MES操作说明书
MES基础介绍ppt课件

只有在MES提供了详尽的生产状况反馈后, ERP才能有效的运作计划的职能。
最新课件
6
MES、ERP、PCS之间关系
带来了显著的优势,更重要的是改善了对客户的服务”。
最新课件
14
MES成功实施-基础理念
实施MES不仅仅是一项技术工作,更是车间的一次生产运作管理模式的变革;
MES是锦上添花(对现有工作流程信息化),不是雪中送炭(通过MES改变工作流 程),实施MES不可本末倒置;
不能期望MES能够解决企业或车间的所有重大问题(如技术和工艺问题、基础管理 问题等),对MES技术应当有合适的预期;
人员
最新课件
7
MES应用对象的目标
一线作业员工
✓ 现场操作指导 ✓ 生产过程交互 ✓ 生产绩效记录
生产管理人员
✓ 完整的产品档案,全程可追 溯性
✓ 实时掌握现场的生产与品质 情况,及时处理异常
✓ 建立全面的生产防控体系, 提升生产效率
✓ 协助构建生产绩效考评体系 ,促进组织成长
高阶主管
✓ 随时了解和掌握生产与品 质状态
✓ 建立集成的管理信息平台 ,为及时决策提供准确的 数据支撑
✓ 提高客户满意度,获得更 大客户订单
最新课件
8
MES在做什么?
写我所做(计划) 做我所写(执行) 记我所做(数据收集) 查我所记(追溯) 改我所错(修理,改进) 人,机,材(料),法
最新课件
9
MES能展示什么?
ERP
MES
MES(工作范围)说明书模版

1.1.
本工作说明书用于定义在广州XXX有限公司部注MES系统项目中,广州XXX有限公司(甲方)与XXX(北京)软件有限公司(乙方)之间的有关本项目的工作范围和职责。
1.2.
在本工作说明书及其附件中,以下缩略语与术语有其特定含义:
项目:本文中提到的项目是指“广州XXX有限公司部注MES系统项目”。
3.1.2.
对于现场培训,XXX(北京)软件有限公司项目经理将组织项目人员对广州华凌空调有限公司客户进行针对项目交付物及内容的知识转移。
3.1.3.
对于现场培训,客户方应确定专职人员配合合谷软通(北京)软件有限公司项目组完成交付物转移,组织相关人员参加必要的培训;提供培训所需的会议室(投影,白板等)等后勤保障。
3.2.2.
通过结项会议的形式,部署广州华凌空调有限公司的部注车间MES系统并正式运行,得到广州华凌空调有限公司IT领导书面确认。
3.2.3.
按项目计划和要求配合合谷软通(北京)软件有限公司咨询顾问进行必要的访谈和交流会议,及时给予反馈,并提供相关文档信息,同时获取高层领导对重要内容的指示与反馈,确保项目进度。
版权说明
本文件中出现的任何文字叙述、文件格式、插图、照片、方法、过程等内容,除另有特别注明,版权均属广州华凌空调有限公司和合谷软通(北京)软件有限公司共同所有,受到有关产权及版权法保护。任何个人和公司,未经广州华凌空调有限公司和合谷软通(北京)软件有限公司的书面授权许可,不得复制或引用本文件的任何片断,无论通过电子形式或非电子形式。
合同:指广州XXX有限公司(甲方)与XXX(北京)软件有限公司(乙方)之间的有关广州XXX有限公司部注MES系统项目合同。
2.
2.1.
通过引进业内先进的生产执行系统,提高生产效率提高生产质量,按照ISA95国际标准,帮助提出适应广州XXX有限公司“部注MES系统项目”工程建设的信息系统运维模式的IT运维流程梳理和设计,包括注塑、高冲生产管理、注塑、高冲质量管理、注塑、高冲设备管理、注塑、高冲数据采集、注塑、高冲模具管理、注塑、高冲点检管理。
OpenMES架构说明书
OpenMES架构的说明书1 摘要本文是一个OpenMES架构的说明书,这个执行制造系统(Manufacturing Execution System-MES)的架构来自于日本的制造科学与技术中心。
OpenMes架构是离散生产过程的模型。
本文是为了那些将要使用MES系统架构并为MES开发出软件模块和程序的人而准备的。
目前,在离散生产过程的领域中还没有统一的制造模型。
因此,MES在没有依据统一制造模型的情况下各自发展,而实际上这个模型能够促进生产知识的共享。
然而,如果能在普遍的制造模型的基础上,得到可以重复使用的软件模块,那么,MES的开发可以通过组合软件模块、适应个体需求、中等规模的定制需求的制造环境等而得到实现。
OpenMES架构的优点如下:●通过协调供应链管理(SCM)和企业资源计划(ERP)实现企业范围内的最优化。
自从SCM/ERP反应出信息领域的问题,最优化可以通过采购、生产、派送和销售得到实现。
●生产数据可以被收集来改进制造方法。
特别的,这些数据能提供给计划-计算-核查-生产这一周期(Plan-Do-Check-Action)以便开发。
●网页游览器的使用使得最终用户无论在哪里都能够访问生产订单信息和制造结果信息。
通过无处不在的数据接口可以做出精确的决策。
●制造设备的多客户环境容易被建立;●依靠现有合格的软件模块,可以在短周期内建立高水平的MES。
●合格的软件模块可以促进竞争制造知识的共享。
执行制造系统中,OpenMES架构包括下列几个单元:●工厂管理;●生产订单管理;●生产规程管理;●工艺规程管理;●过程管理;●设备管理;●运输管理;●物料管理;●调度管理。
OpenMES架构不仅要发展软件应用程序及其图形用户界面,还要制定数据管理能力和分布式对象系统(CORBA)交互界面。
2 介绍日本信息技术开发协会已经委托制造科学与技术中心为MES开发一个软件架构,并把它当作电子商务基础组织设施项目(Electronic Commerce Common Infrastructure Establishment Project)的关键部分。
PLEX Manufacturing Execution Suite (MES) 制造执行套件说明书

SOLUTION OVERVEWPLEX MANUFACTURING EXECUTION SUITE (MES)Smart ManufacturingStarts HereWe don’t have to tell you that being a manufacturer is tough today—you feel the pressure every day.Rapid globalization, technological advancements, changing consumerpreferences, and evolving regulations are continually reshaping the industry, increasing competition, and raising the bar on performance.You need to continually innovate and deliver 100 percent quality—100 percent of the time. But operational hurdles, including too much paper and too many manual processes, limited visibility into work in progress, traceability issues and more, often get in the way. Working harder isn’t the answer—working smarter is.Smart manufacturing offers new opportunities to connect people and systems, automate processes, track data from end to end, and capture and analyze information like never before. With smart manufacturing, your environment is connected, controlled, and operating at maximum levels of efficiency and accuracy. Its foundation requires an integrated platform that unites all of thedomains needed to engineer, manufacture and deliver today’s smart products—a solution like the Plex Manufacturing Execution Suite (MES).SmartManufacturing Get