管道焊缝外观检查记录表001
管道焊口组对及焊缝外观检查记录表
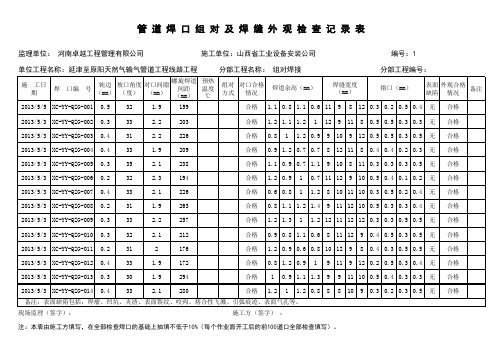
管 道 焊 口 组 对 及 焊 缝 外 观 检 查 记 录 表监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:1单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
管 道 焊 口 组 对 及 焊 缝 外 观 检 查 记 录 表监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:2单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:3单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:4单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
监理单位: 河南卓越工程管理有限公司 施工单位:山西省工业设备安装公司 编号:5单位工程名称:延津至原阳天然气输气管道工程线路工程 分部工程名称: 组对焊接 分部工程编号:现场监理(签字): 施工方(签字) :注:本表由施工方填写,在全部检查焊口的基础上抽填不低于10%(每个作业面开工后的前100道口全部检查填写)。
管道焊接及焊缝外观检查记录表
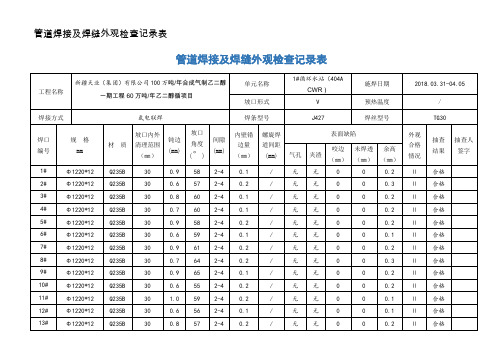
管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.03.31-04.05坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)1# Φ1220*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格2# Φ1220*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格3# Φ1220*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格4# Φ1220*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格5# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格6# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格7# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格8# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格9# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格10# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格11# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格12# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格13# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格14# Φ1220*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.11-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)15# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格16# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格17# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格18# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格19# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格20# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格21# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格22# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格23# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格24# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格25# Φ820*10 Q235B26# Φ820*10 Q235B27# Φ820*10 Q235B28# Φ820*10 Q235B管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)29# Φ820*10 Q235B30# Φ820*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格31# Φ820*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格32# Φ820*10 Q235B33# Φ820*10 Q235B34# Φ820*10 Q235B35# Φ820*10 Q235B36# Φ820*10 Q235B37# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格38# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格39# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格40# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格41# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格42# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)43# Φ1020*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格44# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格45# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格46# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格47# Φ1020*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格48# Φ1020*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格49# Φ1020*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格30# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格51# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格52# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格53# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格54# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格55# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格56# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)57# Φ1020*12 Q235B 30 0.8 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格58# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格59# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格60# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格61# Φ219*6 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格62# Φ219*6 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格63# Φ219*6 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格64# Φ219*6 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格65# Φ219*6 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格66# Φ219*6 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格67# Φ219*6 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格68# Φ219*6 20# 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格69# Φ219*6 20# 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格70# Φ219*6 20# 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-04.