施焊及焊缝外观检验记录
钢结构加工焊接焊缝外观质量检查记录

钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
施焊及焊接接头外观检查记录

施焊及焊接接头外观检查记录项目名称:XXXX检查日期:XXXX年XX月XX日一、检查目的:本次焊接接头外观检查旨在验证施焊过程中的焊接接头是否符合规范要求,确保焊接接头的质量和可靠性。
二、检查范围:本次检查主要针对以下方面进行检查:1.焊接接头的几何形状是否符合设计要求;2.焊缝表面是否存在缺陷、气孔等不良现象;3.焊接接头的结构是否牢固,无松动现象;4.焊缝是否完全填充,无夹渣等现象。
三、检查方法:本次外观检查采用目视检查和放大镜检查相结合的方法,对焊接接头进行细致的观察和评估。
四、检查结果:1.外观形状:检查了焊接接头的几何形状,经测量和对比,未发现明显偏差,符合设计要求。
焊缝的宽度、高度等尺寸均在允许范围内。
2.表面缺陷:通过目视检查和放大镜检查,未发现焊缝表面存在明显的缺陷,如气孔、裂纹、夹渣等。
焊缝表面光洁度良好,无明显的划痕或麻点状缺陷。
3.结构牢固:对焊接接头进行摇动和轻敲等操作,未发现焊接接头存在明显的松动现象。
焊接接头与母材之间的结合紧密,无明显间隙,结构牢固可靠。
4.焊缝填充情况:通过放大镜检查,焊缝填充饱满,无明显空隙。
夹渣、夹渣等问题未发现。
五、不合格项处理:如发现焊接接头存在不良现象(如明显的缺陷、结构松动等),应立即采取相应的措施进行修正。
修复后,需要再次进行外观检查以确保问题得到解决。
六、备注:检查过程中需注意观察的细节和技巧,避免遗漏和误判。
检查记录应详尽、准确,方便后续追溯和评估。
七、检查人员:检查人员:XXXXX职务:XXXXX八、检查日期:检查日期:XXXX年XX月XX日以上为施焊及焊接接头外观检查记录。
检查结果表明焊接接头符合规范要求,具备良好的质量和可靠性。
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接施焊记录

产品编号
产品名称
生产件数
规格型号
材质
图号(件号)
WPS编号
排产单号
焊缝编号
焊 接 规 范
焊缝外观质量情况
设备
名称
编号
焊工
钢印
日期
检查员
日期
牌号直径(mm)源自焊剂焊材批号焊接方法
预热温度
里口
外口
里口
外口
里口
外口
里口
外口
里口
外口
里口
外口
里口
外口
里口
外口
1.焊接试板带在焊缝延长线上(填写清楚焊缝编号、材料炉批号)。
审核: 年 月 日
如有侵权请联系告知删除,感谢你们的配合!
焊接施焊记录
编号KR-HJ-001
产品名称
制造编号
焊接方法
第页共页
施焊记录
焊缝
代号
焊层
焊材
焊接电流
焊接
电流
A
电弧
电压
V
焊接速度
Cm/min
焊工
钢印
施焊日期
预热温度
℃
后热温度
℃
焊接设备名称
焊接设备编号
牌号
规格
焊材批号
种类
极性
环境温度:℃
相对湿度:%
备注:1.产品焊接试板制备,焊缝返修亦用此表记录:
操作者:日期:
001-5.1.2 焊缝外观质量检查表
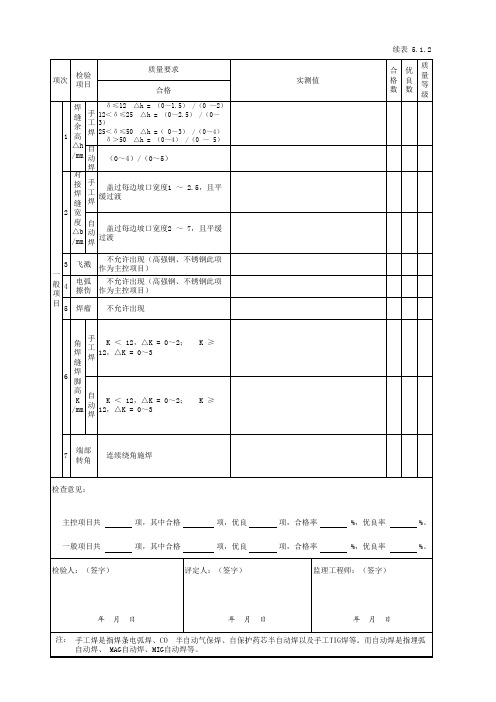
检验 项目
质量要求 合格
一类、二类 / 三类(仅钢闸门)焊缝:
焊
δ≤12 △h = ( (0~2.5) /(0~
1
余 高
工 3)
焊 25<δ≤50 △h =( 0~3) /(0~4) δ>50 △h = (0~4) /(0 ~ 5)
△h 自
/mm 动 (0~4)/(0~5)
焊 对
接 焊 缝
手 工 焊
盖过每边坡口宽度1 缓过渡
~
2.5,且平
2宽
度 △b /mm
自 动 焊
盖过每边坡口宽度2 过渡
~
7,且平缓
3
一 般4 项 目5
飞溅
电弧 擦伤
焊瘤
不允许出现(高强钢、不锈钢此项 作为主控项目)
不允许出现(高强钢、不锈钢此项 作为主控项目)
不允许出现
续表 5.1.2
合 格 数
优 良 数
质 量 等 级
项,合格率
%,优良率
%。
项,合格率
%,优良率
%。
监理工程师:(签字)
年月日
注: 自动焊、 MAG自动焊、MIG自动焊等。
年月日
年月日
角 焊 缝
手 工 焊
K < 12,△K 12,△K = 0~3
=
0~2;
6
焊 脚
高 K /mm
自 动 焊
K < 12,△K 12,△K = 0~3
=
0~2;
K≥ K≥
7
端部 转角
连续绕角施焊
检查意见:
主控项目共 一般项目共 检验人:(签字)
项,其中合格
项,优良
项,其中合格
项,优良
评定人:(签字)
实测值
焊接质量检查验收表格

焊缝外表质量〔观感〕检查记录表编号:0203-TFEN-HJ-0单位工程名称SO?吸收系统标准号分局部项名称吸收塔安装工程类别D-2钢材牌号Q235-B焊丝部件规格钢板T=6、T=22焊条(J422 )焊工代号LG499/LG4577焊缝总数381米焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期3D01-01√//3D01-09√//3D01-12√//3D01-14√//3D01-16√//3D01-22√//检3D01-26√// 3D01-32√//查3D01-40√// 3D01-47√//记3D01-55√// 3D01-59√//录3D01-63√// 3D01-72√//3D01-82√//3D01-88√//以下空白自检确认意见:上述焊缝外表观感检查已完成,检焊缝外表无气孔、夹渣、裂纹、未熔合,外表施工作业单位复查意见:经复查上述焊缝外表质量符合焊接质量验收及评价规程中表要求查质量符合要求。
结论班〔组长〕长:年月日二级质检员:注:本表仅作为外表质量观感检查用,“接头已清理〞和“焊缝成型〞符合要求时,以“表露缺陷,应标注具体的焊口编号:缺陷及处理情况应据实填写.年月日√〞表示:如有焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-0单位工程名称 SO?吸收系统 标准号分局部项名称吸收塔安装工程类别 D-2 检查焊口编号 0203-JL-TFEN-MT-01接头数量381米类 检查测量检 验 项 目焊缝 焊缝 焊缝宽 焊脚检查别焊口编号错边角变形表露缺陷成型 余高窄差咬边结论尺寸3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格3D01-16 优良 / 无 无 合格3D01-22 优良 / 无 无 合格3D01-26 优良 / 无 无 合格抽 3D01-32优良/ 无 无 合格3D01-40 优良/ 无无 合格样3D01-47 优良/ 无无 合格测3D01-55 优良/ 无无 合格量3D01-59 优良/ 无无 合格检3D01-63 优良 / 无无 合格查3D01-72 优良/ 无无 合格记3D01-82 优良/ 无无 合格录3D01-88优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16 优良数 16施工作业单位检查意见:经外观质量测量检查, 质量部门复查意见:经外观质量测量检查,上述上述16只焊口符合焊接质量验收及评价规程中16只焊口符合焊接质量验收及评价规程中表合格 检 表合格标准,评定为 合格焊口标准,评定为合格焊口验结论二级质检员: 年 月 日 三级质检员: 年 月 日焊接工程质量分批验收记录表编号:0203-HJ-01单位工程名称SO?