ready to see your challenges in the rearview mirror.Today’s manufacturers need to increase resilience in their operations—no one can afford to be mediocre at anything they’re doing in manufacturing.If manual processes and disconnected systems are causing your organization to experience any of the challenges below, your operation will benefit from the Plex MES.With Plex MES, the paper chase ends. Control, transparency, andsynchronization become your “modus operandi.” New levels of performanceare achieved, and doing more without adding more becomes the norm.‒ High levels of scrap and rework ‒ Excessive inventory carrying costs ‒ Traceability issues‒ Limited visibility into work-in-progress ‒ Missed production schedules ‒ Poor production throughput ‒ Extreme errors ‒ Operating with old data ‒ Slow reaction timesWhatever you make…make it smart with Plex MES.+your plant floor with a comprehensive, real-time view of your entire production lifecycle and full connectivity to your ERP. You’ll easily automate tasks, prevent errors, drive in-line quality, and synch up the top floor with the plant floor. The result? Less risk, higher quality, happier customers and a healthier bottomline.• Production • Labor Tracking • Tooling• Maintenance • Quality •SPC • Control Plan• Deviation Tracking • Inventory • Traceability • Genealogy • Barcoding• Production Planning & FiniteScheduling• BOM & Recipe Control • Engineering• Inventory Management• Costing Product ManagementPlex MES: The power of TWO in ONE smart manufacturing suitePlex MES puts you back in the driver’s seat. So put your foot on the gas, greatness awaits…Gather real-time and accurate material and traceability data to make sure your production is always running smoothly.Improve reporting efficiency and ac-curacy with a single, digital source of real-time production and scrap data.Mitigate recall risk and/or exposure of recalls with easy access to accurate, database-driven traceability informa-tion.Ensure quality processes are consis-tent and comply with specified quality standards.Instill quality through closed-loop checks and preventive measures without degrading production perfor-mance.Operationalize quality activities and ensure check sheet compliance with in-line quality control.Choreograph production processes directly from the control plan to short-en cycle times and improve efficiency.Increase productivity and eliminate manual process errors with paperless operator control.Streamline production workflows with a flexible, configurable manufac-turing-specific solution designed to complement your ERP.Plex MES puts better connectivity, increased automation, more precise tracking, and deeper data analysis within reach and opens the door to smart manufacturing by delivering a solution that unites all of the domains required to engineer, manufacture and deliver top quality products.The Plex DifferenceTraditional MESs focus mainly on the plant floor, with minimal integration beyond your factory’s four walls. A unified MES/Manufacturing OperationsManagement (MOM) solution like Plex MES offers the flexibility and functionality required to enable smart manufacturing. With Plex MES, you’ll gain control ofVISIBILTYQUALITYCONTROLManufacturing Execution Manufacturing OperationsSecurity. Reliability. Continuous Innovation.The name of the game for today’s manufacturers is continuous innovation. You need to stay agile as new challenges and opportunities arise. Doing so requires a software solution safe from security risks, vulnerabilities, unauthorized access and data theft.Plex MES isn’t your average cloud solution. Unlike many competitive solutions, Plex was born in the cloud, not retrofitted to it