外观和无损检测记录表.docx
焊缝外观质量检查记录表
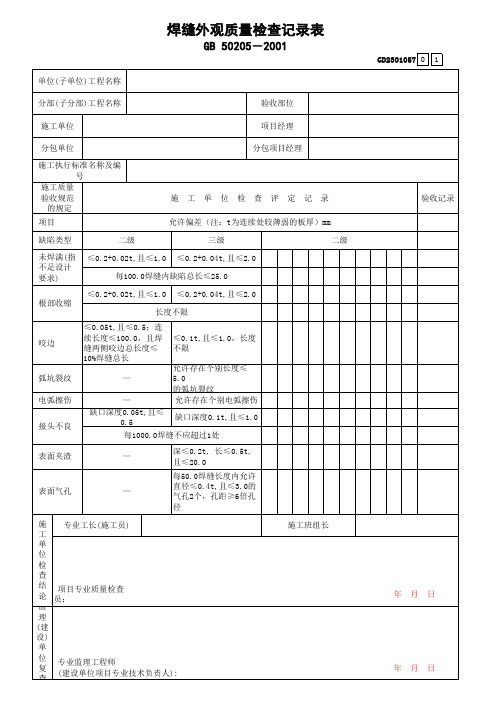
GB 50205-2001
GD2301057 0 单位(子单位)工程名称 分部(子分部)工程名称 施工单位 分包单位 施工执行标准名称及编号 施工质量 验收规范 的规定 项目 缺陷类型 未焊满(指 不足设计 要求) 根部收缩 长度不限 ≤0.05t,且≤0.5;连 续长度≤100.0,且焊 缝两侧咬边总长度≤ 10%焊缝总长 — — ≤0.1t,且≤1.0,长度 不限 允许存在个别长度≤ 5.0 的弧坑裂纹 允许存在个别电弧擦伤 二级 ≤0.2+0.02t,且≤1.0 施 工 单 位 检 查 评 定 记 录 验收记录 验收部位 项目经理 分包项目经理 1
表面气孔
—
Байду номын сангаас
施 工 单 位 检 查 结 论 监 理 (建 设) 单 位 复 查
专业工长(施工员)
项目专业质量检查员:
年
月
日
专业监理工程师 (建设单位项目专业技术负责人):
年
月
日
允许偏差(注:t为连续处较薄弱的板厚)mm 三级 ≤0.2+0.04t,且≤2.0 二级
每100.0焊缝内缺陷总长≤25.0 ≤0.2+0.02t,且≤1.0 ≤0.2+0.04t,且≤2.0
咬边
弧坑裂纹 电弧擦伤 接头不良
缺口深度0.05t,且≤0.5 缺口深度0.1t,且≤1.0 每1000.0焊缝不应超过1处 表面夹渣 — 深≤0.2t, 长≤0.5t, 且≤20.0 每50.0焊缝长度内允许 直径≤0.4t,且≤3.0的 气孔2个,孔距≥6倍孔 径 施工班组长
焊缝外观质量检测记录
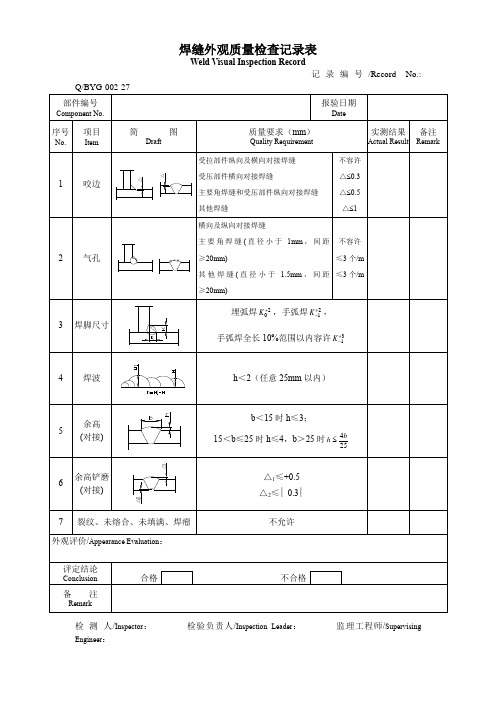
Weld Visual Inspection Record
记录编号/Record No.:Q/BYG-002-27
部件编号பைடு நூலகம்
Component No.
报验日期
Date
序号
No.
