钢结构加工焊接焊缝外观质量检查记录
钢结构焊接检验批质量验收记录
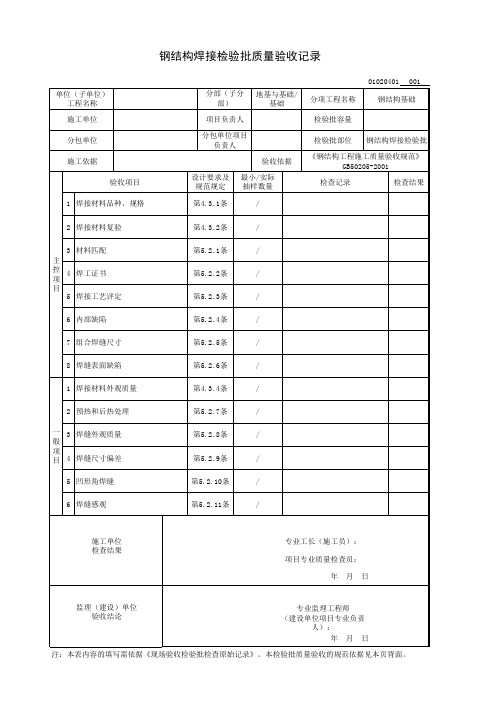
钢结构焊接检验批质量验收记录注:本表内容的填写需依据《现场验收检验批检查原始记录》。
本检验批质量验收的规范依据见本页背面。
填写说明一、填写依据1 《钢结构工程施工质量验收规范》GB50205-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分钢结构制作(安装)焊接工程可按相应的钢结构制作或安装工程检验批的划分原则划分为一个或若干个检验批。
单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。
压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。
三、GB50205-2001规范摘要主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2 重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.2.1 焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及国家现行行业标准《建筑钢结构焊接技术规程》JGJ81的规定。
焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
检查数量:全数检查。
检验方法:检查质量证明书和烘焙记录。
5.2.2 焊工必须经考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
检查数量:全数检查。
检验方法:检查焊工合格证及其认可范围、有效期。
5.2.3 施工单位对其首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
二级焊缝外观质量及焊缝尺寸检查记录
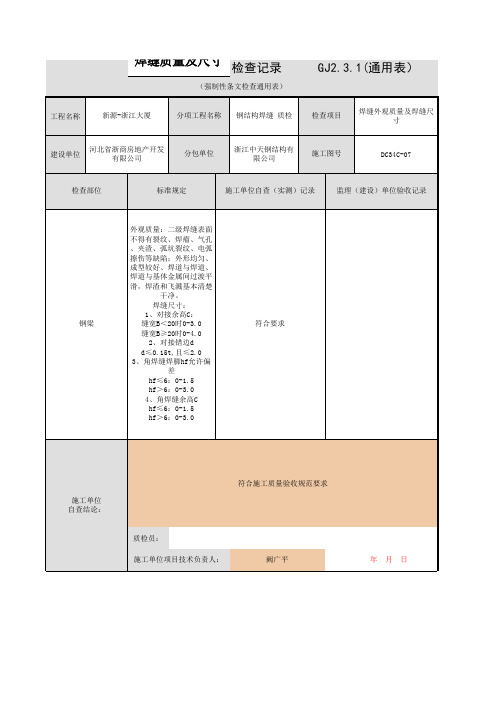
(强制性条文检查通用表)
GJ2.3.1(通用表)
工程名称
新源-浙江大厦
分项工程名称
钢结构焊缝 质检
检查项目
焊缝外观质量及焊缝尺 寸
建设单位
河北省浙商房地产开发 有限公司
分包单位
浙江中天钢结构有 限公司
施工图号
DC34C-07
检查部位
标准规定
施工单位自查(实测)记录
监理(建设)单位验收记录
钢梁
外观质量:Байду номын сангаас级焊缝表面 不得有裂纹、焊瘤、气孔 、夹渣、弧坑裂纹、电弧 擦伤等缺陷;外形均匀、 成型较好、焊道与焊道、 焊道与基体金属间过渡平 滑,焊渣和飞溅基本清楚 干净。 焊缝尺寸: 1、对接余高C: 缝宽B<20时0-3.0 缝宽B≥20时0-4.0 2、对接错边d d≤0.15t,且≤2.0 3、角焊缝焊脚hf允许偏 差 hf≤6:0-1.5 hf>6:0-3.0 4、角焊缝余高C hf≤6:0-1.5 hf>6:0-3.0
符合要求
符合施工质量验收规范要求 施工单位 自查结论:
质检员: 施工单位项目技术负责人: 阙广平 年 月 日
监理(建设) 单位验收结论:
监理工程师(建设单位项目负责人):
年
月
日
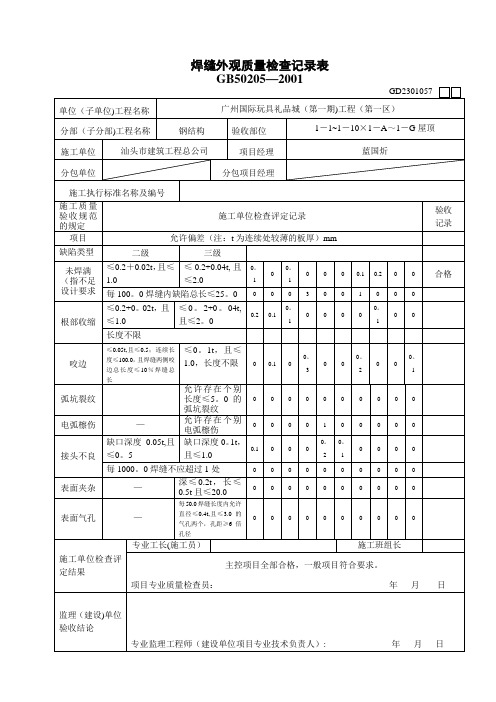
焊缝外观质量检查记录表
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求
≤0.2+0。02t,且≤1。0
≤0.2+0.04t,且≤2.0
0.5
0.2
0。1
0.4
0。8
1。2
0。4
0.3
0。4
0。7
合格
每100。0焊缝内缺陷总长≤25.0
21
20
24
21
24
23
18
15
16
12
合格
根部收缩
—
允许存在个别电弧檫伤
0
0
0
0
1
0
0
0
0
0
接头不良