later. So, you get world-class hardened security, high availability and scalability, and most importantly an environment that keeps you on the leading edge.With traditional on-premise, hosted, and even most SaaS vendors, you have to wait anywhere from a quarter to a year or longer to get new releases that patch bugs or offer new functionality. You’re also sometimes forced into painful upgrades to take advantage of these updates. With Plex, you never have to wait for the latest and greatest. We deliver new features and improvements on a nearly daily basis, and you’re free to take advantage of them at any time.Plex’s world-class cloud infrastructure:• Maintains a best-in-class “A” security rating by ,consistently outperforming our peers’ ratings.• Provides exceptional system performance, exceeding our SLA with anuptime of 99.997% and outperforming the SLAs of most public clouds.• Offers an integration layer with flexible, modern APIs to connect youto an ecosystem of complementary capabilities developed by other businesses including Plex customers.Improve Manufacturing Quality and ControlError-proof your manufacturing processes from raw materials to finished goods. Mitigate the risk of recalls by tracking the exact components used in each product you make.Increase OutputSee what’s happening in real time and spot problems before they slow you down. Monitor and adjust the cycle time for each step in your manufacturing processes to minimize WIP and accelerate production.Eliminate Unnecessary CostsStreamline operations to reduce the time it takes to make each product, eliminate downtime, and minimize waste.Reduce Scrap and ReworkPrecisely analyze production lines and finished products to detect any inconsistencies and immediately address them to limit faulty products and materials wasted.Decrease InventoryEliminate the need to store surplus inventory with complete visibility into what is on hand at each facility, and what needs to be ordered.Boost your top line, bottom line, and every line in between.2.5%10 - 15%100%12%< 40 days$500,0001.5%tofreight costs, previously 0.7% of total sales.increase in delivery rates over a 9 month period.Achieved nearlyReduced inventory toSavedon-time delivery.on hand delivery.in inventory write-offs due to tighter controls & visibility.1Future proof your businessThe Plex Smart Manufacturing Platform was born on the plant floor and is purpose built for smarter manufacturing—today and tomorrow.In a single digital system of record and engagement, Plex makes it possible for manufacturers to reach new levels of visibility, quality, and control throughout their operation.Single Digital System ofRecord & EngagementThe Plex Smart Manufacturing Platform ApplicationsWith the Plex Smart Manufacturing Platform you’ve got options that range from stand-alone MES to a fully integrated, end-to-end solution that will power your entire enterprise.Plex Enterprise Resource Planning (ERP) is a full-featured, scalable, cloud-based ERP that automates front- and back-office processes, including financialmanagement, revenue management, human capital, order management, billing,and inventory.Plex Manufacturing Execution Suite (MES)is a comprehensive manufacturingsoftware solution that provides real-time, paperless production management todrive enterprise-wide compliance, quality, and efficiency.Plex DemandCaster Supply Chain Planning (SCP)combines data frommultiple departments across your business to sync up demand and supplyforecasting to improve inventory accuracy and production management.Plex Quality Management System (QMS)is a cloud-based digital qualitysolution for manufacturers that standardizes and automates quality documentation,processes, and measurements.Plex Analytics & Industrial IoT (IIoT)combines process, operational, andmachine-level data through highly visual dashboards that empower manufacturersto improve business processes and plant floor production efficiency.Plex Manufacturing Automation helps you automate processes and connectthe data from your machines at the plant-level to eliminate manual errors andmaximize uptime./MES | 888.454.7539ANYTHING THAT CAN BE MADE, CAN BE MADE BETTER . . .PLEX-BR020A-EN-P。