项目
Item
简图
Draft
质量要求(mm)
Quality Requirement
实测结果
Actual Result
手弧焊全长10%范围以内容许
4
焊波
h<2(任意25mm以内)
5
余高
(对接)
b<15时h≤3;
15<b≤25时h≤4,b>25时
6
余高铲磨
(对接)
△1≤+0.5
△2≤-0.3
7
裂纹、未熔合、未填满、焊瘤
不允许
外观评价/Appearance Evaluation:
评定结论
Conclusion
合格不合格
备注
Remark
检测人/Inspector:检验负责人/InspectionLeader:监理工程师/Supervising Engineer:
备注
Remark
1
咬边
受拉部件纵向及横向对接焊缝
受压部件横向对接焊缝
主要角焊缝和受压部件纵向对接焊缝
其他焊缝
不容许
△0.3
△0.5
△1
2
气孔
横向及纵向对接焊缝
主要角焊缝(直径小于1mm,间距≥20mm)
其他焊缝(直径小于1.5mm,间距≥20mm)
不容许
≤3个/m
≤3个/m
3
焊脚尺寸
埋弧焊 ,手弧焊 ,
焊缝外观质量及尺寸检查记录 Microsoft Word 文档 (2)
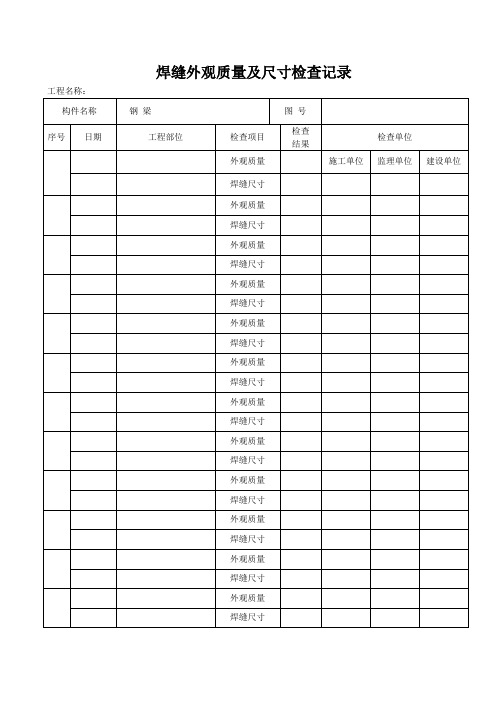
焊缝外观质量及尺寸检查记录工程名称:
构件名称钢梁图号
序号日期工程部位检查项目检查
结果
检查单位
外观质量施工单位监理单位建设单位焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
钢构件防腐涂料检查记录工程名称:
构件名称钢梁图号
序号日期工程部位检查项目检查
结果
检查单位
施工单位监理单位建设单位
除锈、基层处理第一道油漆
第二道油漆
第三道油漆
第四道油漆
第五道油漆
除锈、基层处理第一道油漆
第二道油漆
第三道油漆
第四道油漆
第五道油漆
除锈、基层处理第一道油漆
第二道油漆
第三道油漆
第四道油漆
第五道油漆
除锈、基层处理第一道油漆
第二道油漆
第三道油漆
第四道油漆
第五道油漆。
外观鉴定检查记录表-模板
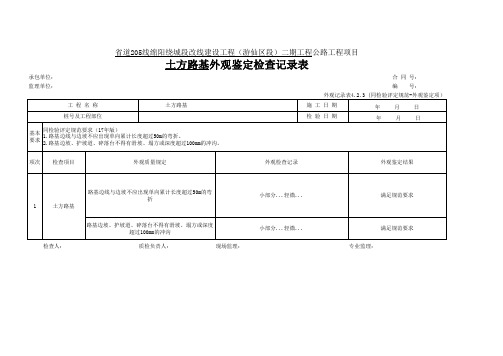
土方路基外观鉴定检查记录表
承包单位: 监理单位:
工程名称 桩号及工程部位
土方路基
合 同 号:
编 号: 外观记录表4.2.3 (同检验评定规范-外观鉴定项)
施工日期
年
月
日
检验日期Байду номын сангаас
年
月
日
基本 要求
同检验评定规范要求(17年版) 1.路基边线与边坡不应出现单向累计长度超过50m的弯折。 2.路基边坡、护坡道、碎落台不得有滑坡、塌方或深度超过100mm的冲沟。
项次 检查项目
外观质量规定
外观检查记录
外观鉴定结果
路基边线与边坡不应出现单向累计长度超过50m的弯 折
1
土方路基
检查人:
路基边坡、护坡道、碎落台不得有滑坡、塌方或深度 超过100mm的冲沟
质检负责人:
现场监理:
小部分...轻微... 小部分...轻微...