缺口深度0.05t,且≤0。5
缺口深度0。1t,且≤1.0
0.1
0
0
0
0。2
0。1
0
0
0
0
每1000。0焊缝不应超过1处
0
0
0
0
0
0
0
0
0
0
表面夹杂
—
深≤0.2t,长≤0.5t且≤20.0
0
0
0
0
0
0
0
0
0
0
表面气孔
—
每50.0焊缝长度内允许直径≤0.4t,且≤3.0的气孔两个,孔距≥6倍孔径
15
13
17
合格
根部收缩
≤0.2+0.02t,且≤1.0
≤0.2+0。04t,且≤2。0
0。8
0。2
0.3
0.4
0。8
各种焊缝加工质量验收记录

各种焊缝加工质量验收记录焊缝加工质量验收是对焊缝加工过程中的各项指标进行检查和评价,以确保焊接工件具有良好的质量,能够满足使用的要求。
下面是一个焊缝加工质量验收记录的示例,共计1200字以上。
一、焊工质量评估1.焊工证书:检查焊工是否持有相关合格证书,并确认证书的有效性。
2.焊工技术水平评估:评估焊工的技术水平,包括焊缝的外观质量、焊缝的硬度、焊缝的尺寸等指标。
二、焊接设备质量评估1.设备检查:检查焊接设备是否正常工作,包括焊机、电源、焊钳等部件,确保其能够满足工艺要求。
2.设备校准:对焊接设备进行校准,确保焊接设备的稳定性和准确性。
三、焊缝外观质量评估1.焊缝形状:检查焊缝的形状是否符合图纸要求,包括焊缝的宽度、高度、角度等指标。
2.焊缝表面质量:检查焊缝表面是否光滑、平整,无气孔、夹渣、裂纹等缺陷。
3.焊缝边缘质量:检查焊缝边缘是否完整、锐利,无起皮、翘曲等现象。
四、焊缝力学性能评估1.焊缝强度:通过拉伸试验、剪切试验等方法,评估焊缝的强度是否满足要求。
2.焊缝韧性:通过冲击试验、弯曲试验等方法,评估焊缝的韧性和抗变形能力。
3.焊缝硬度:通过硬度测试,评估焊缝的硬度是否在允许范围内。
五、焊缝尺寸评估1.焊缝尺寸:比对焊缝的实际尺寸与图纸要求的尺寸,评估焊缝的尺寸是否符合要求。
2.焊缝交互检验:通过焊缝的交互检验,评估焊缝的尺寸是否符合交互规定要求。
综上所述,焊缝加工质量验收记录对焊缝加工过程中的各项指标进行监督和评估,确保焊接工件具有良好的质量。
各类评估包括焊工质量评估、焊接设备质量评估、焊缝外观质量评估、焊缝力学性能评估和焊缝尺寸评估等方面。
通过这些评估,可以确保焊缝的质量达到或超过设计要求,从而保证焊接工件的性能和可靠性。
钢结构焊缝外观检查记录通用模板

工程名称: 工程1 施工单位 规格尺寸
序号
焊缝 编号
1
hf-01钢结构焊缝外观检查记录通用模板
GL-JH-2
焊缝类型
角焊缝 角焊缝 角焊缝
质量 等级
二级 二级 二级
构件名称及编号
编号:
00-00-C4-001 钢梁-3
检查日期
年月日
咬边 √
外观检查记录
表面 缺陷
错边
焊缝 余高
√
√
√
焊脚 尺寸
√
结论 合格
√
√
√
√
√
合格
√
√
√
√
√
合格
检查结论:
钢结构焊缝外观质量检查符合设计和规范要求,检验合格。
签
监理(建设)单位
字
专业技术负责人
施工单位 专业质量员
专业工长
栏
说明:1.此表用于钢结构焊接工程焊缝外观质量的检查记录。 2.此表中“焊缝类型”栏填“对接焊缝”或“角焊缝”,“质量等级”栏按施工图设计对该焊缝的要求 填写,如“一级”或“二级”等。 广西建设工程质量安全监督总站编制
钢结构焊接焊缝外观检查记录

焊缝外观质量检查记录 (施工检查记录)
工程名称: 苏地2016-WG-76地块二期工程
编号:
施工单位
中亿丰建设集团股 份有限公司
检查部位
依据操作规程(企业标准)
南区(C区)钢连 廊南侧筒体钢结 构三节柱及五、 六层梁焊接区域
检查日期
2021年06月25日
《钢结构工程施工规范》GB50755-2012 《钢结构工程施工质量验收规范》GB50205-2020
/
/ / 检查结果:
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
符合规范要求。