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)71# Φ159*4.5 20# 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格72# Φ159*4.5 20# 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格73# Φ159*4.5 20# 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格74# Φ159*4.5 20# 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格75# Φ159*4.5 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格76# Φ159*4.5 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格77# Φ159*4.5 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格78# Φ159*4.5 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格79# Φ159*4.5 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格80# Φ159*4.5 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格81# Φ159*4.5 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格82# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格83# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格84# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.15-04.25坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)85# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格86# Φ478*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格87# Φ478*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格88# Φ478*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格89# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格90# Φ478*8 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格91# Φ478*8 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格92# Φ478*8 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格93# Φ478*8 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格94# Φ478*8 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格95# Φ478*8 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格96# Φ478*8 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格97# Φ426*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格98# Φ426*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.16-04.25坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)99# Φ426*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格100# Φ426*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格101# Φ426*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格102# Φ426*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格103# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格104# Φ273*6 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格105# Φ273*6 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格106# Φ273*6 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格107# Φ273*6 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格108# Φ273*6 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格109# Φ273*6 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格110# Φ273*6 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格111# Φ273*6 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格112# Φ720*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.18-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口规格材质坡口内外钝边坡口间隙内壁错螺旋焊表面缺陷外观抽查抽查人编号mm 清理范围(㎜)(mm) 角度(°)(mm) 边量(㎜)道间距(mm)气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)合格情况结果签字113# Φ720*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格114# Φ720*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格115# Φ377*7 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格115A# Φ325*7 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格116# Φ325*7 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格117# Φ325*7 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格118# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格119# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格120# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格121# Φ159*4.5 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格122# Φ159*4.5 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格123# Φ159*4.5 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格124# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格125# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.22-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)126# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格127# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格128# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格129# Φ720*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格130# Φ720*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格131# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格132# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格133# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格134# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格135# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格136# Φ1620*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格137# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格138# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格139# Φ1620*16 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.03-05.10坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)140# Φ1620*16 