTM B601-1992 加工和铸造铜及铜合金状态代号施行方法50ASTM B603-1990 拉拔或轧制的电加热元件用铁铬铝合金50ASTM B606-1993 钢芯铝和铝合金导线用高强度镀锌钢芯线50ASTM B608-1988 铜合金焊接管60ASTM B609M-1991 电气用退火状态和中间状态的1350铝圆线(米制) 50ASTM B61-1990 蒸汽红黄铜或阀青铜铸件50ASTM B616-1991 精炼铑50ASTM B617-1983(1988) 电触头银币合金50ASTM B618-1992a 铝合金熔模铸件50ASTM B619-1992 镍和镍钴合金标准尺寸焊管50ASTM B6-1987(1992) 锌金属50ASTM B620-1993 镍铁铬钼合金(UNS N08320)中厚板、薄板和带材50ASTM B621-1989 镍铁铬钼合金(UNS N08320)圆棒50ASTM B62-2002 青铜或高铜黄铜铸件标准规范60ASTM B622-1993 镍和镍钴合金无缝管50ASTM B623-1993 火法精炼高电导率韧铜-精炼型锭50ASTM B624-1992 电子工业用高强度和高电导率铜合金线50ASTM B625-1993 合金UNS N08904、UNS N08925、UNS N08031、UNS N08932和UNS N08926中厚板、薄板和带材50ASTM B626-1993 镍和镍钴合金非标准尺寸焊接管材50ASTM B628-1983(1988) 银铜共晶电触头合金50ASTM B631-1988 银钨电触头材料50ASTM B632M-1992a 轧制铝合金踏板(米制) 50ASTM B638-1992 太阳热吸收器用铜及铜合金镶板50ASTM B639-1992 高温用弥散硬化含钴合金(UNS R30155和UNS R30816)条材、圆棒、锻件和锻坯50ASTM B640-1992 空调和制冷设备用铜和铜合金焊管60ASTM B641-1992 无缝和焊接铜配管(D类) 50ASTM B642-1988 铜合金UNS号C21000焊接水管50ASTM B643-1990 铜铍合金无缝管50ASTM B644-1988 铜合金添加剂50ASTM B649-1993 Ni-Fe-Cr-Mo-Cu低碳合金(UNS N08904)和Ni-Fe-Cr-Mo-Cu-N低碳合金(UNS N08925、UNS N08031和UNS N08926)异形棒及线材50ASTM B652-1992 铌铪合金锭50ASTM B654-1992 铌铪合金箔材、薄板、带材和中厚板50ASTM B655-1992 铌铪合金条材、棒材和线材50ASTM B658-1992 锆和锆合金无缝与焊接管50ASTM B66-1990a 机车磨损件用青铜铸件毛坯50ASTM B662-1989 银钼电触头材料50ASTM B663-1989 银-碳化钨电触头材料50ASTM B664-1990 80%银-20%石墨滑动接触材料50ASTM B668-1989 合金UNS N08028无缝非标准尺寸管材50ASTM B669-1989 铸造和压铸件用锌-铝合金型锭50ASTM B670-1993 高温用沉淀硬化镍合金(UNS N07718)中厚板、薄板和带材50ASTM B671-1981(1987) 精炼铱50ASTM B67-1990 车辆及煤水车用镶轴瓦滑动轴承50ASTM B672-1985 镍铁铬钼铌稳定化合金(UNS N08700)异形棒和线材50ASTM B673-1991 合金UNS N08904、N08925和UNS N08926标准尺寸焊管50ASTM B674-1991 合金UNS N08904、UNS N08925和UNS N08926非标准尺寸焊接管材50 ASTM B675-1990a 合金UNS N08366和UNS N08367标准尺寸焊管50ASTM B676-1990 合金UNS N08366和UNS N08367非标准尺寸焊接管材50ASTM B677-1991 合金UNS N08904、UNS N08925和UNS N08926无缝管50ASTM B679-1991 工程用钯电镀层50ASTM B682-1981(1991) 电导线的标准米制规格50ASTM B683-1990 纯钯电触头材料50ASTM B684-1992 铂铱电触头材料50ASTM B685-1990 钯铜电触头材料50ASTM B686-1992a 高强度铝合金铸件50ASTM B687-1988 黄铜、铜和镀铬管焊纹接头50ASTM B688-1993 铬镍钼铁(UNS N08366和UNS N08367)中厚板、薄板和带材50ASTM B68M-1992 光亮退火无缝铜管(米制) 50ASTM B690-1993 铁镍铬钼合金(UNS N08366和UNS N08367)无缝管50ASTM B691-1993 铁镍铬钼合金(UNS N08366和UNS N08367)棒材、条材和线材50 ASTM B69-1992 轧制锌材50ASTM B692-1990 75%银-25%石墨滑动接触材料50ASTM B693-1991 银镍电触头材料50ASTM B694-1986 电缆屏蔽用铜、铜合金和包铜不锈钢薄板和带材50ASTM B698-1991 铜及铜合金无缝与焊接卫生管道与管材50ASTM B701-1991 钢芯同心绞合自减振铝导线(ACSR/SD) 50ASTM B702-1988 铜钨电触头材料50ASTM B704-1991 合金UNS N06625和UNS N08825非标准尺寸焊管50ASTM B705-1982(1990) 镍合金(UNS N06625和N08825)标准尺寸焊管50ASTM B706-1988 铜合金(UNS号C69100)无缝管50ASTM B707M-1988 无缝铜水管(特殊用途)(米制) 50ASTM B708-1992 钽和钽合金中厚板、薄板和带材50ASTM B709-1993 铁镍铬钼合金(UNS N08028)中厚板、薄板和带材50ASTM B710-1987 