部品购入检查实施基准
新产品型检流程及方法

新规部品型检业务基准1、适用范围:本基准适用于在MWIC新产品开发中新规部品的型检(精密型式检查),包括新模具塑料件、金属件、橡胶件和重要安全部品(如电子电器元部件)。
2、职责:2.1产品技术课负责提供图纸、部品仕样书、产品规格书等一切技术资料,必要时进行技术支持和变更.2.2资材课和模具系负责联系供应商进行新规部品的送样和改善2.3品管课负责新规部品的检查判定,及改善方案的提供。
2.4生产管理课负责新产品开发日程的制定推进。
3、管理内容:3.1 产品技术课根据新产品开发日程及时制作提供图纸、部品纳入仕样书、色板及部品名细和材料一览等技术资料,并及时发给相应部门。
3.2 资材课和模具系担当根据新产品开发日程及时联系供应商开发模具试做样品,并将样品送至品质管理课判定。
3.3 品质管理课型检担当依据产品技术课提供的图纸等相关技术资料对样品的各技术规格进行精密检查,并将检查结果及时通知相关人员。
3.4 检查内容和方法按附表《新产品检查方法》、并填写相应的检查成绩表。
3.5 如果检查发现不良,担当应及时反馈给资材课或模具系,由各担当将信息反馈给供应商并督促及时改善,并再次送样评价;如有必要可以与产品技术课协商是否要设计变更。
3.6 如果检查结果OK,由型检担当和其他相应担当办理采用手续,出具合格的型检报告或签板确认。
并办好与IQC的工作交接。
3.7 如果发生变更,由产品技术课立即发设计变更通知书给相关部门,各部门担当负责履行各自的职责。
3.8 检查结果要求得到型检组长、品管课长的确认新产品印刷/新色新材料/新规包装材料型检确认流程1、范围适用于MWIC所有新产品印刷/新色新材料/新规包装材料的型检2、职责2.1 产品技术课负责提供图纸、菲林、色板和部品明细及设计变更等技术资料2.2 资产课负责新规部品的试作品送样2.3 品质管理课型检担当负责印刷和新色的检查、判定3、管理内容3.1 产品技术课根据新产品开发日程及时制作提供图纸、菲林、色板及部品名细和材料一览等技术资料,并及时发给资材课、品质管理课、部品制造课和生产制造课。
部品检查基准书 检查记录

81120010106
部品检查基准书.检查记录
△
件名
制造者
1
材质
数量
判定
日期 部 长 班长
担当
特记事项: 1.检查项目等级
a:重要检查项目 b:一般重要检查项目 c:一般要求项目
项
NO
目 等
位 置
检查项目
级
判定基准
要求
上限
下限
检查方法
1 刻印
2 刻印
检查记录
3
4
刻印
刻印
5 刻印
6 刻印
记号 年月日 检印 1
1a 2
尺寸
2852.4
3
3a 3
尺寸
941.2
2.5
检查基准书作成
4b 4
尺寸
340.9
3
日期:2011.8.26
5b 5
尺寸
114.1
2
质量技术部检查科
6b 6
尺寸
421.4
4
部 长 班长 担 当
7b 7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
PDF 文件使用 "pdfFactory Pro" 试用版本创建
PDF 文件使用 "pdfFactory Pro" 试用版本创建
PDF 文件使用 "pdfFactory Pro" 试用版本创建
尺寸
179.5
2
8b 8
尺寸
361
4
9b 9
尺寸
303.8
3
PDF 文件使用 "pdfFactory Pro" 试用版本创建
SMT检查判定基准

直径
项 NO 11 焊锡量
目
内
容
判
定
基
准
焊锡不可超出焊盘 部品下除外,焊锡量涂布2/3以上
100% 12 焊洞 焊洞的面积不可超过20%
13 焊锡量 H h .焊锡高度h≥1/4H电极高度
W .部品上焊锡宽度a≥2/3W电极宽
a H h .引脚焊锡量高度h≥1/4H引脚高
.引脚长度方向焊锡量D≥2/3L引脚长
16 导体剥离 导体剥离不可有
17 FPC打痕 深度在0.1mm以上的打痕不可有
18 FPC划伤 导体露出不可有
19 FPC膨胀
FPC基板目视确认膨胀不可有
20 补强板剥离 补强板剥离不可有
NO 项 目 21 端子部划伤
内
容
判
定
基
准
.铜不可露出 .限度样本有时,参照限度样本
22 FPC/PCB異色 .目視確認不可有 .限度样本有时,参照限度样本
CN端子
NO 项 27 针孔
目
内
容
判
定
基
准
W
端子部针孔宽度在电极宽的1/3以下 其余部线路宽的1/2以下
28 电极欠缺 W
a
边缘残缺
线路欠缺 a≤1/5W
W
中间残缺
29 阻焊层剥离 非焊盘区域剥离不可有
30 other
如有貼附背膠等部材 另行追加外觀檢查基準
D L