施工班组长: 本表由施工单位填写并保存。
质检员:
2021年06月25日
项目
标准允许偏差 (mm)
测点
1
2
3
4
5
6
7
89 105.源自.6条:无裂纹、焊焊缝表面 瘤 缺陷 夹渣、擦伤、未满焊、
无
无
无
无
无
无
无
无
焊缝外观质量检查原始记录本
表号:GQL-ES20焊缝外观质量检查原始记录本第册共册项目名称:标段:开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)说明1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。
按照施工的时间顺序填写,不得补记。
2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。
3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监理栏划上“/”。
4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转抄记录本上。
5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报告上要注明数据在记录本的位置。
6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。
7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表表号:GQL-ES20工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期序号项目简图质量要求(mm)实测结果1 咬边△△横、纵向受拉对接焊缝不允许横向受压对接焊缝Δ≤0.3主要角焊缝Δ≤0.5其它焊缝Δ≤1.02 气孔对接焊缝不允许主要角焊缝直径小于1.0 每m不多于3个,其间距不小于20㎜其它焊缝直径小于1.53 焊脚尺寸主要角焊缝K+20;其他角焊缝K+2-1,手弧焊全长10%范围内允许K+3-14 焊波h≤2(任意25mm范围内)5余高(对接)b≤15时,h≤3;15<b≤25时,h≤4;b>25时,h≤4b/25单面焊接的横向对接焊缝背面余高h≤26余高铲磨(对接)△△Δ1≤ 0.5Δ2≤ 0.3表面粗糙度Ra50μm7 裂纹、未熔合、未填满、焊瘤结论备注检查人员日期监理工程师日期。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/91a48b93767f5acfa0c7cd95.png)
GB50205-2001
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
32~42×J1×H1轴屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
咬边
≤,且≤;连续长度≤,且焊缝两侧咬边总长度≤10%焊缝总长
≤,且≤,长度不限
合格
弧坑裂纹
—
允许存在个别长度≤的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度,且≤
缺口深度,且≤
合格
每焊缝不应超过1处
1
0
0
0
1
0
0
0
1
0
合格
表面夹杂
—
深≤,长≤且≤
表面气孔
—
每焊缝长度内允许直径≤,且≤的气孔两个,孔距≥6倍孔径
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求
≤+,且≤
≤+,且≤
0
0
0
0
0
0
合格
每焊缝内缺陷总长≤
0
0
0
3
0
0
1
0
0
0
根部收缩
≤+,且≤
≤+,且≤
SGT钢结构工程焊缝外观质量检查记录
SGT钢结构工程焊缝外观质量检查记录焊缝外观质量检查是钢结构工程中非常重要的一环,它直接关系到焊接质量的好坏。