镍铁铬硅合金标准尺寸焊管50ASTM B711-1988 钢芯同心绞合铝合金导线(AACSR)(6201) 50ASTM B716M-1992 焊接铜水管(米制) 50ASTM B717-1984(1991) 精炼钌50ASTM B718-1992 镍铬钼钴钨铁硅合金(UNS N06333)中厚板、薄板和带材50ASTM B719-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)棒材50ASTM B720-1993 UNS N08310合金非标准尺寸无缝管50ASTM B722-1983a 镍铬钼钴钨铁硅合金(UNS N06333)无缝管50ASTM B723-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)标准尺寸焊管50ASTM B725-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)标准尺寸焊管50 ASTM B726-1991 镍铬钼钴钨铁硅合金(UNS N06333)非标准尺寸焊管50ASTM B729-1991 镍合金UNS N08020、N08026和N08024无缝管50ASTM B730-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)非标准尺寸焊管50 ASTM B731-1991 60%钯-40%银电触头材料50ASTM B736-1992a 电缆用铝、铝合金和包铝钢屏蔽带材50ASTM B738-1984(1988) 电导体用细铜线多股绞合和绳多股绞合铜导线" 50ASTM B739-1993 镍铁铬硅合金非标准尺寸焊管50ASTM B740-1991 铜镍锡亚稳合金带材50ASTM B742-1990 纯银电触头加工材50ASTM B743-1992a 无缝铜盘管50ASTM B744/B744M-1985(1990) 波纹铝管用铝合金薄板50ASTM B745/B745M-1992 下水道与排水管用波纹铝管50ASTM B746/B746M-1989a 现场拴接管道、管拱和拱用的铝合金波纹结构板50ASTM B747-1989 铜锆合金薄板和带材50ASTM B753-1986 双金属片组元用合金50ASTM B755-1993 镍铬钼钨合金(UNS N06110)中厚板、薄板和带材50ASTM B756-1993 镍铬钼钨合金(UNS N06110)棒材和条材50ASTM B757-1990 镍铬钼钨合金(UNS N06110)标准尺寸焊管50ASTM B758-1986 镍铬钼钨合金(UNS N06110)非标准尺寸焊管50ASTM B759-1986 镍铬钼钨合金(UNS N06110)无缝管50ASTM B75M-1992a 无缝铜管(米制) 50ASTM B760-1986(1993) 钨中厚板、薄板和箔材50ASTM B763-1990 阀门用铜合金砂型铸件50ASTM B768-1990 铜钴铍合金带材和薄板50ASTM B770-1990 一般用途的铜铍合金砂型铸件50ASTM B774-1987(1993) 低熔点合金50ASTM B776-1991 铪和铪合金带、薄板及中厚板50ASTM B777-1987(1993) 高密度钨基金属50ASTM B778-1992 型线紧密同心绞合铝导线(AAC/TW) 50ASTM B779-1991 钢芯型线紧密同心绞合铝导线(ACSR/TW) 50ASTM B780-1987 75%-24.5%铜-0.5%镍电触头合金50ASTM B784-1988 绝缘电缆用改进型同心绞合铜导线50ASTM B785-1988 绝缘电缆用改进型紧密圆形同心绞合铜导线50ASTM B786-1988 后继绝缘用19线外层搭配单向绞合1350铝导线50ASTM B787-1988 后继绝缘用19线外层搭配单向绞合铜导线50ASTM B800-1988 电气用退火和中间状态的8000系列铝合金线50ASTM B801-1988 后继加包皮或绝缘用的8000系列铝合金同心绞合导线50ASTM B80-1991 镁合金砂型铸件60ASTM B802-1989 钢芯铝绞线(ACSR)用锌-5%铝-混合稀土合金镀层钢芯钢丝50 ASTM B803-1989 钢芯铝和铝合金绞合导线用高强度锌-5%铝-混合稀土合金镀层钢芯钢丝50ASTM B804-1989 UNS N08367合金标准尺寸焊管50ASTM B805-1990 UNS N07716和UNS N07725沉淀硬化镍合金条材和线材50ASTM B806-1990 一般用途的铜合金金属型铸件50ASTM B811-1990 核反应堆燃料包壳用形变锆合金无缝管60ASTM B813-1991 铜和铜合金管材用的液态焊剂及焊膏50ASTM B814-1991 镍铬铁钼钨合金(UNS N06920)中厚板、薄板和带材50ASTM B815-1991 钴-铬-镍-钼-钨合金(UNS R31233)棒材50ASTM B818-1991 钴-铬-镍-钼-钨合金(UNS R31233)中厚板、薄板和带材50ASTM B819-1992 医用气体装置用无缝铜管50ASTM B8-1990 硬态、半硬态或软态同心绞合铜导线50ASTM B824-1992 铜合金铸件一般要求50ASTM B85-1992a 铝合金压铸件50ASTM B88M-1992 无缝铜水管(米制) 50ASTM B90/B90M-1993 镁合金薄板和厚板50ASTM B91-1992 镁合金锻件50ASTM B9-1990 青铜电车架空线50ASTM B92/B92M-1989 重熔用镁锭及镁棒50ASTM B93/B93M-1992 砂型铸件、永久型铸件及压铸件用镁合金锭50ASTM B94-1992 镁合金压铸件50ASTM B96-1992 一般用途及压力容器用的铜硅合金厚板、薄板、带材和轧条50ASTM B98M-1984 铜硅合金棒材、条材和型材(米制) 50ASTM B99M-1986a 一般用途的铜硅合金线材(米制) 50。