a a=0mm
项 NO 14 偏位
目
内 a A
容
判
定
基
准
.引脚与相邻焊盘的间距保持1/2间距以上 a≥1/2A .引脚不可超出焊盘
图1 W b W a 图2 15 金手指 c a
产品购买、入库验收制度
产品购买、入库验收制度
是指企业对于采购的产品进行购买和入库验收的一套规定和程序。
一、购买制度:
1.明确采购需求:根据企业实际需求确定采购数量、规格和品牌等。
2.寻找供应商:通过市场调研、询价、招投标等方式找到合适的供应商。
3.报价比较:比较不同供应商的报价,选择性价比最高的供应商。
4.签订合同:制定采购合同,明确产品规格、数量、价格、交付期限、质量要求等。
二、入库验收制度:
1.验收标准:制定产品的验收标准,包括外观、数量、质量、包装等方面的要求。
2.验收流程:对进货的产品进行验收,包括数目核对、外观检查、样品抽检等。
3.验收记录:将采购产品的验收情况进行记录,包括验收日期、验收人员、产品名称、数量、质量情况等。
4.验收结果处理:根据验收结果,对合格品进行入库,对不合格品进行退货或处理。
(可根据实际情况制定具体的处理措施)
5.入库记录:将入库产品的信息进行记录,包括入库日期、产品名称、数量、质量情况等。
以上是一个简单的产品购买、入库验收制度的步骤,具体实施需要根据企业的情况进行相应的调整和完善。
在操作过程中,要注重对供应商的选择、产品质量的保证、入库流程的规范等方面的管理,以确保企业能够顺利采购和入库合格的产品。
品检课部品检查手顺

五金品检课部品检查手顺书1.0目的:使检查员能按统一手顺检测产品,并进一步确保部品品质。
2.0范围:适用于五金事业部所有检查员。
3.0职责和权限:3.1 检查员依据客户提供的部品图纸进行检查,并依照图纸的规格实施判定。
3.2 班组长对检查员进行监督和教育。
4.0外观:指产品的外表品质特性符合程度,及损伤缺陷、美感等。
5.0作业内容:5.1检查准备:按照当日当时段生产之部品,准备好相应检查作业指导书及相应检查记录表。
5.2抽样:按照抽样标准实施对各生产批进行抽样。
a. IPQC按照:2PCS/1次/2Hb. IQC与OQC按照:MIL-STD-105E进行抽样,若客户有特殊要求时,按照客户要求执行,加严检查按照《加严抽样水准表》实施。
5.3 检查方法:先检查形状,外观,再测量尺寸。
①. 材质确认:根据客户提供图纸及检查作业指导书进行确认。
②.形状确认:a. 按照作业指导书,从左至右,从上至下,并有手点动作(即:作业指导书中的每一条线所指部品哪个面等)。
b. 确认是否有漏工序现象(如:漏冲孔,漏铆钉,漏碰焊,漏攻牙,漏面押,漏涂锈,漏折弯,漏凸米,漏刻印,漏字唛等不良)。
③.外观确认:(确认外观时,要有手翻部品动作)a. 确认毛刺方向是否与作业指导书一致,所有的剪口边,毛刺量是否满足图面要求;所有孔内不能有毛刺。
b. 部品的每一部位(如:所有折弯,桥位,孔,角穴等)是否有变形,破损,表面模痕,氧化,断面是否生锈,压线是否崩。
c. 划伤,打痕,压印按照各客户提供的标准实施判定。
d. 刻印:是否清晰,线长,宽,高,字体,大小,内容等是否与要求一致。
e. 孔及角穴:数量,位置,形状是否与作业指导书一致,是否有变形等。
f. 翻边孔:数量,位置,翻边突出方向是否与作业指导书一致,根部是否有裂纹,裂痕,破损,翻边是否翻开。
g.凸米:数量,位置,突出方向是否与作业指导书一致,根部是否有裂纹,裂痕,破损,拉伤,不清角,顶部被冲穿等不良现象,直升位,外径,高度是否与要求一致。
入库检查基准

1.目的通过规范统一的抽样检验,使产品质量得到有效控制确保入库的产品满足生产需要从而符合客户的要求。
2.适用范围适用于大永的来料、入库检验。
3.用语定义3.1 一般检查按正常的抽样基准,对每LOT进行检查;记录检查成绩书;3.2 管理检查客户指定的供应商,纳入品质实际安定化,不用每LOT执行检查,每半年一次实施检查,检查项目只进行外观检查,其他项目只确认供应商的检查成绩书。
3.3 不检查对构成的LOT的部品的规格、式样正确与否以及到达时的包装状态进行的确认,不需要填写成绩书.3.4 AQL(Acceptable Quality Level)"合格品质水准"的意思是抽样检查里LOT的合格、不合格决定时,觉得工程的平均不良率水准满足,不良率的上限或100单位缺点数的上限值。
3.5 LOT统一的生产条件下生产的一些的检查单位集合体。
4.职责4.1 检验员依抽样标准进行抽样;4.1.1 入库检验员:负责原材料的进货检验;4.2 所有检验员均需按规定的程序检验并填写检查记录;4.3 代理权责:负责稽核。
