Thermal stress during solidification
材料成型工艺基础部分(中英文词汇对照)
材料成型工艺基础部分(中英文词汇对照)材料成型工艺基础部分0 绪论金属材料:metal material (MR)高分子材料:high-molecular material陶瓷材料:ceramic material复合材料:composition material成形工艺:formation technology1 铸造铸造工艺:casting technique铸件:foundry goods (casting)机器零件:machine part毛坯:blank力学性能:mechanical property砂型铸造:sand casting process型砂:foundry sand1.1 铸件成形理论基础合金:alloy铸造性能:casting property工艺性能:processing property收缩性:constringency偏析性:aliquation氧化性:oxidizability吸气性:inspiratory铸件结构:casting structure使用性能:service performance浇不足:misrun冷隔:cold shut夹渣:cinder inclusion粘砂:sand fusion缺陷:flaw, defect, falling流动性:flowing power铸型:cast (foundry mold)蓄热系数:thermal storage capacity 浇注:pouring凝固:freezing收缩性:constringency逐层凝固:layer-by-layer freezing 糊状凝固:mushy freezing结晶:crystal缩孔:shrinkage void缩松:shrinkage porosity顺序凝固:progressive solidification 冷铁:iron chill补缩:feeding等温线法:constant temperature line method 内接圆法:inscribed circle method铸造应力:casting stress变形:deforming裂纹:crack机械应力:mechanical stress热应力:heat stress相变应力:transformation stress气孔:blow hole铸铁:ingot铸钢:cast steel非铁合金:nonferrous alloy灰铸铁:gray cast-iorn孕育处理:inoculation球墨铸铁:spheroidal球化处理:sheroidisation可锻铸铁:ductile cast iron石墨:graphite蠕墨铸铁:vermicular cast iron热处理:heat processing铝合金:Al-alloy熔炼:fusion metallurgy铜合金:copper alloy氢脆:hydrogen brittleness1.2 铸造方法(casting method)手工造型:hand moulding机器造型:machine moulding金属型:metal mold casting金属模:permanent mould压力铸造:press casting熔模铸造:investment moulding蜡膜:cere离心铸造:centrifugal casting低压铸造:casting under low pressure 差压铸造:counter-pressure casting 陶瓷型铸造:shaw process1.3 铸造工艺设计浇注位置:pouring position分型面:mould joint活块:loose piece起模:patter drawing型芯:core型芯撑:chaplet工艺参数:processing parameter下芯:core setting合型:mould assembly冒口:casting head尺寸公差:dimensional tolerance尺寸公差带:tolerance zone机械加工余量:machining allowance 铸孔:core hole非标准:nonstandard label收缩率:rate of contraction线收缩:linear contraction体收缩:volume contraction起模斜度:pattern draft铸造圆角:curving of castings芯头:core register芯头间隙:clearance芯座:core print seat分型线:joint line分模线:die parting line1.4 铸造结构工艺性加强筋:rib reinforcement撒砂:stuccoing内腔:entocoele2 金属塑性加工塑性加工:plastic working塑性:plastic property锻造:forge work冲压:punching轧制:rolling拉拔:drawing挤压:extruding细化晶粒:grain refinement热锻:hit-forging温锻:warm forging2.1 金属塑性加工理论基础塑性变形:plastic yield加工硬化:work-hardening韧性:ductility回复温度:return temperature 再结晶:recrystallize再结晶退火:full annealing冷变形:cold deformation热变性:heat denaturation锻造比:forging ratio镦粗:upset拔长:pull out纤维组织:fibrous tissue锻造性能:forging property可锻性:forgeability变形抗力:resistance of deformation化学成分:chemical constitution热脆性:hot brittleness冷脆性:cold-shortness变形速度:deformation velocity应力状态:stress condition变形温度:deformation temperature过热:overheating过烧:burning脱碳:carbon elimination始锻温度:initiation forging temperature 终锻温度:final forging temperature2.2 金属塑性加工方法自由锻:flat-die hammer冲孔:jetting弯曲:bend弯曲半径:bending radius切割:cut扭转:twist rotation错移:offsetting锻接:percussion基本工序:basic process辅助工序:auxiliary process精整工序:finishing process模锻:contour forging锻模:forging die胎膜锻:fetal membrane forging剪床:shearing machine冲床:backing-out punch冲裁:blanking弹性变形:elastic distortion塑性变形:plastic yield剪切变形:shearing deformation最小弯曲半径:minimum bending radius 曲率:angularity弯裂:rupture回弹:rebound辊轧:roll forming辊锻:roll forging斜轧:oblique rolling横轧:transverse rolling辗压:tamping drum挤压:extruding拉拔:draft2.3 塑性加工工艺设计工艺规程:process specification锻件图:forging drawing敷料:dressing锻件余量:forging allowance锻件公差:forging tolerance工夹具:clamping apparatus加热设备:firing equipment加热规范:heating schedule冷却规范:cooling schedule后续处理:after treatment分模面:die parting face冲孔连皮:punching the wad模锻斜度:draft angle圆角半径:radius of corner圆饼类锻件:circumcresent cake-like forging 长轴类锻件:long axis-like forging2.4 锻件结构工艺性锥体:cone斜面:cant空间曲线:curve in space粗糙度:degree of roughness2.5 冲压件结构工艺性3 焊接焊接:welding铆接:riverting熔焊:fusion welding压焊:press welding钎焊:braze welding3.1 焊接理论基础冶金:metallurgy电弧焊:arc welding气焊:acetylene welding电渣焊:electro-slag welding高能束焊:high energy welding 电子焊:electronic welding激光焊:laser welding等离子焊:plasma welding电弧:electric arc阳极区:anode region阴极区:negative polarity弧柱区:arc stream正接法:electrode negative method反接法:opposition method脱氧剂:deoxidizing agent焊缝:welded seam焊缝区:weld zone熔合区:fusion area热影响区:heat-affected zone脆性断裂:brittle fracture过热区:overheated zone正火区:normalized zone相变区:phase change zone焊接应力:welding stress收缩变形:contraction distortion角变形:angular deformation弯曲变形:bend deformation扭曲变形:warping deformation波浪变形:wave transformation反变形法:reversible deformation method 刚性固定法:rigid fixing method预热:warming-up缓冷:slow cool焊后热处理:postweld heat treatment矫形处理:shape-righting3.2 焊接方法埋弧焊:hidden arc welding气体保护焊:gas shielded arc welding氩弧焊:argon welding熔化极氩弧焊:consumable electrode argon welding 钨极氩弧焊:argon tungsten-arc welding二氧化碳气体保护焊:CO2 gas shielded arc welding 碳弧焊:carbon arc welding碳弧气刨:carbon arc air gouging电渣焊:electro-slag welding高能焊:high grade energy welding等离子弧切割:plasma arc cutting (PAC)堆焊:bead weld电阻焊:resistance welding电焊:electric welding缝焊:seam welding压焊:press welding多点凸焊:multiple projection welding对焊:welding neck摩擦焊:friction welding扩散焊:diffusion welding硬钎料:brazing alloy软钎料:soft solder3.3 常用金属材料的焊接焊接性:weldability焊接方法:welding method 焊接材料:welding material 焊条:electrode焊剂:flux material碳素钢:carbon steel低碳钢:low carbon steel中碳钢:medium carbon steel 高碳钢:high carbon steel低合金钢:lean alloy steel不锈钢:non-corrosive steel 有色金属:nonferrous metal 3.4 焊接工艺设计型材:sectional bar药皮:coating焊丝:soldering wire连续焊缝:continuous weld断续焊缝:intermittent weld应力集中:stress concentration焊接接头:soldered joint坡口:groove对接:abutting joint搭接:lap joint角接:corner joint4 粉末冶金(power metallurgy)粉末冶金成品:finished power metallurgical product 铁氧体:ferrite硬质合金:sintered-carbide高熔点金属:high-melting metal陶瓷:ceramic4.1 粉末冶金工艺理论基础压坯:pressed compact扩散:diffusion烧结:agglomeration固溶:solid solubility化合:combination4.2 粉末冶金的工艺流程制备:preparation预处理:anticipation还原法:reduction method电解法:electrolytic method雾化法:atomization粒度:grain size松装密度:loose density流动性:flowing power压缩性:compressibility筛分:screen separation混合:compounding制粒:pelletization过烧:superburning欠烧:underburnt5 金属复合成型技术自蔓延焊接:SHS welding热等静压:HIP准热等静压:PHIP5.1 液态成型技术与固态成型技术的复合高压铸造:high-pressure casting电磁泵:magnetic-pump压射成型:injection molding柱塞:plunger piston冲头:drift pin凝固法:freezing method挤压法:extrusion method转向节:knuckle pivot制动器:arresting gear5.2 金属半凝固、半熔融成型技术凝固:freezing半熔融:semi-vitreous触变铸造:thixotropy casting触变锻造:thixotropy forging注射成型:injection molding5.3 其他金属成型新技术快速凝固:flash set非晶态:amorphous溢流法:press over system喷射沉积:ejecting deposit爆炸复合法:explosion cladding method 扩散焊接:diffusion welding挤压:extruding轧制:roll down6 非金属材料成型技术6.1 高分子材料成型技术高分子材料:non-metal material耐腐蚀:resistant material绝缘:insulation老化:ageing耐热性:heat-durability粘弹性:viscoelasticity塑料:plastic material橡胶:rubber合成纤维:synthetic fibre涂料:covering material粘结剂:agglomerant粘度:viscosity热塑性塑料:thermoplastic plastics 热固性塑料:thermosetting plastic 通用塑料:general-purpose plastics 工程塑料:engineering plastic薄膜:thin film增强塑料:reinforced plastics浇注塑料:pouring plastics注射塑料:injiection plastics挤出塑料:extrusion plastics吹塑塑料:blowing plastics模压塑料:die pressing plastics聚合物:ploymer semiconductor吸湿性:hygroscopic cargo定向作用:directional action生胶:green glue stock填料:carrier丁苯橡胶:SBR顺丁橡胶:BR氯丁橡胶:CR丁腈橡胶:NBR硅橡胶:Q聚氨酯橡胶:U压延:calender硫化:sulfuration胶粘剂:adhesive胶接:glue joint刹车片:brake block零件修复:parts renewal蜂窝夹层:honeycomb core material 6.2 工业陶瓷制品的成型技术干燥:drying坯料:blank润滑剂:anti-friction结合剂:binder热压铸:hot injiection moulding 6.3 非金属材料成型技术的新进展热压烧结:hot pressed sintering7 复合材料的成型技术复合材料:composite material树脂:resin7.1 金属复合材料的成型技术硼纤维:boron fiber钛合金:titanium alloy碳纤维:carbon filter等离子喷涂:plasma spraying浸渍法:immersion method锭坯:ingot blank7.2 聚合物基复合材料的成型技术晶须:whisker缠绕成形:enwind forming湿法缠绕:wet method enwind 7.3 陶瓷复合材料成型技术料浆:slurry溶胶-凝胶法:sol-gel method化学气相沉积:chemical vapor deposition (CVD) 原位:in situ8 材料成型方法的选择粉末冶金:powder metallurgy工程塑料:engineering plastics工程陶瓷:engineering ceramics。
8种土壤原位修复技术
8种土壤原位修复技术土壤原位修复技术是指在污染土壤不被挖掘、移动的情况下直接进行处理,以减少或消除土壤中污染物的过程。
以下是8种常见的土壤原位修复技术:1.热脱附(Thermal Desorption)**-通过加热土壤到一定程度,促使污染物挥发成气态,然后通过捕集系统将这些气体收集并处理,从而去除土壤中的有机污染物。
2.原位生物修复(In Situ Bioremediation)**-利用土壤中存在的自然微生物群落或引入特定的有益微生物来分解土壤中的石油烃类、某些重金属等污染物。
3.化学氧化(Chemical Oxidation)**-添加化学氧化剂(如过硫酸盐、高锰酸钾等)到土壤中,与污染物发生氧化反应,使其转化为低毒或无毒的物质。
4.电动力学修复(Electrokinetic Remediation)**-在土壤中布置电极,利用电解过程驱动污染物离子迁移并通过集中的提取区域进行收集和处理。
5.渗透反应墙(Permeable Reactive Barrier, PRB)**-在地下水流动路径上构建一个含有特定反应材料的墙体,当污染水流经时,污染物会与墙体内的材料发生化学反应,从而达到净化目的。
6.蒸汽注入(Steam Injection)**-向土壤中注入蒸汽,通过加热使污染物蒸发,然后通过抽提井收集蒸气并进行后续处理。
7.原位稳定化/固化(In Situ Stabilization/Solidification, S/S)**-将化学制剂(例如水泥、石灰、磷酸盐等)直接注入受污染的土壤中,使污染物与固化剂结合形成稳定的固体形态,降低其迁移性和生物可利用性。
8.土壤冲洗(Soil Washing)**-虽然严格意义上不属于完全的原位修复技术,但有时也包括局部机械扰动后采用水或其他溶剂清洗土壤,溶解并移除污染物,然后通过物理分离或化学沉淀方式回收污染物。
以上各种技术的选择取决于土壤类型、污染物性质、场地条件及环境因素,并且在实际应用中可能会有多种技术组合使用以实现最佳修复效果。
Q345D钢高温力学性能及凝固特性

摘要低碳低合金钢Q345D具有强度高、韧性高、抗冲击、耐腐蚀等优良特性,因而倍受广泛地应用于各个方面。
,连铸技术因为具有可以大幅提高金属收得率、改善铸坯质量和节约能源等显著优势,因而在生产钢材的各种方法中得到了最为广泛的应用。
本文通过对Q345D钢的高温力学性能热模拟实验及其高温凝固相转变规律的研究,进一步了解该钢种的高温特性,以期为铸坯质量的提高提供理论依据。
对于Q345D高温力学性能的研究主要是通过热模拟试验机模拟金属热变形的整个过程,得到其热变形过程中热强度、热塑性、显微组织以及相变行为并对其进行分析整理总结。