镁合金铸件技术条件
镁合金铸件技术条件全文共四篇示例,供读者参考第一篇示例:镁合金铸件技术条件是指在生产镁合金铸件过程中需要遵循的一系列技术规范和要求,以确保产品质量和生产效率。
镁合金具有轻质、高强度、耐腐蚀等优点,在航空航天、汽车制造、电子设备等领域有着广泛的应用。
镁合金铸件的生产工艺和技术条件显得尤为重要。
镁合金铸件的设计和模具制造是关键的一环。
通过合理设计铸件结构和选用合适的模具材料和制造工艺,可以降低生产成本,提高产品质量。
模具的设计应考虑到合金熔体流动性、凝固收缩率等因素,以确保铸件在充实、凝固和冷却过程中不产生裂纹和气孔。
合金熔炼和浇注过程中需注意控制温度和熔体流动速度。
镁合金的熔点较低,熔体粘度小,易氧化、挥发和结晶过早,因此在熔炼过程中应注意保持炉温和保护气氛稳定。
在浇注过程中,流动速度要适中,避免产生汽泡和气孔。
凝固和冷却过程中也需控制合适的工艺参数。
合金的凝固收缩率大,易产生缩松和裂纹,因此应选择合适的冷却速度和冷却方式,避免过快或过慢导致缺陷。
可采用先进的快速凝固技术,如压铸和等温压铸,以提高产品的机械性能和表面质量。
镁合金铸件的热处理和表面处理也是不可忽视的环节。
通过适当的热处理可以改善合金的晶粒结构和强度,提高其耐热、耐蚀性能。
表面处理则可以增加产品的美观度、耐磨性和耐腐蚀性,延长使用寿命。
镁合金铸件技术条件涉及到材料选择、设计制造、熔炼浇注、凝固冷却、热处理表面处理等多个方面,需要综合考虑材料特性、工艺参数和产品需求等因素。
只有严格遵循技术规范和要求,才能保证镁合金铸件的质量稳定,满足市场需求。
希望通过不断优化和改进技术条件,提升我国镁合金铸件产业的竞争力和发展水平。
【字数:425】第二篇示例:一、镁合金材料概述镁合金是一种由镁和其他金属或非金属元素组成的合金,具有低密度、高比强度、良好的耐高温性能、优异的抗冲击性能等特点,是一种理想的轻质结构材料。
在汽车领域,镁合金可以替代钢铁材料,减轻车身重量,提高燃油效率;在航空航天领域,镁合金可用于制造轻质零部件,提高飞行器的性能表现。
ASTM B标准目录

ASTM B标准目录 astmb标准目录astm系列标准目录astm标准号b1-01b2-00b3-01b5-00b6-03b8-04b9-90(2021)b16/b16m-00b19-01b21/b21m-01e1b22-02b23-00b26/b26m-03b29-03b30-04b32-03b33-00b36/b36m-01b37-03b39-79(2021)b42-02e1b43-98(2021)b47-95a(2001)b48-00中文名称冷拉铜线中等硬度冷拉铜丝硬的或淬火的铜线电解紫铜提炼型材锌软的、中等软的或硬的同心钩搓的铜导线青铜制电车架空线制螺钉机用易切削黄铜条材、棒材和型材弹药筒用黄铜片、拎、板、厉害和圆盘(坯料)海军黄铜条材、棒材和型材桥梁和转乘台用青铜铸件白色金属轴承合金(商品名称为"巴氏合金")铝合金砂型铸件提炼铅铜基合金锭金属焊料电气用镀锡硬的或淬火的铜线徐铜板、薄板、带材及合金钢棒材钢铁生产用铝镍无缝铜管尺寸无缝白铜管尺寸电车架空线用铜线电导线用矩形和正方形软裸铜线-1-astm系列标准目录astm标准号b49-98e2b61-02b62-02b63-90(2001)b66-95(2021)b68-02b68m-99b69-01ab70-90(2001)b75-02b75m-99b76-90(2001)b77-81(2001)b78-90(2001)b80-01e1b84-90(2001)b85-03b86-03b88-03b88m-03b90/b90m-98b91-97(2021)b92/b92m-01b93/b93m-03中文名称电气用经淬火的铜条材蒸气或阀门青铜铸件的标准规范混合青铜或少量金属铸件标准规范金属导体电阻与碰触材料的电阻率的测试方法蒸汽机车易损零件用青铜铸件明亮淬火的无缝铜管明亮淬火的无缝铜管(米制)合金钢锌电加热用金属材料的电阻随其温度而变化的试验方法无缝铜管无缝铜管规范(米制)电加热用镍铬和镍铬铁合金的快速寿命的试验方法电阻合金的热电功率的测试方法电加热用铁铬铝合金的快速寿命的试验方法镁合金砂型铸件高精度电阻器用合金丝的温度-电阻常数的测试方法铝合金压模铸件锌合金压模铸件无缝铜水管无缝铜水管(米制)镁合金薄板和中厚板镁合金锻件规范回去熔用镁锭和镁厉害砂型铸件、永久型模铸件和压模铸件用镁合金锭-2-astm系列标准目录astm标准号b94-94(2000)b96/b96m-01b98/b98m-03b99/b99m-01b100-03ab101-02b102-00b103/b103m-98e2b105-00b106-96(2002)e1b107/b107m-00b108-03ab111-98(2021)b111m-98e2b114-90(2001)b115-00b116-95(2001)b117-03b121/b121m-01b122/b122m-01b124/b124m-00b127-98b129-02b130-02中文名称镁合金压铸件的技术规范通常及压力容器用铜硅合金板、薄板、带材及合金钢棒材铜硅合金细、粗棒材和型材技术规范通常用途的铜硅合金线桥梁和其它结构用焖铜合金轴承和收缩中厚板及薄板建筑结构用纸盒铅铜薄板和带材铅和锡合金压模铸件磷青铜板、薄板、带材和合金钢棒材电导线用热切削铜合金线恒温金属挠性的试验方法镁合金侵蚀制棒材、条材、型材、管材和线材铝合金永久型模铸件铜和铜合金无缝冷凝器管及和套圈坯料铜和铜合金无缝冷凝器管及和套圈坯料(米制)分流器与高精度电阻器用薄板材料的温度-电阻常数的测试方法电解阴极铜工业运输用9号深槽铜及8号铜制电车架空线盐雾试验设备的采用标准惯例含铅黄铜中厚板、薄板、带材和合金钢棒材铜镍锡合金、铜镍锌合金(镍银)和铜镍合金板、薄板、带材及合金钢棒材铜和铜合金焖条材、棒材和型材镍铜合金板、薄板和带材弹筒黄铜弹壳火帽壳商用弹头壳青铜带材-3-astm系列标准目录astm标准号b131-02b134/b134m-01b135-02b135m-00e1b136-84(2021)b137-95(2000)b138/b138m-01b139/b139m-01b140/b140m-01b148-97(2021)b150/b150m-03b151/b151m-00b152/b152m-00b153-91(2021)e1b154-01b159/b159m-01b160-99b161-03b162-99b163-04b164-03b165-93(2021)e1b166-04b167-01中文名称铜合金弹头火帽壳黄铜丝无缝黄铜管无缝黄铜管(米制)铝表面阳极镀层的着色阻力的测定方法单位面积阳极铝镀层重量的测定方法锰青铜条材、棒材和型材磷青铜条材、棒材和型材铜锌铅厉害(铅白黄铜或软青铜).