5.内容5.1 抽样批次的确定5.1.1 品名规格不同,批次不同;5.1.2 品名相同,规格不同,批次不同;5.1.3 品名规格相同,存在着不同项目差异时批次不同(如:外径,材料的温度,生产车间等);5.1.4 批次不同时都应进行抽检。
5.2检验抽样标准(见下表)(抽样标准参照同类生产企业标准,并且满足顾客的质量要求)5.2.1 正常检验一次抽样表5.2.2 在资材别“资材入库检查标准”中如规定抽样数量时,按该标准执行。
5.2.3 当抽样数量大于20EA时,只抽取20EA5.3 管理检查部品,在发生入库不良或工程不良时,由管理检查变更为一般检查;一般检查20Lot未再发生不良时,再由一般检查变更为管理检查;5.4 不检查部品,品质安定,统计最近一年内未发生不良,该部品由管理检查变更为不检查;6.资材入库程序生产7. 抽样检查不合格处理7.1 对所抽样按检验规定的检验项目进行逐项检验;7.2 当正常检验结果判为批次不合格时,原资材实行退货处理,厂家改善后二次送货实行加严抽验;7.3 加严抽样检验结果全部合格时,判定批次合格;不合格时:实行退货处理,厂家改善后三次送货实行特殊抽验.7.4 特殊抽验结果全部合格时,判定批次合格;不合格时,取消该原资材厂家合格分供方资格7产品退货.7.5 对铜丝的进货检验原则上抽取1M/轴,但可按实际情况进行调整.7.6 对PVC每种规格、颜色别抽取1袋,但可按实际情况进行调整.7.7 入库检查判定批次不合格时按“资材入库不合格处理流程”进行。
部品检查Q-MAP

制源 对照Bom,确认部品厂家及 数量 部品正确符合图面 无螺丝松动,组装不 良及线束缺失 对照电路图 无Harness缺失 ●
IQC 周期
S-1 2.5
韩兴 LQC 检查 周期 检查
OQC 周期 检查
LG IQC 周期
Байду номын сангаас强度
用拉力计测量
符合图面要求
●
G-1 2.5
亲环境
XRF检测
部品满足LT(65)-B3514基准
●
月/次 Maker别1EA
其他
线数
图面电路图 用放大镜检查 - IPM与Heatsink之间紧固 -确认PCB上端子与对应 Harness连接状态
●
S-1 2.5
部品组装状态 (外观检查)
Spec满足图面要求
●
G-1 2.5
控制盒 Control Box
电源线材质确认 火烧
无异常
●
1次/月
插拔力
用拉力计测量
符合图面要求
●
G-1 2.5
注塑部品检查基准书(SIP)

包装检 验
包装材料与装箱数量
项目 检验类别 FA 首末件检查 PQC 工程检查 FQC 入库检查
包装箱、隔板、装箱数量符合“捆包仕样书”之规定。
频率 首检:生产前,生产暂停后再生产时。末检:生产结束后。 外观:每2小时一次,每次抽查10pcs/1模;尺寸:2模/4小时。 外观AQL=0.65(ISO2859-1),尺寸抽检2模
FA/O FA/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O
O
模具取数
重要度 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 重要 重要 重要 重要 重要
E
O
重要
产品颜色 原料与型号
产品图样
图面版本 日期
色调
自然色
使用材料(型号)
POM
使用材料(安规等级) UL94HB(HBF)以上认可品
顶针迹
凹0.2以下
通纸面,摺动面
划伤、缩水、融接线、PL线、凸出等不可(一点划线部)
[1]
尺寸检 oHS适合品(构成部材·副资材RoHS适合证明清单+分析数据)
RoHS RoHS
XX有限公司
注塑部品检查基准书(SIP)
客户
品名
品番
模具编号
项目
检查内容
样品核对
检查要领 形状、结构、刻印等符合标准样板
表面状态
无污垢、异物及油类附着等
一般外观
符合外观品质基准
形状
与图面形状无不同
变形· 破损
无
裂纹·白化·短喷射 无
外观检 毛边量(含分型面) 查 取毛边屑
0.1以下 无附着
C-DQ-0-304-控制柜部品分级基准
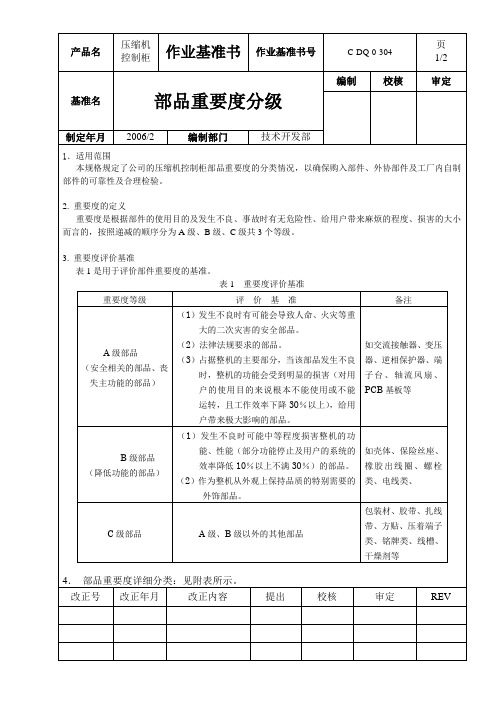
B级部品
(降低功能的部品)
(1)发生不良时可能中等程度损害整机的功能、性能(部分功能停止及用户的系统的效率降低10%以上不满30%)的部品。
(2)作为整机从外观上保持品质的特别需要的外饰部品。
如壳体、保险丝座、橡胶出线圈、螺栓类、电线类、
产品名
压缩机
控制柜
作业基准书
作业基准书号
C-DQ-0-304
页
1/2
基准名
编制பைடு நூலகம்
校核
审定
制定年月
2006/2
编制部门
技术开发部
1.适用范围