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格141# Φ1620*16 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格142# Φ1620*16 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格142A# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格143A# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格143# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格144# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格145# Φ630*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格146# Φ630*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格147# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格148# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格149# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格130# Φ529*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格151# Φ529*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.04-06.16坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)152# Φ529*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格153# Φ529*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格154# Φ529*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格155# Φ529*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格156# Φ529*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格157# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格158# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格159# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格160# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格161# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格162# Φ630*10 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格163# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格164# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格165# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.06.16-06.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)166# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格167# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格168# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格169# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格170# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格171# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格172# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格。
管道焊接及焊缝外观检查记录表

合格
40#
Φ1020*12
Q235B
30
0.6
56
2-4
0.1
/
无
无
0
0
0.1
Ⅱ
合格
41#
Φ1020*12
Q235B
30
0.8
57
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
42#
Φ1020*12
Q235B
30
0.7
61
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
管道焊接及焊缝外观检查记录表
工程名称
新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目
气孔
夹渣
咬边(㎜)
未焊透(㎜)
余高(㎜)
29#
Φ820*10
Q235B
30#
Φ820*10
Q235B
30
0.6
57
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
31#
Φ820*10
Q235B
30
0.8
60
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
32#
Φ820*10
Q235B
33#
Φ820*10
Q235B
34#
Φ820*10
单元名称
1#循环水站(404ACWR)
施焊日期
2018.04.13-05.02
管道焊接及焊缝外观检查记录表

管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
管道焊接及焊缝外观检查记录表
卑微如蝼蚁、坚强似大象
盛年不重来,一日难再晨。
及时宜自勉,岁月不待人。
卑微如蝼蚁、坚强似大象。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/c17d1318cd7931b765ce0508763231126edb775c.png)
焊缝外观质量检查记录表GB50205 - 2001GD2301057单位(子单位)工程名称广州国际玩具礼物城(第一期)工程(第一区)分部(子分部)工程名称钢构造查收部位1-1~1-10×1-A~1-G屋顶施工单位汕头市建筑工程总企业项目经理蓝国炘分包单位分包项目经理施工履行标准名称及编号施工质量查收查收规范施工单位检查评定记录记录的规定项目赞同误差(注:t 为连续处较薄的板厚)mm缺点种类二级三级未焊满≤+, 且≤≤+, 且≤0 0 0 0 0 0 合格(指不足每焊缝内缺点总长≤0 0 0 3 0 0 1 0 0 0设计要求≤+,且≤≤+, 且≤0 0 0 0 0 0根部缩短长度不限≤, 且≤;连续长度≤,≤,且≤,长度咬边不限0 0 0 0 0 0且焊缝双侧咬边总长度≤10%焊缝总长赞同存在个别弧坑裂纹—长度≤的弧坑0 0 0 0 0 0 0 0 0 0裂纹赞同存在个别电弧檫伤—电弧檫伤0 0 0 0 1 0 0 0 0 0缺口深度,且≤缺口深度,且≤0 0 0 0 0 0 0接头不良每焊缝不该超出 1 处0 0 0 0 0 0 0 0 0 0表面夹杂—深≤,长≤且≤0 0 0 0 0 0 0 0 0 0每焊缝长度内赞同直径表面气孔—≤,且≤的气孔两个,0 0 0 0 0 0 0 0 0 0孔距≥6 倍孔径施工单位检查评专业工长(施工员)施工班组长定结果主控项目所有合格,一般项目切合要求。
项目专业质量检查员:年月日监理(建设)单位查收结论专业监理工程师(建设单位项目专业技术负责人):年月日焊缝外观质量检查记录表GB50205-2001GD2301057单位(子单位)工程名称广州国际玩具礼物城(第一期)工程(第一区)分部(子分部)工程名称钢构造查收部位G屋顶施工单位汕头市建筑工程总企业项目经理分包单位分包项目经理施工履行标准名称及编号施工质量查收查收规范施工单位检查评定记录记录的规定项目赞同误差(注:t 为连续处较薄的板厚)mm缺点种类二级三级未焊满≤+, 且≤≤+, 且≤(指不足每焊缝内缺点总长≤21 20 15 14 13 14 18 20 14 13设计要求≤+,且≤≤+, 且≤根部缩短长度不限≤,且≤,长度≤, 且≤;连续长度≤,咬边不限且焊缝双侧咬边总长度≤10%焊缝总长赞同存在个别长度≤的弧坑弧坑裂纹—裂纹赞同存在个别电弧檫伤—电弧檫伤接头不良缺口深度,且≤缺口深度,且≤每焊缝不该超出 1 处0 0 1 1 0 0 1 0 1 0表面夹杂—深≤,长≤且≤每焊缝长度内赞同直径表面气孔—≤,且≤的气孔两个,孔距≥6 倍孔径专业工长(施工员)施工班组长施工单位检查评主控项目所有合格,一般项目切合要求。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/91a48b93767f5acfa0c7cd95.png)
GB50205-2001
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
32~42×J1×H1轴屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
咬边
≤,且≤;连续长度≤,且焊缝两侧咬边总长度≤10%焊缝总长
≤,且≤,长度不限
合格
弧坑裂纹
—
允许存在个别长度≤的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度,且≤
缺口深度,且≤
合格
每焊缝不应超过1处
1
0
0
0
1
0
0
0
1
0
合格
表面夹杂
—
深≤,长≤且≤
表面气孔
—
每焊缝长度内允许直径≤,且≤的气孔两个,孔距≥6倍孔径
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求
≤+,且≤
≤+,且≤
0
0
0
0
0
0
合格
每焊缝内缺陷总长≤
0
0
0
3
0
0
1
0
0
0
根部收缩
≤+,且≤
≤+,且≤
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/49c195e14431b90d6d85c7c9.png)