棒材和变成型材铝青铜砂型铸件铝青铜条材、棒材和型材铜镍锌合金(镍银)及铜镍条和棒材铜薄板、带材、中厚板及合金钢棒材技术规范铜和铜合金管及的收缩试验法(针试验)铜和铜合金的硝酸亚汞试验法磷青铜丝技术规范镍条和镍厉害技术规范无缝镍管及镍板、薄板及带材冷凝器及热交换器用无缝镍和镍合金管及镍铜合金条材、棒材和线材无缝镍铜合金管规范镍铬铁合金及镍铬钴钼合金条材、棒材及线材无缝镍铬铁合金管-4-astm系列标准目录astm标准号b168-01b169/b169m-01b170-99(2021)b171/b171m-04e1b172-01ab173-01ab174-02b176-04b177-01b179-03b183-79(2021)e1b187/b187m-03b188-02b193-02b194-01e1b196/b196m-03b197/b197m-01b199-99b200-85(2021)b201-80(2000)b209-04b209m-04中文名称镍铬铁合金及镍铬钴钼合金板、薄板和带材铝青铜中厚板、薄板、带材和轧制棒材无氧电解铜精炼型材压力容器、冷凝器及热交换器用铜合金中厚板和薄板电导线用成束绞绳铜导线导线用同芯多股绞绳铜导线电导线用成束绞捻的铜导线压铸件铜合金压模铸件工程用钢表面镀铬砂型铸件、永久型模铸件和压模铸件用铝合金锭及其熔化成形方式电镀用低碳钢的制备铜汇流棒、条和型材汇流无缝铜管导电材料电阻率的测试方法铜铍合金中厚板、薄板、带材和轧制棒材铜铍合金条及棒铜铍合金线镁合金永久型铸件钢及铁合金表面铅和铅锡合金的电解沉积镀层锌和镉的表面铬酸盐覆层试验砂型、永久型、离心型和连续铸造铸件用的铜基合金拉伸试验样件制备标准惯例铝及铝合金薄板和中厚板的技术规范铝及铝合金薄板和中厚板的技术规范(米制)b206/b206m-97(2002)铜镍锌合金线(镍银)和铜镍合金线-5-astm系列标准目录astm标准号b210-02b210m-02b211-03b211m-03b212-99b213-03b214-99b215-96b216-97(2021)b221-02b221m-02b223-03b224-04b226-04b228-04b229-04b231/b231m-04b232/b232m-01e1b233-97(2021)e1b234-02b234m-02b236-00中文名称切削无缝铝和铝合金管切削无缝铝和铝合金管(米制)铝及铝合金棒材、条材和线材铝及铝合金棒材、条材和线材(米制)低流动性金属粉末表观密度的测试方法金属粉末流速的测试方法粒状金属粉末的筛分试验方法金属粉末的最后批量样本方法细工制品及合金用韧性火法精炼铜-提炼型材铝及铝合金侵蚀制条、棒、线、管及和型材铝和铝合金侵蚀制棒材、条材、线材、型材和管材(米制)恒温器用无机金属的弹性模量测试法(悬臂梁法)铜的分类方法无心的圆形同心钩搓铜导线冷拉纸盒铜钢丝同心钩搓的包铜钢导线同心钩搓的铜与包铜钢丝无机导线同心钩搓铝1350导线涂覆钢芯强化的同心钩搓铝导线(acsr)电气用1350铝切削坯料冷凝器及热交换器用切削铝和铝合金无缝管冷凝器及热交换器用切削铝和铝合金无缝管(米制)电气用铝棒(汇流条)b230/b230m-99(2021)电气用1350-h19型铝线-6-astm系列标准目录astm标准号b236m-00b237-01b240-03b241/b241m-02b242-99b243-04ab244-97(2002)b246-00b247m-02ab248-01e1b248m-01e1b249/b249m-02b250/b250m-01b251-02e1b251m-97(2021)b252-92(2021)b253-87(1999)e1b254-92(2021)e1b258-02b263-04b265-03b267-90(2001)b271-96(2021)中文名称电气用铝棒(汇流条)(米制)提炼锑标准规范压模铸成用锌及锌铝合金锭铝及铝合金无缝管和侵蚀制无缝管电镀用高碳钢的制取粉末冶金的术语用涡流仪器测量铝阳极镀层及其它非磁性基底金属绝缘体电镀层厚度的方法电工用中硬拉和软扎镀锡铜线材的标准规范铝和铝合金甩模锻件、手工锻件和合金钢环路锻件铝及铝合金甩模锻件、手工锻件和合金钢环形锻件(米制)切削铜及铜合金板、薄板、中及合金钢棒材切削铜及铜合金板、薄板、中及合金钢棒材(米制)铜和铜合金棒材、型材及锻件切削铜合金丝焖无缝铜及铜合金管及焖无缝铜及铜合金管(米制)电镀层和转变涂层用锌合金压模铸件的制取电镀用铝合金的制取不锈钢上各类金属电镀的标准惯例并作电导体的实心圆导线的美国线规的标准公称直径和横截面内积的技术规范多股绞合导线横截面内积的测试方法钛及钛合金板、薄板及带材绕线电阻器用电阻丝铜基合金Vergt铸件的技术规范-7-astm系列标准目录astm标准号b272-02b276-91(2000)b277-95(2001)b279-04b280-03b281-88(2001)b283-04b286-02b294-92(2001)b296-03b298-99e1b299-01b301/b301m-04b302-02b306-02b308/b308m-02b311-93(2002)e1b312-96(2002)b313/b313m-02e1b315-99b316/b316m-02b317-02b319-91(2021)中文名称存有精制边缘的(合金钢或切削的)施明德铜制品(扁丝或拎)某些切削和切削有色金属及合金统一牌号基