本规格规定了公司的压缩机控制柜部品重要度的分类情况,以确保购入部件、外协部件及工厂内自制部件的可靠性及合理检验。
2.重要度的定义
重要度是根据部件的使用目的及发生不良、事故时有无危险性、给用户带来麻烦的程度、损害的大小而言的,按照递减的顺序分为A级、B级、C级共3个等级。
3.重要度评价基准
表1是用于评价部件重要度的基准。
表1重要度评价基准
重要度等级
评价基准
备注
A级部品
(安全相关的部品、丧失主功能的部品)
(1)发生不良时有可能会导致人命、火灾等重大的二次灾害的安全部品。
(2)法律法规要求的部品。
(3)占据整机的主要部分,当该部品发生不良时,整机的功能会受到明显的损害(对用户的使用目的来说根本不能使用或不能运转,且工作效率下降30%以上),给用户带来极大影响的部品。
提出
校核
审定
REV
A级
B级
C级
电子部件
H35用PCB板
〇
阻容吸收器
检验基准书
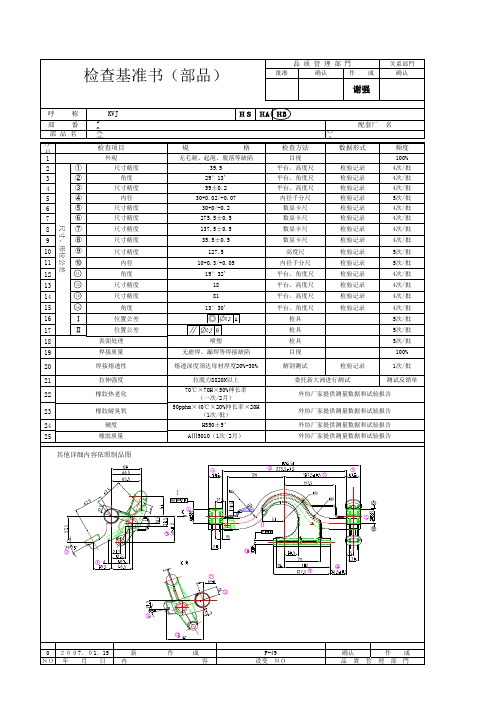
喷塑 无虚焊、漏焊等焊接缺陷
检查方法 目视
平台、高度尺 平台、角度尺 平台、高度尺 内径千分尺
数显卡尺 数显卡尺 数显卡尺 数显卡尺 高度尺 内径千分尺 平台、角度尺 平台、高度尺 平台、高度尺 平台、角度尺
检具 检具 检具 目视
配套厂 名 〇 △
数据形式
频度
100%
检验记录
1次/批
拉脱力8820N以上
70℃×70H×50%伸长率 (一次/2月)
50pphm×40℃×20%伸长率×20H (1次/批)
HS50±5°Βιβλιοθήκη AⅢ5010(1次/2月)
委托新大洲进行测试
测试反馈单
外协厂家提供测量数据和试验报告
外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告
4次/批
检验记录 检验记录
4次/批 4次/批
检验记录 检验记录
5次/批 4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
5次/批
检验记录
5次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
5次/批
5次/批
5次/批
100%
熔透深度须达母材厚度20%-30%
解剖测试
检验记录
表面处理 焊接质量
焊接熔透性
拉伸强度
橡胶热老化
橡胶耐臭氧
硬度 橡胶质量
其他详细内容依照制品图
HS HA HB
規 格 无毛刺、起泡、脱落等缺陷
产品购买、入库验收制度

产品购买、入库验收制度一、目的为了规范产品购买和入库验收工作,确保产品质量和数量符合要求,防止不合格产品进入仓库,提高公司整体运营效率,特制定本制度。
二、适用范围本制度适用于公司各部门产品的购买和入库验收工作。
三、职责分工1. 采购部门负责产品的采购工作,包括供应商选择、采购合同签订、订单下达等。
2. 仓储部门负责产品的入库验收工作,包括产品接收、数量和质量检查、入库登记等。
3. 质量部门负责对产品进行抽检,确保产品质量符合要求。
4. 财务部门负责对采购订单和入库单进行核对,确保财务数据的准确性。
四、产品购买1. 采购部门应根据各部门的需求计划,选择合适的供应商,并与其签订采购合同。
合同应明确产品的名称、规格、数量、质量要求、交货日期、价格、付款方式等条款。
2. 采购部门应根据合同要求,下达采购订单,并跟踪订单执行情况。
3. 采购部门应与供应商保持良好的沟通,确保产品质量和交货时间符合要求。
4. 采购部门应定期对供应商进行评估,包括产品质量、交货时间、价格、服务等方面,以确保供应商的持续改进。
五、入库验收1. 仓储部门应根据采购订单和入库单,核对产品的名称、规格、数量、质量要求等是否与订单一致。
2. 仓储部门应对产品进行数量验收,确保产品数量与入库单一致。
如有差异,应立即与采购部门联系,查明原因并采取相应措施。
3. 仓储部门应对产品进行质量验收,包括外观检查、性能测试等。
如发现产品质量问题,应立即与质量部门联系,进行进一步的检验和处理。
4. 仓储部门应对验收合格的产品进行入库登记,包括产品名称、规格、数量、质量状况、入库时间等信息,并建立产品档案。
5. 仓储部门应定期对库存产品进行盘点,确保库存数据的准确性。
六、质量控制1. 质量部门应定期对供应商进行质量评估,包括产品检验报告、客户反馈等,以确保供应商的产品质量符合要求。
2. 质量部门应对入库产品进行抽检,包括外观检查、性能测试等,确保产品质量符合要求。
PCBA检验标准指导书
14.疑义的处理 对本规格书产生疑义时,以书面形式通知上海中航光电子有限公司。 仅限于收到通知的情况下,进行检讨处置。