GB50205-2001
GD2301057
单位(子单位)工程称号
广州国际玩具礼物城(第一期)工程(第一区)
分部(子分部)工程称号
钢布局
验收部位
1-1~1-10×1-A~1-G屋顶
施工单位
汕头市建筑工程总公司
项目司理
蓝国炘
分包单位
分包项目司理
施工执行尺度称号及编号
施工质量验收规范的规定
≤0.1t,且≤1.0,长度不限
0
0
0
0
0
0
合格
弧坑裂纹
—
允许存在个别长度≤
0
0
0
0
0
0
0
0
0
0
合格
电弧檫伤
—
允许存在个别电弧檫伤
0
0
0
0
1
0
0
0
0
0
合格
接头不良
缺口深度0.05t,且≤
缺口深度0.1t,且≤
0
0
0
0
0
0
0
合格
0
0
0
0
0
0
0
0
0
0
合格
概况夹杂
—
深≤0.2t,长≤≤
0
0
0
0
0
0
0
0
0
0
≤0.2+0.04t,且≤
合格
长度不限
咬边
≤0.05t,且≤0.5;持续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
≤0.1t,且≤1.0,长度不限
合格
弧坑裂纹
—
(整理)【6】管道焊缝外观检查记录

36.
JPCS010
无
无
无
2
12
合格
09.9.26 无损检测审请 006#指令
.................
.................
37.
JPCS014
无
38.
JPCS017
无
39.
JPCSA007
无
监理工程师:
无
无
2.1
11
合格
无
无
2.2
11
合格
无
无
1.9
12
合格
施工技术负责人:
记录人:
无损检测审请 001#指令 无损检测审请 001#指令 无损检测审请 001#指令 无损检测审请 001#指令 无损检测审请 002#指令 无损检测审请 002#指令 无损检测审请 002#指令 无损检测审请 002#指令 无损检测审请 002#指令 无损检测审请 002#指令
.................
54.
JPCS032
无
无
无
2.1
11
合格
09.9.29 无损检测审请 011#指令
55.
JPCS033
无
无
无
2
11
合格
09.9.29 无损检测审请 011#指令
56.
JPCS034
无
无
无
2.3
12
合格
09.9.29 无损检测审请 011#指令
57.
JPCS035
无
无
无
2.4
12
合格
09.9.29 无损检测审请 011#指令
43.
样表-焊缝外观质量检查记录表[1]
![样表-焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/a66ff9ee80eb6294dd886cbe.png)
0.3
合格
弧坑裂纹
—
允许存在个别长度≤5.0的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度0.05t,且≤0.5
缺口深度0.1t,且≤1.0
0.5
0.2
0.3
0.5
0.4
0.2
0.4
0.2
0.3
0.2
合格
每1000.0焊缝不应超过1处
0
1
1
0
0
1
0
1
0
1
合格
表面夹杂
—
深≤0.2t,长≤0.5t且≤20.0
≤0.2+0.02t,且≤1.0
≤0.2+0.04t,且≤2.0
0.5
0.3
0.4
0.8
0.3
0.7
0.5
0.9
0.4
1.1
合格
长度不限
咬边
≤0.05t,且≤0.5;连续长度≤100.0,且焊缝两侧咬边总长度≤10%焊缝总长
≤0.1t,且≤1.0,长度不限
0.2
0.4
0.3
0.4
0.5
0.2
0.1
0.3
焊缝外观质量检查记录表
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
1-1~1-10×1-A~1-G屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
001-5.1.2 焊缝外观质量检查表
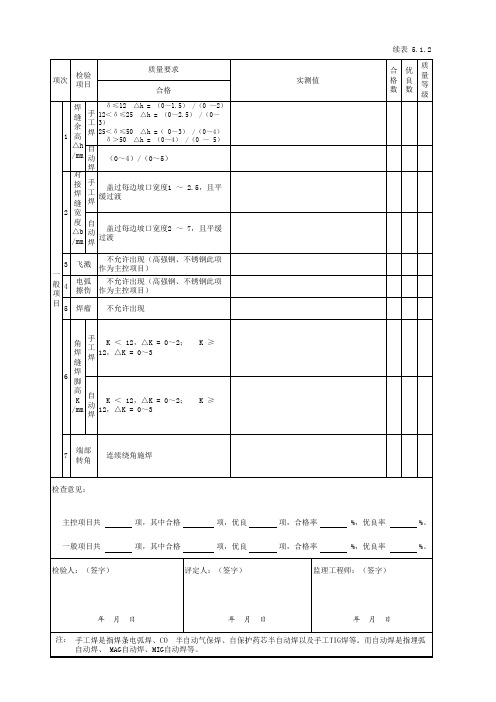
检验 项目
质量要求 合格
一类、二类 / 三类(仅钢闸门)焊缝:
焊
δ≤12 △h = ( (0~2.5) /(0~
1
余 高
工 3)
焊 25<δ≤50 △h =( 0~3) /(0~4) δ>50 △h = (0~4) /(0 ~ 5)
△h 自
/mm 动 (0~4)/(0~5)
焊 对
接 焊 缝
手 工 焊
盖过每边坡口宽度1 缓过渡
~
2.5,且平
2宽
度 △b /mm
自 动 焊
盖过每边坡口宽度2 过渡
~
7,且平缓
3
一 般4 项 目5
飞溅
电弧 擦伤
焊瘤
不允许出现(高强钢、不锈钢此项 作为主控项目)
不允许出现(高强钢、不锈钢此项 作为主控项目)
不允许出现
续表 5.1.2
合 格 数
优 良 数
质 量 等 级
项,合格率
%,优良率
%。
项,合格率
%,优良率
%。
监理工程师:(签字)
年月日
注: 自动焊、 MAG自动焊、MIG自动焊等。
年月日
年月日
角 焊 缝
手 工 焊
K < 12,△K 12,△K = 0~3
=
0~2;
6
焊 脚
高 K /mm
自 动 焊
K < 12,△K 12,△K = 0~3
=
0~2;
K≥ K≥
7
端部 转角
连续绕角施焊
检查意见:
主控项目共 一般项目共 检验人:(签字)
项,其中合格
项,优良
项,其中合格
项,优良
评定人:(签字)
实测值
管道焊缝外观检查记录
0
0
1
1
8
9
12
9
合格
无
0
0
12
11
11
10
合格
无
0
0
11
10
8
11
合格
无
0
0
8
8
8
8
合格
无
0
0
9
8
9
9
合格
无
0
0
1
10
9
10
8
合格
无
0
0
1
1
9
10
11
9
合格
无
0
0
1
9
11
8
10
合格
无
0
0
11
8
9
9
合格
无
0
0
1
1
8
9
12
9
合格
无
0
0
12
11
11
10
合格
无
0
0
11
10
8
11
合格
施工班(组)长:
年 月 日
施工单位质量检查员:
年 月 日
施工单位技术负责人:
年 月 日
现场监理:
年 月 日
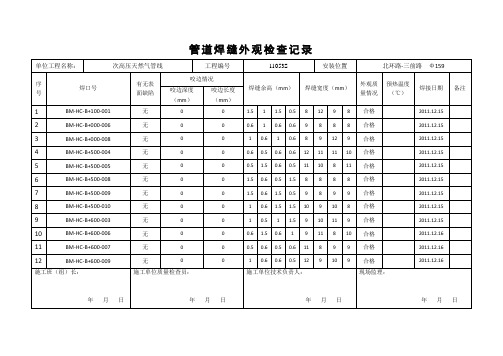
管道焊缝外观检查记录
单位工程名称:
次高压天然气管线
工程编号
11053S
安装位置
北环路-三前路 Φ159
序号
焊口号
有无表
面缺陷
咬边情况
焊缝余高(mm)
焊缝宽度(mm)
外观质量情况
管道焊缝外观检查记录
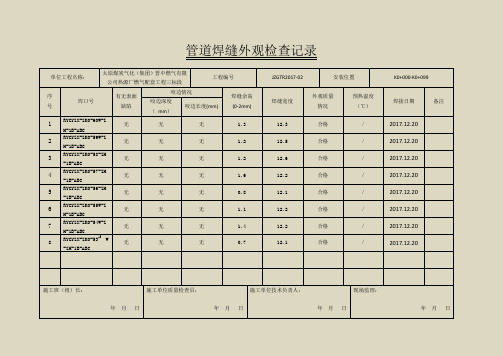
管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+000-K0+099序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-60W-ZH-1B-ABC无无无 1.3 12.3 合格/ 2017.12.202 RYGYZX-ZK0-59W-ZH-1B-ABC无无无 1.2 12.5 合格/ 2017.12.203 RYGYZX-ZK0-58-ZH-1B-ABC无无无 1.2 12.6 合格/ 2017.12.204RYGYZX-ZK0-57-ZH-1B-ABC无无无 1.6 12.2 合格/ 2017.12.205RYGYZX-ZK0-56-ZH-1B-ABC无无无0.8 12.1合格/ 2017.12.206RYGYZX-ZK0-55W-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.207RYGYZX-ZK0-54W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.208RYGYZX-ZK0-53+5W-ZH-1B-ABC无无无0.7 12.1合格/ 2017.12.20施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+000-K0+099序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-53+4 W-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.192 RYGYZX-ZK0-53+3 -ZH-1B-ABC无无无 1.2 12.2合格/ 2017.12.193 RYGYZX-ZK0-53+2 -ZH-1B-ABC无无无 1.6 12.2合格/ 2017.12.194RYGYZX-ZK0-53+1 -ZH-1B-ABC无无无0.9 12.2合格/ 2017.12.195RYGYZX-ZK0-53-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.196RYGYZX-ZK0-52-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.197RYGYZX-ZK0-51-ZH-1B-ABC无无无0.9 12.2合格/ 2017.12.19施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度(外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-50C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.12.42 RYGYZX-ZK0-49C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.43 RYGYZX-ZK0-48C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.44RYGYZX-ZK0-47C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.45RYGYZX-ZK0-46C-ZH-1B-ABC无无无 1.1 12.0合格/ 2017.12.46RYGYZX-ZK0-45C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.47RYGYZX-ZK0-44C-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.12.4施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-43C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.12.32 RYGYZX-ZK0-42C-ZH-1B-ABC无无无 1.6 12.1合格/ 2017.12.33 RYGYZX-ZK0-41C-ZH-1B-ABC无无无0.8 12.1合格/ 2017.12.34RYGYZX-ZK0-40C-ZH-1B-ABC无无无 1.1 12.0合格/ 