本文通过使用Gleeble-1500D热模拟试验机,对Q345D钢进行高温拉伸实验,获得该钢在800℃~1200℃温度下的屈服强度、抗拉强度及延伸率、断面收缩率等数据。
对以上数据进行分析,可以得出:在800℃~850℃温度区间,随着温度的升高,屈服强度、抗拉强度分别从800℃的39.10MPa、83.61MPa提高到850℃的40.01MPa、93.10MPa;在900℃~1300℃温度区间内,随着温度的升高,其屈服强度和抗拉强度分别从900℃的33.53MPa、91.16MPa降低到1300℃的8.45MPa、19.85MPa。
对于该钢的热塑性,800℃~900℃温度区间内随温度升高,其延伸率、断面收缩率分别从800℃的9.11%、77.7%提高到900℃的23.58%、79.3%升高;在1000℃~1200℃温度区间内,延伸率、断面收缩率变化比较平缓;1200℃以后随温度升高,延伸率、断面收缩率急剧降低,在1300℃时其数值分别为11.75%、48.5%,表明其热塑性下降。
Q345D的高温凝固相转变规律是通过自行研制的可控高温凝固相变实验装置进行的,对于加热到熔化状态下的钢样通过控制冷速冷却到不同温度,然后淬火保留高温组织的方式研究其组织的转变行为。
对所得试样金相组织观测得出:在液态下直接淬火时,冷却速度越快,所得到的晶粒越为细小;在冷速为20℃/min的冷却速度下,Q345D钢的液、固相线温度点分别为1515℃和1460℃,在该区间内,残留高温铁素体的含量随着结束控制冷速冷却温度的降低而升高;在2℃/s的冷却速度下,在1515℃和1460℃温度点仍然有高温铁素体相的存在,但是与同温度下以20℃/min的冷却速度得到的试样相比,高温铁素体相的含量有明显不同。
K418合金车用增压涡轮熔模铸造过程数值模拟及热裂预测_石照夏
的方法进行判断具有相当大的盲目性,一方面难以保 证铸件质量的稳定性,导致试制成本升高,而且在增 加产品开发成本的同时还会延长工艺准备周期[3]。这些 问题的存在均不利于铸造行业的迅速发展。铸造模拟 软件ProCAST能够实现铸件的模拟试浇,较为准确的 模拟金属铸造过程中的充型和凝固过程,精确显示浇 不足、冷隔、卷气和热节的位置以及残余应力与变形, 准确的预测热裂、缩孔、缩松等铸造缺陷的产生情况, 实现了铸造工艺设计—校核—再设计—优化设计的全 过程,为控制缺陷产生、优化铸造工艺方案、提高铸 件尺寸精度和质量稳定性提供了科学依据[4]。
时间最长的在图中红色的区域,红色区域为浇注系统 部位。从图中也可以看出铸件不同部位凝固时间相差 很大,叶片部位在极短的时间内凝固,而涡轮轴部凝 固较为缓慢,其中浇注系统凝固所需时间最长。 2.3 铸件温度场、固相分数和缩孔缩松分布
图6为铸件的温度场和固相分数分布情况。从图6a 可以看出,凝固过程中铸件各处的温度分布存在明显 的差异,当叶梢已完全凝固时,叶根和涡轮轴部仍未 凝固,此时浇注系统区域内温度最高。这种温度分布 对于铸件最后凝固部位是不利的,容易产生缩孔缩松
2 结果分析与讨论
2.1 铸件充型顺序 K418合金车用增压涡轮的充型顺序如图4所示,涡
轮充型过程模拟结果表明:金属液浇注到挂组后,液态 金属首先充满整个直浇道,依靠金属液在直浇道中产生 的静压力,依次流入内浇道和涡轮,整个充型过程完成 仅需1.3 s,涡轮叶片充型完整,不会产生浇不足等缺陷。
2.2 铸件凝固时间分布 图5为铸件凝固时间分布。由图5可知,铸件凝固
本文采用ProCAST软件对K418合 金 车 用 增 压 涡 轮的凝固过程进行了模拟,直观地模拟了涡轮完整 的充型和凝固过程,通过分析可以获得铸造过程的 各 种 现 象 、 缺 陷 的 形 成 及 分 布 情 况 , 为 K418 合 金 车 用增压涡轮热裂纹的预测和质量控制提供理论分析 方法和依据。
材料功能与信息专业英语复习
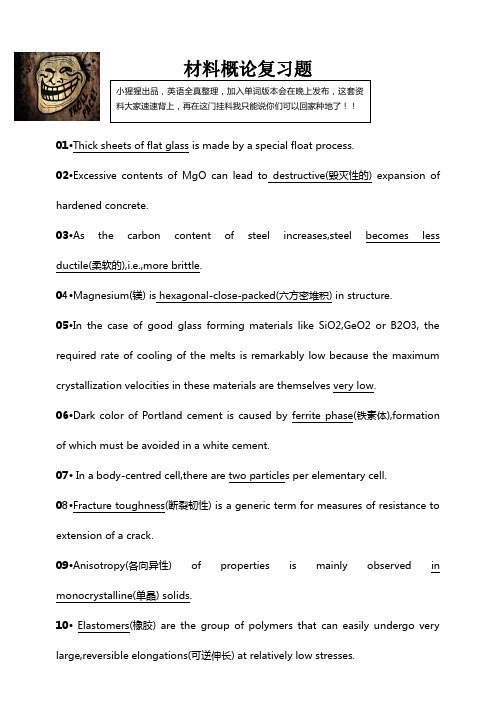
材料概论复习题01·Thick sheets of flat glass is made by a special float process. 02·Excessive contents of MgO can lead to destructive(毁灭性的) expansion of hardened concrete.03·As the carbon content of steel increases,steel becomes less ductile(柔软的),i.e.,more brittle.04·Magnesium(镁) is hexagonal-close-packed(六方密堆积) in structure.05·In the case of good glass forming materials like SiO2,GeO2 or B2O3, the required rate of cooling of the melts is remarkably low because the maximum crystallization velocities in these materials are themselves very low.06·Dark color of Portland cement is caused by ferrite phase(铁素体),formation of which must be avoided in a white cement.07· In a body-centred cell,there are two particles per elementary cell. 08·Fracture toughness(断裂韧性) is a generic term for measures of resistance to extension of a crack.09·Anisotropy(各向异性) of properties is mainly observed in monocrystalline(单晶) solids.10· Elastomers(橡胶) are the group of polymers that can easily undergo very11· The favorable characteristic of graphite is best lubricity(润滑性). 12·Stiffness(刚度) is expressed by the modulus of elasticity(弹性),also called Young’s modulus.13·When a liquid id=s cooled from a high temperature to its melting temperature,(Tm),it generally solidifies to a crystalline product.14·There are four particles per elementary cell in a face-centred cell. 15·When carbon is mostly in the form of graphite spheroids(球状石墨) and is produced during solidification by inoculating(对金属溶液进行孕育处理) the cast iron with an element such as magnesium while it is still in the ladle(铸勺),the cast iron exhibits very ductile property.16·Titanium is used in high-speed aircraft for its high strength at high temperatures.17·Magnesium is the lightest of all structural metals.18·There are four main aspects materials science and technology: synthesis, manufacturing and processing, composition and structure,properties and performance.19·The silica structure is the basic structure for glass and ceramics. 20·Glasses are coloured with added oxides or halides(卤化物) and made to change their colours or become darker on exposure or light or heat. 21·Traditional fabrication techniques of ceramic contain Hydroplastic22·The term bulk density is used in this instance to refer to a ceramic’s porosity and the fact that most ceramics contain both a crystalline and a noncrystalline phase.翻译1·Glass when newly formed, with a perfect surface, is very strong about five times as strong as steel. This may seem strange, but theoretically glass should be very strong because of the nature of its interatomic bonds. In practice the strength is very much less than the theoretical value. One of the main causes of this loss of strength is the presence of surface defects, such as those caused by chemical corrosion or mechanical abrasion. These flaws can be very small but because glass is rigid they act to concentrate any applied stress over only a few interatomic bonds at the apex of the crack. Under these conditions the strong bonds break and fracture occurs.玻璃刚成型时有着完美的表面,强度是钢的5倍,这看起来或许很奇怪,但由于本身原子间价键的性质,玻璃理论强度应该很大,实际强度却比理论强度低很多。
保温棉生产工艺流程

保温棉生产工艺流程1.原料准备:选择高品质的棉花和合成纤维作为保温棉的原料。
Raw material preparation: Select high-quality cotton and synthetic fibers as the raw materials for thermal insulation cotton.2.配料混合:将棉花和合成纤维按一定比例混合,并加入各种助剂。
Mixing of ingredients: Mix the cotton and syntheticfibers in a certain ratio and add various additives.3.长丝制作:将混合物加工成长丝形状,用于后续的纺织工艺。
Production of filament: Process the mixture into filament shape for the subsequent textile process.4.纺织加工:通过纺织机将长丝织成布料。
Textile processing: Weave the filaments into fabric using a textile machine.5.成型压实:在一定温度和压力下,将布料进行成型和压实处理。
Molding and compacting: Shape and compact the fabric at a certain temperature and pressure.6.热处理固化:通过热处理使布料中的合成纤维固化,增加保温效果。
Thermal treatment and solidification: Solidify the synthetic fibers in the fabric through thermal treatment to enhance the thermal insulation effect.7.切割成型:根据需要将布料切割成不同尺寸和形状。
ProCAST操作手册翻译续1

目录THERMAL 热分析2 GEOMETRY ASSIGNMENTS 几何体分配3 MATERIALS ASSIGNMENT 材料分配4 INTERFACES ASSIGNMENT 界面设定9 BOUNDARY CONDITIONS ASSIGNMENT 边界条件设定15 PROCESS CONDITIONS ASSIGNMENT 运行条件设定20 INITIAL CONDITIONS ASSIGNMENT 初始条件设定21 RUN PARAMETERS ASSIGNMENT 运行参数设定24 FLUID FLOW & FILLING 流场和填充24 RADIATION 辐射28 STRESS 应力28 DATABASES 数据库29 MATERIAL DATABASE 材料数据库29 MATERIAL PROPERTIES 材料属性33 THERMODYNAMIC DATABASES 热力学数据库39下面是ProCAST2005软件自带操作手册前处理部分(PreCAST)的翻译内容,从75页开始,本人E文水平极为有限,中文水平也不甚高,翻译内容必有诸多错漏之处,希望各位不要见笑。
THERMALThermal modelThe Thermal module allows to perform a heat flow calculation, by solving theFourier heat conduction equation, including the latent heat release duringsolidification. The typical results which can be obtained are the following :• Temperature distribution• Fraction of solid evolution• Heat flux and thermal gradients• Solidification time• Hot spots• Porosity prediction热分析热分析模块热分析模块执行热流计算,通过傅立叶热传导方程,包含结晶过程的潜热计算。
材料科学与工程专业英语

Aluminum alloys are best known for low density and corrosion resistance. Electrical conductivity,ease of fabrication, and appearance铝合金是最知名的低密度和耐腐蚀性。
的导电性,易于制造,并且外观Magnesium alloys have even lower density than aluminum镁合金具有更低的密度比铝metallic 金属的corrosion 腐蚀ductile 延展ball bearing 滚珠轴承multiphase 多相wrought 加工的,精细的malleable 可锻的有延展性的Smelt 熔炼,精炼More than 90% by weight of the metallic materials used by human beings are ferrous alloys.超过90%(重量)用于人类的金属材料是铁类合金。
Within the steel category, we shall distinguish whether or not a significant amount of alloying elements other than carbon is used.对于钢的区分,我们要弄清楚的是是否含有有效量的合金元素而不是碳的含量。
◆low alloy and high alloy steels.低合金钢和高合金钢。
◆These alloy additions are chosen carefully because they invariably bring with themsharply increased material costs. They are justified only by essential improvements in properties such as higher strength or improved corrosion resistance这些合金元素都经过精心挑选,因为他们总是给他们带来大幅增加的材料成本。
材料工程专业英语4晶格缺陷Imperfections in solids
Ordinarily alloying is used in metals to improve mechanical strength and corrosion resistance.
➢Point defects (点缺陷) —zero dimension ➢Linear defects (线缺陷) —one dimension ➢Interfacial defects (面缺陷) —two dimensions
4.2 Point defects in metals
Vacancy or vacant lattice site(空位): the simplest of the point defects, one normally occupied from which an atom is missing.
For a given quantity of material, the number of the vacancies increases with temperature according to
Nv=Nexp(-Qv/kT)
Self-interstitial(填隙子) is another kind of point defects, it is such that an extra atom is crowded into an interstitial site,a small void space that under ordinary circumstances is not occupied.
By “crystalline defect” is meant a lattice irregularity having one or more of its dimensions on the order of an atomic diameter. Classification of crystalline imperfections is frequently made according to geometry or dimensionality of the defect. Several different imperfections are discussed in this Chapter including point detects (those associated with one or two atomic positions),linear (or one-dimensional) defects,as well as interfacial defects,or boundaries ,which are two dimensional.Impurities in solids are also discussed,since impurity atoms may exist as point defects. Finally, techniques for the microscopic examination of defects and the structure of materials are briefly described.