本建设标准惯例硬质合金表观孔隙率的测试方法电碰触材料硬度的测试方法生产磁导线用方形和矩形软裸铜线及铝线硬度的测试方法空气调节及空调设备用无缝铜管电镀层和转变镀层用铜和铜基合金的制取铜及铜合金甩模锻件(热压)电气设备用铜连接线硬质合金硬度的测试方法铸成和切削镁合金的淬火标志镀银的硬的或淬火的铜线海绵钛易切削铜条及铜棒并无螺纹铜管铜排水管(dwv)6061-t6型铝合金结构型材孔隙度大于2%的粉末冶金材料密度的标准测试方法金属粉末生压坯强度的测试方法冲压铝和铝合金圆管无缝铜合金管铝及铝合金铆钉和冷镦头线材与棒材的技术规范电气用侵蚀铝和铝合金棒、条、管及结构型材(汇流导体)电镀用铅和铅合金的制取-8-astm系列标准目录astm标准号b320-60(2021)e1b322-99b324-01b327-01e2b328-96(2021)b329-98(2021)e1b330-02b331-95(2002)b333-03b335-03b338-03b339-00b341/b341m-02b343-92a(2021)e1b344-01b345/b345m-02b348-03b349/b349m-03b350/b350m-02b351/b351m-02b352/b352m-02b353-02b354-98b355-95(2021)中文名称电镀用铁铸件的制取电镀前的金属冲洗电气用矩形和方形铝线压铸模合金用母合金的技术规范热处理金属结构零件和油浸轴承密度与互连多孔性的试验方法用斯科特(scott)容积计测量耐热金属粉末及化合物表观密度的试验方法用费歇尔亚捣分粒器测量耐热金属粉末及化合物的平均值粒度的试验方法单轴放大中金属粉末的可压缩性试验方法镍钼合金板、薄板和带材镍钼合金条材技术规范冷凝器和热交换器用无缝及冲压钛与钛合金管锡锭钢筋强化铝导线(acsr/az)用包铝钢芯线镍电镀用镍的制取切削或合金钢的镍铬和镍铬铁合金电热元件规范铝和铝合金无缝管和气体和石油传输和分配管道系统的无缝侵蚀成型管及的标准规范钛及钛合金厉害和坯锭核设施用海绵锆和其它形状的纯金属锆核设施用锌和锌合金铸锭核设施用钢材和冷加工锆及锆合金棒、条和线材核设施用锆及锆合金板、薄板和带材核设备用焖的无缝与冲压锆及锆合金管不绝缘的金属电导体的有关术语硬的或淬火的镀镍铜丝-9-astm系列标准目录astm标准号b359/b359m-02b360-01b361-02b362-91(2021)b363-03ab364-96(2002)b365-98(2021)b366-04ab367-93(2021)b368-97(2021)e1b369-96(2021)b370-03b371/b371m-02b372-97(2021)b373-00b374-96(2021)b379-04b380-97(2002)b381-03b386-03b387-90(2001)b388-00b389-81(2021)b390-92(2000)中文名称具备整体散热器叶片的冷凝器及热交换器用无缝铜和铜合金管限流器用冷拉铜毛细管工厂加工的焖铝及铝合金冲压配件恒温双金属制螺旋线圈的机械改变率为的试验方法无缝和冲压氢铵钛及钛合金冲压配件钽及钽合金铸锭钽及钽合金条和线材工厂加工的焖镍和镍合金冲压配件钛和钛合金铸件快速铜水解的醋酸盐喷雾试验(cass试验)铜镍合金铸件建筑结构用铜薄板和带材铜锌硅合金条规范无缝铜及铜合金矩形波导管电容器用铝箔电镀的有关术语减磷铜提炼型材装饰电镀层的涂膏密室耐腐蚀试验方法钛及钛合金锻件钼和钼合金板、薄板、带材和箔钼及钼合金棒、条和线材恒温双金属薄板和带材恒温双金属螺旋形线圈的热偏移率为的测试方法钨硬质合金表观晶粒度及其原产的测评-10-astm系列标准目录astm标准号b391-03b392-03b393-03b394-03b395/b395m-02b398/b398m-02b399/b399m-99b400-04b401-99b403-02b404/b404m-02b406-96(2000)b407-01b408-01b409-01b411/b411m-01b413-97a(2021) b415-98(2002)b416-98(2002)b417-00b418-01b422-04b423-03astm系列标准目录 astm标准号b425-99b427-02b428-93(2021)b429-02b430-97(2001)b432-04b434-00b435-03b438/b438m-04b439-00e1b440-00b441-04b443-00e1b444-03b446-03b447-02b449-93(2021)b452-02b453/b453m-01b455-01b456-03b457-67(2021)b462-04b463-04中文名称镍铁铬钼铜合金条及棒齿轮青铜合金铸件规范矩形和正方形铜和铜合金管扭转角的测试方法挤压制铝合金结构管用比浊法测定耐火金属粉末粒度分布的试验方法包铜及包铜合金的钢板镍钼铬铁合金板、薄板和带材统一编制牌号为no6002、no6230、n12160和r30556的板材和带材及牌号为n06002、n06230和r30556的带材青铜烧结轴承(油浸的)铁基烧结轴承(油浸的)镉铜钴铍及铜镍铍条和棒镍铬钼钶合金板、薄板和带材镍铬钼钶合金管镍铬钼钶合金条和棒焊接铜管铝的铬酸盐处理电子设备用包铜钢导线铜锌铅合金(含铅黄铜)条材铜锌铅合金(含铅黄铜)挤压型材技术规范铜+镍+铬及镍+铬的电解沉积镀层铝表面阳极镀层阻抗的测量方法腐蚀高温作业用锻制或轧制的unsno8020、unsno8024、unsno8026和unsno8367型合金管法兰、锻制配件、阀门及零件unsno8020、unsno8024和unsno8026合金板、薄板及带材-12-astm系列标准目录 astm标准号b464-04b465-04b466/b466m-03b467-88(2021)b468-04b470-02b472-04b473-96(2002)e1 b474-03b475-96(2002)e1 b476-01b477-97(2002)b478-85(2021)b479-00b480-88(2001)b481-68(2021)e1 