振动试验
5 5~100Hz、19.6m/s2、1 分钟/周期
各 120 回
XYZ 方向 注)100~500 Hz
冲击试验
5
980m/s2 、11ms、 XYZ 方向
各5回
注)由于设备原因,5~100Hz 的条件下不能评价的情况下,也可以用 100~500Hz。
但是,100~500Hz 的条件的设备在设备配备时要改为 5~100Hz。
20异色PCBA 单不可有异色。要求品质项目
No. 项
目
21 外 部品外观 观 检 查
文件编号:TM-SP-D0006-01 10/28
要求品质项目和规格条件
规格条件
目视检查。 1)破损
a)chip 部品以外的情况 (1)PKG 形部品 •封装外壳上无龟裂,破损 •端子上无裂痕,锈蚀 (2)Bare chip 形部品 •封装树脂无龟裂,破损 •内部 IC 以及电线端子无露出 (3)FPC •无破裂,切断 •无铜箔露出。没到达导体的伤痕为良品 •铜箔露出部做镀金处理了为良品 (4)Shield finger •无龟裂,破损 •最初从印刷基板剥离下来的部分的尺寸 U 为 2.0mm≤U ≤3.5mm
文件编号:TM-SP-D0006-01 6/28
16-2.关于不良部品的解析评价 对于制造工程中发生的不良部品,委托部品厂家解析调查,以书面形式报告上海中 航光电子有限公司。另外,在上海中航光电子有限公司调查时有时会要求提供不良 部品。
新规部品导入控制规定
现品票以示区分,并注明“ 样 入库单独放置, 现品票以示区分,并注明“PP样”,入库单独放置,试产中要对所有 发生的不符合现象记录,进行原因分析,建立对策。 发生的不符合现象记录,进行原因分析,建立对策。
8 量产:量产时保证人员,设备,材料,作业方法能够满足要求。 量产:量产时保证人员,设备,材料,作业方法能够满足要求。
新规部品管理流程图
客户图面/ 要求
营业接收、通报 OK工模检讨 NhomakorabeaNG
要求客户变 更
模 具 设 计
模具备料, 加工、组立
资 材 纳 入
模具变更/修正
试
模 NG
样 品 提 出 NG 客户承认 OK 营 业 移 交
工模QE确认
OK
工模部
承认书、样品
品质部制作 检验基准书
模具移交生产部
PP试产
9
量 产
外发新规部品管理流程图
7
PP试产准备 试产准备
生产/品质部负责确定试生产的新设备、工装夹具 量具 量具/试验设备要 生产 品质部负责确定试生产的新设备、工装夹具/量具 试验设备要 品质部负责确定试生产的新设备 求,确保能够满足产品需求,QC部根据客户要求 及图纸作成检验 确保能够满足产品需求, 部根据客户要求 基准书,QC工程图,QE编制产品包装标准,生产根据产品要求做 基准书, 工程图, 编制产品包装标准, 工程图 编制产品包装标准 成作业标准,根据作业标准和检验基准书,生产部 品质部分别对作 成作业标准,根据作业标准和检验基准书,生产部/品质部分别对作 业人员及QC人员进行标准化教育。如客户有要求对初始过程能力研 人员进行标准化教育。 业人员及 人员进行标准化教育 究,必须进行CPK的计算。生产部组织相关单位进行小批试制,小 的计算。 必须进行 的计算 生产部组织相关单位进行小批试制, 批试制应在将要正式生产的工装、设备、环境、操作人员、 批试制应在将要正式生产的工装、设备、环境、操作人员、设施和 循环时间等条件下进行;品质,技术专人跟进试产情况,PP样专用 循环时间等条件下进行;品质,技术专人跟进试产情况, 样专用
部品检查基准(外观及缺陷区分基准)

文件名称章 节IK-C-QC-011版本A-000本页修订次数页次CRMAMI 1.外观○○○○○○○○○○○5.HOT STAMPING状态与限度样板比较检查(侧面角度须确认)气泡及针眼(离100CM确认)气泡及针眼(离50CM确认)错字、脱字等浸延、模糊等(离100CM确认)4.光泽及色泽浸延、模糊等(离50CM确认)与限度样板比较检查(正面角度须确认)判定区分2.表面划伤、收缩、变形形状确认(离100CM确认)形状确认(离50CM确认)3.状态4) 不良品:一个以上有缺陷的检查单位;5) 缺陷:检查规格、仕样书、图纸等与要求事项超出部位. 6.检查项目及判定基准:1.表面有油渍、斑点、变色等一般布块明易擦掉清洁剂使用时才可擦掉检查项目检查内容检查基准1) 致命缺陷:a.部品使用或运输保存都危险或不安全情况发生可能导致的缺陷;b.产品的基本机能或装配时可能发生重大影响的缺陷;2) 重缺陷:不是致命缺陷,但实际降低检查LOT单位的实用性并预计难以达到初期机能 状态的缺陷;3) 轻缺陷:检查LOT单位的实用性或有效的使用、装配等到上几天乎没有影响的缺陷; 4.