吸收系统 标准号分项工程名称#3机组吸收塔安装工程类别 D-23D01-01、3D01-09、3D01-12、3D01-14、接头数量96本批焊口编号3D01-16、3D01-22、3D01-26、3D01-32、施工单位□3D01-40、3D01-47、3D01-55、3D01-59、〔或验收部位〕验收单位3D01-63、3D01-72、3D01-82、3D01-88监理单位□无损检测结论光谱复查结论其他检测热处理记录外观质量文件资料情况检查结论MT 合格符合要求/ 记录齐全优良标准齐全类 检查测量检验工程检查 焊缝 焊缝 焊缝宽焊脚表露别焊口编号 错边结论成型 余高窄差咬边角变形尺寸缺陷3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格表 3D01-16 优良 / 无 无 合格面 3D01-22 优良 / 无 无 合格质 3D01-26 优良 / 无 无 合格量 3D01-32 优良 / 无 无 合格验 3D01-40 优良 / 无 无 合格收 3D01-47 优良 / 无 无 合格抽 3D01-55 优良 / 无 无 合格查 3D01-59 优良 / 无 无 合格记 3D01-63 优良 / 无 无 合格录3D01-72 优良 / 无 无 合格3D01-82 优良 / 无 无 合格3D01-88 优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16优良数 /验收 本批焊接工程质量验收组成员共 3人,有栗军担任本批验收组负责人, 负责抽查测量人员为聂立 记录 英、王国军按表检测,对这批焊缝 100%观感质量检查,试验结果及记录数量验收后按实际抽查事项 工程及抽查结果到达合格标准,验收意见:施工班组代表: 年 月 日 作业单位代表: 年 月 日 质量部门代表:年 月 日监理单位代表:年月日焊接分项工程综合质量验收评定表编号:0203-HJ-0单位工程名称SO?吸收系统验评施工单位□分项工程名称#3机组吸收塔安装监理单位□单位标准号建设单位□工程类别验收批数分批验收结论验收抽查数合格数优良数D-2实际数合格16/16以下空白评定工程总焊口数实检焊口数检验比例评定抽优良数评定结论〔个〕〔个〕〔%〕查数〔合格数〕观感检查96961001616优良质测量检查9616≥233优良量超声//////评射线//////定光谱961633优良记硬度//////录金相//////表MT96961001616优良PT//////以下空白综合本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其质量中16只,均合格并到达优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊验收接工程质量分批验收资料齐全。
管道焊接及焊缝外观检查记录表

管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.03.31-04.05坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)1# Φ1220*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格2# Φ1220*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格3# Φ1220*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格4# Φ1220*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格5# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格6# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格7# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格8# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格9# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格10# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格11# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格12# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格13# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格14# Φ1220*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.11-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)15# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格16# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格17# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格18# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格19# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格20# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格21# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格22# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格23# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格24# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格25# Φ820*10 Q235B26# Φ820*10 Q235B27# Φ820*10 Q235B28# Φ820*10 Q235B工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)29# Φ820*10 Q235B30# Φ820*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格31# Φ820*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格32# Φ820*10 Q235B33# Φ820*10 Q235B34# Φ820*10 Q235B35# Φ820*10 Q235B36# Φ820*10 