下面给出一个1200字以上的SGT钢结构工程焊缝外观质量检查记录作为参考:一、项目概述本次质量检查针对SGT钢结构工程的焊缝外观质量进行,以下是检查内容和检验标准。
二、检查内容本次检查主要从以下方面对焊缝外观质量进行检查:1.焊缝形状和尺寸;2.焊缝表面的缺陷,如气孔、裂纹、夹渣、夹杂物等;3.焊缝的颜色和亮度;4.焊缝的连接牢固性。
三、检验标准1.焊缝形状和尺寸应符合设计要求,并且焊缝厚度应均匀一致。
2.焊缝表面不得有气孔、裂纹、夹渣、夹杂物等缺陷,并且焊缝两侧应平整。
3.焊缝的颜色应均匀一致,不得有明显的色差,并且焊缝表面的亮度应符合要求。
4.焊缝连接牢固,不得有松动、脱落等现象。
四、检查记录日期:XX年XX月XX日地点:XXX检查单位:XXX被检单位:XXX检查人员:XXX检查内容及结果:1.焊缝形状和尺寸:对焊接连接处的焊缝进行测量,尺寸符合设计要求,形状均匀一致。
2.焊缝表面缺陷:对焊缝表面进行仔细观察,未发现任何气孔、裂纹、夹渣、夹杂物等缺陷。
3.焊缝的颜色和亮度:焊缝的颜色均匀一致,亮度符合要求,无明显的色差。
4.焊缝的连接牢固性:对焊接连接处进行检查,焊缝连接牢固,未发现松动、脱落等现象。
五、检查结论本次SGT钢结构工程焊缝外观质量检查结果良好,焊缝形状和尺寸符合设计要求,表面无缺陷,颜色亮度均匀一致,连接牢固。
六、存在问题及改进措施1.检查过程中未发现任何问题,说明被检单位在焊接过程中严格按照相关要求进行操作,但仍需继续保持注意,确保焊缝外观质量。
2.进一步加强对焊接人员的培训和管理,提高他们的操作技能和质量意识,减少焊接缺陷的发生。
七、检查人员签名:检查人员:签名XXX以上是针对SGT钢结构工程焊缝外观质量检查的一个1200字以上的检查记录,此记录可根据具体项目的需求进行调整和完善。
部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录(精)

钢结构B-1403
部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录
GB50205-2001(表A.0.3)(5.2.6,5.2.10,5.2.11条)工程名称:
施工单位:检查批次:共批,第批制作数量:
焊缝型式:◣同类构件名称:
注:
(1)
hf>8.0mm的角度焊缝其局部焊脚尺寸允许低于设计要求1.0mm,但总长度不得超过焊缝长度10%;
焊接H形梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽范围内,焊缝的焊脚尺寸不得低于设计值;
检查数量:每批同类构件抽查10%,且不少于3件,每一类型焊缝按条数抽查5%,且不少于1条,每天抽查1处,总抽查数不少于10处。
5.2.6条检查内容为主控项目。
班组长:检查员:
(2)或专业工长:或项目技术负责人:
(3)
年月日年月日
(4)。
钢结构制作(安装)焊接工程检验批质量验收记录

㎜
铣平面对角线的垂直度
≤L2/1500
㎜
2
外形尺寸的允许偏差
多节柱铣平面至第一个安装孔距离
±1.0
㎜
构件连接处的截面几何尺寸
±3.0
㎜
柱连接处的腹板中心线偏移
≤2.0
㎜
受压构件(杆件)弯曲矢高
不大于L2/1000,且不大于10.0㎜
一般项目
1
焊接H型钢接缝
应符合规X的规定
2
顶紧接触面
应有75%以上的面积紧帖
应符合现行国家产品标准和设计要求,进口钢材产品的质量应符合设计和合同规定标准的要求
2
原材料的抽样复验☆
应符合现行国家产品标准和设计要求
3
钢材切割面或剪切面
应无裂纹、夹渣、分层和大于1mm的缺棱
4
矫正或成型
应符合有关现行标准的规定
5
边缘加工的刨削量
≥2.0
mm
6
制孔
A、B级
孔壁表面粗糙度
≤12.5
μm
3
外露铣平面
应防锈保护
4
焊接H型钢精度
截面高度
h≤500
±2.0
㎜
500<h≤1000
±3.0
㎜
h>1000
±4.0
㎜
5
截面宽度偏差
±3.0
㎜
6
腹板中心偏移