检查条件 1)周围条件按照收入检查规则(IK-C-QC-004)第11条"检查现场的选择及管理". 2)检查设备的准备及管理按照收入检查规则(IK-C-QC-004)第12条"检查设备的准备及管理". 5.不良区分的界限及用语说明: 本基准是英可电子有限公司采购的所有材料进行品质基准的适合性检验、判定.通过将 部品品质判定的客观性及提高品质意识投入到生产线,以提高品质保证的效率为目的. 2.检查方式的选择及LOT的构成:按照收入检查规则(IK-C-QC-004)"检查方式及水准"及"LOT"构成. 3.试料采取方法:按照抽样检查规则(IK-C-QC-002)方式进行;文件编号 部品检查基准四 部品缺陷区分基准121.目的:。
部品等级Level 别试料验证基准与事后评价
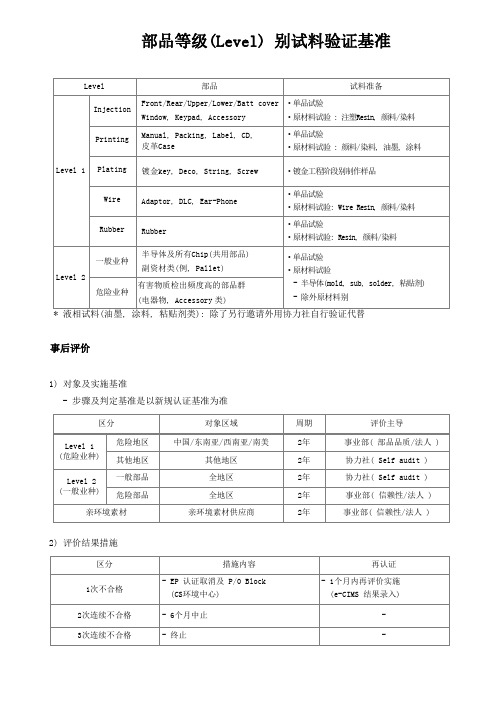
2) 评价结果措施
区分 1次不合格 2次连续不合格 3次连续不合格
措施内容 - EP 认证取消及 P/0 Block
(CS环境中心)
- 6个月中止
- 终止
周期 2年 2年 2年 2年 2年
评价主导 事业部( 部品品质/法人 ) 协力社( Self audit ) 协力社( Self audit ) 事业部( 信赖性/法人 ) 事业部( 信赖性/法人 )
部品等级(Level) 别试料验证基准
Level
部品
试料准备
Injection Front/Rear/Upper/Lower/Batt cover ·单品试验
Window, Keypad, Accessory
·原材料试验 : 注塑Resin, 颜料/染料
Printing Manual, Packing, Label, CD, 皮革Case
* 液相试料(油墨, 涂料, 粘贴剂类): 除了另行邀请外用协力社自行验证代替
事后评价
1) 对象及实施基准 - 步骤及判定基准是以新规认证基准为准区分ຫໍສະໝຸດ Level 1 (危险业种)
危险地区 其他地区
Level 2 (一般业种)
一般部品 危险部品
亲环境素材
对象区域 中国/东南亚/西南亚/南美
其他地区 全地区 全地区 亲环境素材供应商
·单品试验 ·原材料试验: Resin, 颜料/染料
Level 2
半导体及所有Chip(共用部品) 一般业种
副资材类(例, Pallet) 有害物质检出频度高的部品群 危险业种 (电器物, Accessory 类)
·单品试验 ·原材料试验
- 半导体(mold, sub, solder, 粘贴剂) - 除外原材料别
产品购买、入库验收制度范文(3篇)

产品购买、入库验收制度范文一、目的本制度的目的是规范和管理公司的产品购买和入库验收流程,确保产品质量和数量的准确性,提高库存管理的效率和精确性。
二、适用范围本制度适用于公司所有涉及产品购买和入库验收的部门和人员。
三、责任1. 采购部门负责统筹、协调公司所有产品的购买事宜,并确保供应商的选择和质量达到公司的要求。
2. 仓储部门负责产品的入库验收工作,并保证产品的数量和质量与采购订单一致。
3. 产品质量管理部门负责监督和检验入库产品的质量,确保符合公司的标准。
四、产品购买流程1. 采购部门根据公司的需求和预算,制定采购计划。
2. 采购部门进行供应商的筛选,与符合要求的供应商进行洽谈和协商。
3. 采购部门根据协商结果制定采购合同,并与供应商签署。
4. 采购部门对采购合同中的产品规格、数量、价格、交付时间等进行核对和确认。
5. 采购部门通知供应商进行产品的生产和交付。
6. 采购部门跟踪供应商的生产和交付进度,确保按照合同规定的时间和数量交付产品。
7. 采购部门与供应商共同进行产品的验收,确保产品质量和数量符合合同规定。
五、产品入库验收流程1. 供应商将交付的产品送至仓储部门。
2. 仓储部门根据采购合同核对产品的规格、数量和质量。
a) 仓储部门首先对产品的外观进行检查,确保产品无明显的变形、损坏或污染。
b) 仓储部门根据采购合同要求,对产品的尺寸、重量、包装等进行检查。
c) 仓储部门进行产品的抽样检验,包括外观、性能等。
d) 仓储部门对产品的包装进行检查,确保包装完好无损。
3. 产品质量管理部门进行产品的全面检验,并参考公司的标准和要求进行评估。
a) 产品质量管理部门对产品的外观、尺寸、重量等进行检查。
b) 产品质量管理部门进行产品的性能测试,确保产品符合公司的标准。
c) 产品质量管理部门对抽样产品进行质量评估,确保产品达到要求。
4. 仓储部门和产品质量管理部门对检验结果进行确认和记录。
六、异常情况处理1. 如果发现产品的数量和采购订单不一致,仓储部门立即通知采购部门,并协商解决办法。