Q235B37# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格38# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格39# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格40# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格41# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格42# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)43# Φ1020*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格44# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格45# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格46# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格47# Φ1020*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格48# Φ1020*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格49# Φ1020*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格30# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格51# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格52# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格53# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格54# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格55# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格56# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)57# Φ1020*12 Q235B 30 0.8 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格58# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格59# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格60# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格61# Φ219*6 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格62# Φ219*6 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格63# Φ219*6 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格64# Φ219*6 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格65# Φ219*6 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格66# Φ219*6 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格67# Φ219*6 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格68# Φ219*6 20# 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格69# Φ219*6 20# 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格70# Φ219*6 20# 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-04.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)71# Φ159*4.5 20# 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格72# Φ159*4.5 20# 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格73# Φ159*4.5 20# 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格74# Φ159*4.5 20# 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格75# Φ159*4.5 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格76# Φ159*4.5 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格77# Φ159*4.5 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格78# Φ159*4.5 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格79# Φ159*4.5 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格80# Φ159*4.5 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格81# Φ159*4.5 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格82# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格83# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格84# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.15-04.25坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)85# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格86# Φ478*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格87# Φ478*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格88# Φ478*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格89# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格90# Φ478*8 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格91# Φ478*8 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格92# Φ478*8 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格93# Φ478*8 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格94# Φ478*8 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格95# Φ478*8 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格96# Φ478*8 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格97# Φ426*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格98# Φ426*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.16-04.25坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)99# Φ426*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格100# Φ426*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格101# Φ426*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格102# Φ426*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格103# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格104# Φ273*6 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格105# Φ273*6 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格106# Φ273*6 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格107# Φ273*6 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格108# Φ273*6 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格109# Φ273*6 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格110# Φ273*6 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格111# Φ273*6 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格112# Φ720*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.18-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)113# Φ720*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格114# Φ720*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格115# Φ377*7 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格115A# Φ325*7 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格116# Φ325*7 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格117# Φ325*7 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格118# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格119# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格120# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格121# Φ159*4.5 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格122# Φ159*4.5 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格123# Φ159*4.5 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格124# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格125# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.22-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)126# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格127# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格128# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格129# Φ720*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格130# Φ720*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格131# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格132# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格133# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格134# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格135# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格136# Φ1620*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格137# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格138# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格139# Φ1620*16 