MES系统操作说明书
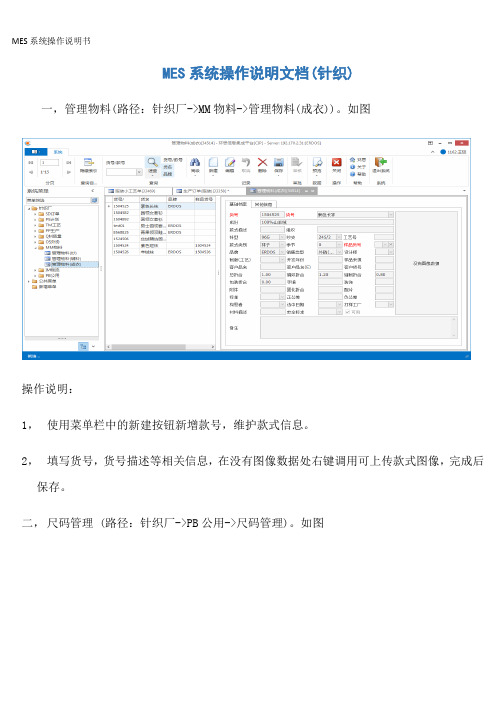
MES系统操作说明文档(针织)一,管理物料(路径:针织厂->MM物料->管理物料(成衣))。
如图操作说明:1,使用菜单栏中的新建按钮新增款号,维护款式信息。
2,填写货号,货号描述等相关信息,在没有图像数据处右键调用可上传款式图像,完成后保存。
二,尺码管理 (路径:针织厂->PB公用->尺码管理)。
如图1,使用新建按钮2,填写红色尺码分组名称,3,使用尺码分组下面的新增按钮4,填写尺码编码和尺码名称,5,红色字体部份为必填项。
三,生产订单(路径:针织厂->SD订单->生产订单(服装))。
如图操作说明1,图上1为菜单栏图2为已制订单信息,可以点击行查询相关订单明细数据,图3为订单详细。
2,使用系统菜单右边上的’<’号可隐藏菜单栏从而扩大订单明细界面。
3,通过速查下方的向下键可设置查询条件查询已制作过的订单信息。
4,使用菜单栏中的新建按钮新增一张新的订单。
5,填写3处的表头部份,如客户名称,订单类型,合同号,加工类型,制作单日期等相关内容,下单总量为系统自动生成不需求录入。
6,如果在下拉列表中未能找到相应的客户,使用按钮。
1),使用菜单栏新建按钮后填写客户信息,红色字体为必填项,维护完成后保存即可。
7,1),选择款式批次子页面,新增款式批次信息。
2),填写相应生产工厂,货号,货名,成份,纱支,针型为系统自动带出,批号,工厂,交期,交地为必填项。
8,1),选择颜色尺码子页面,新增纱线色号。
2),使用新建按钮,增加色号和色名以及相应的RGB值,红色字体为必填项,保存即可。
注:如无色名,可直接填写色号。
9,选择尺码。
1),勾选尺码后使用确定按钮。
效果如下:2),如果在选择尺码窗口中没有找到尺码,参照上面尺码管理。
10,填写子色和各尺码数量。
1),录入子色号,色名,子色名为系统默认带出。
2),录入尺码数量,在汇总栏中可显示这个子色的尺码汇总数量。
注:例如:G:N2802*W9665,A:N3642 带G色和A色的录入方式如下先将G色的N2802*W9665,和A色的N3642 色号新增纱线色号后,以“,”号隔开如图保存后的效果:11,样品信息1),如该订单有样品信息,使用刷新按钮后,填写各尺码的样品数量即可。
mes_用户需求说明书(3篇)

第1篇一、概述本说明书旨在详细阐述MES(制造执行系统)系统的用户需求,包括系统功能、性能、用户界面、数据管理、安全性和其他相关要求。
本说明书适用于MES系统的开发、实施和维护团队,以及所有将使用该系统的用户。
二、背景随着制造业的快速发展,企业对生产过程的实时监控和高效管理提出了更高的要求。
MES系统作为连接ERP(企业资源计划)和车间生产设备的重要桥梁,能够帮助企业实现生产过程的透明化、可视化和智能化。
本说明书旨在明确MES系统的需求,以确保系统能够满足用户的需求,提高生产效率。
三、用户需求1. 系统功能需求(1)生产调度与排程- 支持多品种、小批量生产模式;- 自动生成生产排程,考虑生产设备、人员、物料等因素;- 支持生产订单的调整和修改;- 提供生产进度实时监控和预警功能。
(2)生产过程监控- 实时采集生产设备状态、生产进度、产品质量等信息;- 支持生产数据可视化展示,如图表、报表等;- 提供生产异常处理机制,如设备故障、物料短缺等;- 支持生产数据历史查询和分析。
(3)物料管理- 支持物料采购、库存、领用、报废等全过程管理;- 实现物料追溯,包括物料来源、生产批次、使用情况等;- 提供物料库存预警功能。
(4)质量管理- 支持质量检验、不合格品处理、质量分析等功能;- 实现产品质量追溯,包括生产批次、检验结果、处理措施等;- 提供质量改进建议。
(5)设备管理- 支持设备维护、保养、故障处理等功能;- 实现设备运行数据采集和分析;- 提供设备状态预警功能。
(6)人员管理- 支持人员排班、考勤、绩效评估等功能;- 实现人员技能和培训管理。
2. 性能需求(1)响应时间- 系统响应时间应小于2秒;- 数据处理速度应满足生产现场实时监控需求。
(2)并发处理能力- 系统应支持多用户同时在线操作;- 具备高并发处理能力。
(3)数据存储容量- 系统应具备足够的存储空间,以满足长期数据存储需求;- 数据备份和恢复功能完善。
(完整)MES运行管理办法
MES运行管理办法1 目的为了促使各部门积极参与MES工作,确保公司MES能够顺利、稳定的运行,提高生产效率,提升产品质量,降低成本,减少浪费。
2 适用范围适用于公司MES运行管理全过程。
3 职责生产部计划组负责生产计划、物料齐套检查、工单管理的执行。
生产部工艺组负责工序BOM管理、工艺工装检查、设备以及设备备件管理。
生产部仓库组负责物料收料、物料发料及库位管理。
生产部制造组负责生产数据的实时收集、系统使用问题的反馈等.质量保证部负责产品检验数据的收集。
MES管理员负责系统维护及问题的处理。
4 工作内容和要求4.1 MES运行过程管理4.1。
1 各部门主管对本职能小组的MES工作负责,必须合理安排好本部门的工作,以确保按照实施要求参与MES的各项工作。
4。
1。
2 各操作人员在使用MES进行业务操作时,必须遵循《MES操作说明书》,当遇到无法明确的操作流程时,不得擅自主张随意操作,应及时向主管提出,由MES项目实施小组给予解答,并按解答之后的操作规范操作.4.1.3 MES运行过程中,下道工序要对上道工序进行监督,发现问题应该及时反应给主管或MES 管理员。
4.1.4 各部门开展MES工作遇到难题不能解决时,要及时通过《MES问题处理记录表》反馈给主管,主管第一时间反应到MES管理员处,MES管理员立即处理并在半小时内给出处理意见。
4。
1。
5 为确保岗位相关责任人对MES操作的熟练度,MES项目实施小组会根据具体的情况安排培训工作,培训结束后将进行考核,培训人员具体由MES管理员或主管定义,培训内容主要分理论培训、实践操作等。
4。
1.6 参加MES各项会议和培训的相关人员要求按时就位,不准迟到,早退和一切违反纪律的情况发生。
4.2 MES运行风险防范4.2.1 风险预警等级预警等级(1到4级),分别定义如下:红色预警1级:导致停线,且时间在30分钟以上;橙色预警2级:导致停线,到时间在30分钟以内;黄色预警3级:出现问题的点会5分钟左右停止,整个产线不会停;蓝色预警4级:对生产影响很小,增加作业时间,影响效率。
1-MES系统功能模块简介
1-MES系统功能模块简介MES系统是指制造执行系统,旨在加强MRP计划的执行功能,把MRP计划同车间作业现场控制联系起来。
该系统包括PLC程控器、数据采集器、条形码、各种计量及检测仪器、机械手等。
MES系统设置了必要的接口,与提供生产现场控制设施的厂商建立合作关系。
MES系统的核心价值流包括资源分配与状态管理模块、工单详细调度模块、生产单元分配模块、文档管理模块、数据采集模块、人力资源管理模块、质量管理模块、过程管理模块、维护管理模块、产品追溯模块以及性能分析模块。
不同企业的模块类型可能不同。
资源分配与状态管理模块主要管理工具、人员、物料、机床、其他设备以及其它生产实体,以保证生产的正常进行。
同时,还要提供资源使用情况的历史记录,确保设备能够正确安装和运转,以及提供资源的实时状态信息,对这些资源的管理,还包括为满足生产计划的要求对其所作的预定和调度。
工单详细调度模块提供与制定生产单元相关的优先级、属性、特征等作业排序功能。
其目标是通过良好的作业顺序最大限度减少生产过程中的准备时间。