≤2.0
㎜
7
翼缘板垂直度
不大于b2/100,,且不大于3.0mm
8
弯曲矢高(受压构件除外)
不大于b2/1000,,且不大于10.0mm
9
扭 曲
不大于b2/250,,且不大于5.0mm
钢结构焊缝隐蔽验收记录

隐蔽工程验收记录
编号: 工程名称 隐蔽验收部位 隐检依据 隐检内容: 汇隆农产品综合市场 水果交易市场1# 厅 钢结构 隐检项目 隐检时间 施工图纸及相关规范 焊缝
1、焊缝的外观质量; 2、焊缝的尺寸检查; 3、一二级焊缝内部缺陷探伤;
施工单位自查情况与结论:
经检查: 1、焊缝外观均匀,成型较好,焊道与焊道、焊道与基本金属间过度平滑、焊道飞溅 物清除干净; 2、焊缝、焊脚尺寸偏差在允许范围内,符合规范要求; 3、焊缝表面无裂纹、焊瘤等缺陷,一二级焊缝表面无气孔、夹渣、咬边等不良现 象; 综上所述,钢结构焊缝隐蔽工程自检合格。
监理(建设)单位验收意见与结论:
监理(建设)单位(签章)
施工单位(签章)
专业监理工程师: (建设单位项目专业技术负责人)
专业技术负责人
质检员
专业工长Leabharlann 年 月 日年 月 日
【钢结构基础】GD-C5-71179 钢结构焊接检验批质量验收记录

GD-C5-71179 0 0 1 单位(子单 位)工程名称 施工单位 分包单位 施工依据 132321321 分部(子分 地基与基础分部- 分项工程名 部)工程名称 基础子分部 称 项目负责人 分包单位 项目负责人 《钢结构工程施工规范》GB507552012 设计要求及 规范规定 第4.3.1条 第4.3.2条 第5.2.1条 第5.2.2条 第5.2.3条 第5.2.4条 第5.2.5条 第5.2.6条 第4.3.4条 第5.2.7条 第5.2.8条 第5.2.9条 第5.2.10条 第5.2.11条 验收依据 检验批容量 检验批部位 1 钢结构基础分项
《钢结构工程施工质量验收规范》 GB50205-2001 检查记录 检查 结果
验收项目 1 焊接材料品种、规格 2 焊接材料复验 3 材料匹配 主 4 焊工证书 控 项 5 焊接工艺评定 目 6 内部缺陷 7 组合焊缝尺寸 8 焊缝表面缺陷 1 焊接材料外观质量 2 预热和后热处理 一 3 焊缝外观质量 般 项 4 焊缝尺寸偏差 目 5 凹形角焊缝 6 焊缝感观
最小/实际 抽样数量 / / / / / / / / / / / / / /
施工单位 检查结果
专业工长: 项目专业质量检查 员: 年 月 日
监理单验收结论 年 月 日
钢构件焊接检验批质量验收记录

实际:
3
材料匹配
焊接材料与母材的匹配应符合设计文件的要求及国家现 行标准的规定。焊接材料在使用前,应按其产品说明书及焊接工 艺文件的规定进行烘焙和存放。
最小:
实际:
4
焊工证书
持证焊工必须在其焊工合格证书规定的认可范围内施焊, 严禁无证焊工施焊。
最小:
实际:
5
焊接工艺评定
施工单位应按现行国家标准《钢结构焊接规范》GB 50661 的规定进行焊接工艺评定,根据评定报告确定焊接工艺,编写焊接 工艺规程并进行全过程质量控制。
最小:
实际:
根部收缩△
一级
不允许
最小:
实际:
二级
≤0.2mm+0.02t且≤1mm,长度不限
最小:
实际:
三级
≤0.2mm+0.04t且≤2mm,长度不限
最小:
实际:
咬边△
一级
不允许
最小:
实际:
二级
≤0.05t且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长
最小:
实际:
三级
≤0.1t且≤1mm,长度不限
不允许
最小:
实际:
三级
不允许
最小:
实际:
未焊满
一级
不允许
最小:
实际:
二级
不允许
最小:
实际:
三级
≤0.2mm+0.02t且≤1mm,每100mm长度焊缝内未焊满累积长度≤25mm
最小:
实际:
根部收缩△
一级不允许最小:实际:二级不允许
最小:
实际:
三级
≤0.2mm+0.02t且≤1mm,长度不限