b482-85(2021)b483/b483m-03b487-85(2002)b488-01b489-85(2021)b490-92(2021)b491/b491m-00b493-01(2021)中文名称焊接的unsno8020、no8024和no8026合金管铜铁合金板、薄板、带材和轧制棒材无缝铜镍合金管焊接铜镍管焊接的unsno8020、no8024和no8026合金管电子设备布线用连接铜导线再锻用unsno8020、unsno8026、unsno8024、unsno8926和unsno8367镍合金坯段和棒材unsno8020、unsno8026及unsno8024镍合金棒和线电熔焊的unsno8020、unsno8026和unsno8024镍合金管unsno8020、unsno8026及unsno8024镍合金圆编织线锻制贵金属电接触材料金银镍电接触合金恒温双金属横向弯曲率的测试方法挠性栅栏用退火铝及铝合金箔电镀用镁和镁合金的制备电镀用钛和钛合金的制备电镀用钨和钨合金的制备普通拉制铝及铝合金管用横断面显微观察法测定金属及氧化物涂层厚度的方法工程用电解沉积镀金层金属表面电解沉积和自动催化沉积金属镀层延展性的弯曲试验用测微计弯曲试验法测定电解沉积物的延展性普通挤压铝和铝合金圆管锆及锆合金锻件-13-astm系列标准目录astm标准号b494/b494m-03b495-01b496-04b497-00b499-96(2002)b501-99b502-02b504-90(2002)b505/b505m-02b507-86(2021)b508-97(2021)b511-01b512-04b514-95(2002)e1b515-95(2002)b517-03b520-93(2002)e1b521-98(2021)b522-01b523/b523m-02b524/b524m-99中文名称原生锆锆及锆合金铸锭紧密的圆形同心绞捻铜导线闭合电弧接点上电压降的测量用磁性法测量磁性基底金属的非磁性镀层厚度的方法电气用镀银包铜钢丝包铝钢芯加强的铝导线用包铝钢芯线用库仑法测量金属镀层厚度的试验方法连续浇铸的铜基合金铸件机件在支架上电镀的设计柔性金属软管用的铜合金带材规范镍铁铬硅合金棒材和型材规范镍铬硅合金(unsn08330)坯锭和棒材规范焊接镍铁铬合金管规范统一编制牌号为unsn08120、no8800、no8810和n0811焊接合金管规范焊接镍铬铁合金(unsn06600,unsn06603,unsn06025,和unsn06045)管规范焊接的镍铬铁合金(unsn06600,unsn06603,unsn06025,andunsn06045)管规范电子方面用镀锡包铜钢丝的规范钽和钽合金无缝和焊接管规范金银铂电接触合金规范无缝和焊接的锆及锆合金管材技术规范铝合金芯增强的同心绞捻铝导线(acar,1380/6201)b498/b498m-98(2002)钢芯加强的铝导线用镀锌钢芯线(acsr)b500/b500m-98(2002)钢芯加强的铝导线用镀金属层的钢芯线(acsr)-14-astm系列标准目录astm标准号b527-93(2000)e1b528-99b530-02b532-85(2002)b533-85(2021)b534-01b535-04b536-02b537-70(2002)b540-97(2002)b541-01b542-04b543-96(2021)b545-97(2021)e1b546-04b547/b547m-02b548-03b549-00b550/b550m-02b551/b551m-04b552-98(2021)b555-86(2002)b556-90(2002)中文名称用塔普-帕克(tap-pak)容量计测定耐火金属及化合物粉末的塔普(tap)密度的试验方法烧结金属粉末样品的横向断裂强度的试验方法用磁性法测量磁性和非磁性基底上的电解沉积镀镍层厚度的方法电镀塑料表面外观测量塑料表面金属镀层抗撕裂强度的标准试验方法铜钴铍合金及铜镍铍合金板、薄板、带材和轧制棒材镍铁铬硅合金无缝管镍铁铬硅合金板、薄板及带材评定电镀板在大气暴露情况下耐腐蚀性能的标准惯例电气连接的接触电阻的测量方法(静态接触)电接触用钯合金电接触用金合金电接点及其应用的相关术语焊接的铜及铜合金热交换管电解沉积锡镀层电熔焊接镍铬钴钼合金(n06617),镍铁铬硅合金(n08330和n08332)镍铬铁合金(n06025)和镍铬铁硅合金(n06045)管的技术规范铝及铝合金成形并用电弧焊焊接的圆管技术规范压力容器用铝合金板的超声波检验包铝钢芯加强的同芯绞捻铝导线(acsr/aw)锆及锆合金棒材和丝材技术规范锆及锆合金带材、薄板材和厚板材技术规范水淡化厂用无缝和焊接铜/镍管用滴定试验法测量电解沉积金属镀层厚度用点滴试验法测量薄镀铬层厚度-15-astm系列标准目录astm标准号b557-02ab558-79(2021)b559-93(2002)e1b560-00b561-94(1999)e1b562-95(1999)b563-01b564-04b565-04b566-04b567-98(2021)b568-98(2021)b569-04b570-01b571-97(2021)b572-03b573-00b574-04b575-04b576-94(1999)b577-93(2021)b578-87(1999)b579-73(2021)中文名称锻造和铸造的铝及镁合金制品的拉伸试验锻造及铸造铝和镁合金产品的拉伸试验(米制)电镀用镍合金的制备电气用镀镍包铜钢丝新锡铅合金精炼铂精炼金电接触用钯银铜合金镍合金锻件铝和铝合金铆钉及冷镦头丝与棒材的剪切试验包铜铝丝用β射线反向散射法测量镀层厚度的试验方法用x射线光度法测量镀层厚度的试验方法热交换管用窄薄型unsno.c26000黄铜带材铜铍合金锻件和挤压件金属镀层粘附性的试验方法统一编制牌号为no6002、no6230、n12160和r30556棒材(盘条)电镀技术规范镍钼铬铁合金棒低碳镍钼铬及低碳镍铬钼及低碳镍铬钼钨合金棒材的技术规范低碳镍钼铬、低碳镍铬钼、低碳镍铬钼铜合金及低碳镍铬钼钽合金板材的技术规范电接触材料的电