多晶硅定向凝固过程中温度对凝固速率的影响

〇 引言
近 年 来 ,随着光
的 快 速 发 展 ,我国 原 料 、硅
片 、电 片 及 组 件 不 断 增 加 [1_3]。与
太阳能电池
,多 太阳能电
生
、综合性
优 势 , 据 较 高 的 市 场 。2 0 1 6 年 ,我国多晶宿
19.4 万 t ,同 增 长 17. 6[;娃 片
63 G W ,同比增长
良影响, 仅 限 于 实 验 测 量 ,在实际生产中 实 现 。数
值模拟 是通过工程模拟软件建立模型得 向凝固过
研究论文
20 19,V 〇I.33,N 〇. Z1 www. mater-rep率的影响
123 3 3 3 3 3 杨金祥U ,石 爽 ’’,姜大川U ’’® ,李 旭 U ,李鹏廷U ,谭 毅 U ,姚玉杰 ,池 明 ,张润德 ,张建帅
1 大连理工大学材料科学与工程学院,大 连 116024 2 大连理工大学 省太阳能光伏系统重点实验室,大 连 116024
3 1 [ 上 ;电池片
4 9 G W ,同 增 长 1 9 . [ 上;组
件产量 约 53 G W ,同 增 长 15. 7 [ 上 。在光伏产业快速发
展的同时,对多 材料的
逐 渐 增 加 ,对多 材料
的质
应 提 高 [4]。多
通 向 得到,
的质 后续硅片以及电池的 性 能 有 重 要 的 影响。在
YANG Jinxiang1,2, SHI Shuang1,2,3,JIANG Dachuan1,2,3,0 ,LI Xu1,2, LI Pengting1,2,TAN Yi1,2, YAO Yujie3, CHI Ming3, ZHANG Runde3,ZHANG Jianshuai^
各种牌号压铸铝性能对比

Strength at elevated temperature
Decorative anodizing
Fluidity
Alloy group
A A C
A
A
C
C
N/A
C
E
D
D
20
16to22 130to160
B
C
C
Similar with Alsi12(Fe)
A
A
C
B
N/A
C
E
D
D
21
16to21 130to150
B
C
C
Similar with AlSi10Mg(Fe),可压铸性能很差,不推荐使用 B B B B N/A D E B C 21 14to18 110to130 B A C 60to90
Similar with AlSi8Cu3,使用较多,AlSi9Cu系比较类似 B B C B N/A D E F C 21 13to17 110to120 B A D 60to90
Similar with AlSi9Cu3(Fe),最常用压铸铝合金,AlSi9Cu系比较类似
B
B
B
B
N/A
D
E
F
C
21
13to17 110to120
B
A
D
Similar with AlSi9Cu3(Fe)(Zn),AlSi9Cu系比较类似 A B C C N/A D E F C 20 14to18 120to150 B B D 60to90
Resistance to corrosion
Ability to be welded
ability to be polished
英语热处理术语
H焊接welding, weld航空材料aerial material合成纤维synthetic fiber合金钢alloy steel合金化alloying合金结构钢structural alloy steel 黑色金属ferrous metal红硬性red hardness滑移slip, glide滑移方向glide direction, slip direction滑移面glide plane, slip plane滑移系slip system化合物compound化学气相沉积chemical vapour eposition (CVD)化学热处理chemical heat treatmentJ基体matrix机械混合物mechanical mixture 机械性能mechanical property激光热处理heat treatment with a laser beam 激光laser激光熔凝laser melting and consolidation激光表面硬化surface hardening by laser beam加工硬化work hardening加热heating胶粘剂adhesive结构材料structural material结晶crystallize, crystallization结晶度crystallinity金属材料metal material金属化合物metallic compound 金属键metallic bond金属组织metal structure金属结构metallic framework金属塑料复合材料plastimets金属塑性加工metal plastic?working金属陶瓷metal ceramic金相显微镜metallographic microscope, metalloscope金相照片metallograph晶胞cell晶格crystal lattice晶格常数lattice constant晶格空位lattice vacancy晶粒crystal grain晶粒度grain size晶粒细化grain refining晶体结构crystal structure聚四氟乙烯polytetrafluoroethy lene (PTFE)聚合度degree of polymerization 聚合反应polymerization绝热材料heat-insulating material 绝缘材料insulating materialK抗拉强度tensile strength抗压强度compression strength颗粒复合材料particle composite 扩散diffusion, diffuseL老化aging莱氏体ledeburite冷变形cold deformation冷加工cold work, cold working 冷却cool, cooling冷作硬化cold hardening离子ion粒状珠光体granular pearlite连续转变曲线continuous cooling transformation(CCT) curve孪晶twin crystal孪生twinning, twin螺旋位错helical dislocation洛氏硬度Rockwell hardnessM马氏体martensite (M)密排六方晶格close-packed xagonal lattice面心立方晶格face-centred cubic lattice摩擦friction磨损wear, abrade, abrasion模具钢die steelMf 点martensite finishing point Ms点martensite starting pointN纳米材料nanostructured materials 耐磨钢wear-resisting steel耐磨性wearability, wear resistance 耐热钢heat resistant steel , high temperature steel内耗internal friction内应力internal stress尼龙nylon粘弹性viscoelasticity凝固solidify, solidification扭转强度torsional strength扭转疲劳强度torsional fatigue strengthP泡沫塑料foamplastics, expanded plastics配位数coordination number喷丸硬化shot-peening疲劳强度fatigue strength疲劳寿命fatigue life片状马氏体lamellar martensite, plate type martensite普通碳钢ordinary steel, plain carbon steelQ气体渗碳gas carburizing切变shear 切削cut, cutting切应力shearing stress球化退火spheroidizing annealing 球墨铸铁nodular graphite cast iron, spheroidal graphite cast iron 球状珠光体globular pearlite屈服强度yielding strength, yield strength屈强比yielding-to-tensile ratio屈氏体troolstite (T)去应力退火relief annealingR热处理heat treatment热加工hot work, hot working热喷涂thermal spraying热固性thermosetting热塑性hot plasticity热硬性thermohardening柔顺性flexibility人工时效artificial ageing刃具cutting tool刃型位错edge dislacation, blade dislocation韧性toughness溶质solute溶剂solvent蠕变creep蠕墨铸铁quasiflake graphite cast iron软氮化soft nitridingX线结晶分析法X –ray crystal analyics method奥氏体Austenite奥氏体碳钢Austenite Carbon Steel奥氏铁孻回火Austempering半静钢Semi-killed steel包晶反应Peritectic Reaction包晶合金Peritectic Alloy包晶温度Peritectic Temperature薄卷片及薄片(至厚之片)机械性能Mechanical Properties of Thin Stainless Steel (Thickness from to )– strip/sheet杯突测试(厚度:公厘至公厘,准确至公厘3个试片平均数)Erichsen test (Thickness:to ,figure round up to )贝氏体钢片Bainite Steel Strip比电阻Specific resistivity & specific resistance比较抗磁体、顺磁体及铁磁体Comparison of Diamagnetism,Paramagnetic & Ferromagnetism比热Specific Heat比重Specific gravity & specific density边缘处理Edge Finish扁线、半圆线及异形线Flat Wire,Half Round Wire,Shaped WirePrecision Shaped Fine Wire扁线公差Flat Wire Tolerance变态点Transformation Point表面保护胶纸Surface protection film表面处理Surface finish表面处理Surface Treatment不破坏检验Non –destructive inspections不锈钢Stainless Steel不锈钢–种类,工业标准,化学成份,特点及主要用途Stainless Steel –Type,Industrial Standard,Chemical Composition,Characteristic & end usage of the most commonly used Stainless Steel不锈钢薄片用途例End Usage of Thinner Gauge不锈钢扁线及半圆线常用材料Commonly used materials for Stainless Flat Wire & Half Round Wire不锈钢箔、卷片、片及板之厚度分类Classification of Foil,Strip,Sheet & Plate by Thickness不锈钢材及耐热钢材标准对照表StainlessHeat-Resisting Steels不锈钢的磁性Magnetic Property & Stainless Steel不锈钢的定义Definition of Stainless Steel不锈钢基层金属Stainless Steel as Base Metal不锈钢片、板用途例Examples of End Usages of Strip,Sheet & Plate不锈钢片材常用代号Designation of SUS Steel Special Use Stainless不锈钢片机械性能(301,304,631,CSP)Mechanical Properties of Spring use Stainless Steel不锈钢应力退火卷片常用规格名词图解General Specification of Tension Annealed Stainless Steel Strips不锈钢之分类,耐腐蚀性及耐热性Classification,Corrosion Resistant & Heat Resistance of Stainless Steel材料的加工性能Drawing abillity插入型固熔体Interstital solid solution常用尺寸Commonly Used Size常用的弹簧不锈钢线-编号,特性,表面处理及化学成份StainlessSpring Wire –National Standard number,Charateristic,Surface finish & Chemical composition常用的镀锌钢片(电解片)的基层金属、用途、日工标准、美材标准及一般厚度Base metal,application,JIS & ASTM standard,Normal thickness of galvanized steel sheet 长度公差Length Tolerance超耐热钢Special Heat Resistance Steel超声波探伤法Ultrasonic inspection冲击测试Impact Test冲剪Drawing & stamping初释纯铁体Pro-entectoid ferrite处理及表面状况Finish & Surface纯铁体Ferrite磁场Magnetic Field磁畴Magnetic domain磁粉探伤法Magnetic particle inspection磁化率Magnetic Susceptibility (Xm)磁矩magnetic moment磁力Magnetic磁力Magnetic Force磁偶极子Dipole磁性Magnetisum磁性变态Magnetic Transformation磁性变态点Magnetic Transformation磁性感应Magnetic Induction粗珠光体Coarse pearlite淬火Quenching淬火及回火状态Hardened & Tempered Strip/ Precision – Quenched Steel Strip淬火剂Quenching Media单相金属Single Phase Metal单相轧压镀锡薄铁片(白铁皮/马口铁)Single-Reduced Tinplate弹簧不锈钢线,线径及拉力列表Stainless Spring Steel,Wire diameterTensile strength of Spring Wire弹簧用碳钢片CarbonSteel Strip For Spring Use弹簧用碳钢片材之边缘处理Edge Finished弹性限度、阳氏弹性系数及屈服点elastic limit,Yeung''s module of elasticity to yield point倒后擦发条Pull Back Power Spring导热度Heat conductivity低碳钢或铁基层金属Iron & Low Carbon as Base Metal低碳马氏体不锈钢Low Carbon Martensite Stainless Steel低温脆性Cold brittleness低温退火Low Temperature Annealing第二潜变期Secondary Creep第三潜变期Tertiary Creep第壹潜变期Primary Creep点焊Spot welding电镀金属钢片Plate Metal Strip电镀金属捆片的优点Advantage of Using Plate Metal Strip电镀锌(电解)钢片Electro-galvanized Steel Sheet电镀锌钢片的焊接Welding of Electro-galvanized steel sheet电镀锌钢片或电解钢片Electro-galvanized Steel Sheet/Electrolytic Zinc Coated Steel Sheet电解/电镀锌大大增强钢片的防锈能力Galvanic Action improving Weather & Corrosion Resistance of the Base Steel Sheet 电解冷轧钢片厚度公差Thickness Tolerance of Electrolytic Cold-rolled sheet 电炉Electric furnace电器及家电外壳用镀层冷辘[低碳] 钢片Coated (Low Carbon)Steel Sheets for Casing,Electricals & Home Appliances电器用的硅[硅] 钢片之分类Classification of Silicon Steel Sheet for Electrical Use电器用钢片的绝缘涂层Performance of Surface Insulation of Electrical Steel Sheets 电器用钢片用家需自行应力退火原因Annealing of the Electrical Steel Sheet电器用硅[硅] 钢片Electrical Steel Sheet电阻焊Resistance Welding定型发条Constant Torque Spring定型发条的形状及翻动过程ShapeSpring Back of Constant Torque Spring定型发条及上炼发条的驱动力Spring Force of Constant Torque SpringWing-up Spring定型发条驱动力公式及代号The FormulaSymbol of Constant Torque Spring 镀层质量标记Markings & Designations of Differential Coatings镀铬Chrome Plated镀黄铜Brass Plated镀铝(硅)钢片–美材试标准(ASTM A-463-77)JIS G3314镀热浸铝片的机械性能Mechanical Properties of JIS G 3314 Hot-Dip Aluminum-coated SheetsCoils镀铝(硅)钢片–日工标准(JIS G3314)Hot-aluminum-coated sheetscoils to JIS G 3314镀铝(硅)钢片及其它种类钢片的抗腐蚀性能比较Comparsion of various resistance of aluminized steel & other kinds of steel镀铝(硅)钢片生产流程Aluminum Steel Sheet,Production Flow Chart镀铝硅钢片Aluminized Silicon Alloy Steel Sheet镀铝硅合金钢片的特色Feature of Aluminized Silicon Alloy Steel Sheet镀镍Nickel Plated镀锡薄钢片(白铁皮/马日铁)制造过程Production Process of Electrolytic Tinplate 镀锡薄铁片(白铁皮/马口铁)(日工标准JIS G3303)镀锡薄铁片的构造Construction of Electrolytic Tinplate锻造Fogging断面缩率Reduction of area发条的分类及材料Power Spring Strip ClassificationMaterials发条片Power Spring Strip反铁磁体Antiferromagnetism方线公差Square Wire Tolerance防止生锈Rust Protection放射线探伤法Radiographic inspection非晶粒取向电力用钢片的电力、磁力、机械性能及夹层系数Lamination Factors of Electrical,Magnetic & Mechanical Non-Grain Oriented Electrical沸腾钢(未净钢)Rimmed steel分类Classification负磁力效应Negative effect钢板Steel Plate钢板订货需知Ordering of Steel Plate钢板生产流程Production Flow Chart钢板用途分类及各国钢板的工业标准包括日工标准及美材试标准Type of steel Plate & Related JIS,ASTMOther Major Industrial Standards钢材的熔铸、锻造、挤压及延轧The Casting,Fogging,Extrusion,Rolling & Steel钢的脆性Brittleness of Steel钢的种类Type of Steel钢铁的名称Name of steel钢铁的制造Manufacturing of Steel钢铁的主要成份The major element of steel钢铁生产流程Steel Production Flow Chart钢铁用“碳”之含量来分类Classification of Steel according to Carbon contents高锰钢铸–日工标准High manganese steel to JIS standard高碳钢化学成份及用途High Carbon Tool Steel,Chemical CompositionUsage 高碳钢片High Carbon Steel Strip高碳钢片用途End Usage of High Carbon Steel Strip高碳钢线枝High Carbon Steel Wire Rod (to JIS G3506)高温回火High Temperature Tempering格子常数Lattice constant铬钢–日工标准JIS G4104 Chrome steel to JIS G4104铬镍不锈钢及抗热钢弹簧线材–美国材验学会ASTM A313 –1987 Chromium –Nickel StainlessHeat-resisting Steel Spring Wire – ASTM A313 – 1987铬系耐热钢Chrome Heat ResistanceSteel铬钼钢钢材–日工标准G4105 62 Chrome Molybdenum steel to JIS G4105 各种不锈钢线在不同处理拉力比较表Tensile Strength of various kinds of Stainless Steel Wire under Different Finish工业标准及规格–铁及非铁金属Industrial Standard – Ferrous & Non – ferrous Metal公差Size Tolerance共晶Eutectic共释变态Eutectoid Transformation固熔体Solid solution光辉退火Bright Annealing光线(低碳钢线),火线(退火低碳钢线),铅水线(镀锌低碳钢线)及制造钉用低碳钢线之代号、公差及备注Ordinary Low Carbon Steel Wire,Annealed Low Carbon Steel Wire,Galvanized low Carbon Steel Wire & Low Carbon Steel Wire for nail manufacturing - classification,Symbol of Grade,ToleranceRemarks.硅含量对电器用的低碳钢片的最大好处The Advantage of Using Silicon low Carbon Steel滚焊Seam welding过共晶体Hyper-ectectic Alloy过共释钢Hype-eutectoid含硫易车钢Sulphuric Free Cutting Steel含铅易车钢Leaded Free Cutting Steel含铁体不锈钢Ferrite Stainless Steel焊接Welding焊接合金SolderingBrazing Alloy焊接能力Weldability 镀铝钢片的焊接状态(比较冷辘钢片)Tips on welding of Aluminized sheet in comparasion with cold rolled steel strip合金平衡状态Thermal Equilibrium厚度及阔度公差Tolerance on Thickness & Width滑动面Slip Plan化学成份Chemical Composition化学结合Chemical bond化学性能Chemical Properties化学元素Chemical element黄铜基层金属Brass as Base Metal回复柔软Crystal Recovery回火脆性Temper brittleness回火有低温回火及高温回火Low & High Temperature Tempering回火状态Annealed Strip基层金属Base Metal of Plated Metal Strip机械性能Mechanical Properites机械性能Mechanical properties畸变Distortion级别、电镀方法、镀层质量及常用称号Grade,Plating type,Designation of Coating Mass & Common Coating Mass级别,代号,扭曲特性及可用之线材直径Classes,symbols,twisting characteristicapplied Wire Diameters级别,代号及化学成份Classification,Symbol of GradeChemical Composition 挤压Extrusion加工方法Manufacturing Method加工性能Machinability简介General交换能量Positive energy exchange矫顽磁力Coercive Force金属变态Transformation金属材料的试验方法The Method of Metal inspection金属材料的性能及试验Properties & testing of metal金属的特性Features of Metal金属的相融、相融温度、晶体反应及合金在共晶合金、固熔孻共晶合金及偏晶反应的比较Equilibrium Comparision金属间化物Intermetallic compound金属结晶格子Metal space lattice金属捆片电镀层Plated Layer of Plated Metal Strip金属塑性Plastic Deformation金属特性Special metallic features金属与合金MetalAlloy金相及相律Metal PhasePhase Rule晶粒取向(Grain-Oriented)及非晶粒取向(Non-Oriented)晶粒取向,定取向芯钢片及高硼定取向芯钢片之磁力性能及夹层系数(日工标准及美材标准)Magnetic PropertiesLamination Factor of SI-ORIENT-CORE& SI-ORIENT-CORE-HI B Electrical Steel Strip (JISAISI Standard)晶粒取向电器用硅[硅] 钢;片–高硼低硫(LS)定取向钢片之磁力及电力性能MagneticElectrical Properties of SI-ORIENT-CORE-HI-B-LS晶粒取向电器用硅[硅] 钢片–高硼(HI-B)定取向芯钢片及定取向芯钢片之机械性能及夹层系数Mechanical PropertiesLamination Factors of SI-ORIENT-CORE-HI-BSI-ORIENT-CORE Grain Orient Electrical Steel Sheets晶粒取向电器用硅[硅] 钢片–高硼低硫(LS)定取向钢片之机械性能及夹层系数Mechanical PropertiesLamination Factors of SI-ORIENT-CORE-HI-B-LS晶粒取向电器用硅(硅)钢片–高硼(HI-B)定取向芯钢片,定取向芯钢片及高硼低硫(LS)定取向芯钢片之标准尺寸及包装Standard FormsSize of SI-ORIENT-CORE-HI-B,SI-CORE,& SI-ORIENT-CORE-HI-B-LS Grain-晶粒取向电器用硅(硅)钢片-高硼(HI-B)定取向芯钢片,定取向芯钢片及高硼低硫(LS)定取向芯钢片之厚度及阔度公差Physical Tolerance of SI-ORIENT-CORE-HI-B,SI-ORIENT-CORE,& SI-CORE-HI-B-LS Grain晶粒取向电器用硅钢片Grain-Oriented Electrical Steel晶粒取向电器用硅钢片主要工业标准International Standard –Grain-Oriented Electrical Steel Silicon Steel Sheet for Electrical Use晶体结构Crystal Pattern晶体结构,定向格子及单位晶格Crystal structure,Space lattice & Unit cell净磁矩Net magnetic moment绝缘表面Surface Insulation均热炉Soaking pit抗磁体Diamagnetism抗腐蚀及耐用Corrosion & resistance durability抗化学品能力Chemical Resistance抗敏感及环境保护Allergic,re-cycling & environmental protection抗热超级合金Heat Resistance Super Alloy扩散退火Diffusion Annealing拉尺发条Measure Tape拉伸测试(顺纹测试)Elongation test冷冲及冷锻用碳钢线枝Carbon Steel Wire Rods for Cold Heading & Cold Forging (to JIS G3507)冷拉钢板重量表Cold Drawn Steel Bar Weight Table冷拉钢枝材Cold Drawn Carbon Steel Shafting Bar冷拉高碳钢线Hard Drawn High Carbon Steel Wire冷轧钢片Cold-Rolled Steel Sheet/Strip冷轧高碳钢–日本工业标准Cold-Rolled (Special Steel)Carbon Steel Strip to JIS G3311冷轧或热轧钢片阔度公差Width Tolerance of Cold or Hot-rolled sheet冷轧状态Cold Rolled Strip冷辘(低碳)钢片的分类用、途、工业标准、品质、加热状态及硬度表End usages,industrial standard,quality,conditionhardness of cold rolled steel strip 冷辘低碳钢片(双单光片)(日工标准JIS G3141)73 - 95 Cold Rolled (Low carbon)Steel Strip (to JIS G 3141)冷辘钢捆片及张片的电镀和印刷方法Cold rolled steel coil & sheet electro-plating & painting method冷辘钢捆片及张片制作流程图表Production flow chart cold rolled steel coil sheet冷辘钢片(拉力:30-32公斤/平方米)在没有表面处理状态下的焊接状况Spot welding conditions for bared (free from paint,oxides etc)Cold rolled mild steel sheets(T/S:30-32 Kgf/ μ m2)冷辘钢片储存与处理提示General advice on handling & storage of cold rolled steel coil & sheet冷辘钢片的“理论重量”计算方程式Cold Rolled Steel Sheet – Theoretical mass 冷辘钢片订货需知Ordering of cold rolled steel strip/sheet理论质量Theoretical Mass连续铸造法Continuous casting process两面不均等锡层Both Side Different Thickness Coated Mass两面均等锡层Both Side Equally Coated Mass裂纹之容许深度及脱碳层Permissible depth of flawdecarburized layer临界温度Critical temperture马氏体不锈钢Martensite Stainless Steel马氏铁体淬火Marquenching埋弧焊Submerged-arc Welding每公斤发条的长度简易公式The Length of 1 Kg of Spring Steel Strip美材试标准的冷辘低碳钢片Cold Rolled Steel Strip American Standard –American Society for testingmaterials (ASTM)美国工业标准–不锈钢及防热钢材的化学成份(先数字后字母排列)AISI –Chemical Composition of Stainless Steel & Heat-Resistant Steel(in order of number & alphabet)。
应力变形及裂纹

b. 偏析特征 微区元素分析表明有S、P等富集
2024/2/9
19
第20页/共42页
(2)形成机理
2024/2/9
20
第21页/共42页
(3) 焊接热裂纹的影响因素 a.硫的偏析 b.焊缝的组织 c.焊缝冷却的速度 (层间温度、热输入量) d.焊缝的形状 (成形系数) e.拘束度
2024/2/9
应力; c.焊缝热处理工艺; 采用低温后热处理、分段后热处理、提高加热速度、完全正火处理; d.改进焊接接头、减少拘束应力和防止应力集中;
2024/2/9
40
第41页/共42页
感谢您的观看!