新钢结构隐蔽工程检查验收记录

隐蔽工程检查验收记录
隐蔽工程检查验收记录
隐蔽工程检查验收记录
工程名称;方城县鸿福物流配送中心6号钢结构厂房(通用表格)
隐蔽工程检查验收记录
隐蔽工程检查验收记录
工程名称;方城县鸿福物流配送中心6号钢结构厂房(通用表格)
隐蔽工程检查验收记录
工程名称;方城县鸿福物流配送中心6号钢结构厂房(通用表格)
隐蔽工程检查验收记录
工程名称;方城县鸿福物流配送中心6号钢结构厂房(通用表格)
隐蔽工程检查验收记录
隐蔽工程检查验收记录
隐蔽工程检查验收记录
隐蔽工程检查验收记录
隐蔽工程检查验收记录
工程名称;方城县鸿福物流配送中心6号钢结构厂房(通用表格)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
加工班组:检验员:钢结构零件及部件(制孔)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.6.1条,螺孔孔壁表面粗糙度RaA、B孔径允许偏差(㎜)(7.6.2条)C级孔径允许偏差(㎜)(7.6.2条)螺栓孔孔距允许偏差(㎜)10~18 18~30 30~50 直径圆度垂直度相邻两组端孔间距离同一组内任意两孔间距A、B级C级≤500501~12001201~3000>3000 ≤500500~1200标准值(㎜)≯12,5um≯25.0um﹢0.18﹣0.00﹢0.210.00﹢0.250.00﹢1.00.02.00.3t≯2.0≮2.0±1.5±2.0±3.0±1.0±1.5构件编号零部件抽查件检查内容(㎜)规格数量编号数量P52 168 0.17 0.8 0.9 合格P56 29 0.09 0.8 1.0 合格注:1、对本表所列检查内的抽查数均按件数量抽查10%,不少于3件; 2、对螺孔孔距偏差超过标准值时,应采用与母材相匹配的焊条;补焊后重新钻孔。
对补孔数量进行全数检查; 3、7.6.1条为主控项目。
加工班组:检验员:钢结构零件及部件加工(剪切、气割)质量检查记录工程名称:检验日期检查内容7.2.1条钢材剪切、气割面质量零件宽度和长度气割面平面度割纹深度局部缺口深度零件宽度和长度边缘缺棱型钢端部垂直度刨削余量7.4.1零部件宽度和长度加工边直线度相邻两边夹角加工面垂直度加工表面粗糙度允许偏差(mm) 应无裂纹、夹渣,分层和大于1mm的缺陷±30.05t,<2.00.3 1.0 ±3.0 1.0 2.0 ≮2.0±1.0L/3000≯2.0±6'0.025t≯0.550零部件检查情况 (mm)构件编号加工数量抽查数GZ1 21 符合要求 1.5 0.7 0.10 0.8 1.5 0.5 0.9 2.5 0.9 1.5 0.1注:(1)切割面、机械剪切面、边缘加工的质量按加工数抽查10%,不少于3件;(2)剪切、切割面质量、边缘加工刨削余量的检查数量为全数检查;(3)L—为加工边长度,t—为加工构件厚度;(4)7.2.1条为主控项目。
加工班组:检验员:钢结构件组装(焊接连接组装)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程构件名称:检查内容对口错边(△)对接接口间隙(a)搭接长度组装连接面缝隙(△1)H型、十字型构件(8.5.1)双肢型钢错位箱形柱(8.5.1)顶紧接触面桁架杆件轴线交点错位高度(h)翼板垂直度(△2)翼板与腹板中心偏移(e)连接处其它处截面高度(h)宽度(b)侧板与面板垂直度(△3)允许偏差(㎜)0.15t,≤2.0±1.0±5.0 1.5 ±2.0b∕100,≯3.0 2.0 1.0 2.0 ±2.0±2.0b∕200,≯3.75%以上密贴≯3.0零部件检查情况构件编号加工数量抽查数量注:(1)t-为板厚,b-为翼板宽度(h、e、△2,b、△3为主控项目);(2)检查数量,按构件数抽查10%,不少于3件。