满足规范要求
满足规范要求 专业监理:
焊缝外观质量检查记录

长度不限
咬
边
≤0.05 t ,且 ≤ 0.5;连续 长度≤ 100.0,且焊缝两侧 ≤0.1 t ,且≤1.0,长度不 0.5 0.6 0.8 0.9 咬边总长度≤10%焊缝总 限 长 — — 缺口深度0.05 t ,且≤0.5 允许存在个别长度≤5.0 的弧坑裂纹 允许存在个别电弧擦伤 缺口深度0.1 t ,且≤1.0
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
每100.0焊缝内缺陷总长≤25.0 ≤0.2+0.02 t ,且≤ 1.0 ≤0.2+0.04 t ,且≤2.0
3.0 1.2 4.0 2.5 5.0 4.0 1.0 3.0 2.0 6.0 0.8 0.5 0.4 0.8 1.1 0.5 1.2 0.7 0.9 1.2 / / / / / / / / / /
焊缝外观质量检查记录表
GB 50205-2001
GD2301057 0 单位(子单位)工程名称 中山市宝科生产基地溶剂车间A,B,C,D天面钢结构工程 分部(子分部)工程名称 主体结构(钢结构 ) 施工单位 制造单位 广东三穗建筑工程有限公司中山分公司 东莞市宏发钢铁结构材料有限公司 验收部位 项目经理 分包项目经理 车间A钢梁 1
0.2 / 2 / 0.7 / 1 / 1 /
1
0.7 0.6 0.8 0.2
1
弧坑裂纹 电弧擦伤 接头不良
4 /
0.6 0.5 / / 1 /
1 /
5 /
3 /
0.3 0.9 0.2 / 1 / 0.9 / 1
0.8 0.7 / /
0.2 0.7 0.5 / / 2 / 1.5
每1000.0焊缝不应超过1处
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
外观和无损检测记录表
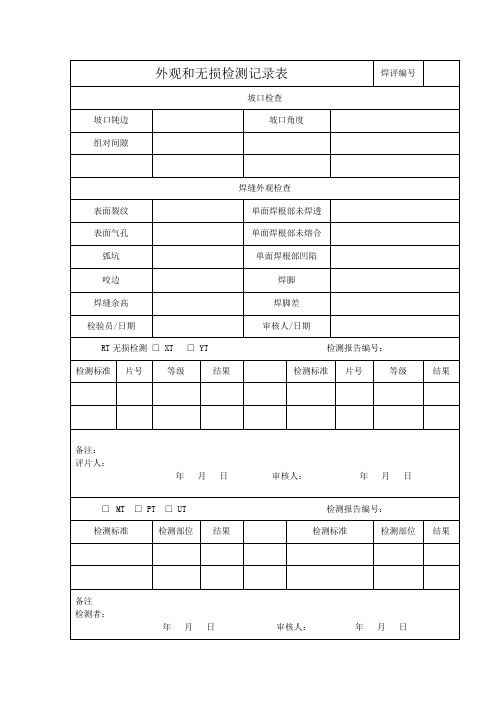
焊评编号
坡口检查
坡口钝边
坡口角度
组对间隙
焊缝外观检查
表面裂纹
单面焊根部未焊透
表面气孔
单面焊根部未熔合
弧坑
单面焊根部凹陷
咬边
焊脚
焊缝余高
焊脚差
检验员/日期
审核人/日期
RT无损检测 □ XT □ YT 检测报告编号:
检测标准
片号
等级
结果
检测标准
片号
等级
结果
备注:
评片人:
年 月 日 审核人: 年 月 日
□MT □ PT □
结果
检测标准
检测部位
结果
备注
检测者:
年 月 日 审核人: 年 月 日
(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。可复制、编制,期待你的好评与关注)
外观质量现场检测记录表

渠道工程外观质量现场检测记录表(渠道衬砌工程)
得分为0。
测量:记录:见证:
渠道建筑物外观质量现场检测记录表(节制、分水、退水闸)
得分为0。
测量:记录:见证:
昌吉州xxxxxxx干渠近x期工程单位工程验收
渠道建筑物外观质量现场检测记录表(节制、分水、退水闸续1)
得分为0。
测量:记录:见证:
昌吉州x干渠近期x检测记录表(混凝土交通桥)
得分为0。
测量:记录:见证:
昌吉州xxxxx干渠近xxxx工程单位工程验收
渠道建筑物外观质量现场检测记录表(混凝土交通桥续1)
得分为0。
测量:记录:见证:
昌吉州xxxxx干渠近期工程单位工程验收
渠道建筑物外观质量现场检测记录表(渡槽)
得分为0。
测量:记录:见证:
昌吉州xxx干渠近xxxxx期工程单位工程验收
渠道建筑物外观质量现场检测记录表(渡槽续1)
得分为0。
测量:记录:见证:
昌吉州xx干渠近期xxxxxx工程单位工程验收
渠道建筑物外观质量现场检测记录表(钢架桥)