这种调度,是基于有限能力的调度并通过考虑生产中的交错、重叠和并行操作来准备计算出设备上下料和调整时间。
生产单元分配模块以作业、订单、批量、成批和工作单等形式管理生产单元间的工作流。
当车间有事件发生时,要提供一定顺序的调度信息并按此进行相关的实时操作。
生产单元分配模块能够调整车间已制订的生产进度,对返修品和废品进行处理,用缓冲管理的方法控制任意位置的制品数量。
文档管理模块控制、管理并传递与生产单元有关的信息文档,包括工作指令、配方、工程图纸、标准工艺流程、零件的数控加工程序、批量加工记录、工程变更通知以及各种转换操作间的通讯记录,并提供信息编辑功能。
MES系统是一种用于车间管理的信息化管理系统,它可以协调车间内的各种活动,包括生产计划、物料配送、生产质量控制、人力资源管理等。
MES系统通常由多个模块组成,每个模块负责不同的功能。
MES产品用户操作手册说明书
MES产品用户操作手册广州力控元海信息科技有限公司2021年11月22日目录第一章概述 (4)第二章安装说明 (5)获取技术支持 (5)1.1.售后服务宗旨 (5)1.2.质量保证期 (5)1.3.售后服务与及时支持 (5)1.3.1.服务承诺 (5)1.3.2.三级运维服务体系 (6)1.3.3.售后服务优势 (7)1.3.4.售后服务内容 (8)系统配置 (10)1.1软件配置 (10)1.2硬件配置 (10)软件安装与卸载 (10)第三章快速使用指南 (11)系统快速入门 (11)第四章使用说明 (12)1.1系统登陆 (12)1.功能介绍 (13)1.1数据采集 (13)1.2设备管理 (28)1.3质量管理 (33)1.4条码打印 (40)第五章功能列表 (49)第六章参考资料 (51)第七章附录 (52)术语表 (52)常见问题 (52)常见错误信息对照表 (52)索引 (52)表索引 (52)图索引 (52)第一章概述本用户手册将帮助用户深入了解平台的功能、特色和操作要点,为用户提供MES系统各个功能模块的操作示范,帮助您正确、高效、熟练地使用系统。
版权声明:版权所有:广州力控元海信息科技有限公司本系统只限于广州力控元海信息科技有限公司指定部门或人员使用。
未经授权,任何单位或个人不得侵犯本系统所拥有的权利,否则可能根据有关法律规定受到起诉,并承担严重后果。
第二章安装说明获取技术支持1.1.售后服务宗旨我们的服务宗旨是“让客户满意”。
我们将不断地向客户提供帮助和有关技术服务咨询。
我们力求使客户满意。
在实施过程中,我公司将派技术人员进行全程技术支持,解决实施与其它工种技术配合问题,对产品安装和应用提供技术指导。
功能开发完成后,我司将负责测试和调试,并保证功能达到优良标准。
在竣工验收时,将提供试运行报告、验收报告等有关的技术档案资料。
对于项目所应用的产品,我公司承诺根据产品厂家提供的保修期提供相应时间的产品保修期;履行合同规定的其他售后服务任务。
矿山行业生产制造执行系统(MES)

矿山行业生产制造执行系统设计说明书矿山行业生产制造执行系统(Mining Industry,Manufacturing Execution System以下简称M-MES)是鞍山市新安杰系统集成有限公司经过数十年的努力探索,在矿山行业生产实践上不断提升优化发展起来的重要成果。
M-MES紧密结合矿山企业的工艺流程和生产经营特点,对矿山企业的各项业务进行梳理、优化与再造,通过构建四层平台总体框架体系结构,灵活满足企业变化需要,实现企业生产经营全业务管理,有效提高企业生产效率和经济效益。
M-MES内容上主要包含生产管理、质量计量管理、设备管理、物资管理、能源管理等多方面的内容。
系统采用松耦合SOA架构,主从分布式结构,兼顾业务操作的灵活性,支持业务扩展。
M-MES不仅可以与其他系统集成,还提供SAP、用友等主流ERP无缝链接。
1 M-MES系统总体技术架构M-MES在结构上采用先进的面向服务的体系结构SOA,在具体的实现方式上采用以WebService模式为主的企业服务总线ESB作为主要集成方式,与SAP ERP接口采用SAP XI 进行集成。
2 总体框架模型平台总体框架体系结构为四层:设备层、控制层、MES和ERP。
相互之间通过专用接口相连接。
M-MES内容主要包括生产管理、质量计量管理、设备管理、物资管理、能源管理、五大部分。
各模块可集成在一起组成M-MES,也可拆开单独使用。
3 系统特点完整性:系统不仅涵盖了传统MES所着重的生产管理及相关内容,还包括质量计量管理、设备管理、物资管理、能源管理等业务管理系统。
集成性:不仅包括模块之间、流程之间、部门之间以及其它相关系统的集成,还可与Sap、用友等主流ERP无缝连接。
规范性:将标准化、规范化的业务流程固化到系统中,提高业务执行效率和执行效果;流程性:结合矿山企业管理特点,通过业务流程全覆盖,实现了物流、资金流、信息流的三流合一;扩展性:采用松耦合SOA架构,主从分布式结构,兼顾业务操作的灵活性,支持业务扩展;真实性:通过对数据高度集成共享,实现数据唯一性、准确性、及时性。
罗克韦尔自动化产品系列指导手册说明书

支持服务产品系列适用范围无论您的业务目标是什么,罗克韦尔自动化支持服务均能帮助您挖掘运营潜能。
借助每一份支持协议带来的高价值工具以及我们训练有素的专家团队,您能够减少维护时间及成本,并提高整体设备效率。
了解更多信息生命周期服务咨询我们的工程师在罗克韦尔自动化软件门户网站购买的软件包括一份独立的支持合同,其终止日期与 TechConnect 协议的签署周年日期保持一致。
在罗克韦尔自动化商业网站上续订所购软件时,将提供单独的协议。
标准产品产品系列 (例如自动化控制系统) 中列出的全部产品均可得到支持。
自动化控制系统可编程控制器 — Compact GuardLogix®、CompactLogix™、ControlLogix® (1756 系列), GuardLogix®, SmartGuard™ 600 SoftLogix™ 5800操作员界面— DTAM™ 2707、工业计算机、InView™、PanelView 5500、PanelView Plus、MobileView™ (仅包括 2711T)分布式 I/O — Block I/O™、Expansion I/O、Flex™ I/O、POINT I/O™ 以及远程 I/O网络 — ControlNet、DeviceNet、DH+™、DH-485、EtherNet/IP、9300 (电缆和 9300-ENA)、1784 板卡 (不包括 ISA 或 PCMCIA 板卡)网络安全与基础设施 — Stratix® 交换机传感器与开关 — 无线射频识别 (RFID)相关软件 — FactoryTalk Echo、FactoryTalk® View ME、RSLinx® Lite、RSNetWorx™、RSLogix™ 5000、Studio 5000® 状态监测 — 集成式机器状态监测模块 (包括 1444)、ESAFE 状态监测软件、便携式数据采集器、保护模块 (包括 XM 模块) 以及状态监测传感器电力监测仪 — PowerMonitor™ 500、PowerMonitor 1000 以及 PowerMonitor 5000电能 —RSPower™低压变频器和启动器ArmorConnect® 电源介质 (280-PWRM)、ArmorStart® 控制器 (280、281、284、290、291、294)、PowerFlex® 4M、4、40、40P、400、523、525、527、753、755、755TL/ TR/TM 以及 755 On-Machine、755TS、753TS 变频器、20S SCR 母线电源、电源调节产品 1321、变频器通信卡 (20 comm、20-750-comm) DriveExecutive™、DriveExplorer™、Connected Components Workbench™ 软件、MegaDySC® 1608M、MiniDySC ® 1608N 和ProDySC® 1608P Armor PowerFlex 35S、35P、PFDC 20P 中压变频器和启动器857、865、1500-1599、1900-1999、7000A-RPDTD、7000L-RPDTD 7000L-R18TX、7000A-RPTX、7000L-RPTX、7000A-RPTXI、7000-RPTX、7000-R18TX、7000-RPTXI、7760、7761、7762、7703电机控制中心 (MCC) IntelliCENTER®、CENTERLINE® 2100 和 CENTERLINE® 2500独立推车技术 (ICT) MagneMotion® iTRAK® 5730/5750、MagneMover®、QuickStick® 100、QuickStick® HT™工业运动控制基于机架的运动控制产品 —ControlLogix 运动控制模块 (1756-M02AE、M08SE、M16SE、M03SE、M02AE、M02AS、HYD02 和 1758M04SE)伺服驱动器和电机 — Kinetix® 驱动器 (3、300、350、2000、5100、5300、5500、5700、5800、6000、6200、6500 和 7000)、Ultra™ 3000 (2098DSD) 和 Kinetix VP、TLP、MP-Series™ 电机 (旋转电机和直线电机系列)编程软件 — MotionView、RSLogix Motion Commands、UltraWARE组件级产品北美以外地区:• 一个工作日内免费回电支持,24x7 全天候响应• 电话或实时聊天支持:上午 8:00 至下午 5:00,可升级至 24x7 全天候响应北美地区:• 上午 8:00 至下午 5:00 免费支持• 24x7 全天候服务 (需签署支持协议)计算机与操作员界面 — PanelView Component 和 PanelView 800工控产品1可编程控制器 — Micro800® 控制系统安全、传感器、连接系统商业产品软件 — Connected Component Workbench 软件过程安全需要签署过程安全支持合同。
科教管理平台使用手册

华医网科教管理系统用户使用说明书华医医学教育中心序言华医卫生科教管理平台是由华医医学教育中心在多年实践和调研的基础上研发的,用于科研和教育管理工作的计算机软硬件平台。
其『MES 2.0』是综合了原『MES 1.0』软件的优点以及用户的使用需求而研发的新一代管理平台,它能帮助用户从繁杂的管理事务中解脱出来,以便更高效、更快捷、更准确的完成管理工作。
本手册介绍的【继续医学管理系统】为华医卫生科教管理平台的子系统之一,它从各级医疗卫生管理机构的实际工作出发,以卫生技术人员为主线,利用先进的电子化管理手段将继续医学教育工作所涉及的业务进行过程化、流程化管理。
同时将相关数据结果准确汇总、归类到每一名卫生技术人员之下。
本手册主要分为系统功能介绍和常用操作介绍二大部分。
如果您是初次使用本系统,建议您首先详细查看本使用说明书的功能介绍部分,以便您快速了解系统的各项功能,迅速掌握系统的使用方法。
如果您只想查看软件的日常使用,那么您可以直接阅读常见操作章节。
目录1.首页 (4)2.功能介绍 (5)2.1 导航菜单 (6)2.2人员管理 (7)2.3 科室管理 (13)2.4 继续教育管理 (16)2.5 学分管理 (19)2.6 统计查询 (30)2.7管理员信息 (41)2.8 系统设置 (42)2.9 修改密码 (45)3.常见操作 (46)3.1 添加科室 (47)3.2 添加人员 (48)3.3 办理医通卡 (49)3.4 人员调动 (50)3.5 维护人员状态 (51)3.6 举办活动 (53)3.7 活动授分 (55)3.8 录入个人学分 (57)3.9修改删除有误学分 (59)3.10个人学分情况查询 (62)3.11个人达标情况查询 (64)3.12人员得分情况查询 (65)3.13人员达标情况查询 (65)3.14项目开展情况个别查询 (66)3.15集体活动开展情况个别查询 (66)4.联系我们 (67)1.首页首先打开IE浏览器,在浏览器地址栏中输入继续医学教育管理系统网址: ,进入继续医学教育管理系统的主页面。
什么是mes(mes系统是做什么的)

什么是mes(mes系统是做什么的)首页>生活常识 >正文什么是mes(mes系统是做什么的)发布日期:2023-08-17 12:27:03 mes,制造执行系统,是一个位于车间执行层的系统,美国先进制造研究机构amr将 mes定义为'位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统',它为操作人员/管理人员提供计划的执行、跟踪以及所有资源的当前状态。
例如对自动化设备作业的工序产量统计,通过获取工控设备提供作业信号,应用mes系统进行汇总加工,作为最终的详细产量数据传递给上层的计划管理系统,这是一个典型的信息传递过程。
为了做到这一类的信息传递,系统间的接口是保证数据顺利传递的关键。
sa-95标准的目标是减小风险、降低成本、减少在实施企业系统和制造作业系统时出现的错误、并且简化操作、易于集成。
根据isa-95标准,制造作业管理活动包括对生产、维修、质量、库存4大部分的管理,通常分为11个模块。
通过调整车间已制订的生产进度,对返修品和废品进行处理,用缓冲管理的方法控制任意位置的在制品数量。
当车间有事件发生时,要提供一定顺序的调度信息并按此进行相关的实时操作。
但实际的生产过程则需要细化到车间、产线、工位的维度,而这就是mes计划模块所需要实现的功能。
交付计划中应包含最终交付商品明细、要求交付日期及交付对象。
交付商品bom拆解,1)mes的由来mes(manufacture execution system),制造执行系统,是一个位于车间执行层的系统,美国先进制造研究机构amr(advanced manufacturing research)将 mes定义为"位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统",它为操作人员/管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等)的当前状态。
mes作为联结上层的计划管理系统与底层的工业控制系统的一个中间应用层,需要承担的重要工作之一就是在底层的工控系统和上层的计划系统间加工与传递信息,进行系统间的纵向整合。
LBD-MES98微机消谐装置说明书

2
MES98 微机电力谐振诊断消除装置(V210、220、230、240、270)技术使用说明书(V1.2 版)
3 与同类装置的主要区别
3.1 本装置抗干扰能力强,数据采集精度高。 3.2 本装置的中央处理器采用高性能 16 位单片微型计算机,运算速度快、控制能力强; 可区分过电压、铁磁谐振、单相接地及 PT 高压侧断线、PT 低压侧断线。 3.3 本装置可自动显示、记录各种故障时间及相关参数,为现场分析提供数据。 3.4 本装置可存储五重故障信息,并可追忆,进行显示。 3.5 本装置采用插件式结构,维护简单方便。 3.6 本装置采用大屏幕汉字液晶显示,装置掉电后存储信息不丢失。
1
浪拜迪
2.2.2 环境温度:-10℃ ~ +55℃。
2.2.3 相对湿度:小于 90%。
2.2.4 谐振频率适用:
1/3 分频
1/2 分频
工频
3 倍频
2.2.5 报警继电器触点容量: DC 30V/1A;AC 250V/1A。
2.3 型号与版本
2.3.1 型号含义
MES98
微机电力谐振诊断消除装置
4 装置原理
本装置的中央处理器采用高性能 16 位单片微型计算机,对 PT 开口三角绕组电压 (即:零序电压)和系统三相电压进行循环检测。在正常工况下,PT 开口三角绕组电压 为零,装置内的大功率消谐元件处于阻断状态,对系统无任何影响。
当系统处于故障工况时,本装置对电压互感器开口三角电压和系统三相电压采集的 数据经分析计算,诊断当前工况。如果是某种频率的铁磁谐振,则开启消谐电路,使铁 磁谐振在强大阻尼下迅速消失,同时给出指示。铁磁谐振消除后,装置作相应记录、存 储,并自动显示时间及相关参数(幅值及频率);如果是过电压或单相接地或 PT 断线, 装置分别给出指示和报警,可自动记录故障信息。
华智 MES 管理系统使用说明书
华智MES管理系统使用说明书版本V1.0目录一、软件概述 (4)1.1系统概述 (4)1.2系统功能说明 (4)1.2.1 系统功能清单 (4)1.3系统安装 (5)二、系统功能说明 (6)2.1系统登录 (6)2.1.1 系统登录 (6)2.1.2 个人中心 (6)2.1.3 退出系统 (7)2.2系统管理 (7)2.2.1 用户管理 (7)2.2.2 角色管理 (10)2.2.3组织机构 (12)2.2.4数据库备份 (13)2.2.5日志管理 (14)2.3基础数据 (15)2.3.1 物料主数据 (15)2.3.2 BOM主数据 (18)2.3.3 生产线维护 (20)2.3.4 设备主数据 (21)2.3.5 数据字典 (23)2.4计划管理 (25)2.4.1 生产计划 (25)2.4.2 生产工单 (28)2.4.3 工单调度 (31)2.5工艺管理 (34)2.5.1 工位设置 (34)2.5.2 工艺路线 (36)2.5.3 工艺参数 (39)2.6仓库管理 (41)2.6.1 仓库发料 (41)2.6.2 入库确认 (43)2.6.3 退料确认 (44)2.7生产执行 (45)2.7.1 生产投料 (45)2.7.2 批次管理 (47)2.8质检管理 (48)2.8.1 质检项目 (48)2.8.2 生产核料 (51)2.8.3 退料处置 (52)2.9报表管理 (54)2.9.1 调焦数据采集 (54)2.9.2 在制品库存表 (55)2.9.3 工单执行状况 (55)2.9.4 车间流转记录 (56)2.9.5 终检数据采集 (56)一、软件概述1.1系统概述➢实现产品的正向、反向和关联追溯➢可管理、可追溯、数据可视化。