加工班组:检验员:焊接H型钢检查记录工程名称:检验日期:检查内容截面高度h 截面宽度b 腹板中心偏移e 翼缘板垂直度弯曲矢高(受拉构件除外)扭曲腹板局部平面度f 组对间隙备注允许偏差(mm)h<500 500<h<1000 1000<h±3.0 2.0 b/250且≤3.0 l/1000且≤10.0 h/250且≤5.0t<14 t≥141.0±2.0 ±3.0 ±4.0 3.0 2.0 零部件构件编号加工数量抽查数量GZ1 21 1.5 2.1 1.5 2.1 3.0 1.5 0.7说明;(1)抽查数量按加工数量抽查10%,不少于3件;(2)h-为构件长度,t-为构件腹板厚度,b-为构件截面尺寸加工班组:检验员:钢柱(单层钢结构)安装几何尺寸检查记录工程名称:安装部位:检查日期:轴线位置检测项目柱中心对定位轴线位移柱基准点标高弯曲矢高柱轴线垂直度柱底板与基础间垫板设置情况有吊车梁柱无吊车梁柱单层柱多节柱列轴允许偏差(mm)5.0+3.0-5.0+5.0-8.0H/1200,≯15.0H/1000,H/1000,≯25.0H/1000,≯10.0H/1000,≯35.0设计值(mm) H= H= H= H= H=抽查构件实测值(mm)实测值(mm)实测值(mm)编号数量东南西北东南西北东南西北东南西北东南西北注:检查数量:按钢柱数抽查10%,不应少于3件(本表所列内容为一般项目)。
加工班组:检验员:单层钢柱组装检查记录工程名称:检验日期:检查内容柱底面到柱端与桁架连接的最上一个安装孔距离1柱身弯曲夭高柱身扭曲柱截面几何尺寸翼缘对腹板的垂直度柱脚底板平面度柱脚螺栓孔中心对柱轴线的距离结果牛腿处其他处连接处非连接处连接处其他处标准值±1/1500且不超过±15.0H/1200且≤12.0 3.0 8.0 ±3.0 ±4.0 1.05 B/100且≤5.0 5.0 3.0构件编号构件规格数量检查情况(mm)GZ4 8 4 2 2 3 2 -2 1.0 4 4 2 合格加工班组:检验员:构件吊装记录编号:工程名称使用部位主体(钢构)吊装日期序号构件名称及编号安装位置安装检查备注搁置与搭接尺寸接头(点)处理固定方法标高检测1 钢柱A/1-2轴/ 高强螺栓连接高强螺栓固定-1结论:符合设计及钢构质量验收规范要求,合格施工单位专业技术负责人专职质检员记录人本表由施工单位填写,建设单位、施工单位、城建档案馆各保存一份。
钢结构防腐涂料涂层厚度检查记录名称:构件名称:钢梁(钢柱)检查项目涂料、涂装遍数、涂层厚度均应符合设计要求,当设计对涂层无要求时,涂层干漆膜总厚度:室外为不足150um,室内为125um,允许偏差-25um(14.2.2)构件表面涂装完成后构件的标志等涂层附着力测试室内不应有误涂、漏涂、涂层不应蜕皮和返锈等,涂层应均匀、无明显皱皮、流坠、针脚和气泡等。
构件标志、标记和符号应清晰完整。
当结构处有腐蚀介质环境或外露且设计有要求时,应进行涂层附着力试验,涂层完整程度达到70%以上。
涂装遍数干漆膜厚度允许偏差-5um/遍抽查构件检测平均值(um)编号数量 1 2 3 4 5GL1 11 202 203 204 202 205 符合要求符合要求钢柱21 210 215 218 220 205班组长:质检员:年月日注:检查数量:1、按构件数量抽查10%,同类构件不少于3件(没见测量处5处,每次的数值为3个相距50mm测点涂层干漆膜厚度的平均值)2、构件表面:涂装完成构件的标志等为全数检查;3、涂层附着力测试:按构件数量抽查1%,不少于3件,每件测3处:4、14.2.2条检查内容为强制性条件。