2024/2/9
材料成形原理-焊接-XIONG JG
41
第42页/共42页
固态相变金属因各区域发生相变的类型不同、时间不同或程度不同,由 于不同相组织的比容不同而导致的内应力。
低碳钢
合金钢
2024/2/9
5
第6页/共42页
2.焊接残余应力的分布
纵向残余应力分布
2024/2/9
6
第7页/共42页
板边堆焊焊接残余应力形成
2024/2/9
7
第8页/共42页
3.减少焊接残余应力的措施 工艺措施、 结构设计
焊接热裂纹的形成原因:
焊接热裂纹是一种高温沿晶断裂而形成的裂 纹。焊缝凝固过程中,在枝晶间存在低熔共晶的薄 层,此时材料的塑性变形能力很低,在冷却过程中 不可避免的产生收缩应变,当收缩应变大于材料此 时的塑性应变的能力时,即产生焊接热裂纹。
焊缝在凝固过程中所出现的晶间塑性应变能
力的应变区间叫做脆性温度区,不同材料有不同的
残余应力是在没有外力的条件下,平衡于内部的应
金属激光增材制造过程数值模拟

金属激光增材制造过程数值模拟魏雷;林鑫;王猛;马良;黄卫东;侯运安【摘要】金属激光增材制造过程中,热应力导致零件发生形变;气孔与熔合不良等缺陷降低零件的拉伸以及疲劳性能;熔池内的凝固微观组织,尤其是柱状晶等轴晶转变(Columnar to Equiaxed Transition,CET)是影响零件性能的重要因素.针对上述3个方面,回顾了金属激光增材制造数值模拟的发展历史,对其研究现状和存在问题进行了评述,阐述了金属激光增材制造过程中所采用的数值模型和数值方法,包括热应力分析的有限元(Finite Element Method,FEM)方法、模拟熔池金属液流动的计算流体力学方法(Computational Fluid Dynamics,CFD),以及凝固微观组织模拟的相场法(Phase Field,PF)和元胞自动机方法(Cellular Automaton,CA).在此基础上对金属激光增材制造过程数值模拟的前景及趋势进行了展望.%During the laser additive manufacturing of metal components,the thermal/mechanical cycles cause the deformation of the part.The pore and unmelted metal powder reduce the tensile and fatigue properties.The solidification microstructure,especially the columnar to equiaxed transition (CET),determines the properties of final products.In view of the above three aspects,this study reviews the developments of the numerical simulating of laser additive manufacturing for metal components.The current researches and exist problems have been reviewed.And the numerical models used in the simulations have been discussed,including the finite element method (FEM) for thermal/mechanicalproblems,computational fluid dynamics (CFD) for the liquid metal flow in the molten pool and the numerical models (phase field (PF) and cellularautomaton (CA)) for the solidification of microstructure.On the basis of this,the prospect and trend of the numerical simulation of the laser additive manufacturing for metal components are discussed.【期刊名称】《航空制造技术》【年(卷),期】2017(000)013【总页数】10页(P16-25)【关键词】增材制造;数值模拟;热应力耦合;凝固微观组织模拟【作者】魏雷;林鑫;王猛;马良;黄卫东;侯运安【作者单位】西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学金属高性能增材制造与创新设计工业和信息化部重点实验室,西安710072;西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学金属高性能增材制造与创新设计工业和信息化部重点实验室,西安710072;西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学金属高性能增材制造与创新设计工业和信息化部重点实验室,西安710072;西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学金属高性能增材制造与创新设计工业和信息化部重点实验室,西安710072;西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学金属高性能增材制造与创新设计工业和信息化部重点实验室,西安710072;中国航发西安航空发动机有限公司计量中心,西安710021【正文语种】中文金属增材制造[1-2]作为一项高性能金属零件的自由实体成形增材制造技术,在航空、航天、能源、化工和机械等领域具有广阔的应用前景。
《工程热力学》、《传热学》 课程专业词汇中英文对照表

《工程热力学》课程专业词汇中英文对照表thermodynamics热力学heat热work功irreversible process不可逆过程energylaw of energy conservation能量守恒定律temperature 温度thermal equilibrium热平衡Zeroth law of thermodynamics热力学第零定律temperature scale温标thermometer温度计thermodynamics scale of temperature 热力学温标density密度mass质量pressure压力gauge pressure表压absolute pressure绝对压力system系统boundary边界surrounding外界closed system闭口系统open system开口系统quantity of state状态参数process过程reversible process可逆过程irreversible process不可逆过程quasistatic process 准静态过程isovolumetric process定容过程adiabatic process绝热过程isothermal process 定温过程polytrophic process多变过程P-V diagram P-V 图absolute work 绝对功technical work技术功kinetic energy动能potential energy势能internal energy内能specific internal energy比内能specific heat capacity比热容constant volume specific heat capacity定容比热容constant pressure specific heat capacity定压比热容flow energy流动能enthalpy焓specific enthalpy比焓latent heat潜热sensible heat显热law of conservation of energy能量守恒定律first law of thermodynamics热力学第一定律nozzle喷管heat engine热机perpetual—motion machine of first kind第一类永动机ideal gas理想气体imperfect gas非理想气体equation of state状态方程式universal gas constant通用气体常数ratio of specific heat capacity比热容比Joule-Thomson effect焦耳-汤姆逊效应partial pressure 分压力Da lton”s law道尔顿定律humidity湿度dry air干空气absolute humidity绝对湿度saturated steam pressure饱和蒸汽压relative humidity相对湿度dew point露点cycle 循环reciprocating engine往复式发动机bottom dead center下止点top dead center上止点thermal efficiency热效率refrigerator制冷机heat pump热泵72 irreversibility不可逆性second law of thermodynamic热力学第二定律Clausius statement克劳修斯表述Kelven-Plank statement 开尔文-普朗克表述perpetual-motion machine of second kind第二类永动机isenthalpic process定焓过程Carnot cycle卡诺循环Clausius integral克劳修斯积分Clausius inequality克劳修斯不等式entropy熵absolute entropy绝对熵principle of the increase of entropy熵增原理T—S diagramT—S图real gas实际气体steam蒸汽boiling沸腾evaporation汽化saturation pressure饱和压力wet saturated steam 湿蒸汽convergent nozzle渐缩喷管critical pressure临界压力Mach number马赫数compression ignition engine压缩点火发动机Diesel cycle狄赛尔循环combined cycle混合加热循环gas turbine燃气轮机steam prime mover蒸汽原动机boiler锅炉《传热学》课程专业词汇中英文对照表heat transfer热传递heat conduction导热convection对流natural convection自然对流free convection 自由对流forced convection 强制对流heat transfer by convection对流换热phase change相变evaporation蒸发boiling沸腾condensation凝结melting融化solidification凝固thermal radiation热辐射temperature field温度场steady—state conduction稳态温度场transient conduction非稳态温度场temperature gradient 温度梯度isotherms 等温线cartesian coordinates直角坐标系heat flux热流密度矢量Fourier’s law导热基本定律heat Diffusion Equation导热微分方程式initial conditions初始条件boundary conditions边界条件thermal contact resistance接触热阻isothermal place等温面heat transfer rate热流量heat flux lines热流线heat flux热流密度thermal conductivity 导热系数thermal diffusivity热扩散率heat transfer coefficient换热系数thermal resistance热阻thermal resistance of fouling污垢热阻overall thermal resistance总热阻overall coefficient of heat transfer传热系数convection heat transfer对流换热dimensional analysis量纲分析boundary layer边界层analysis of the order of magnitude in boundary layer边界层的数量级分析boundary layer integral equation 边界层积分方程boundary layer differential equation边界层微分方程boundarygrid point边界节点boundary layer condition边界条件turbulent flow湍流Nusselt number努谢尔特数Reynolds number 雷诺数Prandtl number普朗特数Grashof number格拉晓夫数external flow外部流动flow along a flat plate外掠平板reference temperature定性温度equivalent diameter当量直径boiling heat transfer沸腾换热flow across single tube横掠单管flow across tube bundles横掠管束pool boiling大容器沸腾flow boiling流动沸腾forced convection boiling强制对流沸腾subcooled boiling过冷沸腾surface boiling表面沸腾subcool temperature过冷温度saturated boiling饱和沸腾bulx boiling容积沸腾superheat过热度maximum heat flux point最大热流密度点nucleation center核化中心nucleate boiling核态沸腾burn out烧毁minimum heat flux point最小热流密度点film boiling膜态沸腾transition boiling过渡沸腾spheroidal state球形状态boiling curve沸腾曲线condensation凝结condenser冷凝器film condensation膜状凝结drop-wise condensation珠状凝结mixed condensation 混合凝结radiation heat transfer辐射换热absolute black body 绝对黑体gray body灰体view factor 角系数spectrum 光谱Planck radiation law 普朗克辐射定律Rayleigh formula雷莱公式emissivity辐射率reflectivity反射比emissive power辐射力degree of blackness黑度irradiation投入辐射radiosity有效辐射diffuse reflection漫反射diffuse surface漫射表面thermal shield 遮热板heat exchanger换热器parallel-flow 顺流counter—flow逆流effectiveness of heat exchanger 换热器的效能log—mean temperature difference对数平均温差。
压铸模结构及工作原理

压铸模结构及工作原理Die casting mold is a critical component in the die casting process. It plays a vital role in shaping products and determining the final quality of the casting.压铸模是压铸过程中至关重要的组成部分。
它在塑造产品和决定铸件最终质量方面发挥着至关重要的作用。
The structure of a die casting mold typically consists of a fixed mold half, a moving mold half, and various auxiliary components such as ejector pins, cooling channels, and gating systems.压铸模的结构通常由固定模半、活动模半以及各种辅助组件组成,如顶出针、冷却通道和浇口系统。
The fixed mold half is positioned on the stationary platen of the die casting machine, while the moving mold half is mounted on the moving platen. When the molten metal is injected into the mold cavity, the two mold halves come together to form the desired shape of the product.固定模半位于压铸机的固定板上,而活动模半安装在活动板上。
当熔化金属被注入模腔时,两个模半将合拢以形成所需产品的形状。
The working principle of a die casting mold involves intricate mechanisms such as clamping, injection, cooling, and ejection. During the clamping phase, the two mold halves are securely closed to create a tight seal.压铸模的工作原理涉及夹持、注射、冷却和顶出等复杂机制。
大型结构件铸铝件热处理变形问题
大型结构件铸铝件热处理变形问题英文回答:Distortion Issues in Heat Treatment of Large Aluminum Castings.Introduction.Heat treatment plays a crucial role in enhancing the mechanical properties of aluminum castings. However, large structural castings often experience significant distortion during the heat treatment process, which can compromise dimensional accuracy and affect overall performance. This paper aims to analyze the causes of distortion in heat treatment of large aluminum castings and propose potential solutions to mitigate these issues.Causes of Distortion.Several factors can contribute to distortion in heattreatment of large aluminum castings:Differential Expansion and Contraction: During heating and cooling cycles, different sections of the casting expand and contract at varying rates due to temperature gradients. This differential movement can induce internal stresses, leading to distortion.Phase Transformations: Aluminum undergoes phase transformations during heat treatment, such as solid-liquid transitions. These transformations can cause volume changes and result in distortion.Residual Stresses: Large castings often containresidual stresses introduced during solidification and cooling. These stresses can interact with thermal stresses during heat treatment, exacerbating distortion.Welding and Machining: Welded or machined areas may exhibit different thermal expansion coefficients compared to the base metal, resulting in localized distortion during heat treatment.Mitigation Strategies.To mitigate distortion in heat treatment of large aluminum castings, several strategies can be employed:Uniform Heating and Cooling: Gradual and uniform heating and cooling rates minimize temperature gradients and reduce differential expansion.Controlled Cooling: Slow cooling rates allow the casting to adjust to temperature changes gradually, reducing the risk of internal stresses.Stress Relief: Preand post-heat treatment stress relief processes can alleviate residual stresses and minimize distortion.Jigging and Fixturing: Using jigs and fixtures during heat treatment can provide external support and prevent excessive movement.Simulation and Optimization: Advanced modeling techniques can predict distortion behavior and optimize heat treatment parameters to minimize potential issues.Conclusion.Distortion in heat treatment of large aluminum castings is a complex issue influenced by various factors. By understanding the underlying causes and implementing appropriate mitigation strategies, foundries caneffectively control distortion, ensuring dimensional accuracy and optimizing the performance of cast components.中文回答:大型结构件铸铝件热处理变形问题。