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.03-05.10坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)140# Φ1620*16 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格141# Φ1620*16 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格142# Φ1620*16 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格142A# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格143A# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格143# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格144# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格145# Φ630*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格146# Φ630*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格147# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格148# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格149# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格130# Φ529*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格151# Φ529*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.04-06.16坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)152# Φ529*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格153# Φ529*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格154# Φ529*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格155# Φ529*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格156# Φ529*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格157# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格158# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格159# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格160# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格161# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格162# Φ630*10 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格163# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格164# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格165# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.06.16-06.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)166# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格167# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格168# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格169# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格170# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格171# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格172# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格。
钢管焊接及焊缝外观检查记录

I
施工单位自查意见:
质检员(签字):年月日
监理/建设单位检查意见:
监理工程师/质检员(签字):年月日
钢管焊接及焊缝外观检查记录
工程名称
汉洪高速(梅子路口)临时热水管改造工程
施焊日期
2012.12.10
天气
晴
管材及管径
无缝钢管D426X10
坡口形式
V形坡口
预热温度
焊接方式
氩弧焊打底、电
包弧焊填充
23
1.5
67
2.1
0.5
无
无
无
无
0.6
I
426—016
22
1.5
69
2.1
0.4
无
无
无
无
0.8
I
426—017
19
1.6
68
2.1
0.3
无
无
无
无
0.6
I
426—018
25
1.7
68
2.3
0.2
无
无
无
无
0.8
I
合格
426—019
22
1.8
70
2.4
0.4
无
无
无
无
0.6
I
合格
426—020
18
1.8
68
焊口
编号
管号
(原材
料)
焊缝位置(所在
桩号)
坡口内外清理范围(mm)
钝边
(mm
)
坡口角度
(°
)
间隙
(mm
)
内壁错
边量
(mm)
(整理)容器焊缝外观质量检验记录卡

本容器焊缝外观质量检验记录卡.................卧式矩形压力容器质量检验记录卡..................................灭菌器热性能试验及出厂检验记录表传递程序:质管办→各工序检验员→总检员→质检科灭菌器热性能试验及出厂检验记录表传递程序:质管办→各工序检验员→总检员→质检科下面是赠送的中秋节演讲辞,不需要的朋友可以下载后编辑删除!!!谢谢中秋佳节演讲词推荐中秋,怀一颗感恩之心》老师们,同学们:秋浓了,月圆了,又一个中秋要到了!本周日,农历的八月十五,我国的传统节日——中秋节。