产品购买、入库验收制度
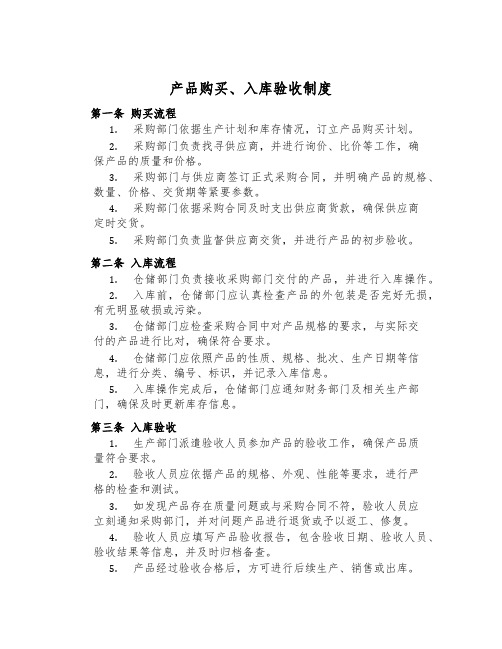
产品购买、入库验收制度第一条购买流程1.采购部门依据生产计划和库存情况,订立产品购买计划。
2.采购部门负责找寻供应商,并进行询价、比价等工作,确保产品的质量和价格。
3.采购部门与供应商签订正式采购合同,并明确产品的规格、数量、价格、交货期等紧要参数。
4.采购部门依据采购合同及时支出供应商货款,确保供应商定时交货。
5.采购部门负责监督供应商交货,并进行产品的初步验收。
第二条入库流程1.仓储部门负责接收采购部门交付的产品,并进行入库操作。
2.入库前,仓储部门应认真检查产品的外包装是否完好无损,有无明显破损或污染。
3.仓储部门应检查采购合同中对产品规格的要求,与实际交付的产品进行比对,确保符合要求。
4.仓储部门应依照产品的性质、规格、批次、生产日期等信息,进行分类、编号、标识,并记录入库信息。
5.入库操作完成后,仓储部门应通知财务部门及相关生产部门,确保及时更新库存信息。
第三条入库验收1.生产部门派遣验收人员参加产品的验收工作,确保产品质量符合要求。
2.验收人员应依据产品的规格、外观、性能等要求,进行严格的检查和测试。
3.如发现产品存在质量问题或与采购合同不符,验收人员应立刻通知采购部门,并对问题产品进行退货或予以返工、修复。
4.验收人员应填写产品验收报告,包含验收日期、验收人员、验收结果等信息,并及时归档备查。
5.产品经过验收合格后,方可进行后续生产、销售或出库。
第四条相关责任1.采购部门负责订立采购计划,并确保与供应商签订正式采购合同。
2.仓储部门负责妥当保管、分类、编号、标识入库产品,并参加入库数据的更新。
3.生产部门负责派遣合格的验收人员参加产品的验收,并及时处理不合格产品。
4.财务部门负责及时支出供应商货款,并更新库存信息。
5.验收人员要认真履行职责,严格依照规定进行验收工作。
第五条惩罚措施1.供应商供应的产品质量不符合要求,采购部门有权拒绝接收,并通过法律途径追究其责任。
2.仓储部门未按规定进行入库操作,造成产品损坏或遗失的,应承当相应的赔偿责任。
受入检查基准

受入检查基准
标准代码 IQC-01 审 查 作 成
PAGE 1/2
管理责任者
承 认
受入检查基准
1、 目的 、 使生产中所用原材料受入检查基准化,确保来料品质。 使生产中所用原材料受入检查基准化,确保来料品质。 2、 适用范围 、 本基准适用于智楠所有的原材料之受入检查。 本基准适用于智楠所有的原材料之受入检查。 智楠所有的原材料之受入检查 3、 制定、改废 、 制定、 1) 本基准由品质主管担当起草作成、经理审查,总经理承认后制定成文。 ) 本基准由品质主管担当起草作成 经理审查 总经理承认后制定成文 品质主管担当起草作成、 审查, 承认后制定成文。 2) 本基准的管理责任者为品质管理。 ) 本基准的管理责任者为品质管理。 品质管理 3) 当有必要对本基准进行变更时,管理责任者应立即进行修改,取得成总经理承认后按规定的手续 ) 当有必要对本基准进行变更时,管理责任者应立即进行修改,取得成总经理承认后按规定的手续 通知相关部门。 通知相关部门。 4) 变更内容要记录在变更来历栏上并保留。 ) 变更内容要记录在变更来历栏上并保留。 4、 责任权限 、 1、材料的受入窗口为生产部管理部门; 、材料的受入窗口为生产部管理部门; 生产 2、材料的检查担当为品质部门。 、材料的检查担当为品质部门。 5、 检查 、 1 、检查项目: 检查项目: 1)材质证明:确认有无材质证明(MSDS 报告,同一供应商相同材料纳入时,首次或工程变更时 )材质证明:确认有无材质证明( 报告,同一供应商相同材料纳入时, 材质证明书即可) 提供 MSDS 材质证明书即可) 2)外观:确认生产日期、供应商名、批号、数量、颜色是否与样品要求相符、包装是否完好。 )外观:确认生产日期、供应商名、批号、数量、颜色是否与样品要求相符、包装是否完好。 3) 检查批次:以入库批次为单位。 ) 检查批次:以入库批次为单位。 4) 抽检方式:以受入检查抽样基准(AQL)的抽样方案进行实施检查。 ) 抽检方式: 受入检查抽样 抽样基 )的抽样方案进行实施检查。 2、 检查结果的处置 、 (1) 合格时,贴上合格标识。 ) 合格时,贴上合格标识。 (2)不合格时的处置 ) 1)根据对象批次,不合格材料与合格材料区分并标识,需要特采,按公司规定的特采基准 )根据对象批次,不合格材料与合格材料区分并标识 需要特采, 处理, 品管责任者承认,被认定为特采对象品时,贴上特采标识。 处理,由品管责任者承认,被认定为特采对象品时,贴上特采标识。 /03/12