常用铸造术语中英对照

常用铸造术语中英对照? 2008-6-26整理(BY?BARRY)?Ⅰ.基本术语?1.压力铸造?die?casting?2.铸造?casting,foundry,founding?3.铸件?casting?4.毛坯铸件?rough?casting?5.试制铸件?pilot?casting?6.试模?trial?shot7.模具mold?,mould?8.压铸机?die?casting?machine?9.铸造设备?foundry?equipment,foundry?facilities?10.?铸工?caster,founder,foundry?worker11.?压铸工die?carter?12.?铸造厂?foundry?13.?铸造车间?foundry?shop?14.?铸造工作者?foundry?man?15.??批(batch?一批:?a?batch;?每批:each?batch, ?per?batch);?lot?16.?一炉?a?cast,?a?heat,?a?melt?17.?焊接?welding?18.?铸造三废?foundry?effluent 19.铸锭ingotⅡ.铸造合金、熔炼和浇注1.铸造合金?cast?alloy2.?铝合金?aluminium?alloy3.?铸造复合材料?cast?composite?4.?合金元素?alloy?element5.?杂质元素?tramp?element?6.?碳化物?carbide??7.?过热?superheating?8.?过冷?supercooling?9.?熔点?melting?point?10.?总碳量?total?carbon?11.?碳当量?carbon?equivalent?12.?碳当量仪?eutectometer?13.?铝硅合金?aluminium-silicon?alloy14.?压铸合金?die?cast?alloy?15.?压铸铝合金?aluminium?diecast?alloy?16.?压铸镁合金?magnesium?diecast?alloy17.?熔炼?smelting?18.?熔化率?melting?rate?19.?元素增加?gain?of?element?20.?熔剂?flux?21.?熔池?bath?22.?除气熔剂?degassing?flux?23.?覆盖剂?covering?flux?24.?炉料?charging?25.?金属炉料?metallic?charging?26.?回炉料?foundry?returns?27.?废金属料?scrap?28.?熔渣?slag?29.?沉渣?sludge?30.?浮渣?dross,?scum,?cinder?31.?造渣?slag?forming?32.?出渣?deslagging?33.?出渣口?slag?hole?34.?炉衬?furnace?liner?35.?出炉口?tap?hole?36.?出炉温度?tapping?temperature?37.?重熔?remelting?38.?坩埚炉?crucible?furnace?39.?保温炉?holding?furnace?40.?精炼?refining?41.?真空精炼?vacuum?refining?42.?除气?degassing?43.?残料?heel? 44.?浇注?pouring?45.?自动浇注装置?automatic?pouring?device?46.?浇包,料斗(勺)??ladle?47.?转运包?transfer?ladle48.?金属残液?heel?49.?冷金属?cold?matel?Ⅲ?铸造工艺与工艺设备?die?casting?process?and?process?device?1.?铸造性能?castability?2.?流动性?fluidity?3.?充型能力?mold-filling?capacity?4.?充型速度(浇注速度)?pouring?rate;delivery?rate?5.?充型时间?filling?time?6.?浇注温度?pouring?temperature?7.?比浇注速度?specific?pouring?rate8.?浇注时间?pouring?time?9.?凝固?solidification?10.?凝固时间?solidification?11.?收缩?contraction;shrinkage?12.?收缩率?shrinkage?13.?液态收缩?liquid?contraction?14.?凝固收缩?solidification?contraction?15.?固态收缩?solid?contraction?16.?液-固收缩?liquid-solid?contraction?17.?自由收缩?free?contraction?18.?收缩余量?shrinkage?allowance?19.?收缩应力?contraction?stress? 20.?热应力?thermal?stress?21.?铸造应力?casting?stress?22.?残留应力(残余应力)?residual?stress23.?热裂倾向性?tendency?to?hot?tearing?24.?铸造工艺设计?casting?process?design25.?铸造工艺计算机辅助设计?Computer-aided?design?for?the?casting?process;?casti ng?process?CAD?26.?实体造型?constructive?solid?geometry;?solid?modeling?27.?充型分析?mold?filling?analysis?28.?铸造工艺设备设计?foundry?tools?design?29.?铸造工艺卡?casting?process?card;?foundry?process?card?30.?铸型装配图?mold?assembly?drawing?31.?铸件图(毛坯图)?drawing?of?rough?casting?32.?铸造工艺准备?preparation?of?casting?technique?33.?铸件设计?casting?design?34.?铸件基准面?reference?face?for?machining?of?casting?35.?分型面?parting?face;?(mold?joint;?mold?parting)?36.?不平分型面?irregular?parting;(irregular?joint;?match?parting)? 37.?阶梯分型面?stepped?parting;?stepped?joint?38.?浇注位置?pouring?position39.?交接壁?intersection?40.?十字交接?X-junction?41.?圆角?fillet?42.?热节(点)?hot?spot?43.?加强筋?stiffening?ribs?44.?拨模斜度?draft?45.?型腔?mold?cavity?46.?工艺孔?technological?hole??47.?浇注系统?gating?system;?running?system?48.?直浇道?sprue?49.?横浇道?runner?50.?内浇口?ingate,gate?51.?溢流槽?overflow?well?52.?排气槽?air?vent?53.?分流锥?sprue?spreader;spreader??Ⅳ?压力铸造(特种铸造)?die-casting?1.?压铸机?die?casting?machine?2.?冷室压铸机?cold?chamber?die?casting?machine?3.?冷室卧式压铸机(卧式压铸机)? horizontal?(cold?chamber)?die?casting?machine?4.?冷室立式压铸机(立式压铸机)vertical?(cold?chamber)?die?casting?machine?5.?热室压铸机?hot?chamber?die?casting?machine?6.?真空压铸?evacuated?die?casting;?vacuum?die?casting?7.?压射?injection;?shot8.?压射机构?injection?system?9.?压室?injection?chamber?10.?压射冲头?injection?ram;?plunger?11.?压射速度?injection?speed?12.?压射比压?injection?pressure13.?增压?pressurization?14.?充填率?rate?of?filling?15.?锁型(合型)?die?locking?16.?合型机构(锁型机构)?die?closing?mechanism?17.?锁型力?die?locking?force;?clamping?force?18.?拉杆?tie?bar;?tie?rod?19.?压铸模?die;?die?casting?die?20.?定模(定型)?fixed?die;cover?die?half?21.?动模(动型)?moving?die;?ejection?die?half?22.?浇口套?sprue?bush?23.?留型时间?opening?time?24.?顶出机构?ejection?mechanism?25.?顶杆?ejector?pin?26.?抽芯机构?core?puller? 27.?余料?biscuit;?slug?28.?压铸涂料?coating?of?diecasting;?release? agent?29.?充型压力?mold?filling?pressure?30.?充型速度?filling?speed?31.?保压压力?dwell?pressure?32.?保压时间?dwell?time??Ⅴ?压铸后加工及其工具?1.?喷砂清理?sand?blasting?cleaning?2.?喷丸清理?shot?blasting?cleaning?3.?抛丸清理?wheel?blasting?cleaning?4.?滚筒清理?tumbling?5.?抛丸清理机?wheel?blasting?machine?6.?除浇口?degating;?trimming?7.?除毛刺?deburring?8.?去氧化皮?descaling?9.?打磨?grinding?10.?弹丸?shot?11.?抛丸器?shot?wheel12.?喷丸器?shot?blaster?13.?砂轮机?grinder?14.?浸渗处理?impregnantion15.?浸渗剂?impregnant?16.?矫型rectification;?straightening??coining;?17.?表面处理surface?treatment18.?砂带打磨?belt?sanding?19.?钻孔;镗孔?boring?20.?脱脂?degreasing?21.?电镀electroplating;?electrostatic?coating?22.?夹具?clamp;?fixture23.?机加工?machining?24.?铣?milling? 25.?台式铣床?bench?milling?machine???26.?数控加工中心?CNC?27.?铸件机加工余量?machining?allowance?of?casting?28.?切削液mineral?cutting?oil29.?抛光?polishing?30.?粗加工?rough?working?31.?喷涂?painting?32.?冲孔punching?33.?表面处理?surface?treatment?34.洗净rinse35.?车床?lathe?36.?磨床?grinder,?grinding?machine?37.?铣床?milling?machine38.?钻床drill?press?39.?刨床planer??Ⅵ?检测方式/设备/工具量具?inspection?equipment/?facility?1.?合格质量水平acceptable?quality?level?(AQL)?2.?气密性试验air?tightness?test?3.?大气暴露试验atmospheric?corrosion?test?4.?成分分析试验chemical?analysis?5.?破坏性检测destructive?inspection?6.?非破坏性检测nondestructive?inspection?7.?尺寸检测dimensional?test?8.?硬度试验hardness?test9.?冲击试验impact?test?10.?逐件检查individual?check?11.?抽样检查sampling?inspection?12.?三座标检测microcode?13.?耐压试验pressure?test?14.?盐雾试验salt?spray?test?15.?盐雾试验机?salt?spray?test?machine?16.?拉力测量机?tensile?test?machine?17.?平面度检测仪?flatness?inspection?guage?18.?检漏机?leakage?test?machine?19.?普通检具?normal?guage?20.?抽样检查sampling?inspection?21.?耐气候试验weathering?test?22.?x光探伤x-ray?test?23.?X光机?X-ray?machine?24.?塞规?plug?guage?25.?丝攻?screw?tap?26.?锥度规?conical?guage?27.?螺纹塞规?thread?plug?guage?28.?游标卡尺?vernier?caliper?29.?半径规?radius?guage30.?测角器/量角器?bevel?guage?31.?测径规,厚簿规?calliper?guage?32.?高度尺?height?guage?33.?深度尺?depth?guage?34.?三座标?CMM?35.?光谱仪?spectrograph??Ⅶ.?包装?packaging?1.?护边?edge?protection?2.?中间夹层?intermediate?layer?3.?多插入口式托盘multiple-entry?pallet?4.?一次性托盘throw-away?pallet5.?耐气候wether?resistance??Ⅷ??图纸相关?Drawing?Related?1.喷砂清理?abrasive?cleaning2.?研磨剂?abrasive?3.?依据according?to/Acc?to?4.?阳极氧化?anodic?oxidation?5.?外观appearance6.?踏板autowalk?pallet?7.?底座?基座?基准?base?8.?盲孔?blind?hole?9.?气孔,气泡?blow?hole?10.?孔径?hole?diameter?11.?凸台?boss?12.?基准面?datum?plane?13.?模定位面cast?locator?datum?plane?14.?铸造应变?casting?strain?15.?中心孔center?bore?16.?外圆角,倒角?chamfer?17.?内圆角?fillet18.?同心度concentricity?19.?平面度?flatness?20.?平行度?parallel?21.?粗糙度?roughness?22.?垂直度perpendicularity?23.?清洁度?cleanness?24.?符合?conform?to?25.?残留物,污物contamination?26.?抽芯孔,铸孔?core?hole?27.?耐腐蚀corrosion?resistance?28.?沉孔?counterbore29.?盖板?cover30.?关键尺寸?critical?dimension?31.?横切试验?cross-cut?test?32.?脱炭decarburize?33.?拔模斜度?draft?angle/draft?34.?导电性?electric?conductivity?35.?电动扶梯梯级?escalator?step36.?外径(大径)?external?diameter? 37.?内径(小径)?internal?diameter?38.?外螺纹?external?thread?39.?加工余量?machining?allowance?40.?法兰?flange?41.?披锋?flash?42.?自由状态?free?state?43.?通用公差(未注公差)general?tolerance44.?符合?in?accondance?with?45.?来料检验?incoming?inspection?46.?标识?indication,?marking?47.?绝缘性?isolation?characteristics?48.?金属互化物intermetallic?compound?49.?内螺纹?internal?thread?50.?每?per?51.?边缘periphery?52.?永久伸长permanent?stretch?53.?垂直于perpendicular?to?54.?针孔,销孔?pin?hole?55.?平面图?plan,?plane?figure?56.?磨光剂?polish?agent?57.?聚酯纤维?polyester?58.?容许应力?proof?stress?59.?残余应力residual?stress?60.?试生产铸件prototype?casting?61.?质量保证quality?assurance?62.?散热器radiator? 63.?耐磨性resistance?to?abrasion?64.?肋;筋条?rib?65.?滚丝攻通roll?thread?thru?66.?剖面图?section?67.?模具寿命?service?life?of?dies?68.?螺距?pitch?69.?阴影毛坯区域?shaded?area?cast?70.?收缩?shrink?71.?缩孔?shrinkage?porosity?72.?碎片?sliver?73.?烧伤?soldering?mark74.?标准?standard/std.?75.?强度范围?strength?division?76.?分层;剥落?stripped?mark;?peeling?77.?清理表面;表面加工;表面抛光?surface?finish?78.?抗拉强度?tensile?strength?79.?未注?unless?otherwise?specified/?unspecified/?unmarked ?80.?凸纹/直纹?vein?grain?81.?壁厚?wall?thickness?82.?屈服点?yield?point?Ⅸ?压铸报价Quotation?1.?适用检测标准?acceptable?inspection?standard?2.?压铸附加费?additional?casting?cost?3.?铸造费用?casting?cost?4.?折扣价depreciation?expenses?5.?估价estimated?price?6.?离岸价?free?on?board?(FOB)?7.?到岸价?cost?insurance?freight?(CIF)?8.?信用证?letter?of?credit(LC)?9.?后加工费?finishing?cost?10.?定率法?fixed?rate?method?11.?先行生产?go-ahead?of?produce?12.?铝锭价格?ingot?price13.?插件费?insert?cost?14.?检测费?inspection?cost?15.?熔炼费?melting?cost?16.?制造间接(额外)费overhead?manufacturing?expense?17.?附加利益?profit?added?18.?废品比例?rejection?percentage?19.?废品率standard?rejection?rate?20.?报废时价值,剩余价值,残余价值?residual?value/scrap?value?21.?机器运转费;机器运营成本?running?cost?of?machine?22.?卖价?selling?expense?23.?销售间接费?selling?overhead?24.?寿命?service?life?25.?(合金)掺合比例standard?alloying?ratio?26.?标准价格?standard?price?27.?试铸时间?time?of?trial?shot?28.?总价格?total?cost?29.?试铸费?trial?casting?cost?30.?除浇口费?trimming?cost?31.?生产?yield?32.?生产率?yield?rate?33.?后加工合格率?yield?rate?of?finishing?34.?熔炼生产率?yield?rate?of?melting?35.?压铸成品率?overall?yield?of?casting??Ⅹ?压铸质量和缺陷?casting?quality?and?defect? 1.?废品?reject?2.?化学成分不合格?chemical?consistence? abnormal?3.?飞边?joint?flash?4.?毛刺?veining;?burr?5.?气孔?blowhole?6.?气泡?blister?7.?气泡?bubble?8.?激冷区chill?zone?9.?冷脆性cold?shortness?10.?冷隔?cold?shut;?cold?filling?11.?裂纹?crack?12.?铸点?dot?13.?花纹?flower?msrk;?stripping?for?shot?blast?14.?外部材料?foreign?material。
过冷AI-70%Si合金熔体的凝固体积变化行为研究

收稿日期:20190719 基 金 资 助 :国 家 自 然 科 学 基 金(51971166;51671151);陕 西 省 教 育 厅 重 点 实 验 室 项 目(18JS050);陕 西 省 科 技 新 星 项 目(2016KJXX?87)。 第 一 作 者 简 介 :肖 颖 (1995- ),女 ,西 安 工 业 大 学 硕 士 研 究 生 。 通 信 作 者 简 介 :许 军 锋 (1981- ),男 ,西 安 工 业 大 学 副 教 授 ,主 要 研 究 方 向 为 合 金 凝 固 理 论 ,E?mail:xujunfeng@mail.nwpu.edu.cn。 引文格式:肖颖, 许军锋,坚增运.过冷 Al?70%Si合金熔体的凝固体积变化行为研究[J].西安工业大学学报,2020,40(1):70?75. XIAO Ying,XUJunfeng,JIANZengyun.SolidificationVolumeChangeBehaviorofUndercooledAl?70%SiAlloyMelt[J]. JournalofXi’anTechnologicalUniversity,2020,40(1):70?75.