中秋节,处在一年秋季的中期,所以称为“中秋”,它仅仅次于春节,是我国的第二大传统节日。
中秋的月最圆,中秋的月最明,中秋的月最美,所以又被称为“团圆节”。
金桂飘香,花好月圆,在这美好的节日里,人们赏月、吃月饼、走亲访友……无论什么形式,都寄托着人们对生活的无限热爱和对美好生活的向往。
中秋是中华瑰宝之一,有着深厚的文化底蕴。
中国人特别讲究亲情,特别珍视团圆,中秋节尤为甚。
中秋,是一个飘溢亲情的节日;中秋,是一个弥漫团圆的时节。
这个时节,感受亲情、释放亲情、增进亲情;这个时节,盼望团圆、追求团圆、享受团圆……这些,都已成为人们生活的主旋律。
同学们,一定能背诵出许多关于中秋的千古佳句,比如“举头望明月,低头思故乡”、“但愿人长久,千里共婵娟”、“海上生明月,天涯共此时”……这些佳句之所以能穿透历史的时空流传至今,不正是因为我们人类有着的共同信念吗。
中秋最美是亲情。
一家人团聚在一起,讲不完的话,叙不完的情,诉说着人们同一个心声:亲情是黑暗中的灯塔,是荒漠中的甘泉,是雨后的彩虹……中秋最美是思念。
月亮最美,美不过思念;月亮最高,高不过想念。
中秋圆月会把我们的目光和思念传递给我们想念的人和我们牵挂的人,祝他们没有忧愁,永远幸福,没有烦恼,永远快乐!一、活动主题:游名校、赏名花,促交流,增感情二、活动背景:又到了阳春三月,阳光明媚,微风吹拂,正是踏青春游的好时节。
压力管道焊接工艺评定
委托编号: YHGPS-10
名称:焊接工艺评估试件
工艺评估编号: D-B1-6HP010
试件编号: 1、2
材料牌号: Q235-B
材料规格: T=6mm
焊接材料: J422
焊接措施:手工
焊接位置:平位
坡口型式: Y形
焊工编号: TS6JTYN120529
热处理状态: /
直径: /
直径:/
焊后热处理:
热处理温度: /℃
保温时间: / h
保温时间:/h
保护气体:
尾部保护气: /流量/ L/min
背面保护气: /流量/ L/min
背面保护气:/流量/L/min
焊接材料:
焊条原则: GB5117
焊条牌号、直径: J422、Ф3.2.Ф4.0
焊丝牌号、直径: /
焊剂牌号: /
结论:本评估按GB50236-98规定焊接试件、检查试样,测定性能,确认试验记录对旳,评估成果:合格
结论:本评估按GB50236-98规定焊接试件、检查试样,测定性能,确认试验记录对旳,评估成果:合格
施焊:施焊日期: 2023.09.10
填表:日期: 2023.09.10
日期: 2023.09.10
焊缝
常温
80.0
合格
4
475.9
断母材
焊缝
常温
78.0
合格
5
6
7
8
9
试验原则:GB/T228, GB/T232, GB/T229
结论:该试件,经检查合格
试验:
无损探伤报告
编号: 030701
产品名称:焊接工艺评估试件
产品编号: YHGPS-05
焊接检验质量验收记录表
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
(参考)钢管焊接及焊缝外观检查记录表

无
无
0
0
0.2
Ⅱ
合格
DN8011
20#
B-2栋调压箱处
11
1.0
69
1.0
0.2
无
无
0
0
0.1
Ⅱ
合格
DN8012
20#
B-2栋调压箱处
13
0.6
66
1.1
0.1
无
无
0
0
0.1
Ⅱ
合格
D4801
20#
B-2栋调压箱处
11
0.8
68
1.1
0.2
无
无
0
0
0.2
Ⅱ
合格
D4802
20#
B-2栋调压箱处
12
0.2
无
无
0
0
0.3
Ⅱ
合格
接下页
钢管焊接及焊缝外观检查记录表
RGSZ0905.07.06
工程名称
卓尔高层创意空间2#、3#楼燃气管道工程
施焊日期
2013年 月 日
天气
晴
管材及管径
无缝管
坡口形式
V
预热温度
焊接方式
手工电弧焊
焊条型号
E4303、J422
焊丝型号
焊口
编号
管号
(原材料)
焊缝位置
(所在桩号)
坡口内外清理范围(㎜)
钝边
(mm)
坡口
角度
(°)
间隙
(mm)
内壁错边量(㎜)
螺旋焊
道间距
(mm)
表面缺陷
外观
合格
情况
抽查
管道焊接及焊缝外观检查记录表

管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表。
焊接质量检查记录表
焊接质量检查记录表
1. 项目信息
- 日期:[填写日期]
- 项目名称:[填写项目名称]
- 焊工姓名:[填写焊工姓名]
- 焊接工艺:[填写焊接工艺]
- 检查人员:[填写检查人员姓名]
- 焊接材料:[填写焊接材料]
2. 检查内容
2.1 准备工作
- 材料准备:[填写材料准备情况,如焊条、焊丝等]
- 工具准备:[填写工具准备情况,如焊接机、电钳等]
- 环境准备:[填写焊接环境准备情况,如通风、安全措施等]
2.2 焊接过程
- 焊接温度:[填写焊接过程中的温度情况]
- 焊接时间:[填写焊接过程中的时间情况]
- 焊接电流:[填写焊接过程中的电流情况]
- 焊接电压:[填写焊接过程中的电压情况]
- 焊接速度:[填写焊接过程中的速度情况]
2.3 焊缝质量
- 焊缝外观:[填写焊缝外观质量,如焊缝是否饱满、平整等] - 焊缝尺寸:[填写焊缝尺寸情况,如宽度、高度等]
- 焊缝密度:[填写焊缝密度情况,如焊缝内是否有气孔、夹渣等问题]
- 焊缝强度:[填写焊缝强度情况,如焊接的连接强度是否达到要求]
3. 检查结果
- 合格:[填写检查结果是否合格]
- 不合格原因:[填写不合格的具体原因]
- 处理措施:[填写如何处理该焊接不合格情况]
- 备注:[填写其他需要备注的事项,如检查人员的建议、注意事项等]
4. 检查人员签名
- 检查人员:[检查人员姓名]
- 签名:[检查人员签名] - 日期:[填写日期]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
施焊及焊缝外观检验记录
日期:XX年XX月XX日
施焊工程:XXX部位
检验人员:XXX
焊接人员:XXX
一、施焊情况:
1.施焊设备:使用牌号为XXX的焊接设备进行施焊。
2.预热情况:施焊前对焊接部位进行了预热处理,预热温度为XXX摄氏度,预热时间为XXX分钟。
3.焊接材料:使用牌号为XXX的焊接材料进行施焊。
4.焊接工艺:采用XXX种焊接方法,焊接参数为XXX。
5.施焊控制:根据焊接工艺规程要求,进行了施焊控制。
二、焊缝外观检验:
1.检验标准:焊缝外观应符合相关标准和规范的要求。
2.检验方法:采用人工目视检查法进行焊缝外观检验。
3.检验内容:
(1)焊缝是否均匀、连续,无间歇性焊道、夹渣、穿透不良等缺陷。
(2)焊缝表面是否平整,无严重凹凸、焊渣和气孔等缺陷。
(3)焊接接头表面是否干净,无油污、腐蚀物、氧化皮等影响焊缝质量的现象。
(4)焊缝表面是否有裂纹、毛刺等缺陷。
(5)焊接处是否有未熔合或部分熔合不良的现象。
(6)焊缝形状和尺寸是否符合设计要求。
三、检验结果:
1.检验结论:经焊缝外观检验,该施焊工程的焊缝外观符合相关标准和规范的要求。
2.检验记录:见下表。
序号焊缝部位检验内容检验结果
1XXX施焊情况合格
2XXX焊缝外观合格
3XXX焊缝外观合格
...
四、检验意见和建议:
对施焊情况及焊缝外观检验结果无异议。
检验人员:(签名)日期:(年/月/日)。