弧侵蚀试验铜的氢脆试验方法电镀层显微硬度的测量方法锡铅合金的电解沉积镀层(焊接板)-16-astm系列标准目录astm标准号b580-79(2000)b581-02b582-02b584-04b587-97(2021)b588-88(2001)b589-94(1999)e1b591-98ab592-01b593-96(2021)e1b594-02b595-95(2000)b596-89(1999)b598-98(2021)b599-92(2021)e1b600-91(2002)b601-02b602-88(1999)b603-90(2001)b604-91(2021)e1b605-95a(2021)b606-02b607-91(2021)b608-02中文名称铝阳极氧化镀层镍铬铁钼铜合金条镍铬铁钼铜合金板、薄板及带材普通用铜合金砂型铸件焊接黄铜管用双束干涉显微技术测量透明涂层或不透明涂层厚度的试验方法精炼钯铜锌锡板、薄板、带材及轧制棒材铜锌铝钴板、薄板、带材及轧制棒材铜合金弹簧材料的弯曲疲劳试验航空设备用铝合金锻制品的超声波检验铝粉末烧结结构部件标准规范金铜合金电接触材料抗拉试验中铜合金偏置屈服强度的测定稳定的镍铁铬钼钶合金板、薄板及带材钛及钛合金表面的去垢和清洗锻造及铸造的铜和铜合金回火标志金属及无机涂层的计数抽样试验方法电热元件用拉制或轧制铁铬铝合金塑料表面装饰用铜加镍铬镀层锡镍合金电解沉积镀层规范钢芯加强的铝和铝合金导线用高强度镀锌(电镀)钢芯线工程用自动催化镍硼铸件焊接铜合金管-17-astm系列标准目录astm标准号b610-00e1b611-85(2000)e1b612-00b613-76(2000)b614-95(2000)b615-79(2000)b616-96(2000)b617-98(2021)b618-03b619-04b620-03b621-02b624-99b625-04b626-04b628-98(2021)b629-77(2021)b630-88(2001)b631-93(2021)b632/b632m-02b633-98e1b634-88(2021)e1中文名称测量金属粉末样品因热处理产生尺寸变化的试验方法硬质合金的耐磨性的试验方法铁青铜热处理轴承(油浸的)滑动电触点用复合材料的微型电刷制取规范锆及锆合金表面的去垢与冲洗测量滑动电触点电碰触噪音提炼铑电气接点用银币合金铝合金熔模铸件技术规范冲压的镍和镍钴合金管镍铁铬钼合金板、薄板及带材镍铁铬钼合金条无缝镍和镍钴合金管电子设备用高强度低传导率铜合金线unsno8904、unsno8925、unsno8031、unsno8932和unsno8926板、薄板及带材冲压的镍和镍钴合金管电碰触用银铜共晶合金电镀用钼和钼合金的制取电镀用铬的制取银钨电碰触材料铝合金合金钢提振板钢铁表面的电沉积锌镀层工程用铑电解沉积镀层b609/b609m-99(2021电气用淬火及中温淬火的1350型铝圆线-18-astm系列标准目录astm标准号b635-00(2021)e1b636-84(2001)b637-03b639-02b640-00b643-00e1b644-95(2021)b646-04b647-84(2000)b648-78(2000)b649-02b650-95(2002)b651-83(2001)b652/b652m-04b653/b653m-02b654/b654m-04b655/b655m-04b657-92(2000)b658/b658m-02b659-90(2021)b660-02b661-03b662-94(2000)中文名称镉锡机械沉积镀层用螺旋膨胀仪测量电镀金属镀层内应力的方法高温设备用结晶淬火镍合金棒、锻件及切削坯料的制取高温用沉积硬化钴合金(unsr30155andunsr30816)条材、棒材、锻件和切削坯料空调及空调设备用冲压铜及铜合金管及铜铍合金无缝管铜合金添加剂铝合金的平面快速反应断裂韧性试验铝合金断裂韧性试验用佩氏硬度仪测量铝合金压痕硬度的试验方法用巴氏压痕仪测量铝合金压痕硬度的试验方法镍铁铬钼铜低碳合金和镍铁铬钼铜氮低碳合金棒材及线材铁基物上电沉积工程镀铬层用双束干预显微镜测量镍+铬或铜+镍+铬电镀表面锈蚀部位的试验方法铌铪合金铸锭无缝和冲压锆及锆合金冲压管配件技术规范铌-铪再分金箔、薄板、带材和中厚板铌铪合金棒材,棍材和线硬质钨金微观结构的金相测定方法无缝和冲压锆及锆合金管道技术规范金属和无机物镀层厚度的测量方法铝及镁制品的外包装/装箱镁合金的热处理银钼电碰触材料-19-。
国家标准《镁合金热挤压型材》编制说明

《镁合金热挤压型材》国家标准编制说明一、工作简况(包括任务来源、协作单位、主要工作过程)1.1 任务来源根据全国有色金属标准化技术委员会有色标委(2011)第28号文件的通知,对GB/T 5155-2003《镁合金热挤压棒材》国家标准进行修订。
主要起草单位为:东北轻合金有限责任公司,参加起草单位为:中国有色金属工业标准计量质量研究所等。
国家标准计划号为:20090659-T-610;任务完成时间为2009~2012年。
1.2 起草单位情况东北轻合金有限责任公司(原东北轻合金加工厂)简称东轻公司,是作为“一五”期间原苏联援建的156项重点工程中的两项建设发展起来的新中国第一个铝镁合金加工企业。
1952筹备建厂,1956年11月开工生产。
于1998年 6月改制组建为国有独资公司。
1992年东轻公司被认定为国有特大型企业,1995年被国务院发展研究中心认定为“中国最大的铝镁合金加工基地”,被盛誉为“祖国的银色支柱”、“中国铝镁加工业的摇篮”。
2007年9月1日,哈尔滨市人民政府和中国铝业公司对东北轻合金有限责任公司进行了重组,重组后,东轻公司成为中国铝业公司第五大铝加工基地。
东轻公司在镁合金挤压生产方面具有雄厚的力量,公司现有挤压设备9台,承揽国内整个军工用镁合金挤压材的生产,具有在线牵引生产、工频感应加热、氧化上色防腐等镁合金生产必备的工艺流程。
从2001年到2012年,东北轻合金有限责任公司起草国家标准28项,国家军用标准4项,行业标准24项。
获得发明专利《镁合金挤压棒材的制造方法》一项。