铸造名词术语
铸造名词术语(GB5611-85 )1基本术语1.1铸造foundry, founding, casting1.2铸造工艺foundry technology1.3铸件casting1.4砂型铸造sand casting process1.5特种铸造special casting process2合金性能2.1流动性fluidity2.2充型能力mold-filling capacity2.3吸气gas absorption2.4过冷undercooling, supercooling2.5过冷度degree of undercooling2.6成核nucleation2.7自发成核(均质成核)homogeneous nucleation2.8非自发成核(非均质成核)heterogeneousnucleation2.9凝固温度范围solidification range2.10定向凝固(顺序凝固)directionalsolidification2.11液态收缩(液体收缩)liquid contraction 2.12凝固收缩solidification contraction2.13固态收缩(固体收缩)solid contraction 2.14凝固时间solidification time2.15自由收缩free contraction2.16受阻收缩hindered contraction2.17铸件线收缩率shrinkage2.18收缩应力contraction stress2.19热应力thermal stress2.20相变应力transformation stress, phasechange stress2.21铸造应力casting stress2.22残留应力(残余应力)residual stress3铸造用材料3.1金属原材料3.1.1金属原材料metallic raw material3.1.2生铁pig iron3.1.3铁合金ferro-alloy3.1.4回炉料foundry returns3.1.5中间合金master alloy3.2燃料3.2.1铸造焦炭foundry coke3.2.2冶金焦炭metallurgical coke3.2.3固定碳fixed carbon3.3熔剂3.3.1熔剂flux3.3.2除气熔剂(除气剂)degassing flux 3.3.3覆盖熔剂(覆盖剂)covering flux 3.3.4精炼熔剂(精炼剂)refining flux 3.4耐火材料3.4.1耐火度(耐火性)refractoriness3.4.2耐火砖firebrick3.4.3耐火粘土fireclay3.4.4硅砖silica brick3.4.5镁砂grain magnesite3.5造型材料3.5.1造型材料molding material3.5.2砂sand3.5.3水洗砂washed-out sand3.5.4硅砂silica sand3.5.5天然砂natural sand3.5.6人工砂artificial sand3.5.7天然粘土砂naturally clay-bonded sand 3.5.8橄榄石砂olivine sand3.5.9铬铁矿砂chromite sand3.5.10锆砂zircon sand3.5.11炭粒砂carbon sand3.5.12精硅砂sharp sand3.5.13红砂red sand3.5.14熟料砂chamotte sand3.5.15粘结剂binder3.5.16粘土clay3.5.17无机粘结剂inorganic binder3.5.18有机粘结剂organic binder3.5.19高岭土kaolin3.5.20膨润土bentonite3.5.21钠基膨润土sodium bentonite3.5.22钙基膨润土calcium bentonite3.5.23活化膨润土activated bentonite3.5.24干性油drying oil3.5.25自硬粘结剂(冷硬粘结剂) no bakebinder3.5.26热固树脂粘结剂thermosetting resinbinder3.5.27油类粘结剂oil based binder3.5.28水玻璃粘结剂water glass binder,sodium silicate binder3.5.29纸浆废液lignin liquor3.5.30合脂粘结剂synthetic fat binder3.5.31水玻璃模数sodium silicate modulus 3.6辅助材料3.6.1附加物additives3.6.2发热剂exothermic mixture3.6.3分型剂(脱模剂)parting agent,stripping agent3.6.4固化剂(硬化剂)hardener3.6.5悬浮剂suspending agent3.6.6涂料coating3.7砂处理3.7.1型砂制备(砂处理)sand preparation 3.7.2混砂sand mulling, sand mixing3.7.3型砂(造型混合料)molding sand3.7.4芯砂(造芯混合料)core sand3.7.5合成砂synthetic sand3.7.6自硬砂self-hardening sand3.7.7水玻璃砂sodium silicate-bonded sand 3.7.8覆膜砂precoated sand3.7.9烂砂泥(麻泥)loam3.7.10调匀砂temper sand3.7.11面砂facing sand3.7.12背砂(填充砂)backing sand3.7.13单一砂unit sand3.7.14含泥量clay content3.7.15含水量moisture content3.7.16旧砂floor sand3.7.17枯砂(焦砂)burnt sand3.7.18废砂waste sand3.7.19热砂hot sand3.7.20松砂aeration , sand-cutting3.7.21筛分(筛析)screen analysis3.7.22旧砂处理sand reconditioning3.7.23旧砂再生sand reclamation3.7.24沉降分选elutriation, decantation3.8型砂性能及试验3.8.1型砂试验sand testing3.8.2透气性permeability3.8.3流动性flowability3.8.4型砂强度sand strength3.8.5湿强度green strength3.8.6干强度dry strength3.8.7耐用性(复用性)durability3.8.8砂型(芯)硬度mold hardness3.8.9热变形hot deformation3.8.10残留强度retained strength3.8.11热强度hot strength3.8.12韧性toughness3.8.13发气率(发气速度)gas evolution rate 3.8.14发气性(发气量)gas evolution3.8.15吸湿性moisture absorption3.8.16落砂性knock-out capability3.8.17潰散性collapsibility3.8.18胶质价colloid index3.8.19破碎指数shatter index3.9砂处理设备3.9.1热气流烘砂装置hot pneumatic tubedrier3.9.2混砂机sand muller, sand mixer 3.9.3松砂机aerator, sand cutter3.9.4冷却提升机cooling elevator,coolevator3.9.5筛砂机riddle3.9.6磁力滚筒magnetic separator3.9.7旧砂再生设备sand reclamation3.9.8气力输送装置pneumatic tube conveyor4铸造合金4.1铸铁4.1.1铸铁cast iron4.1.2铸铁石墨形态morphology of graphite in cast iron4.1.3灰铸铁(灰口铸铁)gray cast iron4.1.4白口铸铁white cast iron4.1.5麻口铸铁mottled cast iron4.1.6共晶度degree of saturation4.1.7碳当量carbon equivalent4.1.8片状石墨flake graphite4.1.9初生石墨primary graphite4.1.10孕育铸铁inoculated cast iron4.1.11球墨铸铁spheroidal graphite cast iron,nodular graphite iron, ductile iron4.1.12球状石墨spheroidal graphite, nodulargraphite4.1.13可锻铸铁malleable cast iron4.1.14黑心可锻铸铁black heart malleablecast iron4.1.15珠光体可锻铸铁pearlitic malleablecast iron4.1.16铁素体可锻铸铁ferritic malleable castiron4.1.17白心可锻铸铁white heart malleablecast iron4.1.18团絮石墨tempered graphite4.1.19冷硬铸铁(激冷铸铁)chilled iron 4.1.20耐磨铸铁wear resisting cast iron4.1.21耐热铸铁heat resisting cast iron4.1.22耐酸铸铁acid resisting cast iron4.1.23高硅铸铁high silicon cast iron4.1.24蠕墨铸铁vermicular cast iron,compacted graphite cast iron4.1.25蠕虫状石墨vermicular graphite4.1.26合金铸铁alloy cast iron4.2铸钢4.2.1铸钢cast steel4.2.2炭素铸钢carbon cast iron4.2.3低合金铸钢low alloy cast steel4.2.4高锰钢high manganese steel4.2.5铁素体钢ferritic steel4.3铸造非铁合金4.3.1青铜bronze4.3.2铅青铜lead bronze4.3.3铝青铜aluminum bronze4.3.4黄铜brass4.3.5铝铜合金aluminum-copper alloy4.3.6铝镁合金aluminum-magnesium alloy 4.3.7铝硅合金aluminum-silicon alloy4.3.8镁合金magnesium alloy4.3.9轴承合金(减摩合金)bearing metal,antifrictional metal4.3.10巴氏合金babbitt alloy4.3.11钛合金titanium alloy5熔炼工艺及设备5.1熔炼基本术语5.1.1熔化(熔炼)melting5.1.2重熔remelting5.1.3炉料charge5.1.4熔化率melting rate5.1.5炉料计算charge calculation5.1.6双联熔炼duplexing5.1.7元素烧损(元素烧损率)melting losses of various chemical elements5.1.8熔炼损耗(烧损)total melting loss 5.1.9还原气氛reducing atmosphere5.1.10氧化气氛oxidizing atmosphere5.1.11惰性气体inert gas5.1.12碱度(碱性指数)index of basicity 5.1.13碱性渣basic slag5.1.14酸性渣acid slag5.1.15精炼refining5.1.16遗传性heredity5.2铸铁熔炼5.2.1风口比tuyere ratio5.2.2有效高度effective height5.2.3送风强度blast intensity5.2.4预热送风hot blast5.2.5底焦coke bed5.2.6层焦coke split5.2.7隔焦(结力焦)buffer coke charge 5.2.8炉衬furnace lining5.2.9碱性炉衬basic lining5.2.10酸性炉衬acid lining5.2.11棚料bridging5.2.12熔池bath5.2.13吸碳carbon pick-up5.2.14铁焦比(焦比)iron-coke ratio5.2.15出渣deslagging5.2.16打炉cupola drop5.3铸钢5.3.1氧化熔炼法oxidizing melting 5.3.2不氧化熔炼法dead melting5.3.3真空熔炼vacuum refining5.3.4电渣熔炼electro-slag melting5.3.5熔渣slag5.3.6沉渣sludge5.3.7浮渣dross, cinder5.3.8氧化期(沸腾期)oxidizing stage, boil5.3.9还原期deoxidizing stage, blockingstage5.3.10还原渣reducing slag5.3.11氧化渣oxidizing slag5.3.12白渣white slag5.3.13脱氧deoxidation5.3.14扒渣slagging- off5.3.15脱碳decarburization5.3.16脱硫desulphurization5.3.17脱磷dephosphorization5.3.18增碳recarburizing5.3.19脱氧剂deoxidizer5.4非铁金属熔炼5.4.1挥发损耗volatilizing losses5.4.2静置stewing, holding5.4.3吹氮nitrogen flushing5.5熔炼设备5.5.1冲天炉cupola5.5.2水冷冲天炉water-cooled cupola5.5.3热风冲天炉hot-blast cupola5.5.4湿法除尘器wet cap5.5.5炉缸cupola well5.5.6前炉forehearth5.5.7冲天炉加料机cupola charging machine 5.5.8爬式加料机skip hoist5.5.9电磁配铁称electro-magnetic weighingbalancer5.5.10电磁盘electromagnetic chuck5.5.11电弧炉(直接电弧炉)arc furnace,direct arc furnace5.5.12感应电炉electric induction furnace5.5.13电渣炉electroslag furnace5.5.14电磁搅拌electromagnetic agitation5.5.15浇包ladle5.5.16摇包shaking ladle5.5.17底注包bottom pouring ladle5.5.18保温炉holding furnace5.5.19坩埚炉crucible furnace5.6熔融金属处理5.6.1孕育inoculation5.6.2多孔塞法porous plug process5.6.3变质modification5.6.4墨化剂graphitizer5.6.5过热superheating5.6.6石墨球化处理nodularizing treatment ofgraphite5.6.7碳当量仪eutectometer5.6.8三角试块wedge test-piece5.6.9真空除气vacuum degassing5.7浇注5.7.1浇注pouring5.7.2保护气氛浇注pouring under controlledatmosphere5.7.3浇注速度pouring rate5.7.4浇注温度pouring temperature5.7.5浇注时间pouring time5.7.6浇注位置pouring position5.7.7型内孕育inmold inoculation5.7.8压铁weight5.7.9捣冒口churning, pumping5.7.10点冒口(补注)teeming5.7.11浸入式高温计immersion pyremeter5.7.12补炉patching5.7.13炉龄(炉衬寿命)campaign6工艺设计及工艺装备6.1工艺设计6.1.1铸造工艺设计mold design6.1.2铸造工艺装备设计foundry tools design 6.1.3铸造工艺图foundry molding drawing 6.1.4铸件图(毛坯图)drawing of rough casting6.1.5起模斜度(拔模斜度)pattern draft6.1.6收缩余量shrinkage allowance6.1.7工艺补正量molding allowance6.1.8加工余量machining allowance6.1.9吃砂量mold thickness6.1.10补贴pad6.1.11分型负数joint allowance6.1.12铸件尺寸公差dimensional tolerance ofcasting6.1.13铸件重量公差weight allowance ofcasting6.1.14铸件加工基准面reference face formachining of casting6.1.15铸件表面粗糙度surface roughness ofcasting6.2浇冒口系统6.2.1浇注系统(浇口)gating system, running system6.2.2封闭式浇注系统choked running system,pressurized gating system6.2.3半封闭式浇注系统enlarged runnersystem 6.2.4开放式浇注系统unchoked runningsystem, non-pressurized gating system 6.2.5浇口盆(外浇口)pouring basin6.2.6浇口杯pouring cup6.2.7浇口塞blanking-off plug6.2.8直浇道sprue6.2.9直浇道窝sprue base6.2.10横浇道runner6.2.11筛网芯(滤网芯)strainer core6.2.12内浇道ingate6.2.13离心集渣浇注系统whirl gate, dirttrap system6.2.14顶注式浇注系统top gating system6.2.15底注式浇注系统bottom gating system 6.2.16阶梯式浇注系统step gating system6.2.17雨淋浇口shower gate6.2.18缝隙浇口slot gate6.2.19压边浇口lip runner, kiss runner6.2.20牛角式浇口horn gate6.2.21热节hot spot6.2.22冒口riser, feeder heed6.2.23冒口效率riser efficiency6.2.24明冒口open riser6.2.25暗冒口blind riser6.2.26侧冒口(边冒口)side riser6.2.27压力冒口pressure riser6.2.28大气压力冒口atmospheric riser6.2.29发气压力冒口(气弹冒口)gas-deliveredpressure riser6.2.30透气砂芯pencil core6.2.31冒口颈riser neck6.2.32冒口根riser pad6.2.33保温冒口套heat insulating feedersleeve6.2.34发热冒口套exothermic feeder sleeve 6.2.35补缩距离feeding distance,feedingzone6.2.36易割冒口knock-off head6.2.37易割片(易割芯片)washburn core 6.3模样6.3.1铸造工艺装备foundry tools andequipment6.3.2模样(铸模,模)pattern6.3.3母模master pattern6.3.4金属模metal pattern6.3.5骨架模skeleton pattern6.3.6石膏模plaster pattern6.3.7塑料模plastic pattern6.3.8整体模one-piece pattern6.3.9分开模parted pattern, split pattern6.3.10活块loose piece6.3.11模板pattern plate6.3.12模底板pattern mounting plate6.3.13单面模板single face pattern plate6.3.14双面模板match plate6.3.15放样(伸图)hot dimensional drawing 6.3.16缩尺(模样工缩尺)shrinkage rule,pattern-maker’s rule6.4芯盒6.4.1芯盒core box6.4.2脱落式芯盒troughed core box6.4.3下芯量具core setting scale6.4.4下芯夹具core jig6.4.5烘芯板core drying plate6.5砂箱6.5.1砂箱flask, molding box6.5.2箱带(箱挡)flask bar, cross bar6.5.3脱箱snap flask6.5.4套箱mold jacket6.5.5套销hollow pin, stub pin7造型及造芯7.1造型7.1.1造型molding7.1.2型腔mold cavity7.1.3铸型(型)mold7.1.4砂型sand mold7.1.5上型(上箱)cope, top part7.1.6下型(下箱)drag, bottom part7.1.7手工造型hand molding7.1.8机器造型machine molding7.1.9自动化造型automatic molding7.1.10分型面mold joint7.1.11有箱造型flask molding7.1.12两箱造型two-part molding7.1.13三箱造型three-part molding7.1.14不平分型面stepped joint7.1.15无箱造型flaskless molding7.1.16脱箱造型removable flask molding7.1.17地坑造型pit molding7.1.18刮板造型sweep molding7.1.19抛砂造型impeller ramming, sandslinging molding7.1.20组芯造型core assembly molding7.1.21假箱造型oddside molding7.1.22微震压实造型vibratory squeezingmolding7.1.23高压造型high pressure molding7.1.24湿砂型(湿型,潮型)green sand mold 7.1.25砂型烘干mold drying7.1.26干砂型(干型)dry sand mold 7.1.27表面烘干型skin dried mold7.1.28烂砂泥型loam mold7.1.29砂床bed7.1.30过渡角transition angle7.1.31吊砂cod7.1.32砂钩lifter7.1.33负压造型(真空密封造型)vacuummolding7.1.34流态砂造型fluid sand molding7.1.35漏模pattern stripping7.1.36填砂mold-filling7.1.37紧实(紧砂,舂砂)ramming7.1.38震实jolt ramming7.1.39压实squeezing ramming7.1.40紧实度degree of ramming7.1.41二氧化碳法造型CO2process7.1.42自硬砂造型self-hardening sandmolding7.1.43塞砂tucking7.1.44刮砂strike-off7.1.45造型生产线molding line7.1.46刷水swabbing7.1.47敲模rapping7.1.48起模(拔模)stripping7.1.49扎出气孔venting7.1.50排气道venting channel7.1.51修型patching7.1.52冷铁densener, chill7.1.53外冷铁surface densener7.1.54内冷铁internal densener7.1.55验型(验箱)trial closing7.1.56合型(合箱,组型)mold assembling,closing7.2造芯7.2.1造芯(制芯)core making7.2.2芯(芯子)core7.2.3芯骨core rod, core scab7.2.4油砂芯oil sand core7.2.5预制芯embeded core, ram up core7.2.6芯头core print7.2.7芯座core print7.2.8芯头斜度core print taper7.2.9芯头间隙core print clearance7.2.10壳芯shell core7.2.11烘芯core baking7.2.12通气蜡线vent wax7.2.13冷芯盒法cold box process7.2.14热芯盒法hot box process7.2.15芯撑chaplet7.3造型工具7.3.1造型工具hand tools of molding7.3.2压勺heart and spoon7.3.3提沟cleaner7.3.4双头铜勺(秋叶)double ended radius sleeker7.3.5镘刀trowel7.4造型及造芯设备7.4.1造型机molding machine7.4.2压实造型机squeezing molding machine7.4.3震击台bumper7.4.4振动台vibrating table7.4.5微震压实造型机vibratory squeezer7.4.6震实造型机jolt molding machine7.4.7高压造型机high pressure moldingmachine7.4.8射压造型机shooting and squeezingmolding machine7.4.9多触头造型机equalizing pistonsqueezer7.4.10抛砂机sand slinger7.4.11起模机drawing machine7.4.12射砂机core shooter7.4.13挤芯机core extruder7.4.14铸型输送机mold conveyor8铸件落砂及清理8.1落砂及清理8.1.1落砂shake-out, knock-out8.1.2除芯decoring8.1.3噴砂清理sand blasting8.1.4抛丸清理shot blasting8.1.5水力清砂hydraulic cleaning8.1.6水砂清砂hydraulic blast8.1.7清理cleaning, fettling8.1.8清砂cleaning8.1.9火焰表面清理scarfing8.1.10清铲chipping8.1.11化学清砂chemical cleaning8.1.12精整dressing and finishing8.1.13落砂机knock-out machine8.1.14抛丸清理机shot blast machine8.1.15清理滚筒tumbling barrel8.1.16抛丸落砂清理设备shot blast reclaimingequipment8.1.17悬挂式磨轮swing frame grinder8.2修补及矫正8.2.1矫正coining, straightening8.2.2焊补repair welding8.2.3渗补impregnation9特种铸造9.1金属型铸造9.1.1金属型铸造permanent mold casting, gravity die casting9.1.2金属型metal mold9.1.3金属芯metal core9.1.4覆砂金属型sand-lined metal mold 9.1.5排气塞venting plug9.1.6排气槽air vent9.1.7龟裂heat checking9.1.8金属型铸造机gravity die casting machine9.2压力铸造9.2.1压力铸造(压铸)die