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
部品购入检查实施基准
1.目的
该基准以规定与购入检查相关的基本项目,进行合理的检查为目的。
2.适用
适用于购买品的购入检查;亦适用于在供应商货源处的验证。
3.检查方式
⑴根据各部品所制定的购入检查基准书进行检查。
⑵确认属于获得第三者机关认证(ISO9000,QS9000认证)的供应商提供的部品,由供给课依据《材料入库实施基准》确认料号,数量。
但设有重要特性项目的部品,同1项检查基准书进行检查。
⑶必要时,可对供应商提供数据进行评价。
⑷必要时,还可以使用由认可实验室进行的部品评价。
4.抽样数及判定基准
⑴抽样数Ⅰ(除有QS9000要求顾客以外的部品)。
⑵抽样数Ⅱ(有QS9000要求的顾客的部品)。
①条件1
以n=200抽样检查,连续20个LOT未检出1个不合格时可以更换为条件2检查。
②条件2
以n=50抽样检查,只要检出1个不合格时,即更换为条件1检查。
注1:检查LOT,可以是8小时的生产数或不超出1日的生产数,以较少者设定LOT。
注2:检查LOT的大小,等于或小于上表的抽样数则全数检查。
注3:首批LOT以条件1实施检查。
〈CHRYSLER〉
注1:检查LOT,可以是8小时的生产数或不超出1日的生产数,以较少者设定LOT 。
注2:检查LOT的大小,等于或小于上表的抽样数则全数检查。
但是,如有顾客承认的Control Plan 时,依其内容规定的拔取数及检查LOT优先使用。
另外,需在检查基准书上记入应实施的抽样数及检查LOT。
〈GM/DELCO〉
适用由顾客承认的Control Plan 中明确规定的抽样数及检查LOT。
另外,检查基准书须记载应实施的抽样数及检查LOT。
⑶判定基准
参考:Ac─Acceptance number 合格判定个数
Re─Rejection number 不合格判定个数
5.检查准备
5.1检查基准书作成
部品检查前依照《部品检查基准书作成要领》作成检查基准书。
5.2检查LOT之形成
交货LOT为1个检查LOT。
6.检查实施
6.1 ⑴检查前购入部品应由资材部门放至[部品待检置场]。
⑵依传票之料号及本基准第3项规定的检查方式进行检查。
⑶按检查基准进行检查。
⑷检查员需是受过教育训练或具有同等能力者。
⑸暂定追加检查项目,依生技发行委托测定之图面或由IQC课长以上指定要求进
行测定。
6.2 尺寸﹑性能﹑外观﹑动作检查:
⑴抽样:依抽样水准来实行。
⑵检查环境条件:温度3℃─35℃。
⑶检查LOT的处置:
(a)合格LOT:
检查判定合格时,在入库传票,部分现品票上盖蓝色OK印,传票交给资材部
门。
部品由资材部门放到指定置场。
(b)不合格LOT:
检查LOT判定不合格时,在入库传票,部分现品票上,盖红色NG印,传票交给
资材部门。
部品由资材部门放到[不合格品置场]。
如需特采运用时,按《特采运
用基准》实行,不需特采或不可特采的不合格部品由资材退还生产厂家。
7.LOT不合格发生情况的通知:
LOT不合格发生时,入库传票盖NG印,购入检查成绩书中记入不合格部品内容,并且发行不合格《LOT对策联络书》(表格:QI-010-00C),配布:资材部,生产厂家。
注:总公司来料发生不合格时,向资材部门发行“异常品质联络书A”(表格:QI-010-00D)由资材部门联系总公司。
8.再检查LOT(不合格LOT经生产厂家处置后再次检查的LOT)的抽样:不合格LOT再检查品,在购入检查成绩书上备注栏注明处置结果,再检查成绩书上备注栏注明“不合格LOT再检查”。
9.全数检查
⑴海外品﹑生产急需品发生LOT不合格时,可由资材部委托IQC全检组进行全数选别
检查。
⑵市场重大投诉之不良部品,根据8D会议要求或部检课长以上之要求,IQC全检组对
其进行全数检查。
10.购入检查之记录:
⑴检查结果记入《购入检查管制表》(表格:QI-010-00A)以及«检查成绩书»(表
格:QI-010-00B)。
⑵全检结果记入«部品全检日报表»(表格:QI-010-00E)及«部品全检履历表»(表
格:QI-010-00F)。
⑶对有QS9000要求的顾客的部品的重要特性项目,在检查项目左侧栏外标示,识别。
识别要用顾客规定的用语或符号(GM/DELCO:“◇”;FORD:“SC”;CHRYSLER:因无业务不作考虑),用红色标记。
11.记录的管理
与购入检查相关的记录,需保存4年,管理按«品质记录管理基准»实施。
12.实施开始日
1999年5月25日
附表1 购入、出货检查成绩书
附表2 购入检查管制表供应商:。