2017.12.35RYGYZX-ZK0-39C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.36RYGYZX-ZK0-38C-ZH-1B-ABC无无无0.9 12.1合格/ 2017.12.37RYGYZX-ZK0-37C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.38RYGYZX-ZK0-36C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.3施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-35C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.22 RYGYZX-ZK0-34C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.23 RYGYZX-ZK0-33C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.24RYGYZX-ZK0-32C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.12.2施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-31+1 C-ZH-1B-ABC无无无 1.4 12.2 合格/ 2017.12.14施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度(外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-31C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.22 RYGYZX-ZK0-30C-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.23 RYGYZX-ZK0-29C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.2施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-28C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.12 RYGYZX-ZK0-27C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.13 RYGYZX-ZK0-26C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.14RYGYZX-ZK0-25C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.15RYGYZX-ZK0-24C-ZH-1B-ABC无无无 1.5 12.1合格/ 2017.12.16RYGYZX-ZK0-23C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.17RYGYZX-ZK0-22C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.18RYGYZX-ZK0-21C-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.12.1施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-20C-ZH-1B-ABC无无无0.9 12.1合格/ 2017.11.302 RYGYZX-ZK0-19C-ZH-1B-ABC无无无0.8 12.2合格/ 2017.11.303 RYGYZX-ZK0-18C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.304RYGYZX-ZK0-17C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.305RYGYZX-ZK0-16C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.306RYGYZX-ZK0-15C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.307RYGYZX-ZK0-14C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.30施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-13C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.292 RYGYZX-ZK0-12C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.293 RYGYZX-ZK0-11C-ZH-1B-ABC无无无 1.6 12.2合格/ 2017.11.294RYGYZX-ZK0-10+1C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.295RYGYZX-ZK0-10C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.11.296RYGYZX-ZK0-09C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.297RYGYZX-ZK0-08C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.29施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-07C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.282 RYGYZX-ZK0-06C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.283 RYGYZX-ZK0-05C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.284RYGYZX-ZK0-04C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.11.285RYGYZX-ZK0-03C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.28施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+706-K0+851序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-02-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.162 RYGYZX-ZK0-01-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.163 RYGYZX-ZK0-01+1C-ZH-1B-ABC无无无.4 12.1合格/ 2017.12.164RYGYZX-ZK0-01+2 W-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.12.165RYGYZX-ZK0-01+3 WC-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.12.166RYGYZX-ZK0-01+4C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.12.167RYGYZX-ZK0-01+5C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.12.16施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+706-K0+851序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-01+6C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.12.172 RYGYZX-ZK0-01+7 WC-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.173 RYGYZX-ZK0-01+8 WC-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.174RYGYZX-ZK0-01+9 WC-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.12.175RYGYZX-ZK0-01+10WC-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.176RYGYZX-ZK0-01+11C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.177RYGYZX-ZK0-01+12C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.17施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+706-K0+851序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-01+13C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.12.182 RYGYZX-ZK0-01+14-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.183 RYGYZX-ZK0-01+15W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.184RYGYZX-ZK0-01+16W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.185RYGYZX-ZK0-01+17W-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.186RYGYZX-ZK0-01+18W-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.18施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-88C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.172 