casting,pressuredie casting9.2.2压铸型die-casting die, die9.2.3动型moving die, ejector die half9.2.4定型fixed die, cover die half9.2.5合型力clamping force , die lockingforce9.2.6压室pressure chamber9.2.7鹅颈管gooseneck9.2.8分流器spreader, sprue spreader9.2.9顶杆ejector pin9.2.10溢流槽overflow well9.2.11压射冲头(压室)injection piston,plunger9.2.12压射比压injection pressure9.2.13压射速度injection speed9.2.14保压时间dwell time9.2.15真空压铸evacuated die casting,vacuum die casting9.2.16充氧压铸pore-free die casting9.2.17双冲头压铸(精速密压铸)acurad(accurate?) die casting9.2.18压铸机die casting machine9.2.19冷室压铸机cold chamber die castingmachine9.2.20热室压铸机hot chamber die castingmachine9.2.21镶铸法insert process9.3离心铸造9.3.1离心铸造true centrifugal casting9.3.2半离心铸造semi-centrifugal casting 9.3.3离心浇注centrifugal pressure casting,centrifuge casting9.3.4双金属离心铸造bimetal centrifugalcasting9.3.5离心铸造机centrifugal casting machine 9.4熔模铸造9.4.1失模铸造lost pattern casting9.4.2熔模铸造(失蜡铸造)fusible patternmolding, lost-wax molding9.4.3压制熔模fusible pattern injection9.4.4压型pattern die9.4.5熔模fusible pattern9.4.6盐模salt pattern9.4.7蜡模wax-pattern9.4.8模组pattern assembly9.4.9熔模涂料(浆料)slurry9.4.10面层涂料investment precoat9.4.11撒砂stuccoing9.4.12脱蜡dewaxing9.4.13熔烧sintering9.5壳型铸造9.5.1壳型铸造shell molding9.5.2结壳时间investing time9.5.3结壳温度investing temperature9.5.4硬化温度curing temperature9.5.5硬化时间curing time9.6其它铸造方法9.6.1陶瓷型铸造ceramic molding9.6.2陶瓷型浆料ceramic slurry9.6.3灌浆paste pouring9.6.4喷烧torch firing9.6.5低压铸造low-pressure die casting9.6.6充型压力mold filling pressure9.6.7保压压力dwell pressure9.6.8升液管stalk9.6.9真空吸铸suction casting9.6.10差压铸造(反压铸造)counter-pressurecasting9.6.11实型铸造full mold process, cavitylesscasting9.6.12泡沫塑料模styrofoam pattern9.6.13磁型铸造(磁丸铸造)magnetic shotmolding process9.6.14凝壳铸造slush casting9.6.15石膏型铸造plaster molding9.6.16连续铸造continuous casting10铸件质量及铸件缺陷10.1铸件质量基本术语10.1.1铸件检验inspection of casting10.1.2铸件质量分析quality analysis ofcasting10.1.3铸件外观质量visual quality of casting 10.1.4铸件内在质量internal quality ofcasting10.1.5铸件使用性能service ability of casting 10.1.6单铸试块separated test bar of casting 10.1.7附铸试块test lug 10.1.8缺陷铸件defective casting10.1.9废品reject10.1.10无损检验(无损探伤)nondestructiveinspection10.1.11破坏性试验destructive testing10.2多肉类缺陷10.2.1飞翅(飞边)joint flash10.2.2毛刺veining10.2.3抬型(抬箱)cope raise , raised mold 10.2.4胀箱swell10.2.5冲砂erosion, cut, wash10.2.6掉砂drop, crush10.2.7外渗物(外渗豆)sweat10.3孔洞类缺陷10.3.1气孔blow hole10.3.2针孔pinhole10.3.3缩孔shrinkage10.3.4缩松dispersed shrinkage10.3.5疏松(显微缩松)porositymicroshrinkage10.4裂纹、冷隔类缺陷10.4.1冷裂cold cracking10.4.2热裂hot tearing10.4.3热处理裂纹heat treatment crack10.4.4白点(发裂)flake10.4.5冷隔cold shut, cold lap10.4.6浇注断流interrupted pour10.5表面缺陷10.5.1鼠尾rat-tail10.5.2沟漕buckle10.5.3夹砂结疤(夹砂)scab10.5.4机械粘砂(渗透粘砂)m etal penetration 10.5.5化学粘砂(烧结粘砂)burn-on10.5.6表面粗糙rough surface10.5.7皱皮elephant skin10.5.8缩陷depression10.6残缺类缺陷10.6.1浇不到misrun10.6.2未浇满poured short10.6.3跑火run-out, bleeding10.6.4型漏(漏箱)run-out, bleeding10.6.5损伤(机械损伤)damage10.7形状及重量差错类缺陷10.7.1拉长exaggeration of dimension10.7.2超重over-weight10.7.3变形distortion, warping10.7.4错型(错箱)shift10.7.5错芯core shift10.7.6偏芯(漂芯)core raised, corelift10.8夹杂类缺陷10.8.1夹杂物inclusion10.8.2冷豆cold shot10.8.3内渗物(内渗豆)internal sweat 10.8.4渣气孔scum, slag-blow hole10.8.5砂眼sand inclusion10.9性能、成分、组织不合格10.9.1亮皮pearlite layer10.9.2菜花头cauli-flowering10.9.3石墨飘浮carbon floatation10.9.4石墨集结kish graphite spot10.9.5组织粗大open grain structure10.9.6偏析segregation10.9.7硬点hard spot10.9.8反白口inverse chill10.9.9球化不良under-nodularizing10.9.10球化衰退degradated spheroidisation 10.9.11脱碳decarburization。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Home Search Collections Journals About Contact us My IOPscienceA study on the numerical simulation of thermal stress during the solidification of shapedcastingsThis content has been downloaded from IOPscience. Please scroll down to see the full text.2001 Sci. Technol. Adv. Mater. 2 157(/1468-6996/2/1/A32)View the table of contents for this issue, or go to the journal homepage for moreDownload details:IP Address: 91.181.147.178This content was downloaded on 18/02/2014 at 09:54Please note that terms and conditions apply.A study on the numerical simulation of thermal stress during thesolidi®cation of shaped castingsB.C.Liu *,J.W.Kang,S.M.XiongDepartment of Mechanical Engineering,Tsinghua University,Beijing 100084,People's Republic of ChinaReceived 14June 1999AbstractIn order to study the development of thermal stress and to predict the hot tearing and residual stress of shaped casting,two models were used to carry out the stress analysis of the two stages of solidi®cation.The rheological model [H]±[H u N]±[N u S]was used for the quasi-solid zone while the thermo-elasto-plastic model was used for the period after solidi®cation.Coupling the thermal analysis based on the ®nite different method with the stress analysis based on the ®nite element method,a FDM/FEM integrated system of thermal stresses analysis during the solidi®cation process was developed.After experimental veri®cation,the system was put into practical application.The analysis results during the quasi-solid zone show that the visco-plastic strain is an important factor for the occurrence of hot tearing.The hot tearing of a case steel casting and the residual stresses and deformation of a hydro-turbine blade steel casting were analyzed and predicted using the system.The simulation and the practical results were basically in agreement.q 2001Elsevier Science Ltd.All rights reserved.Keywords :Numerical simulation;Solidi®cation process;Shaped casting;Thermal stress;Rheological model;Thermo-elasto-plastic model1.IntroductionThe numerical simulation of thermal stress during solidi-®cation is of considerable signi®cance in understanding the development of thermal stress and the prediction of hot tearing,cold cracks,residual stress and deformation and even the thermal boundary conditions between the casting and the mold.Great attention has been paid to this area in the past decades.The thermal stresses of continuous casting and ingots were analyzed in some works [1±4]and simpli-®ed as two-dimensional problems.However,the development of the thermal stresses of shaped casting during the solidi®cation process is very complicated due to the complex mechanical behavior of the liquid,the liquid±solid coexistence zone and the solid zone at high temperatures.Therefore,little work has been done to model the stress development of the mushy zone and the shaped casting also [5,6].Recently,the rheological properties of cast alloys such as aluminium alloys,copper alloys and cast steels have been investigated [7±9].It was found that nearly all of these alloys complied with the [H]±[H u N]±[N u S]model in the quasi-solid zone.Therefore,in this paper,the [H]±[H u N]±[N u S]model and thermo-elasto-plastic model were used to carry out the stress analysis of the quasi-solid zone and ofthe period after the solidi®cation of the shaped casting,respectively.In addition,an integrated FDM/FEM analysis system of thermal stresses was established,veri®ed and put into practical application.2.Constitutive equationsThe rheological model and the thermo-elasto-plastic model describe the different mechanical behavior of the quasi-solid and the period after solidi®cation,respectively.They are depicted as follows.2.1.Rheological model [H]±[H u N]±[N u S]The mechanical model of [H]±[H u N]±[N u S]is shown in Fig.1,where [H],[N]and [S]are Hooke,Newton and St.Venant elements,respectively,[±]denotes series and [u ]denotes parallel.The Hooke element is elastic;the [H u N]so-called Kelvin element is visco-elastic and the [H]±[N u S]so-called Bingham element is visco-plastic.For the Hooke and Kelvin models,the relationships of stress {s }and elastic strain {e h }and visco-elastic strain {e k }can be expressed by the following equations,respect-ively:{s } D h {e h };11468-6996/01/$-see front matter q 2001Elsevier Science Ltd.All rights reserved.PII:S1468-6996(01)00041-9*Corresponding author./journals/STAM{s } D k {e k }1 l k {_e k }; 2where [D h ]and [D k ]are the elastic modulli of Hooke andKelvin elements,respectively,and l k is the viscosity of the Kelvin element.In all the following equations the subscripts h,k,b denote the variables of the Hooke,Kelvin,and Bingham elements,respectively,while the dots above the symbols denote the derivative of time.In the three-dimensional situation,the visco-plastic strain rate of the Bingham element is given as follows [10]:{_e b } 1l b k F F l2Qs ; 3where l b is the viscosity of the Bingham element,F the yield function which can be denoted by s 2s s for Von Mises yield criterion,Q the visco-plasticity potential,and k F (F )l is a switch on/switch off operator.k F F l 0if F ,0;k F F l F Fif F .0:As to the associative situationQ F .Takingk F (F )l F ,then{_e b } 12l b 12s ss {s 0};4where s s is the yield stress, sthe equivalent stress,and {s 0}is the deviatoric stress vector.In the solidi®cation zone there is no strain hardening,and therefore the yield stress is only a function of temperature.The total strain increment can be divided into elastic,visco-elastic,thermal part and visco-plastic after yielding.Therefore,the constitutive equations before yielding and after yielding are Eqs.(5)and (6),respectively {s } D h {e h };{s } D k {e k }1 l k {_ek };{e } {e h }1{e k }1{e th };5{s } D h {e h };{s } D k {e k }1 l k {_e k };{_e b } 12l b 12s ss {s 0};{e } {e h }1{e k }1{e b }1{e th }:6A three-dimensional algorithm based on the rheologicalmodel for FEM was then developed.2.2.Thermo-elasto-plastic modelThe stress increment {d s }and elastic strain increment {d e e }satisfy{d s } D {d e e }; 7where [D ]is the elasticity matrix.The plastic model complies with the ¯ow rule and hard-ening rule.The ¯ow rule determines the direction of plastic straining and is given as follows:{d e pl } l 2Q2s ; 8where l is a plastic multiplier which determines the amount of plastic straining,and Q is the plastic potential which determines the direction of plastic straining and is also a function of stress.For the associate ¯ow Q F :9To calculate the plastic strain increment it is necessary to determine l by the following deduction.The hardening rule states that the yield criterion changes with work hardening,so that F {s };k ;{a } 0;10where k is the plastic work,and {a }is the transition of the yield surface.k and {a }are internal variables.Especially,the plastic work is the sum of the plastic work done over the history of loadingk Z{s }T {d e pl } 11 and the transition of the yield surface is also history depend-ent and is given as{a } ZC {d e pl };12 where C is a material parameter and {a }represents thelocation of the center of the yield surface and moves in the direction of plastic straining.Eq.(10)is differentiated so thatd F 2F 2s T {d s }12F 2k d k 12F 2a T{d a } 0; 13which is the plastic consistency condition.Noting fromEqs.(11)and (12)there are d k {s }T {d e pl };14 {d a } C {d e }pl }:15Since the total strain increment can be divided into an elastic,plastic and thermal part {d e e } {d e }2{d e pl }2{d e th }:16B.C.Liu et al./Science and Technology of Advanced Materials 2(2001)157±164158Fig.1.Mechanical model of [H]±[H u N]±[N u S].Combining Eqs.(7)and (16)and substituting Eqs.(8),(14)and (15)into Eq.(13),thenFinally,substituting Eq.(17)into Eq.