钢梁安装记录工程名称:部位:检测项目允许偏差个检查点偏差12345678910钢梁垂直度H/2501.51.1 1.0 1.2 0.8 1.2 0.8 1.0 1.2 1.3 1.4 轴线偏移10 5 6 3 5 6 4 5 7 6 7 同一根梁顶面的高度差L/1500~106 7 4 5 4 7 4 6 6 7检查结论:符合设计及质量验收规范施工单位技术负责人施工日期质检员钢梁安装记录工程名称:部位:检测项目允许偏差个检查点偏差12345678910钢梁垂直度H/2501.5轴线偏移10同一根梁顶面的高度差L/1500~10检查结论:符合设计及质量验收规范施工单位技术负责人施工日期质检员预拼装质量检查记录工程名称:部位:构件类型项目名称允许偏差实测结果结论1 2 3 4 5 6 7 8 9 10梁跨度最外两端安装孔或两端支承面最外侧距离-10~+5 2 4 3 -5 2 3 -3 4 2 -8符合要求接口截面错位 2.0 1.5 1.8 0.9 1.3 1.4 2.0 1.3 1.2 0.2 1.1拱度设计要求起拱±L/5000设计为要求起拱L/2000 2 3 2 3 1 1 3 2 1 1管构件节点处杆件轴线错位 4 2 3 2 2 2 3 1 2 3 1 预拼装单元总长±5.0-1 3 -2 3 4 1 2 2 3 1 预拼装单元弯曲夭高≤10 5 6 5 8 6 7 8 1 2 6 对口错边≤3 1.7 18 2 1.5 1.1 1.3 2 1.5 1.7 1.8 坡口间隙-1~+2 1.6 1.2 -1 2.1 1.7 0.9 1.0 0.9 1.2 1.0施工单位技术负责人质检员专业工长检查日期预拼装质量检查记录工程名称:部位:构件类型项目名称允许偏差实测结果结论1 2 3 4 5 6 7 8 9 10梁跨度最外两端安装孔或两端支承面最外侧距离-10~+5符合要求接口截面错位 2.0拱度设计要求起拱±L/5000设计为要求起拱L/2000管构件节点处杆件轴线错位 4 预拼装单元总长±5.0预拼装单元弯曲夭高≤10对口错边≤3坡口间隙-1~+2施工单位技术负责人质检员专业工长检查日期高强度螺栓连接施工记录工程名称检查部位执行标准《钢结构高强度螺栓连接的设计、施工及验收规程》JGJ82-91检查日期检查内容质量情况高强螺栓安装的方法、过程双垫片,中间向两端,交叉连接连接面的处理抛丸处理,安装前再处理螺栓的紧固顺序和方法初拧、终拧,中间向两端交叉拧紧初拧扭矩数值221N.m终拧扭矩数值442N.m初拧质量外观质量较好,无松动现象终拧质量外观质量较好,无松动现象施工单位技术负责人质检员高强度螺栓连接施工记录工程名称检查部位执行标准《钢结构高强度螺栓连接的设计、施工及验收规程》JGJ82-91检查日期检查内容质量情况高强螺栓安装的方法、过程双垫片,中间向两端,交叉连接连接面的处理抛丸处理,安装前再处理螺栓的紧固顺序和方法初拧、终拧,中间向两端交叉拧紧初拧扭矩数值221N.m终拧扭矩数值442N.m初拧质量外观质量较好,无松动现象终拧质量外观质量较好,无松动现象施工单位技术负责人质检员高强度大六角头螺栓初、终拧记录工程名称部位施工数值检查初拧数值220 225 230 218 222 220 225 223 226 227240 226 231 232 235 236 238 238 220 226220 222 226 227 230 240 220 225 226 227终拧数值440 445 446 450 432 433 434 436 437 438435 455 451 454 452 434 436 438 450 454450 445 436 450 432 452 434 444 437 445初拧数值220 225 230 218 222 220 225 223 226 227240 226 231 232 235 236 238 238 220 226220 222 226 227 230 240 220 225 226 227终拧数值440 445 446 450 432 433 434 436 437 438435 455 451 454 452 434 436 438 450 454450 445 436 450 432 452 434 444 437 445施工情况简介1、本工程采用10.9s高强度大六角螺栓,其种牛扭矩Tc=k*pc*d=442N.m;2、高强度大六角螺栓连接摩擦面经喷砂处理,连接摩擦面平整,无飞边、毛刺、焊接飞溅物、焊疤氧化铁皮、污垢及多余涂料。