得分为0。
测量:记录:见证:
昌吉州xxx干渠xxxx工程单位工程验收
渠道建筑物外观质量现场检测记录表(排洪涵建筑物)
得分为0。
测量:记录:见证:
昌吉州xxxxx干渠近期工程单位工程验收
伴渠道路外观质量现场检测记录表
得分为0。
测量:记录:见证:。
焊接外观质量检查记录表

焊接外观质量检查记录表
说明
本表适用于二、三级焊缝质量检查。
1、检查数量:资料全数检查:同类焊缝抽查10﹪,且不少于3条。
检验方法:观察检查,用焊缝量规抽查测量。
2、焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、
弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5﹪,且不应少于1条;每条检查一处,总抽查数不应少于10处。
检查方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
3、二级、三级焊缝外观质量标准应符合GB 50205-2001附录A中表A.0.1的规
定。
三级对接焊缝应按二级焊缝标准进行外观质量检验。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5﹪,且不应少于1条;每条检查一处,总抽查数不应少于10处。
检查方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
4、焊成凹形的角焊缝,焊缝金属与母材间应平缓过度:加工成凹形的角焊缝,
不得在其表面留下切痕。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件。
检查方法:观察检查。
5、焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过
度较平滑,焊渣和飞溅物基本清楚干净。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5﹪,总抽查数不应少于5处。
检查方法:观察检查。
焊缝外观目测检查记录表
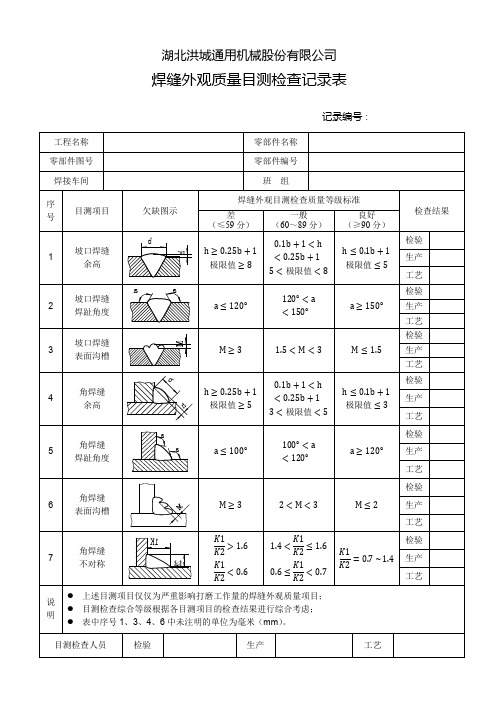
湖北洪城通用机械股份有限公司焊缝外观质量目测检查记录表记录编号:工程名称 零部件名称 零部件图号 零部件编号焊接车间班组序 号目测项目欠缺图示焊缝外观目测检查质量等级标准检查结果 差(≤59分) 一般(60~89分) 良好(≥90分) 1坡口焊缝余高h ≥0.25b +1 极限值≥8 0.1b +1<ℎ<0.25b +1 5<极限值<8 h ≤0.1b +1 极限值≤5检验 生产 工艺 2坡口焊缝焊趾角度a ≤120° 120°<a <150°a ≥150°检验生产 工艺 3坡口焊缝表面沟槽M ≥31.5<M <3M ≤1.5检验生产 工艺4 角焊缝余高h ≥0.25b +1 极限值≥5 0.1b +1<ℎ<0.25b +1 3<极限值<5h ≤0.1b +1 极限值≤3检验生产 工艺 5角焊缝焊趾角度a ≤100° 100°<a<120°a ≥120°检验生产 工艺 6角焊缝表面沟槽M ≥32<M <3 M ≤2检验生产 工艺7角焊缝 不对称K 1K 2>1.6 K 1K 2<0.6 1.4<K 1K 2≤1.6 0.6≤K 1K 2<0.7K 1K 2=0.7~1.4 检验生产 工艺说明● 上述目测项目仅仅为严重影响打磨工作量的焊缝外观质量项目; ● 目测检查综合等级根据各目测项目的检查结果进行综合考虑; ● 表中序号1、3、4、6中未注明的单位为毫米(mm )。
目测检查人员 检验生产工艺目测检查综合等级检查时间bhaaMbhaaMK 1K 2。