RYGYZX-K0-87C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.173 RYGYZX-K0-86C-ZH-1B-ABC无无无 1.5 12.1合格/ 2017.11.174RYGYZX-K0-85C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.175RYGYZX-K0-84C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.176RYGYZX-K0-83C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.177RYGYZX-K0-82C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.17施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-81C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.162 RYGYZX-K0-80C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.163 RYGYZX-K0-79C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.164RYGYZX-K0-78C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.165RYGYZX-K0-77C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.166RYGYZX-K0-76C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.167RYGYZX-K0-75C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.16施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-74C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.152 RYGYZX-K0-73C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.153 RYGYZX-K0-72C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.154RYGYZX-K0-71C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.155RYGYZX-K0-70C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.156RYGYZX-K0-69C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.157RYGYZX-K0-68C-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.11.15施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-67C-ZH-1B-ABC无无无0.9 12.2合格/ 2017.11.142 RYGYZX-K0-66C-ZH-1B-ABC无无无0.9 12.0合格/ 2017.11.143 RYGYZX-K0-65C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.144RYGYZX-K0-64C-ZH-1B-ABC无无无 1.5 12.1合格/ 2017.11.145RYGYZX-K0-63C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.146RYGYZX-K0-62C-ZH-1B-ABC无无无 1.6 12.2合格/ 2017.11.147RYGYZX-K0-61C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.14施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-60C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.132 RYGYZX-K0-59C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.133 RYGYZX-K0-58C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.134RYGYZX-K0-57C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.11.135RYGYZX-K0-56C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.136RYGYZX-K0-55C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.13施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-LHJDY-02-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.72 RYGYZX-LHJDY-01-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.7施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-50+1C-ZH-1B-ABC无无无 1.4 12.2 合格/ 2017.11.30施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-50C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.122 RYGYZX-K0-49C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.123 RYGYZX-K0-48C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.124RYGYZX-K0-47C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.125RYGYZX-K0-46C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.126RYGYZX-K0-45C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.127RYGYZX-K0-51C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.12施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-44C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.112 RYGYZX-K0-43C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.113 RYGYZX-K0-42C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.114RYGYZX-K0-41C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.115RYGYZX-K0-40C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.116RYGYZX-K0-39C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.117RYGYZX-K0-38C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.11施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-37C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.102 RYGYZX-K0-36C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.103 RYGYZX-K0-35C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.104RYGYZX-K0-34C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.105RYGYZX-K0-33C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.106RYGYZX-K0-32C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.107RYGYZX-K0-31C-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.11.10施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-30C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.92 RYGYZX-K0-29C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.93 RYGYZX-K0-28C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.94RYGYZX-K0-27C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.95RYGYZX-K0-26C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.96RYGYZX-K0-25C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.97RYGYZX-K0-24C-ZH-1B-AB无无无 