(8),the plasticstrain can be calculated.Therefore,the plastic strain is related to the total increment in strain,the current stress state,and the speci®c forms of the yield and potential surfaces.In addition,the thermo-elasto-plastic model is provided by ansys software,in which the Von Mises yield criteria and the initial stress method are employed.3.The FDM/FEM integrated analysis systemof therm al stressesThe development of thermal stress is closely related to the cooling of the casting,and therefore the numerical simu-lation of thermal stress is based on the thermal analysis.The ®nite difference method (FDM)based thermal analysis soft-ware FT-STAR was applied to perform the thermal analysis because of the simplicity of FDM,while the ®nite element method (FEM)was applied for the stress analysis.Couplingthe thermal analysis based on FDM with stress analysis based on FEM,a FDM/FEM integrated system of thermal stress analysis during the solidi®cation process was developed,its schematic diagram being shown in Fig.2.The coupling is through the transfer of the tempera-ture ®elds of FDM into the thermal loads needed in the FEM program by the temperature ®elds of FDM into the thermal loads needed in the FEM program by the temperature trans-ferring module [6].The rheological model is used to model the stress of the quasi-solid zone with the aim of predicting hot tearing.At the same time,the thermo-elaso-plastic model provided in the ®nite element analysis software ansys is used to model the stress during the period after solidi®cation and to predict the residual stress and deformation.In the pre-processing module the ®rst step is to construct the three-dimensional solid geometry model,which provides ®les for both the ®nite difference and ®nite element mesh generation.In this paper,three-dimensional solid geometry models were constructed by using the commercial software cadds 5.Further,the pre-processingB.C.Liu et al./Science and Technology of Advanced Materials 2(2001)157±164159Fig.2.Schematic diagram of the FDM/FEM integrated system for the thermal stress analysis of shaped castings.l 2F 2sTD {d e }2{d e th } 22F 2k {s }T 2Q 2s 2C 2F 2aT 2Q 2s 12F 2s T D2Q2s: 17and post-processing for FEM were performed in the ansys system (Fig.2).4.Experimental veri®cationThe system was veri®ed by the experimental and empiri-cal results of two different sample castings.A sample steel casting for investigating hot tearing was used for the rheo-logical model while a bow-shaped cast iron sample casting was used for the thermo-elasto-plastic model.4.1.Thermal stress analysis based on a rheological model A steel sample casting of 0.25%carbon with a hot spot,as shown in Fig.3,was used to verify the thermal stress analy-sis based on a rheological model.Two castings with and without constraints of the middle part of the specimen were cast and simulated by the system.The rheological parameters of the cast steel used in the numerical simulation were from Ref.[8].The castings were poured at 15908C into a sodium silicate bonded sand mold.The middle part of the sample casting was considered to be in free contraction due to the good collapsibility of the mold sand at high tempera-tures.The casting obtained under no constraints was sound.However,hot tearing occurred at the hot spot under constraints when a rigid steel pipe was put between the two sides of the casting,as shown in Fig.4.The characteristics of elastic e h ,visco-elastic e k and visco-plastic strain e b are different,as shown in Fig.5.The elastic strain reaches the maximum value immediatelywith stress;the visco-elastic strain increased gradually under constant stress and reaches the maximum value e kmax after a certain period of time;and the visco-plastic strain increases continuously without limitation.Therefore,the visco-plastic strain was further investigated for the prediction of hot tearing.The distribution of visco-plasticstrain eb with and without constraints at the end of solidi®-cation is shown in Fig.6.It is obvious that the visco-plasticstrain eb concentrates at the hot spot with constraints and on the other hand there is no obvious concentration of strains under no constraints.These simulated results are in agree-ment with the experimental results.Therefore,the visco-plastic strain is a main factor deter-mining the hot tearing tendency and the criteria for hottearing can be expressed as eb =e bcrit ,which means that if the visco-plastic strain surpasses the critical value e bcrit ,hot tearing occurs.4.2.Thermal stress analysis based on the thermo-elasto-plastic modelThe bow-shaped cast iron sample casting,shown in Fig.7,was used to verify the stress analysis based on thermo-elasto-plastic model provided by ansys 5.3.The mechanical properties of cast iron are from Ref.[5].The constraints are applied at the symmetrical faces.The calculated and theB.C.Liu et al./Science and Technology of Advanced Materials 2(2001)157±164160Fig.3.Geometry of the steel sample casting(mm).Fig.4.Hot tearing occurring under constraints:(a)the constraints;(b)hot tearing,shown by thearrow.Fig.5.Characteristics of e h ,e k and e b .measured cooling curves of two speci®c points 1and 2as shown in Fig.7are compared in Fig.8.They are basically in agreement with the maximum deviation being 10%.The difference between cooling of the thinner straight and thicker semicircular bars determines their difference in contraction,which will further result in the stress and deformation development of the sample casting.The stresses at 30and 100min after solidi®cation asshown in Fig.9,represent the two periods of solidi®cation,respectively.At the beginning the contraction of the straight bar and the outer side of the semicircular bar is larger than that of the inner side of the semicircular bar,which results that the former is in tension and the later is in compression.During further cooling the contraction of the inner side of the semi-circular bar comes to be larger than that of the straight bar and the outer side of the semicir-cular bar.Consequently,the inner side of the semicircular bar is in tension and the straight bar and the outer side of the semicircular bar are in compression.The calculated residual stress of point 1is 29.858MPa,and the measured value 212.0MPa.In addition,the deformation develop-ment of the sample casting is shown in Fig.10.Therefore,the calculated results of the bow-shaped sample casting comply with the theoretical analysis and the measured results.5.Engineering applicationTwo steel castings from the casting plants were analyzed by using the system,one for the prediction of hot tearing with the other for residual stress and deformation.5.1.Prediction of hot tearing of a case steel casting Hot tearing occurred at the joints of the bars and the body of a case steel casting in the foundry,as shown in Fig.11.When the two bars were changed into one thick bar in the middle of the body and two chills placed at the joints between the bar,as shown in Fig.12,the hot tearing defects were basically eliminated.Then,stress analysis during the quasi-solid zone of the case casting under the original and improved technologies were carried out and the hot tearing tendency was predicted.The calculated distribution of hot tearing tendency or thedistribution of eb =e bcrit at the end of solidi®cation with the original and the improved technologies are illustrated in Fig.13,where e bcrit is taken as 0.5%[11].It is obvious that there is great hot tearing tendency at the joints of theoriginal technology because eb =e bcrit is larger than 1.0.On the other hand,the hot tearing tendency is greatly decreasedB.C.Liu et al./Science and Technology of Advanced Materials 2(2001)157±164161Fig.7.Geometry of the bow-shaped sample casting(mm).parison of the calculated and the measured coolingcurves.Fig.6.Distribution of visco-plastic strain eb :(a)under no constraints;(b)under constraints.with eb =e bcrit smaller than 1.0by using the modi®ed technology.The predicted results are in agreement with the practical results.5.2.Analysis of residual stress and deformation of a hydro-turbine blade castingThe hydro-turbine blade stainless steel casting is a very important component in the hydro-turbine andhas a very complicated shape,as shown in Fig.14.There was great deforming tendency during solidi®ca-tion in production.A ®nite element model with tetrahe-dral elements was used for the convex part and hexahedral elements were used for the body,as shown in Fig.15.The total mesh elements are 2884and the nodes are 3030.The simulated residual deformation is shown in Fig.16.It is obvious that the main deforma-tion locates at the left side of the dashed line shown in Fig.16.It is obvious that the main deformation resides after shake-out.The simulated residual deformation at point A is 60.9mm as shown in Fig.16,while the actual deformation at point A is about 33mm.The reason for this discrepancy may be:(1)for stress analy-sis the action of the mold is neglected;(2)the deforma-tion of the blade could recover to some extent during later heat treatment.Further,the maximum simulated equivalent stress is located in the middle part of the blade,as shown in Fig.17.B.C.Liu et al./Science and Technology of Advanced Materials 2(2001)157±164162Fig.9.The stress distribution in the x -direction duringsolidi®cation.Fig.10.The deformation during solidi®cation (magni®cation £10):(a)30.0min;(b)100.0min.Fig.11.Illustrating;(a)the original technology;(b)hot tearing (shown by the arrow).6.Conclusions1.A three-dimensional constitutive equations of rheological model [H]±[H u N]±[N u S]was established.2.A FDM/FEM integrated analysis system of thermal stresses was developed,and the rheological and thermo-elasto-plastic models were used to simulate the thermal stresses in the quasi-solid zone and the stage after solidi®cation,respectively.3.The system was veri®ed by using two sample castings.The results show that the visco-plastic strain is an import-ant factor for the occurrence of hot tearing,and a hot tearing criterion was then established.4.For engineering application,the hot tearing tendency of a case steel casting and the residual stress and deformation of a hydro-turbine blade stainless steel casting were simulated and the results were discussed.B.C.Liu et al./Science and Technology of Advanced Materials 2(2001)157±164163Fig.12.Showing the casting produced with improvedtechnology.Fig.13.Distribution of hot tearing tendency e b =e bcrit :(a)original technol-ogy;(b)modi®edtechnology.Fig.14.Geometric model of the hydro-turbineblade.Fig.15.Finite element model of the hydro-turbineblade.Fig.16.Residual deformation(mm).Fig.17.Residual equivalent stress (MPa).AcknowledgementsThe study was supported®nancially by the State Signi®cant Fundamental Research Project,the R and D fund of Machinery Building and the Signi®cant Project of NSFC.References[1]R.Aboutalebi,M.Hasan,R.I.L.Guthrie,Thermal modeling andstress analysis in the continuous casting of arbitrary sections,Steel Res.65(6)(1994)225±233.[2]B.G.Thomas,A.Moitra,H.Zhu,in:M.Cross,J.Campbell(Eds.),Coupled Thermo-Mechanical Model of Solidifying Steel Shell Applied to Depression Defects in Continuous-Cast Slabs,Proceedings of Modeling of Casting,Welding and Advanced Solidi®cation Processes VII,TMS,London,1995,pp.241±248.[3]G.Funk,J.R.Boehmer,F.N.Fett,Coupled FDM/FEM model for thecontinuous casting process,put.Appl.Technol.7(3±6) (1994)214±228.[4]T.C.Tszeng,S.Kobayashi,Stress analysis in solidi®cation processapplication to continuous casting,Int.J.Mach.Tools Manufact.29(1) (1989)121±140.[5]Liu Baicheng,Zhu Riming,Residual stress computation and analysisof machine tool bed casting,in:Proceedings of the Fifth International Symposium of the Physical Metallurgical of Cast Iron(SCI-5), Nancy,France,1994.[6]Y.Chen,J.W.Kang,B.C.Liu,in:B.G.Thomas,C.Beckermann(Eds.),Study on Residual Stress of Cylinder Block Casting by Using an Integrated FDM/FEM System,Proceedings of Modeling of Casting,Welding and Advanced Solidi®cation Processes VIII, TMS,New York,1998,pp.771±778.[7]L.Qingchun,C.Kuiying,L.Chi,Z.Songyan,Rheological behaviorin solid±liquid coexistence zone and simulation of stress±strain and hot tearing of Al±Cu alloy during solidi®cation,AFS Trans.(1991) 245±253.[8]Cheng Jun,Cheng Mei,Dang Jingzhi,Numerical simulation of ther-mal stress in Al±Si alloy castings during solidi®cation process, Special Foundry Nonferrous Alloys(5)(1995)1±4(in Chinese). [9]Li Defu,Lin Bainian,Yan Yonggui,An Geying,Experimental model-ing for rheological properties of cast steel,Acta Metall.Sinica31(9) (1995)B389±B393(in Chinese).[10]T.Inoue,D.Y.Ju,Analysis of solidi®cation and visco-plastic stressesincorporating a moving boundary:an application to simulation of the centrifugal casting process,J.Thermal.15(1992)109±128.[11]K.Nakayama,M.Kinefuchi,K.Tsutsumi,in: B.G.Thomas,C.Beckermann(Eds.),A Measurement of Critical Strain for InternalCrack in Continuously Cast Slabs,Modeling of Casting,Welding and Advanced Solidi®cation Processes VIII,TMS,New York,1998,pp.915±922.B.C.Liu et al./Science and Technology of Advanced Materials2(2001)157±164 164。