➢串联生产过程的各个步骤。
➢有效提高信息化工业理念,标准化管理。
➢系统规范各部门之间的数据串联。
➢通过系统规范数据的支撑,实现有效的、准确的、可靠的数据追溯。
工业自动化系统操作与维护手册

工业自动化系统操作与维护手册第1章系统概述 (4)1.1 系统简介 (4)1.2 系统组成 (4)1.3 系统功能 (5)第2章系统操作准备 (5)2.1 操作环境要求 (5)2.1.1 温度要求:操作环境温度应保持在5℃至40℃范围内,避免极端温度对设备造成损害。
(5)2.1.2 湿度要求:操作环境湿度应保持在10%至90%范围内,无凝露现象,以保证设备正常运行。
(5)2.1.3 通风要求:操作环境应具备良好的通风条件,以保证设备散热良好,避免因过热导致的设备故障。
(5)2.1.4 �照明要求:操作环境应提供充足的照明,以便操作人员能够清晰地观察设备运行状态。
(5)2.1.5 电源要求:操作环境应提供稳定、可靠的电源,电压波动范围应在±10%以内,频率波动范围应在±5%以内。
(5)2.2 操作前检查 (5)2.2.1 设备外观检查:检查设备表面是否有异常磨损、变形、松动等现象,保证设备外观完好。
(6)2.2.2 连接线缆检查:检查设备连接线缆是否齐全、无损坏,连接是否牢固。
(6)2.2.3 仪表检查:检查设备上的仪表是否显示正常,有无异常报警。
(6)2.2.4 传感器检查:检查传感器是否安装到位,反应是否灵敏。
(6)2.2.5 零部件检查:检查设备零部件是否齐全,有无缺失、损坏。
(6)2.3 操作流程 (6)2.3.1 开机准备: (6)2.3.2 自检: (6)2.3.3 设备运行: (6)2.3.4 停机操作: (6)2.3.5 设备维护: (6)第3章控制系统操作 (6)3.1 PLC编程与操作 (7)3.1.1 PLC概述 (7)3.1.2 PLC编程语言 (7)3.1.3 PLC编程操作步骤 (7)3.1.4 PLC操作注意事项 (7)3.2 人机界面操作 (7)3.2.1 人机界面概述 (7)3.2.2 人机界面操作步骤 (7)3.2.3 人机界面操作注意事项 (8)3.3 操作 (8)3.3.1 概述 (8)3.3.2 操作步骤 (8)3.3.3 操作注意事项 (8)第4章传动系统操作 (8)4.1 电机操作与调试 (8)4.1.1 电机概述 (8)4.1.2 电机操作步骤 (8)4.1.3 电机调试 (9)4.2 变频器操作与调试 (9)4.2.1 变频器概述 (9)4.2.2 变频器操作步骤 (9)4.2.3 变频器调试 (10)4.3 伺服驱动器操作与调试 (10)4.3.1 伺服驱动器概述 (10)4.3.2 伺服驱动器操作步骤 (10)4.3.3 伺服驱动器调试 (11)第5章传感器与执行器操作 (11)5.1 传感器操作与调试 (11)5.1.1 传感器概述 (11)5.1.2 传感器操作步骤 (11)5.1.3 传感器调试方法 (11)5.2 执行器操作与调试 (11)5.2.1 执行器概述 (11)5.2.2 执行器操作步骤 (11)5.2.3 执行器调试方法 (12)5.3 传感器与执行器的维护 (12)5.3.1 传感器维护 (12)5.3.2 执行器维护 (12)第6章系统调试与优化 (12)6.1 系统调试流程 (12)6.1.1 调试前的准备工作 (12)6.1.2 单机调试 (13)6.1.3 联机调试 (13)6.1.4 系统调试 (13)6.1.5 调试记录与分析 (13)6.2 系统功能优化 (13)6.2.1 硬件优化 (13)6.2.2 软件优化 (13)6.2.3 系统参数优化 (13)6.2.4 系统集成优化 (13)6.3 故障诊断与分析 (13)6.3.1 故障诊断方法 (13)6.3.2 故障分析 (14)6.3.3 故障处理 (14)6.3.4 预防措施 (14)第7章系统维护与保养 (14)7.1 日常维护与保养 (14)7.1.1 日常检查 (14)7.1.2 日常保养 (14)7.2 定期维护与保养 (14)7.2.1 定期检查 (14)7.2.2 定期保养 (15)7.3 系统备份与恢复 (15)7.3.1 系统备份 (15)7.3.2 系统恢复 (15)第8章安全生产与防护 (15)8.1 安全操作规程 (15)8.1.1 操作前的安全检查 (15)8.1.2 操作中的安全规范 (16)8.1.3 操作后的安全整理 (16)8.2 安全防护措施 (16)8.2.1 电气安全防护 (16)8.2.2 机械安全防护 (16)8.2.3 环境安全防护 (16)8.3 紧急处理 (16)8.3.1 紧急停机 (16)8.3.2 报告 (16)8.3.3 调查与处理 (17)第9章常见故障排除 (17)9.1 故障诊断方法 (17)9.1.1 观察法 (17)9.1.2 分段法 (17)9.1.3 参数检查法 (17)9.1.4 替换法 (17)9.1.5 诊断软件法 (17)9.2 PLC故障排除 (17)9.2.1 检查电源 (17)9.2.2 查看报警信息 (17)9.2.3 检查输入/输出信号 (17)9.2.4 检查程序 (18)9.2.5 更新固件 (18)9.3 传动系统故障排除 (18)9.3.1 检查电机 (18)9.3.2 检查驱动器 (18)9.3.3 检查传动机构 (18)9.3.4 检查传感器 (18)9.3.5 检查控制信号 (18)第10章技术支持与售后服务 (18)10.1 技术支持 (18)10.1.1 技术咨询 (18)10.1.2 技术培训 (18)10.1.3 技术更新与升级 (19)10.2 售后服务 (19)10.2.1 三包服务 (19)10.2.2 故障排查与维修 (19)10.2.3 定期巡检与保养 (19)10.3 配件供应与维修 (19)10.3.1 配件供应 (19)10.3.2 配件维修 (19)10.3.3 配件库存管理 (19)第1章系统概述1.1 系统简介工业自动化系统是现代工业生产过程中不可或缺的技术手段,它融合了计算机技术、自动控制技术、通信技术及机械电子技术等多种先进技术。
mes603说明书
mes603说明书
1、电池装反了:如果刚买的电动牙刷按了开启按钮没有反应,可能是电池装反了,仔细检查电池的正负极,一般装电池的区域会有提示电池的正负极。
2、电池没电:也可能是因为电动牙刷很久没充电了,如果是使用电池的电动牙刷,那应该是电池没电,记得给电动牙刷充电或者更换电池即可。
3、旋转区域卡住:如果是因为牙刷头和电动牙刷的连接地方出现卡住的现象,取掉牙刷头看能不能转动,如果能转动就是转头卡死的问题,清洗电动牙刷即可
按住开关三十秒就关闭,在重新打开可以使用
系统特点
把条码运用到开关柜配电行业,实现过程中,数据搜集以条码为主要流转对象。
搜集过程中生产工艺数据,实时进行分析,从而改善提升运营效率;
实现数据集成与信息共享;
实现过程中,可修改MES配置,以快速响应车间变化;
MES系统可对生产资源,人员数据等进行管理和配置,以应对生产资源的变化;
对用户进行权限的配置,以免在程序运行中出现越权现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.6.1 仓库事件设置
1.6.2 仓库类型设置
1.6.3 区位信息设置
1.6.4 仓库信息设置
2.
工艺资料管理
2.1 工艺基础信息
2.1.1 物料损耗设置
2.1.2 设备产能设置
2.1.3 工序类型设置
2.1.4 工序信息设置
2.1.5 工艺参数类型
2.1.6 工艺参数项目
数据维护完后需要点击左下角的【保存】按钮方可生效,否则数据不会被修改。
1.3.4计量单位设置
依次点击左边菜单的【系统基础管理】-【公用基础设置】-【计量单位设置】进入数据浏览状态,如下 图1。在浏览界面点击【搜索】按钮即可将现有数据显示出来,可通过点击对应的数据弹出新增、修改 维护窗口。也可点击对应的功能【新增】、【修改】弹出对应的新增、修改维护窗口,如下图2:
生产现场管理 品质信息管理 生产管理报表
工单工艺信息 物料齐套管理 生产数据采集 生产数据分析 品质基础设置 品质检验单据 物料实验分析 品质异常处理 品质异常分析
生产设备报表
生产资源报表
班组信息管理 作业物料信息 员工工资记录 品质检查类型设置 品质检查项目设置 品检项目方案设置 产品检验单
品质异常单
公用基础设置
作业名称 系统功能设置 系统数据字典 系统用户设置 用户角色设置 系统集团设置 公司信息设置 部门信息设置 计量单位设置 单位转换比率 币别设置 币别转换比率 客户信息设置 供应商类型设置 供应商信息设置 作业班次设置 班次时间设置 RFID类型设置
功能说明
物料信息设置 人员岗位设置 仓储信息设置
数据维护完后需要点击左下角的【保存】按钮方可生效,否则数据不会被修改。
1.3.3部门信息设置
依次点击左边菜单的【系统基础管理】-【公用基础设置】-【部门信息设置】进入数据浏览状态,如下 图1。在浏览界面点击【搜索】按钮即可将现有数据显示出来,可通过点击对应的数据弹出新增、修改 维护窗口。也可点击对应的功能【新增】、【修改】弹出对应的新增、修改维护窗口,如下图2:
1.3.6币别设置
依次点击左边菜单的【系统基础管理】-【公用基础设置】-【币别设置】进入数据浏览状态,如下图1。 在浏览界面点击【搜索】按钮即可将现有数据显示出来,可通过点击对应的数据弹出新增、修改维护窗 口。也可点击对应的功能【新增】、【修改】弹出对应的新增、修改维护窗口,如下图2:数据维护完 后需要点击左下角的【保存】按钮方可生效,否则数据不会被修改。
数据维护完后需要点击左下角的【保存】按钮方可生效,否则数据不会被修改。
1.3.2公司信息设置
依次点击左边菜单的【系统基础管理】-【公用基础设置】-【公司信息设置】进入数据浏览状态,如下 图1。在浏览界面点击【搜索】按钮即可将现有数据显示出来,可通过点击对应的数据弹出新增、修改 维护窗口。也可点击对应的功能【新增】、【修改】弹出对应的新增、修改维护窗口,如下图2:
1.3.9 供应商类型设置
用于设定供应商的类型,如原料、配件等。依次点击左边菜单的【系统基础管理】-【公用基础设置】【供应商类型设置】进入数据浏览状态,如下图1。在浏览界面点击【搜索】按钮即可将现有数据显示 出来,可通过点击对应的数据弹出新增、修改维护窗口。也可点击对应的功能【新增】、【修改】弹出 对应的新增、修改维护窗口,如下图2:数据维护完后需要点击左下角的【保存】按钮方可生效,否则 数据不会被修改。
8.1.1 故障提报记录
8.1.2 故障维修报表
8.1.3 维修项目报表
8.1.4 设备状态报表
8.1.5 设备停机报表
8.2 生产资源报表
8.2.1 工单完工报表
8.2.2 工单用料报表
8.2.3 工单模具报表
一.功能总览
序号
系统模块
001
系统基础管理
系统功能 系统功能设置 系统权限设置
1.2.2系统角色设置
依次点击左边菜单的【系统基础管理】-【系统权限设置】-【系统角色设置】进入数据浏览状态,如下 图1。在浏览界面点击【搜索】按钮即可将现有数据显示出来,可通过点击对应的数据弹出新增、修改 维护窗口。也可点击对应的功能【新增】、【修改】弹出对应的新增、修改维护窗口,如下图2:数据 维护完后需要点击左下角的【保存】按钮方可生效,否则数据不会被修改。
登录验证通过后将出现下图的MES操作主界面,主界面分为两大操作区,左边为菜单操作区,右边为数 据浏览及功能操作。点选左边的菜单右边功能区则会显示相应程序的数据浏览窗口,可根据实际需求查 询、新增、修改、删除等操作
1.2系统权限设置
1.2.1系统用户设置
依次点击左边菜单的【系统基础管理】-【系统权限设置】-【系统用户设置】进入数据浏览状态,如下 图1。在浏览界面点击【搜索】按钮即可将现有数据显示出来,可通过点击对应的数据弹出新增、修改 维护窗口。也可点击对应的功能【新增】、【修改】弹出对应的新增、修改维护窗口,如下图2:数据 维护完后需要点击左下角的【保存】按钮方可生效,否则数据不会被修改。
1.3.16 RFID解绑设置
1.4 物料信息设置
1.4.1 物料类型管理
1.4.2 物料材质管理
1.4.3 物料信息管理
1.5 人员岗位设置
1.5.1 员工信息设置
1.5.2 岗位信息设置
1.5.3 技能类型设置
1.5.4 工作技能设置
1.5.5 岗位考核记录
1.6 仓储信息设置
基础库存管理
销售订单管理 工单信息管理 工单批量导入 产品生产任务 工序生产计划 工序作业发卡 在制品查询 批次工序查询 RFID解绑设置(作业) 批次领料申请
作业用料清单 刀具类型管理 刀具信息管理 刀具使用记录 模具信息设置 模具使用管理 货品入库记录 货品出库记录 库存信息查询 物料条码打印
系统模块
生产设备管理
系统功能 生产文档管理 备件库存管理 工作中心设置 设备基础信息
设备日常管理
作业名称 文件目录管理 FTP目录管理 附件模块设置
工作中心设置 设备类型设置 客户终端设置 设备基础信息 设备状态设置 设备保养项目维护 设备故障现象记录 设备故障呼叫记录 设备保养执行记录 设备保养计划记录
功能名称
RFID信息设置 RFID绑定设置 RFID解除绑定设定 RFID绑定设置(作业) RFID绑定设置(员工) RFID绑定设置(物料) RFID绑定设置(设备) RFID解绑设置(员工) RFID解绑设置(物料) RFID解绑设置(设备) 物料类型管理 物料材质管理 物料信息管理 员工信息设置 岗位信息设置 技能类型设置 工作技能设置 岗位考核记录 仓库事件设置
故障提报记录 故障维修报表 维修项目报表 设备状态报表 设备停机报表 工单完工报表 工单用料报表 工单模具报表
二.操作使用说明
1.系统基础管理
1.1系统主界面框架介绍 双击桌面【海漫思MES系统】快捷方式文件OX.SysManage.exe,弹出如下图的登录界面,在【请选择公 司】录入框点选右边下拉箭头选择需要登录的公司别,录入管理员分配的用户名及密码,无误后点击 【登录】按钮即可登录。若您为系统管理员,则系统初始用户名为:Admin,密码为:123456
2.2 工艺路线设置
2.2.1 基础工艺路线
2.2.2 工艺路线范围
2.2.3 产品工艺路线
2.2.4 工艺参数权限
3.
工单作业管理
3.1 销售订单管理
3.1.1 销售订单管理
3.2 生产工单管理
3.2.1 工单信息管理
3.2.2 工单批量导入
3.3 工序作业管理
3.3.1 产品生产任务
1.3.7币别转换比率
用于记录不同币别之间的换算基数,即汇率。依次点击左边菜单的【系统基础管理】-【公用基础设置】 -【币别转换比率】进入数据浏览状态,如下图1。在浏览界面点击【搜索】按钮即可将现有数据显示出 来,可通过点击对应的数据弹出新增、修改维护窗口。也可点击对应的功能【新增】、【修改】弹出对 应的新增、修改维护窗口,如下图2:数据维护完后需要点击左下角的【保存】按钮方可生效,否则数 据不会被修改。
1.3.8客户信息设置
依次点击左边菜单的【系统基础管理】-【公用基础设置】-【客户信息设置】进入数据浏览状态,如下 图1。在浏览界面点击【搜索】按钮即可将现有数据显示出来,可通过点击对应的数据弹出新增、修改 维护窗口。也可点击对应的功能【新增】、【修改】弹出对应的新增、修改维护窗口,如下图2:数据 维护完后需要点击左下角的【保存】按钮方可生效,否则数据不会被修改。
4.2.1 刀具类型管理
4.2.2 刀具信息管理
4.2.3 刀具使用记录
4.3 工装模具管理
4.3.1 模具信息管理
4.3.2 模具使用管理
4.4 基础库存操作
4.4.1 货品入库记录
4.4.2 货品出库记录
4.4.3 库存信息查询
4.4.4 物料条码打印
4.5 生产文档管理
序号
系统模块
作业名称
功能说明
工艺资料管理
工艺基础信息 工艺路线设置
物料损耗设置 设备产能设置 工序类型设置 工序信息设置 工艺参数类型 工艺参数项目 基础工艺路线 工艺路线范围 产品工艺路线 工艺参数权限
工单作业管理 生产资源管理
销售订单管理 生产工单管理
工序作业管理
批次生产用料 批次流程移交 生产物料管理 刀具资料管理 工装模具管理
4.5.1 文件目录管理
4.5.2 FTP目录管理
4.5.3 附件模块管理
4.6 备件库存管理
4.7 工作中心设置
4.7.1 工作中心设置
5.
生产设备管理
5.1 设备基础信息
5.1.1 设备类型设置
5.1.2 客户终端设置
5.1.3 设备基础信息
5.1.4 设备状态设置