1.2 12.0合格/ 2017.11.9施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-23C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.82 RYGYZX-K0-22C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.83 RYGYZX-K0-21C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.84RYGYZX-K0-20C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.11.85RYGYZX-K0-19C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.86RYGYZX-K0-89+1C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.87RYGYZX-K0-89C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.8施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-52+2C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.72 RYGYZX-K0-52+1C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.73 RYGYZX-K0-52C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.74RYGYZX-K0-53C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.7施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-54C-ZH-1B-ABC无无无 1.3 12.2 合格/ 2017.11.7施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-17+2L-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.52 RYGYZX-K0-17+1-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.5施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-LHJDY-17-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.62 RYGYZX-LHJDY-16-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.63 RYGYZX-LHJDY-15-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.64RYGYZX-LHJDY-14-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.65RYGYZX-LHJDY-13-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.66RYGYZX-LHJDY-12-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.6施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-18+7L-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.62 RYGYZX-K0-18+6W-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.63 RYGYZX-K0+18+5W-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.64RYGYZX-K0-18+4-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.65RYGYZX-K0-18+3-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.66RYGYZX-K0-18+2-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.12.67RYGYZX-K0-18+1-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.6施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-LHJDY-18-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.52 RYGYZX-LHJDY-11-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.53 RYGYZX-LHJDY-10-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.54RYGYZX-LHJDY-09-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.11.55RYGYZX-LHJDY-08-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.11.5施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-07+6L-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.72 RYGYZX-K0+07+5W-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.73 RYGYZX-K0-07+4W-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.74RYGYZX-K0-07+3W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.75RYGYZX-K0-07+2-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.76RYGYZX-K0-07+1-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.7施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-LHJDY-07-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.42 RYGYZX-LHJDY-06-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.43 RYGYZX-LHJDY-05-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.44RYGYZX-LHJDY-04-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.45RYGYZX-LHJDY-03-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.11.4施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K1-03+1-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.12.82 RYGYZX-K1-03+2-ZH-1B-ABC无无无 1.1 12.0合格/ 2017.12.83 RYGYZX-K1-03+3W-ZH-1B-ABC无无无 1.0 12.0合格/ 2017.12.84RYGYZX-K1-03+4W-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.85RYGYZX-K1-02W-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.86RYGYZX-K1-01W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.87RYGYZX-K1-03+5-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.8施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+168-K2+207序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK1-01+6 -ZH-1B-ABC无无无 1.4 13.4 合格/ 2017.12.92 RYGYZX-ZK1-01+5 -ZH-1B-ABC无无无 1.3 14.3 合格/ 2017.12.93 RYGYZX-ZK1-01+4 -ZH-1B-ABC无无无 1.2 14.5 合格/ 2017.12.94RYGYZX-ZK1-01+3 -ZH-1B-ABC无无无 1.3 13.8 合格/ 2017.12.95RYGYZX-ZK0-01+2 -ZH-1B-ABC无无无 1.3 14.2 合格/ 2017.12.9施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+207-K3+284序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-01+1C-ZH-1B-ABC无无无 1.3 14.7合格/ 2017.11.182 RYGYZX-ZK1-01C-ZH-1B-ABC无无无 1.3 14.5合格/ 2017.11.183 RYGYZX-ZK1+02C-ZH-1B-ABC无无无 1.3 14.5合格/ 2017.11.184RYGYZX-ZK1-03C-ZH-1B-ABC无无无 1.2 14.9合格/ 