1.3 主要工作过程和工作内容1、2011年3月2日至6日,对修订国家标准《镁合金热挤压棒材》的任务落实会在全国有色金属标准化技术委员会主持下召开。
会上成立了《镁合金热挤压棒材》标准编制组,其主编单位为:东北轻合金有限责任公司,参加单位为:中国有色金属工业标准计量质量研究所等。
根据落实会的精神,编制组查阅了国内外有关标准、资料,并根据我国铝及铝合金加工企业的现况,形成了本标准的《征求意见稿》。
almg4
almg4.5mn材料标准
根据我了解,"ALMG4.5MN"是一种铝合金材料,常见的国际
材料标准有以下几种:
1. EN 573-3: 这个标准是欧洲标准,规定了铝和铝合金的化学
成分,并为ALMG4.5MN材料提供了详细的化学成分要求。
2. ASTM B209: 这是美国材料和试验协会(ASTM)制定的标准,适用于铝和铝合金板材,其中包括ALMG4.5MN。
此标
准规定了尺寸、机械性能和化学成分等要求。
3. GB/T 3191: 这是中国国家标准,规定了各种铸造铝合金的
化学成分和机械性能。
其中也包括了ALMG4.5MN铝合金材料。
以上是一些常见的国际和国家标准,用于规范ALMG4.5MN
铝合金材料的化学成分、机械性能、尺寸和其他要求。
请注意,具体的材料标准可能因地区和供应商而有所不同,您可以与您的供应商或相关机构联系以获得更准确的信息。
铸造、压铸标准
铸造、压铸标准技术标准是国际贸易中的准则,是作为设计、制造、验收产品的依据。
广东省铸造学会、广东省压铸学会收录了部分标准:铸造和压铸的中国国家标准、行业标准,以及美、欧、日、澳、德、俄等国家的相应标准。
压铸标准包括:(一)通用标准;(二)压铸机标准;(三)压铸模标准;(四)合金及工艺标准,包括铝合金、镁合金、锌合金、铜合金、铅锡合金等。
铸造标准包括:(一)基础通用与铸造工艺技术标准;(二)铸钢标准;(三)铸铁标准;(四)铸造有色合金标准;(五)造型材料标准;(六)熔模铸造标准等。
压铸标准目录一、通用标准中国GB/T24001-1996 idt ISO 14001:1996 环境管理体系规范及使用指南GB/T19001-2000 idt ISO/FDIS9001:2000 质量管理体系––要求GB/T5611-1998铸造术语HB7578-1997铸件试制定型规范GB/T8063-94 铸造有色金属及其合金牌号表示方法GB/T13822-92 压铸有色合金试样GB5678-85 铸造合金光谱分析取样方法HB5343-94 铸造工艺质量控制GB/T6414-1999 铸件尺寸公差及机械加工余量GB/T15056-94 铸造表面粗糙度评定方法二、压铸机标准中国JB/T8083-1999 压铸机型式与基本参数JB/T8084.1-1999 冷室压铸机精度JB/T8084.2-1999 冷室压铸机技术条件JB/T6039.2-92 热室压铸机精度JB/T6039.3-92 热室压铸机技术条件三、压铸模标准中国GB8844-88 压铸模技术条件GB8847-88 压力铸造模具术语GB4678.1~15-84 压铸模零件GB4679-84 压铸模零件技术条件美国压铸模四、合金及工艺标准1.铝合金中国GB/T1173-95 铸造铝合金GB/T8733-2000 铸造铝合金锭YS/T282-2000 铝中间合金锭JB/T7946.1-1999 铸造铝硅合金变质JB/T7946.2-1999 铸造铝硅合金过烧JB/T7946.3-1999 铸造铝合金针孔GB/T15115-94 压铸铝合金GB/T15114-94 铝合金压铸件HB5012-86 铝合金压铸件HB/Z220.2-92 铝合金金属型铸造HB/Z220.3-92 铝合金低压铸造HB/Z220.4-92 铝合金压力铸造HB/Z220.7-92 铝合金铸件浸渗GJB1695-93 铸造铝合金热处理规范国际标准 ISO3522-84 铸造铝合金美国ASTMB85-96 铝合金压铸件ASTMB179-96 砂型铸件、永久型铸件及压铸件用铝合金锭ASTMB597-98 铝合金热处理日本JISH2118:2000压铸用铝合金锭JISH5302:2000 铝合金压铸件2.镁合金中国GB1177-91 铸造镁合金GB/T13820-92 镁合金铸件国际标准ISO/DIS16220-1999 铸造镁合金美国ASTMB93/B93M-98 砂型铸件、永久型铸件及压铸件用镁合金锭ASTMB94-94 镁合金压铸件日本JISH2222-1991 压铸用镁合金锭JISH5303-1991 镁合金压铸件欧洲EN1754-1997 镁和镁合金—铸锭和铸件俄罗斯ΓOCT2856-79 铸造镁合金3.锌合金中国GB/T1175-1997 铸造锌合金GB/T13818-92 压铸锌合金GB/T13821-92 锌合金压铸件国际标准ISO301-1981 铸造用锌合金锭美国ASTMB86-98 锌合金压铸件ASTMB240-98 压铸件用锌合金锭ASTMB327-98 压铸锌合金用铝中间合金日本JISH5301-90 锌合金压铸件JISH2021:1999 压铸用锌合金锭欧洲EN 1774-1997 铸造锌合金EN 12844:1998 锌和锌合金-铸件-规格俄罗斯ΓOCT19424-74 压铸锌合金澳大利亚AS1881-1986 锌合金4.铜合金中国GB1176-87 铸造铜合金技术条件GB/T15116-94 压铸铜合金GB/T15117-94 铜合金压铸件美国ASTMB176-95 铜合金压铸件日本JISH2202:2000 铸造用铜合金锭欧洲EN1982:1998 铜和铜合金-铸锭和铸件俄罗斯ΓOCT17711-93 铸造黄铜化学成分5.铅锡合金中国GB/T8740-1988 铸造铅基轴承合金锭GB/T8740-1988 铸造锡基轴承合金锭美国ASTMB102-93 铅合金和锡合金压铸件日本JISH2231-1962 活字金属锭JISH5601-1990 硬铅铸件JISH5401-1958 轴承合金德国DIN1742-71 锡压铸合金DIN1741-1974 压铸用铅合金英国BS3332-1987 白合金轴承合金锭俄罗斯ΓOCT1320-74 巴比特合金。