2017.11.185RYGYZX-ZK1-04C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.186RYGYZX-ZK1-05C-ZH-1B-ABC无无无 1.2 14.1合格/ 2017.11.187RYGYZX-ZK1-06C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.188RYGYZX-ZK1-07C-ZH-1B-ABC无无无 1.1 14.8合格/ 2017.11.18 9RYGYZX-ZK1-08C-ZH-1B-ABC无无无 1.4 14.5合格/ 2017.11.18 10RYGYZX-ZK1-09C-ZH-1B-ABC无无无 1.5 14.4合格/ 2017.11.18施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+207-K3+284序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK1-10C-ZH-1B-ABC无无无 1.4 14.0合格/ 2017.11.192 RYGYZX-ZK1-11C-ZH-1B-ABC无无无 1.5 14.0合格/ 2017.11.193 RYGYZX-ZK1-12C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.194RYGYZX-ZK1-13C-ZH-1B-ABC无无无 1.4 14.1合格/ 2017.11.195RYGYZX-ZK1-14C-ZH-1B-ABC无无无 1.3 14.5合格/ 2017.11.196RYGYZX-ZK1-15C-ZH-1B-ABC无无无 1.2 14.3合格/ 2017.11.197RYGYZX-ZK1-16C-ZH-1B-ABC无无无 1.3 14.5合格/ 2017.11.198RYGYZX-ZK1-17C-ZH-1B-ABC无无无 1.4 14.6合格/ 2017.11.19 9RYGYZX-ZK1-18C-ZH-1B-ABC无无无 1.5 14.5合格/ 2017.11.19 10RYGYZX-ZK1-19C-ZH-1B-ABC无无无 1.5 14.7 合格/ 2017.11.19施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+207-K3+284序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK1-20C-ZH-1B-ABC无无无 1.3 14.1合格/ 2017.11.202 RYGYZX-ZK1-21C-ZH-1B-ABC无无无 1.4 14.8合格/ 2017.11.203 RYGYZX-ZK1-22C-ZH-1B-ABC无无无 1.4 14.6合格/ 2017.11.204RYGYZX-ZK1-23C-ZH-1B-ABC无无无 1.5 14.5合格/ 2017.11.205RYGYZX-ZK1-24C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.206RYGYZX-ZK1-25C-ZH-1B-ABC无无无 1.1 14.0合格/ 2017.11.207RYGYZX-ZK1-26C-ZH-1B-ABC无无无 1.1 14.0合格/ 2017.11.208RYGYZX-ZK1-27C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.20 9RYGYZX-ZK1-28C-ZH-1B-ABC无无无 1.5 14.3合格/ 2017.11.20 10RYGYZX-ZK1-29C-ZH-1B-ABC无无无0.9 合格/ 2017.11.20施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+207-K3+284序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK1-30C-ZH-1B-ABC无无无 1.3 14.3合格/ 2017.11.212 RYGYZX-ZK1-31C-ZH-1B-ABC无无无 1.4 14.2合格/ 2017.11.213 RYGYZX-ZK1-32C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.214RYGYZX-ZK1-33C-ZH-1B-ABC无无无 1.3 14.2合格/ 2017.11.215RYGYZX-ZK1-34C-ZH-1B-ABC无无无 1.2 14.0合格/ 2017.11.216RYGYZX-ZK1-35C-ZH-1B-ABC无无无 1.4 14.9合格/ 2017.11.217RYGYZX-ZK1-36C-ZH-1B-ABC无无无 1.1 14.5合格/ 2017.11.218RYGYZX-ZK1-37C-ZH-1B-ABC无无无 1.3 14.8合格/ 2017.11.21 9RYGYZX-ZK1-38C-ZH-1B-ABC无无无 1.5 14.5合格/ 2017.11.21 10RYGYZX-ZK1-39C-ZH-1B-ABC无无无 1.4 14.1合格/ 2017.11.21施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日。
压力管道焊缝外观质量检查记录表
压力管道焊缝外观质量检查记录表
1. 项目信息,记录表的名称、编号、填写日期等基本信息。
2. 管道信息,包括管道材质、规格、焊接位置等信息。
3. 焊工信息,记录参与焊接的焊工姓名、编号等信息。
4. 检查标准,列出焊缝外观质量的检查标准和要求,可以包括焊缝表面平整度、气孔、裂纹、夹渣等方面的要求。
5. 检查工具,记录使用的检查工具,如焊缝探伤仪、焊缝表面粗糙度测量仪等。
6. 检查过程,详细描述焊缝外观质量的检查过程,包括检查位置、方法、结果等。
7. 检查结果,记录每次检查的结果,包括合格、不合格、待修复等情况。
8. 备注,对检查过程中出现的特殊情况或需要特别说明的地方
进行备注。
在填写记录表时,需要严格按照相关标准和规范进行检查,并确保记录的真实性和准确性。
这样的记录表有助于管道焊缝外观质量的监控和管理,对于确保焊接质量、提高工程安全性具有重要意义。
管道焊接及焊缝外观检查记录表

管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表。
管道焊缝外观检查记录
管道焊缝外观检查记录日期:2024年9月15日检查人:XXX一、检查对象焊接对象:管道焊缝管道材质:不锈钢焊接方法:TIG焊接焊缝形式:对接焊缝二、检查仪器1.白色LED手电筒2.放大镜3.直尺4.记录表格三、检查内容及结果1.外观检查(1)检查焊缝的表面是否平整,无凸起或瘪陷现象。
结果:焊缝表面平整,无凸起或瘪陷现象。
(2)检查焊缝的颜色是否均匀,无孔洞或气孔。
结果:焊缝颜色均匀,无孔洞或气孔。
(3)检查焊缝两侧的夹渣情况。
结果:焊缝两侧无夹渣。
(4)检查焊缝的边缘是否整齐,无毛刺。
结果:焊缝边缘整齐,无毛刺。
2.尺寸检查(1)使用直尺测量焊缝的宽度,与设计要求进行比较。
结果:焊缝宽度为4mm,符合设计要求。
(2)使用直尺测量焊缝的高度,与设计要求进行比较。
结果:焊缝高度为5mm,符合设计要求。
3.其他检查(1)使用白色LED手电筒照射焊缝,观察焊缝是否有裂纹。
结果:焊缝表面光滑,无裂纹。
(2)使用放大镜对焊缝进行细致观察,检查是否有未熔合或烧穿现象。
结果:焊缝完全熔合,无未熔合或烧穿现象。
四、检查结论根据以上检查结果,管道焊缝的外观满足设计要求,尺寸合格,无裂纹、未熔合或烧穿现象。
焊缝质量良好,符合相关标准,并可继续进行下一步工艺。
五、备注由于本次检查仅对外观进行检验,未对焊缝的内部结构进行无损检测。
如有需要,建议进行X射线或超声波等无损检测方法,以确保焊缝的内部质量。
六、签名检查人:XXX。
管道焊缝外观检查记录
1.5
9
10
11
9
合格
2011.12.18
6
BM-HC-B1+300-010
无
0
0
0.6
1.5
0.6
1
9
11
8
10
合格
2011.12.18
7
BM-HC-B1+400-002
无
0
0
0.5
0.6
0.5
0.6
11
8
9
9
合格
2011.12.19
8
BM-HC-B1+400-004
无
0
0
1
0.6
1
0.6
8
9
12
1.5
0.5
9
8
9
9
合格
2011.12.17
6
BM-HC-B+100-003
无
0
0
1
0.6
1.5
1.5
10
9
10
8
合格
2011.12.17
7
BM-HC-B+000-007
无
0
0
1
0.5
1
1.5
9
10
11
9
合格
2011.12.17
8
BM-HC-B+600-001
无
0
0
0.6
1.5
0.6
1
9
11
8
10
合格
11
合格
2011.12.18
3
BM-HC-B1+200-006
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:001
施工日期 2015.10.15
咬边情况 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无
检查结论 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格
年
月
日
管道焊缝外观检查记录表
工程名称 施工单位 焊口编号 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 班组长: 质检员: 技术负责人: 年 月 日 西柏坡电厂废热利用入市工程 秦皇岛市政建设集团有限公司 焊口编号 C1+178-1 C1+178-2 C1+178-3 C1+178-4 C1+190-1 C1+190-2 C1+190-3 C1+190-4 C1+202-1 C1+202-2 C1+202-3 C1+202-4 C1+214-1 C1+214-2 C1+214-3 C1+214-4 C1+226-1 C1+226-2 C1+226-3 C1+226-4 管道规格 Ф 1420*16 Ф 1420*16 Ф 1420*18 Ф 1420*18 Ф 1420*16 Ф 1420*16 Ф 1420*18 Ф 1420*18 Ф 1420*16 Ф 1420*16 Ф 1420*18 Ф 1420*18 Ф 1420*16 Ф 1420*16 Ф 1420*18 Ф 1420*18 Ф 1420*16 Ф 1420*16 Ф 1420*18 Ф 1420*18 施工班组 检测日期 C1+178~C1+226 外观质量 焊缝余高(mm) 合格 1 合格 2 合格 1 合格 1 合格 2 合格 1 合格 2 合格 1 合格 2 合格 1 合格 1 合格 2 合格 1 合格 2 合格 1 合格 2 合格 1 合格 1 合格 1 合格 1 监理工程师: 焊缝宽度(mm) 19 20 19 19 20 20 20 19 19 19 20 19 20 19 19 20 19 19 20 19 一组